Базовая деталь
Смотреть что такое «Базовая деталь» в других словарях:
БАЗОВАЯ ДЕТАЛЬ — 1) основная деталь, с которой начинается сборка машины или механизма (станина станка и др.)2)] Основная типовая деталь, отражающая конструктивные, технологические и другие характеристики группы изделий, для определения условной программы произво … Большой Энциклопедический словарь
базовая деталь — Деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы или другие детали. [ГОСТ 23887 79] Тематики сборка EN base component … Справочник технического переводчика
базовая деталь — 1) основная деталь, с которой начинается сборка машины или механизма (станина станка и др.). 2) Основная типовая деталь, отражающая конструктивные, технологические и другие характеристики группы изделий. Выбирается для определения условной… … Энциклопедический словарь
БАЗОВАЯ ДЕТАЛЬ — деталь представитель, приведённая деталь, осн. деталь, к рая отражает конструктивные, технологич., габаритные и др. хар ки группы изделий. Выбирается для определения условной программы произ ва, особенно при проектировании цехов и з дов. При… … Большой энциклопедический политехнический словарь
ДЕТАЛЬ-ПРЕДСТАВИТЕЛЬ — то же, что базовая деталь … Большой энциклопедический политехнический словарь
ПРИВЕДЁННАЯ ДЕТАЛЬ — то же, что базовая деталь … Большой энциклопедический политехнический словарь
САЛАЗКИ — стан к а базовая деталь станка, перемещающаяся по направляющим и несущая исполнит. звенья (суппорт, шпиндельную головку и т. д.) или приспособления (напр., С. с толкателем привода шагового конвейера) … Большой энциклопедический политехнический словарь
Корпус лицевой части — основа (базовая деталь, узел) лицевой части СИЗОД, к которой подсоединяются соответствующие функциональные элементы … Российская энциклопедия по охране труда
ГОСТ Р 54136-2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь — Терминология ГОСТ Р 54136 2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь оригинал документа: 4.1 абстрактная деталь (abstract part): Деталь, которая определена только своей… … Словарь-справочник терминов нормативно-технической документации
связь — 137 связь Монтажный элемент для временного удержания элементов опалубки Источник: ГОСТ Р 52086 2003: Опалубка. Термины и определения оригинал документа 6. Связь Линейное монтажное приспособление, не обладающее собственной устойчивостью,… … Словарь-справочник терминов нормативно-технической документации
Основные понятия и определения. Базовые детали – это детали с базовыми поверхностями, выполняющими в сборочном соединении роль соединительного звена




![]()
![]()
Базовые детали – это детали с базовыми поверхностями, выполняющими в сборочном соединении роль соединительного звена, обеспечивающего определённое относительное положение других деталей.
Сборочная единица – (узел) – это часть изделия, которая собирается отдельно и в дальнейшем участвует в сборке как одно целое. Сборочные единицы, непосредственно входящие в изделие в процессе общей сборки называются сборочными единицами первого порядка. Сборочные единицы, входящие в сборочную единицу первого порядка, называются сборочными единицами второго порядка и т.д. Отдельные детали (крепёжные, направляющие), могут входить в сборочные единицы любого порядка.
Собранное изделие – сборочная единица нулевого порядка.
Сборочный комплект – это группа составных частей изделия, которые необходимы для сборки изделия или его составной части.
Комплекс – это два и более специфицированных изделия, не соединённых на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных функций (автоматическая линия, станок с ЧПУ и управляющими панелями).
Агрегат– это сборочная единица, обладающая полной взаимозаменяемостью, возможностью сборки отдельно от других частей изделия, способностью выполнять определённую функцию в изделии или независимо, самостоятельно.
Сборка изделий из агрегатов называется агрегатной или модульной сборкой.
Сборочные единицы имеют соединения подвижные и неподвижные, разъёмные и неразъёмные.
По форме сопрягаемых поверхностей соединения бывают: цилиндрические, конические, сферические, плоские, винтовые, профильные. По методу сопряжения: резьбовые, клиновые, сварные, клееные, фальцованные и др.
Основные понятия и определени
Качество (машины, продукции) – совокупность свойств, обусловливающих её пригодность удовлетворять определённым потребностям в соответствии с назначением. Для общей оценки качества машины служат следующие характеристики:
Работоспособность – состояние машины, при котором она способна выполнять заданные функции при сохранении параметров, предусмотренных нормативно-технической документацией.
Надёжность – свойство изделия сохранять во времени свою работоспособность, это обобщённое свойство изделия, включающее понятие безотказности и долговечности.
