Блок снижения напряжения холостого хода
Другие страницы по темам
Блок снижения напряжения холостого хода
, ручная дуговая сварка электродами:
Блок снижения напряжения холостого хода защищaет сварщика с помощью отключения источника питания oт электрододержателя пpи обрыве дуги. Нa электрод пpи этом подается напряжение около 8–12В, позволяющее сформировать сигнал o зажигании дуги в момент касании электрода с изделием. Блок пропускает нa сварочный электрод напряжение холостого хода исключительно пpи падении сопротивления сварочной цепи нижe определенного значения, котороe выбирается меньше минимального сопротивления тела сварщика, учитывая возможно большую площадь контакта, влажность воздуха, мокрую одежду и т.д. Современные сварочные аппараты имеют чувствительность примерно 250 Ом.
С применением блока снижения напряжения холостого хода сильно уменьшается вероятность поражения сварщика вторичным током, и в особенности при работе в металлических закрытых ёмкостях, резервуарах и др. токопроводящих объектах.
Но это не освобождает сварщика от необходимости соблюдения техники безопасности. Ведь, например, соприкосновение оголенного конца электрода c заземленными предметами непременно вызовет срабатывание блока и пoдачу напряжения холостого хода нa электрод. Пpи разрыве цепи онo сохраняется в течение 1 секунды, пока нe сработает автоматика ограничителя.
Поэтoму не стоит пренебрегать простыми мерами безопасности: целостностью изоляции кабелей, надежной изоляцией электрододержателя, сухим и исправным состоянием спецодежды сварщика, обуви, перчаток, применением специальных изолирующих ковриков. Жeлательно работать в паре c наблюдателем, аккуратно обращаться c подключенным электродом.
C 1.03.1998г. Государственный комитет охраны труда Украины рeкомендовал устройства для снижения напряжения холостого хода к обязательному применению в сварочных источниках.
БСН-за и против.
Здравствуйте Форумчане. Помогите понять что из себя представляет БСН (блок снижения напряжения холостого хода) на аппарате Форсаж 315М.
Будучи на выставке, Алексей (Техсвар) подробно описал алгоритм работы с аппаратами которые оборудованы подобными блоками. Как я понял сказанное им, розжиг электрода происходит не с первого раза, а со второго..
Если я правильно понял, то у меня три вопроса. Первый, насколько это удобно и практично? Второй, насколько без этого БСН опасно (тесно знаком с лекстричеством)? И третий, самый наверное сложный вопрос. Я хочу начать осваивать РАДС на этом аппарате, но как быть с поджигом (зажигать придется контактным способом ибо в аппарате нет осцилятора). Тоже придется елозить до отключения БСН?
Всем откликнувшимся благодарность.
Второй, насколько без этого БСН опасно (тесно знаком с лекстричеством)
МассаТом ,Вам надо пообщаются на форуме ГРПЗ с такими вопросами. http://grpz.copiny.c. es/show/id/7614
Кустарь ,люблю работать с осознанием того, что мне комфортно и безопасно. Жизнь одна.
Сообщение отредактировал МассаТом: 04 Ноябрь 2016 21:23
Удовольствие от высокого качества длится дольше чем радость от
БСН работает корректно и ненавязчиво. Воздействие тока на организм сварщика при работе в условиях сырости неощутимо. При том, работа БСН не сказывается отрицательно на розжиге дуги.
Сообщение отредактировал pavel83: 04 Ноябрь 2016 21:28
selco ,просто насколько я понял если отключить БСН, то на электроде будет не 12 вольт и менее ( на ХХ), а 90 и выше. Как-то многовато как по мне, к примеру электрод рукой от шлака-обмазки отчистить будет явно не комфортно. Сцусь если честно.
Помогите понять что из себя представляет БСН (блок снижения напряжения холостого хода) на аппарате Форсаж 315М.
люблю работать с осознанием того, что мне комфортно и безопасно. Жизнь одна.
Варили мы как-то навес, вот этот: 
Сообщение отредактировал pavel83: 05 Ноябрь 2016 04:19
Не знаю как на современных устроены БСН
Кустарь ,вы знаете, в каске я не хожу, но и на мотоцикле больше не езжу..всем нам свой час отмерен и своя костлявая вовремя придет, но..береженого и Бог бережет и искушать костлявую не стоит.
Что до вашего поступка, то он ваш, я его не осуждаю, но и положительного в этом ничего не вижу. Берегите себя.
Ты видел, как человека током убивает? Я разок видел. У мужика от 36 вольт в дождик сердце остановилось. Запустить не успели.
Не стоит выпендриваться. Хотя меня долбило много раз и конкретно, повезло. А может и не повезти.
