Базирование заготовок
Основным правилом базирования заготовок в приспособлениях является правило 6-ти точек.
Как известно из теоретической механики, требуемое положение твёрдого тела относительно трёхмерной системы координат может быть задано наложением на него шести двусторонних связей (степеней свободы), лишающих тело трех перемещений вдоль осей Ох, Оу и Oz и трёх поворотов вокруг этих осей.
При установке заготовки в приспособление необходимо, чтобы установочные элементы приспособления лишали деталь 6-ти степеней свободы.
Наложение двусторонних связей достигается соприкосновением базовых поверхностей тела (заготовки) с базирующими поверхностями других тел (приспособления) и приложением силового замыкания для обеспечения необходимого контакта.
Для повышения точности изготовления деталей необходимо стремиться к тому, чтобы конструкторские и технологические базы представляли собой одни и те же поверхности — принцип совмещения баз. Если эти базы не совпадают возникает погрешность базирования — несоответствие получаемых размеров заданным.
Основные схемы базирования.
При базировании по правилу шести точек заготовка устанавливается в приспособлении на шесть опорных точек. Нижняя поверхность заготовки (выбирается как правило наибольшего размера) устанавливается на 3 точки и является установочной поверхностью. Боковая поверхность с двумя опорными точками является направляющей поверхностью, для которой выбирают поверхность наибольшей протяжённости. Поверхность с одной опорной точкой является опорной поверхностью.


Рис.1. Схемы базирования призматических и цилиндрических заготовок.

Рис.2. Установка длинной цилиндрической заготовки в приспособлении.

Рис.3. Схема базирования коротких цилиндрических заготовок.
Что такое базирование заготовки
По лишаемым степеням свободы
По характеру проявления
4.2.Способы базирования заготовок с главной базой, имеющей форму плоскости и опорные элементы
Установка заготовки на плоскость широко распространена в машиностроении. Опорные элементы приспособления выбираются в зависимости от состояния базовой поверхности заготовки.