Безотказность– свойство изделия сохранять работоспособность в течение некоторой наработки.
Долговечность– свойство изделия сохранять работоспособность до наступления предельного состояния.
Ресурс– время работы изделия, определяющее его долговечность.
Трудоёмкость – продолжительность изготовления изделия при нормальной интенсивности труда в часах.
Станкоёмкость— продолжительность работы станков или другого оборудования для изготовления всех деталей изделия (станко-часы).
БАЗОВАЯ ДЕТАЛЬ
БАЗОВАЯ ДЕТАЛЬ, осн. типовая деталь конструктивно-технологич. группы. Б. д. могут быть нормализованные, унифицированные детали, инструменты, элементы приспособлений, а также одноимённые или аналогичные детали двигателей, машин и др. (станина станка, блок цилиндров, шестерни и др.). Б. д. пользуются для разработки типовых и директивных тех-нологич. процессов, определения трудоёмкости работ, численности работающих, типажа и номенклатуры оборудования, потребных площадей и др. показателей, необходимых при проектировании цехов и предприятий специализированного произ-ва, укрупнённых расчётах пропускной способности отд. цехов и т. п. См. Технологический процесс.
Смотреть что такое БАЗОВАЯ ДЕТАЛЬ в других словарях:
БАЗОВАЯ ДЕТАЛЬ
основная типовая деталь конструктивно-технологической группы. Б. д. могут быть нормализованные, унифицированные детали, инструменты, элементы п. смотреть
БАЗОВАЯ ДЕТАЛЬ
БАЗОВАЯ ДЕТАЛЬ
БАЗОВАЯ ДЕТАЛЬ
БАЗОВАЯ ДЕТАЛЬ
БАЗОВАЯ ДЕТАЛЬ
БАЗОВАЯ ДЕТАЛЬ. 1) основная деталь, с которой начинается сборка машины или механизма (станина станка и др.). 2) Основная типовая деталь, отражающая конструктивные, технологические и другие характеристики группы изделий, для определения условной программы производства, в основном при проектировании цехов, заводов. смотреть
БАЗОВАЯ ДЕТАЛЬ
— основная деталь, с которой начинается сборка машиныили механизма (станина станка и др.). 2) Основная типовая деталь,отражающая конструктивные, технологические и другие характеристики группыизделий, для определения условной программы производства, в основном припроектировании цехов, заводов. смотреть
БАЗОВАЯ ДЕТАЛЬ
base, centerpiece, base component, key component, primary component, (напр. робота) base frame, location, base member, reference member, basic part
БАЗОВАЯ ДЕТАЛЬ
base member машиностр., basic part, locating part, structure
Виды базовых деталей
Основные узлы и механизмы станков
Базовые детали и направляющие
Назначение базовых деталей и направляющих
Базовые детали металлорежущих станков служат для создания требуемого пространственного размещения узлов, несущих инструмент и обрабатываемую деталь, и обеспечивают точность их взаимного расположения под нагрузкой. К базовым деталям относят станины, основания, колонны, стойки, поперечины, ползуны, траверсы, столы, каретки, суппорты, планшайбы, корпуса шпиндельных бабок и т.п.
Направляющие обеспечивают правильность траектории движения заготовки и (или) инструмента, точность перестановки узлов и восприятие внешних сил. Во многих случаях направляющие выполняют как одно целое с базовыми деталями.
Базовые детали и направляющие должны иметь:
— первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка;
— высокую жёсткость, определяемую контактными деформациями подвижных и неподвижных стыков, местными деформациями и деформациями самих базовых деталей;
— высокие демпфирующие свойства, т.е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций;
— долговечность, которая выражается в стабильности формы базовых деталей и способности направляющих сохранять первоначальную точность в течение заданного срока эксплуатации.
Кроме того, базовые детали должны иметь малые температурные деформации, из-за которых могут произойти относительные смещения между инструментом и заготовкой, а направляющие должны обладать малой величиной и постоянством сил трения, так как от этого зависит точность позиционирования узлов станка.
Перечисленные основные требования, предъявляемые к базовым деталям и направляющим станков, могут быть удовлетворены при правильном выборе материала и реализации при конструировании общих принципов, независимых от многообразия форм деталей.
Конструирование базовых деталей – это поиск компромиссного решения между противоречивыми требованиями при создании конструкций:
— жёстких, но имеющих малую массу;
— простых по конфигурации, но обеспечивающих высокую точность;
— дающих экономию металла, но учитывающих возможности литейной технологии при проектировании литых конструкций и возможности технологии сварных конструкций.