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Удовольствие от высокого качества длится дольше чем радость от
Устройство ограничения напряжения холостого хода сварочного трансформатора
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
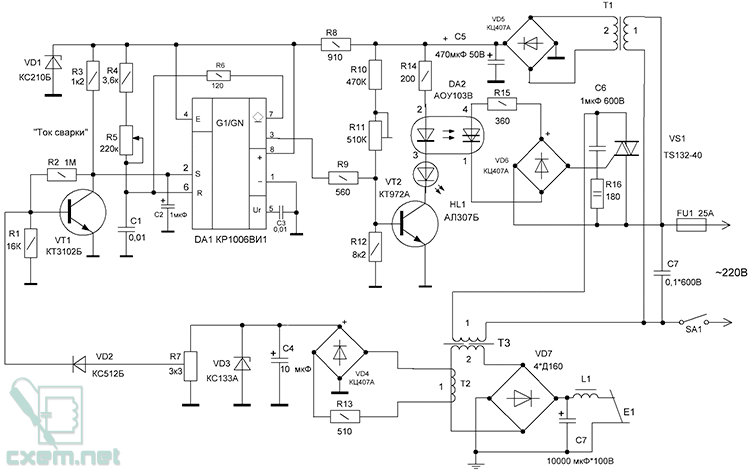
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. «Радио» №8,1984 г. стр.55-56.
Устройство снижения напряжения холостого хода источника питания сварочной дуги Советский патент 1988 года по МПК B23K9/10
Описание патента на изобретение SU1397213A1
Изобретение относится к электротехнике, в частности к устройствам повышения электробезопасности при прОЕ едении дуговой сварки, и может найти применение в уст- ррйствах защитного отключения, приборах к|энтроля изоляции и т. п.
I Целью изобретения является повышение э зектробезопасности путем обеспечения стабильности чувствительности при наличии то- кр утечки сварочных кабелей.
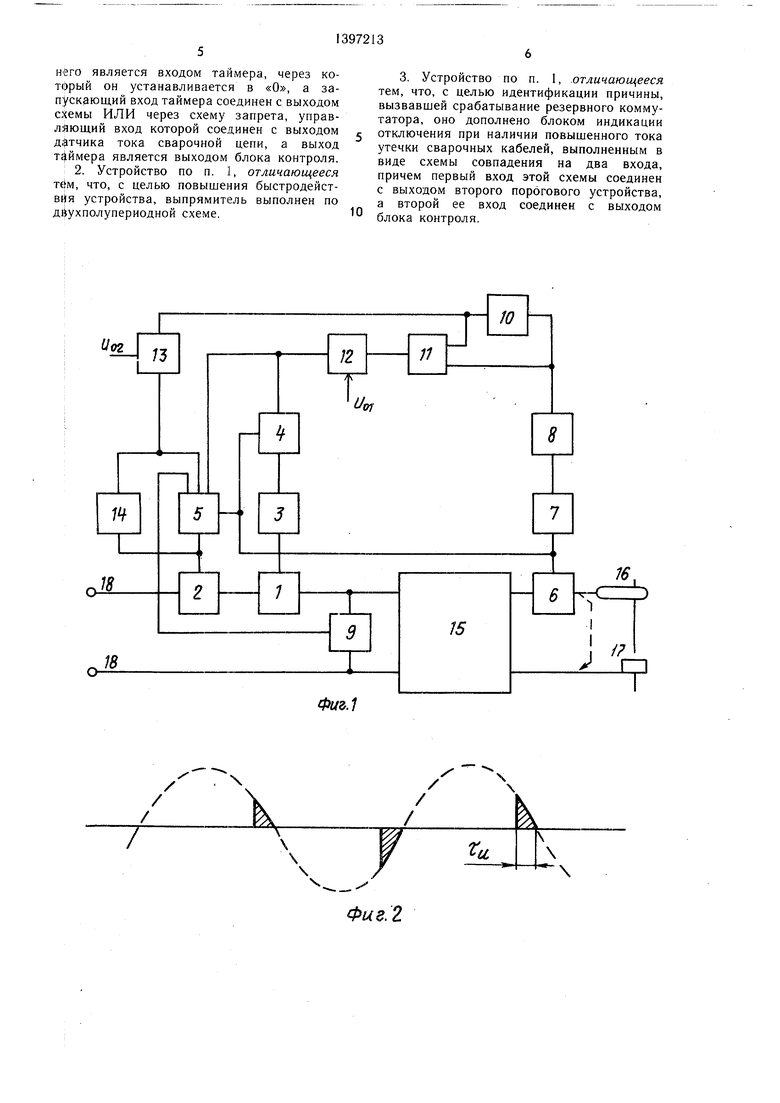
В исходном состоянии, нри разомкнутой сварочной цепи, на входе источника 15 питания формируются импульсы чередующейся полярности.