А). При установке заготовки на необработанную базовую плоскость используют постоянные опоры со сферической (рис.1а) или рифленой (рис.1б) головками. При этом опоры с рифленой головкой служат для установки заготовок необработанными боковыми плоскостями. Диаметр сферической опоры выбирается в зависимости от нагрузки, действующий на нее (см. табл.4.2).
Таблица 4.2. Диаметр сферической опоры в зависимости от нагрузки, действующий на нее
Данные относятся к заготовкам из стали и чугуна. При обработке заготовок их цветных металлов и сплавов предельную нагрузку уменьшают на 30…40%. Допустимая нагрузка на одну рифленую опору в 2 раза больше, чем для опор со сферической головкой того же диаметра.
Б). При установке заготовок небольших размеров на обработанные базовые плоскости используют постоянные опоры с плоской головкой (рис.1в). Допустимое давление на опору 40 кг/см2 (40Мпа).
В). При установке заготовок средних и больших размеров на обработанные базовые плоскости рекомендуется использовать опорные пластины, что по сравнению с постоянными опорами позволяет уменьшить погрешность обработки на 20…30%. Это объясняется следующим. При изготовлении заготовок больших размеров отклонение формы технологических баз обработанных чистовым фрезерованием достигает 0,05…0,1 мм. При установке такими базами на постоянные опоры с плоской головкой погрешность базирования составляет 50…70% допуска плоскостности базы, а при установке на опорные пластины – до 30%. Это объясняется наличием зазоров в стыке между опорной пластиной и технологической базой заготовки, форма которой характеризуется отклонением от плоскостности. Величина таких зазоров достигает 0,1…0,2 мм. Их наличие дает возможность отдельным участкам базы заготовки перемещаться под действием сил закрепления, причем эти перемещения много больше контактных.
Опорные пластины бывают двух исполнений: с пазами (применяются в качестве нижних опор) (рис. 1д) и без пазов (рис. 1г) применяются в качестве боковых и верхних опор. Допустимое давление на опору 40 МПа (40 кг/см2)
4.3.Способы базирования заготовок с главной базой, имеющей форму наружной цилиндрической поверхности и опорные элементы.
Установку заготовок наружной цилиндрической поверхностью производят в патроны, а также в призмы, во втулки и др.
4.3.1. Базирование на призму
Призма представляет собой деталь с двумя опорными поверхностями, расположенными под углом γ, равным 60°, 90° и 120°. Чаще γ = 90°. Погрешность базирования оси базы зависит от направления: в направлении перпендикулярном плоскости симметрии призмы δб = 0; по оси симметрии погрешность базирования определяется по формуле:
δб = а / Sin(γ /2)
где: а – допуск диаметра базы.
Конструкции призм разнообразны. Некоторые из них стандартизованы. При большой длине базы на корпусе приспособления устанавливают две стандартные призмы, располагая их, на некотором расстоянии друг от друга.
Для базирования заготовок необработанной базой применяют призмы с узкими участками установочных поверхностей (2…5 мм).
Для точной установки призмы в приспособлении она штифтуется двумя штифтами.
4.3.4.Базирование с помощью самоцентрирующих устройств
Самоцентрирующим называется устройство, опорные поверхности которого (кулачки) подвижны и связаны между собой так, что могут одновременно и с равным перемещением сближаться к оси устройства или удаляться от нее, при этом кулачки надежно центрируют закрепляемую заготовку.
Опорные поверхности самоцентрирующих устройств могут быть выполнены либо на кулачках, либо в виде сплошной цилиндрической поверхности тонкостенной втулки, упругодеформируемой при действии сил зажима.
Для перемещения опорных поверхностей в радиальном направлении служат различные механизмы, среди которых наибольшее распространение получили спирально-реечные, рычажные, клиновые, мембранные и т.п. На основе этих механизмов созданы различные варианты самоцентрирующих патронов: кулачковые, цанговые, мембранные и др.
Основное преимущество самоцентрирующих устройств состоит в том, что при установке в них заготовки погрешность базирования оси базы равна нулю. Эти устройства могут быть использованы для базирования заготовок как с обработанной, так и с необработанной базами. При необработанной базе может иметь место погрешность базирования из-за погрешности формы базы (овальность).