Виды базовых деталей
Основные неподвижные и подвижные узлы станка монтируются и устанавливаются на станине. Станины бывают в зависимости от расположения оси станка горизонтальными и вертикальными. Они имеют, как правило, коробчатую форму с внутренними рёбрами жёсткости и перегородками.
Форма поперечного сечения горизонтальных станин определяется требованиями жёсткости, расположением направляющих, условиями удаления стружки и охлаждающей жидкости, размещением в станинах различных механизмов, агрегатов и резервуаров для масла и охлаждающей жидкости.
Внутренние полости между стенками часто делают замкнутыми и оставляют в них стержневую смесь. Замкнутый профиль имеет более высокую жёсткость (особенно на кручение), чем разомкнутый, а сыпучий материал во внутренней полости повышает демпфирующие свойства станины.
Форма сечений вертикальных станин (стоек) зависит от действующих на них сил. У большинства станков момент сил, действующих на стойку у основания, больше, чем момент сил, действующих сверху, поэтому стойки выполняют расширяющимися книзу хотя бы в одной плоскости.
В станках с вертикальными станинами для повышения их устойчивости и в станках с неподвижной заготовкой для уменьшения их массы и габаритов (станки радиально-сверлильные, консольно-фрезерные, вертикально-сверлильные, тяжелые расточные и др.) применяют плиты. Конструктивно плиты выполняют в виде пластины с системой стенок и рёбер или двух пластин, скрепленных стенками и рёбрами. Высота плит не должна быть меньше 1/10 длины плиты.
шпиндельные бабки, коробки скоростей и подач, фартуки и т.п. служат для размещения передач приводов. чаще они имеют форму параллелепипеда, реже – цилиндра (многошпиндельные токарные автоматы). Жёсткость таких деталей увеличивают за счёт увеличения жёсткости стенок непосредственно в месте приложения нагрузки путём выполнения бобышек и рёбер. Диаметр бобышки обычно принимается не более 1,4-1,6 диаметра отверстия, а её высота – до 2,5-3 толщин стенки.
Отверстия в стенках снижают жёсткость коробок пропорционально соотношению площадей отверстия и стенки.
Базовые детали типа суппортов и салазок(кареток) предназначены для перемещения инструмента или заготовки и имеют обычно две системы направляющих. Конструктивные формы суппортов и салазок определяются формой и расположением направляющих, конструкцией регулирующих элементов и механизмов привода, требованиями к размерам по высоте. При конструировании салазок и суппортов учитывают противоречивые требования: уменьшение массы и размеров по высоте, с одной стороны, и увеличение жёсткости, которое достигается увеличением высоты сечения салазок, с другой.
Для поддержания заготовок при обработке служатстолы. их делят на подвижные (консольно-фрезерные, расточные, поперечно-строгальные станки и др.) и неподвижные (радиально-сверлильные, протяжные и другие станки). Подвижные столы предназначены для поддержания и перемещения заготовок и имеют одну систему направляющих, т.е. перемещаются в одном направлении. Столы обычно имеют коробчатую форму с внутренними перегородками и ребрами, повышающими их жёсткость. Фрезерные, шлифовальные и другие станки имеют подвижные столы плоской прямоугольной формы. Их жёсткость определяется главным образом высотой. В продольно-фрезерных станках отношение высоты стола к ширине, равное 0,14-0,16, считается оптимальным. Подвижные столы круглой формы имеют токарно-карусельные, зуборезные и другие станки. Круглые столы (планшайбы) карусельных станков диаметром более 1000 мм выполняют коробчатыми с радиальными и кольцевыми ребрами.
В большинстве конструкций базовых деталей (в частности, станин) в стенках предусматривают технологические окна и вырезы. Иногда они нужны для размещения внутри них каких-либо вспомогательных устройств (элементов систем смазки и охлаждения, противовесов). В некоторых станках стружка отводится через окна в задней стенке станины. Окна и вырезы сильно снижают жёсткость базовых деталей, особенно крутильную жёсткость. Для частичной компенсации потери жёсткости используют дополнительные рёбра и перегородки. Реже встречаются местные утолщения и приливы, так как по литейным соображениям следует стремиться к равной толщине стенок всей конструкции. Толщина стенок литых станин и других корпусных деталей принимается от 4-5 мм в лёгких станках до 16-20 – в тяжёлых.