Тем не менее, необходимо иметь в виду, что в самоцентрирующих устройствах точность обработки зависит от исходной точности центрирующего механизма, от состояния направляющих корпуса и кулачков.
4.4.Способы базирования заготовок с главной базой, имеющей форму внутренней цилиндрической поверхности
и опорные элементы
Цилиндрические отверстия весьма часто принимаются за главную базу. Осуществить базирование заготовки отверстием – это, значит, совместить его ось с какой-то заданной линией в приспособлении. Применяется несколько способов базирования. Наибольшее распространение получили: с помощью наружной цилиндрической поверхности; конической поверхностью с малой конусностью; с помощью самоцентрирующих устройств.
4.4.1.Базирование с помощью наружной цилиндрической поверхности
При этом способе заготовка надевается отверстием на цилиндрическую оправку (палец), выполненную с такими отклонениями, чтобы в соединении заготовка-оправка обеспечивалась подвижная посадка 7-9 квалитетов.
Погрешность базирования оси базы определяется по формуле:
δб = Тотв. +Т п. +∆
где: Тотв. – допуск отверстия базы;
Тп. – допуск опорного пальца;
∆ = 0,02мм – гарантированный зазор в соединении отверстие – палец.
4.4.2.Базирование с помощью конической поверхности с малой конусностью
При этом способе заготовка главной базой – отверстием надевается на оправку с малой конусностью 1:К. В зависимости от действительного диаметра базы заготовка занимает соответствующее положение по длине оправки, при этом у каждой заготовки кромка отверстия всегда контактирует с поверхностью оправки, благодаря чему одна из точек оси базы совмещается с осью оправки. Т.о. при данном способе ось базы совмещается с осью оправки без погрешности, т.е. δб = 0.
Величина конусности 1:К в пределах 1:3000 …1:1000. С уменьшением 1:К в указанных пределах увеличивается длина контакта, однако одновременно возрастает и длина смещения и общая длина оправки, что нежелательно.
Данный способ базирования применяется только для заготовок с базами, обработанными не грубее 7 квалитета, иначе оправки получаются недопустимо длинными. Благодаря простоте конструкции опорного элемента и высокой точности базирования оси базы он используется в инструментальном производстве при шлифовании наружных поверхностей деталей.
Из-за разницы в положениях заготовок по длине оправки этот способ базирования не применяется при обработке на настроенных станках.
4.4.3.Базирование с помощью самоцентрирующих устройств
Этот метод аналогичен рассмотренному методу базирования заготовок наружной цилиндрической поверхностью в самоцентрирующем устройстве. Разница заключается лишь в том, что при базировании заготовки отверстием опорные поверхности удаляются от оси.
При данном способе погрешность базирования оси базы равна нулю, т.е. δб= 0.
При данном способе базирования заготовки она лишается 4-х степеней свободы. У нее остаются две степени свободы: возможность перемещаться вдоль оси и вращаться относительно оси базы.
4.5. Правило базирования заготовок группой баз
При базировании заготовки группой баз ни один опорный элемент не должен лишать ее тех степеней свободы, которых она уже лишена с помощью других опорных элементов.
Пользуясь этим правилом разработку способа базирования заготовки группой баз необходимо вести в следующей последовательности:
1.Из группы баз выбрать главную.
2.Определить способ базирования главной базы.
3.Установить каких степеней свободы будет лишена заготовка с помощью опорного элемента для базирования главной базы и какие степени свободы у нее останутся.
4.Выбрать способ базирования дополнительной базы, при этом нельзя допускать, чтобы опорный элемент для базирования дополнительной базы дублировал функции, выполняемые элементом для базирования главной базы.
5.При базировании заготовки тремя базами определить способ базирования второй дополнительной базы, при этом элемент для ее базирования не должен дублировать функции опорных элементов для базирования главной и дополнительной баз.
4.6. Способы базирования заготовок дополнительными базами и опорные элементы
При базировании заготовок группой баз в качестве дополнительных баз используются те же (по форме) поверхности: плоскость, цилиндрическое отверстие, наружная цилиндрическая поверхность. Рассмотрим несколько способов базирования заготовок этими базами.
© 2014. ООО «Технические Системы». All Rights Reserved.
Базирование и базы в машиностроении
6.1 Основные понятия о базировании
6.2 Классификация баз
6.3 Рекомендации по выбору технологических баз
Проектирование технологических процессов связано с выбором баз. Основные понятия базирования и баз установлены ГОСТом 21495-76.Базирование и базы в машиностроении. Термины и определения.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее эту же функцию сочетание поверхностей, ось, точка, подлежащая заготовке или изделию и используемая для базирования.
Теория базирования является общей и распространяется на все тела, которые могут рассматриваться как твердые, и на всех стадиях производственного процесса: механическая обработка, транспортирование, измерения, сборка и т.д.
Классификация баз.Базирование необходимо на всех стадиях создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. По назначению базы делятся на конструкторские, технологические и измерительные.
Законы базирования являются общими на всех стадиях создания изделия, независимо от назначения базы могут различаться по лишаемым степеням свободы и по характеру проявления.
Конструкторская база – база, используемая для определения положения детали или сборной единицы в изделии.
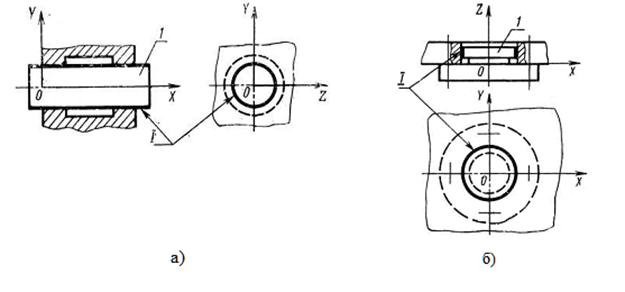
Основная база – это конструкторская база принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 13а).
Вспомогательная база – это конструкторская база, принадлежащая детали или сборочной единицы и используемая для определения положения присоединяемого к ним изделия (рисунок 13б).
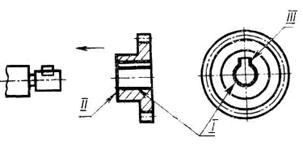 1, II. III – комплект основных баз шестерни а) 1, II. III – комплект основных баз шестерни а) | 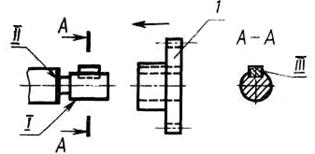 1, II. III – комплект вспомогательных баз вала со шпонкой; I – присоединяемая деталь б) 1, II. III – комплект вспомогательных баз вала со шпонкой; I – присоединяемая деталь б) |
Рисунок 13 – Основные и вспомогательные базы шестерни
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. При установке заготовки или сборочной единицы в приспособлении технологическими базами являются поверхности заготовки или сборочной единицы, находящиеся в непосредственном контакте с установочными элементами приспособления. Различают основные и вспомогательные (искусственные) технологические базы.
Основные технологические базы – это поверхности, которые являются неотъемлемым элементом конструкции детали и выполняют определенную роль при ее работе в изделии. Так, поверхность отверстия 1 (рисунок 14) и торец заготовки 2, используемые для базирования при нарезании зубьев, являются основными технологическими базами.
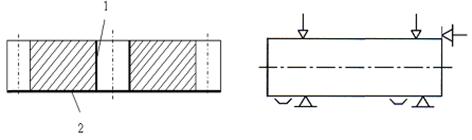
Рисунок 14 –Основные технологические базы
Вспомогательные технологические базы – это поверхности, специально создаваемые на детали исходя из технологических соображений, и для работы детали в изделии они не нужны. В качестве вспомогательных технологических баз используют центровые гнезда валов (рисунок 15). Так, при рассмотрении технологического процесса изготовления поршня двигателя, в качестве вспомогательных технологических баз использовался центрирующий поясок и торец юбки поршня двигателя.
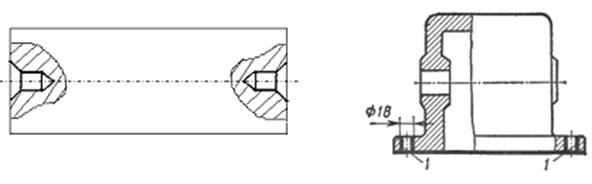
Рисунок 15 – Вспомогательные технологические базы
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения (рисунок 16).
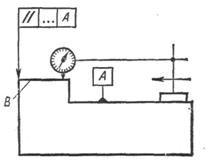 |
Рисунок 16- Измерительная база
При установке заготовки на станке (в приспособлении) необходимо лишить ее всех степеней свободы. Из механики известно, что каждое твердое тело имеет шесть степеней свободы (три поступательных и три вращательных движения относительно трех взаимно перпендикулярных осей). Чтобы лишить заготовку всех степеней свободы, необходимо прижать ее к шести неподвижным точкам приспособления. Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях:
Двойная направляющая база – база, лишающая заготовку или изделия четырех степеней свободы – перемещения вдоль двух координатных осей и поворот вокруг этих осей (рисунок 18а)
Двойная опорная база – база, лишающая заготовку или изделия двух степеней свободы вдоль двух координатных осей (рисунок 18б).
По характеру проявления технологические базы разделяют на явные и скрытые. Явная база – база заготовки или изделия в виде реальной поверхности. Скрытая база – база заготовки в виде воображаемой плоскости, оси или точки (рисунок 19).