Pereosnastka.ru
Обработка дерева и металла
К корпусным деталям относят коробки, имеющие какое-либо одно целевое назначение. Например, корпус коробки скоростей токарного станка соединяет группу валиков, зубчатых колес, шпиндель, рычаги, валики, опоры и другие детали, предназначенные для фиксации положения обрабатываемой заготовки относительно направляющих станины, вращения ее с разными частотами и передачи крутящих моментов различной величины.
Другим примером является корпус коробки подачи, который соединяет группу валиков, их опоры, зубчатые колеса и другие детали, совместно сообщающие суппортам станка различные подачи.
Станины являются основной базовой частью станка, на которой смонтированы все его механизмы и сборочные единицы. Относительно станины ориентируются и перемещаются подвижные механизмы станка и обрабатываемые на нем детали.
Ошибка в относительном положении поверхностей станины, определяющих положение присоединяемых к ней деталей, появляющаяся в результате некачественной обработки, износа, деформации, неправильного монтажа или установки, является причиной потери станком производительности и точности обработки.
Направляющие с двумя призматическими поверхностями и и двумя плоскими поверхностями и показаны на рис. 1, б. По внутренним направляющим и станины токарного станка перемещается задняя бабка, а по внешним и — каретка суппорта. Направляющие могут быть охватывающими и охватываемыми.
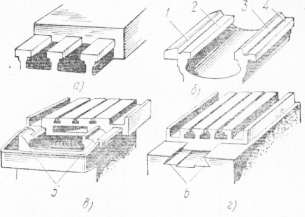
Рис. 1. Конструкции направляющих скольжения станин станков (профили):
а — прямоугольный. — призматический и треугольный, в — V-образный, г — типа «ласточкин хвост»
Гидростатические направляющие выполняют замкнутыми и незамкнутыми. Принцип действия замкнутых направляющих показан на рис. 86. Насосом масло нагнетается через дроссели и в камеры и с постоянным давлением, определяемым настройкой переливного клапана 2. Точность движения (например, стола) достигается поддержанием постоянства толщины масляного слоя каждым дросселем и выполнением направляющих с высокой геометрической точностью.
Аэростатические направляющие аналогично гидростатическим отличаются тем, что в несущие карманы нагнетается сжатый воздух при точно установленном давлении.
Направляющие качения представляют собой сочетание роликовых или шариковых опор в сопряжении с термически обработанными стальными накладными направляющими (планками) из цементируемой стали, закаленной до твердости HRC58—60. Опоры качения представляют собой сепараторы с роликами или шариками и роликовые опоры в виде танкеток. Они обеспечивают равномерное перемещение при медленных и высоких скоростях и весьма малом коэффициенте трения покоя, снижают мощность двигателей приводов подач, обеспечивают повышенную жесткость, точность и долговечность.
Направляющие являются очень ответственными и вместе с тем наиболее изнашивающимися поверхностями станины. Направляющие обрабатывают особенно точно, так как от их состояния зависит качество работ, выполняемых на станке. Они выдерживают значительные нагрузки и большие скорости перемещения по ним тех или иных механизмов, поэтому должны быть хорошо защищены от стружки и хорошо смазаны. Направляющие должны быть строго прямолинейны и параллельны между собой, их плоскость должна отвечать техническим условиям, они не должны иметь спиральной извернутости.
Направляющие ремонтируют различными способами, зависящими от характера и величины износа их поверхностей и от того, насколько предприятие оснащено специальным ремонтным оборудованием и приспособлениями.
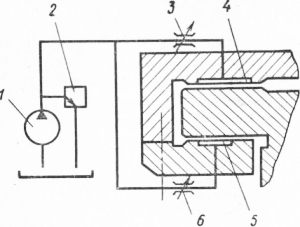
Рис. 2. Схема закрытых гидростатических направляющих
Широко применяемыми способами ремонта направляющих станины являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при незначительном износе (до 0,05 мм) отличается большой трудоемкостью и стоит дорого, поэтому этот процесс следует механизировать.
Ремонт направляющих шлифованием обеспечивает высокую точность и малую шероховатость (высокую чистоту) поверхностей, этот способ незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтительно финишное строгание. При этом достигается высокая производительность, точность и шероховатость поверхностей 6-го класса.
В ремонтно-механических цехах механическую обработку направляющих в основном производят на продольно-строгальных станках, оснащенных специальными шлифовальными и фрезерными приспособлениями. Применяют и специализированные фрезерные и шлифовальные станки, т.е. станки, специально приспособленные для обработки направляющих.