При использовании приспособлений в качестве технологических баз принимаются реальные поверхности, непосредственно контактирующие с установочными элементами. По месту положения баз в технологическом процессе их делят на черновые или предварительные, промежуточные и окончательные.
Черновые базы используют на первых операциях обработки, когда никаких обработанных поверхностей на заготовке еще нет (рисунок ). Они служат для создания промежуточных баз, а часто сразу и окончательных, служащих для завершения обработки.
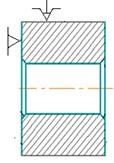
Рисунок 20 –Схема установки заготовки при обработке отверстия

После растачивания отверстия получаем промежуточную технологическую базу, а после протягивания шлицевого отверстия получаем необходимую точность размера отверстия.
Рекомендации по выбору технологических баз. При проектировании технологических процессов большое значение имеет выбор баз. Основные соображения, которыми целесообразно руководствоваться при выборе баз для обработки заготовок следующее:
1 Следует по возможности использовать принцип совмещение баз, т.е. в качестве технологических баз выбирать поверхности, являющиеся одновременно конструкторскими и измерительными базами. При выборе баз технолог должен анализировать не только рабочие, но и сборочные чертежи деталей.
2 Следует по возможности соблюдать принцип постоянства баз и в ходе обработки на всех основных операциях техпроцесса использовать одни и те же поверхности. Когда постоянство не может быть обеспечено, то в качестве новой технологической базы выбирают более точно обработанные поверхности.
3 Технологическая база должна обеспечивать достаточную устойчивость и жесткость установки заготовки в приспособлении. Это достигается соответствующими размерами и качеством базовых поверхностей, а также их взаимным расположением.
4 При выборе технологической базы необходимо обеспечить соответствующую ориентацию заготовки в приспособлении. Для полной ориентации заготовки в приспособлении количество и расположение установочных элементов должно быть таким, чтобы заготовка не могла иметь сдвига и вращения относительно трех координатных осей. При выполнении этого условия заготовка лишается всех степеней свободы. Количество установочных элементов должно быть равно шести, их взаимное положение должно обеспечивать достаточную устойчивость заготовки в приспособлении.
В зависимости от условий выполнения операций технологического процесса применяют схему полного базирования (с лишением детали всех шести степеней свободы) и частичного (упрощенного).
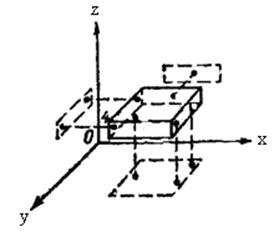
При базировании заготовки по плоскости для лишения перемещения относительно одной координатной оси достаточно лишить ее трех степеней свободы (рисунок 21а).
У детали, изображенной на рисунке 21б положение обрабатываемого уступа определяется двумя размерами: Х и Z (необходимо выдержать размер относительно двух координат). Заготовку необходимо лишить пяти степеней свободы.
Если необходимо выдержать размер в трех направлениях (рисунок 21в), то для базирования заготовки необходим комплект из трех поверхностей; каждому направлению размеров должна соответствовать своя базирующая поверхность. В этом случае заготовку необходимо лишить шести степеней свободы.
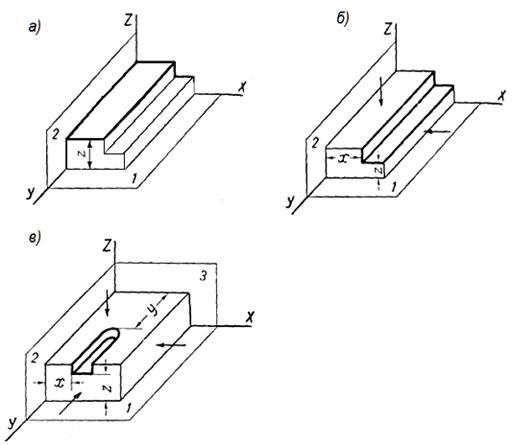
Рисунок 21 – Схемы полного и упрощенного базирования
Цилиндрическую деталь можно лишить пяти степеней свободы.
При установке заготовок на черновые базы применяют установочные элементы в виде точечных опор. При установке на точечные и чисто обработанные поверхности во избежание вмятин используют опорные пластины или другие элементы с развитой опорной поверхностью.
При обработке нежестких заготовок или в случае недостаточной их устойчивости ввиду небольшой протяженности базовых поверхностей может возникнуть необходимость увеличение количества опорных точек (сверх шести). Дополнительные опоры делают регулируемыми или самоустанавливающимися.
В качестве базирующих поверхностей при точении, шлифовании тел вращения используют наружную или внутреннюю цилиндрическую поверхность и торец, два центровых гнезда, наружную или внутреннюю цилиндрическую поверхность и центровое гнездо.
Графическое обозначение опор зажимных и установочных устройств приведены в таблице 5.
| Наименование | Обозначение на видах (спереди) |
| Опора неподвижная и люнеты | 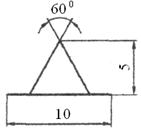 |
| Опора подвижная и люнеты | 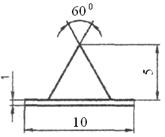 |
| Опора призматическая | 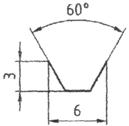 |
| Оправка цилиндрическая | 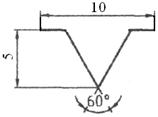 |
| Оправка шлицевая, резьбовая |  |
Продолжение таблицы 5
| Наименование | Обозначение на видах (спереди) |
| Зажим одиночны | 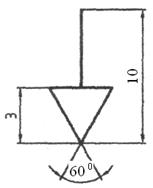 |
| Зажим двойной |  |
| Патрон цанговый |  |
| Центр неподвижный | 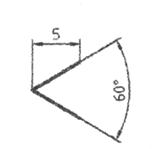 |
| Центр вращающийся | 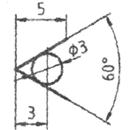 |
Продолжение таблицы 5
| Наименование | Обозначение на видах (спереди) |
| Центр плавающий |  |
| Патрон поводковый | 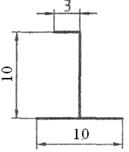 |
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Базирование заготовок при обработке
Базирование заготовок – придание изделию необходимого положения относительно выбранной координатной системы. Требуемое местоположение достигается при помощи закрепления детали на столе токарного или фрезерного станка и других установочных приборах. После процедуры закрепления заготовка принимает устойчивое положение в трехмерном пространстве, лишаясь 3 степеней свободы: по осям абсцисса, ордината и аппликата. В результате она не сможет перемещаться в выбранной координатной системе.
Базирование осуществляется для повышения точности во время изготовления и обработки детали.
Для правильного определения местоположения изделия необходимо знать основные схемы, методы и особенности процедуры базирования.

Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.


Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:

Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.

Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.

При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Правильное местоположение деталей типа диск будет являться прочным и устойчивым, если оно расположено на торце, выступающем в роли установочной базы.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.

В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆. Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным.
Для расчета погрешности был разработан общий алгоритм вычисления:

Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.