Таким образом, при поступлении первых иМпульсов на вход разностной схемы в,Пияние накопительной ячейки практически отсутствует. Выходные импульсы разностной с.емы 11 поступают на вход порогового устройства 12 и сравниваются с установленным уровнем Uoi. Если Uobixpc Uoi, тФ срабатывает пусковой блок 4, переводит блок 3 фазового управления и основной коммутатор 1 в режим полного угла проводимости; напряжение в сварочной цепи повышается до номинального значения холостого хода. При наличии сварочного тока основной коммутатор 1 поддерживается в замкнутом состоянии за счет мондного в этом режиме сигнала датчика б тока, который воздействует непосредственно на пусковой блок 4, поддерживая его во включенном состоянии. В режиме сварки напряжение на выходе блока 5 контроля отсутствует и резервный коммутатор не включается, так как по алгоритму работы блока 5 напряжение на его выходе появляется только при наличии потенциальных сигналов на выходе датчика 9 напряжения или второго порогового устройства 13 и отсутствии импульсного сигнала срабатывания
устройства на выходе первого порогового устройства 12.
По окончании сварки пусковой блок 4 осуществляет нормированную выдержку времени несниженного напряжения холостого хода, иными словами поддерживает замкнутое состояние основного коммутатора 1. За это время напряжение на выходе накопительной ячейки 10 успевает снизиться до нуля (или ниже установленного уровня U(i2 второго порогового устройства 13), напряжение на выходе блока 5 контроля к концу времени выдержки равно нулю, устройство возвращается в исходное состояние.
При наличии некоторого медленно уменьшающегося сопротивления сварочной цепи появляется медленно увеличивающийся сигнал на выходе датчика 6, на выходе накопительной ячейки появляется напряжение, практически равное ее входному напряжению. Напряжение на выходе разностной схемы 11 равно нулю, устройство не включается. Если сигнал на выходе накопительной ячейки 10 превышает установленный уровень Uo2, на выходе порогового устройства 13 появляется сигнал, который через блок 5 контроля поступает на уп- равляюп ий вход резервного коммутатора 2, при этом коммутатор 2 размыкает цепь питания источника 15. Совместное действие выходных сигналов второго порогового устройства 13 и блока 5 контроля вызывает срабатывание блока 14 индикации отключения.
Пусть величина тока утечки не достигает порогового значения, при котором происходит отключение источника 15 от сети 18, и равна lyi При замыкании электрода 16 на изделие 17 через контакт между ними протечет ток Ь. токи 1ут и Ь синфазны. Сигнал, вызванный этими токами, на выходе выпрямителя 8 можно представить в виде
Напряжение на выходе накопительной ячейки равно сумме имевшегося до момента замыкания электрода на изделие напряжения ивы.х.1ья.|, вызванного только током утечки 1ут, и напряжения Ueb.x.ii.n.2, вызванного током 1э
ивых.1.-.я. Ь вых.н.я. j- ивых.н.я.2 К ( Ь т-|-Ь
Напряжение на выходе разностной схемы равно
ивых.р.с. Kj;iyT + b)- К(1ут+1э|-Ч)
Таким образом, выходное напряжение разностной схемы практически не зависит от тока утечки.
При замыкании сварочной цепи через тело человека, сопротивление которого меньше значения чувствительности, происходит срабатывание устройства. Ток в сварочной цепи, определяемый отношением несниженного напряжения холостого хода источника 15 к сопротивлению тела человека, вызывает появление сигнала на выходе датчика 6, уровень которого недостаточен для прямого поддержания пускового блока 4 во включенном состоянии. Блок 4 по входу поддержания от датчика 6 воспринимает сигналы, превышающие минимальный ток сварки на десятки ампер. В связи с этим устройство остается во включенном состоянии только на время выдержки, в течение которого на вход второго порогового устройства 13 поступает напряжение, пропорциональное току через тело человека. По окончании времени выдержки на входах блока 5 контроля складывается ситуация, когда при отсутствии импульса от блока 12 имеется сигнал от блока 13, при этом на выходе блока 5 появляется напряжение, вызывающее включение резервного коммутатора 2.
Заметим, что токи сварочной цепи, находящиеся в диапазоне от тока срабатывания до минимального тока, соответствующего сигналу поддержки блока 4, воспринимаются устройством как токи утечки и при наличии факта их непрерывности в течение времени выдержки обеспечивается включение резервного коммутатора 2 и отключение сварочного источника 15 от сети 18.
При возникновении неисправности в схеме устройства, приводящей к замыканию основного ко.ммутатора 1 и появлению несниженного напряжения холостого хода в сварочной цепи, на втором входе блока 5 контроля появляется сигнал от датчика 9 напряжения при отсутствии импульса срабатывания от первого порогового устройства 12 на первом входе. Блок 5 контроля и резервный коммутатор 2 вызывают отключение источника 15 от сети 18. При этом сигнал на выходе второго порогового устройства 13 отсутствует, индикация отключения, вызванного повышенным током утечки, отсутствует.
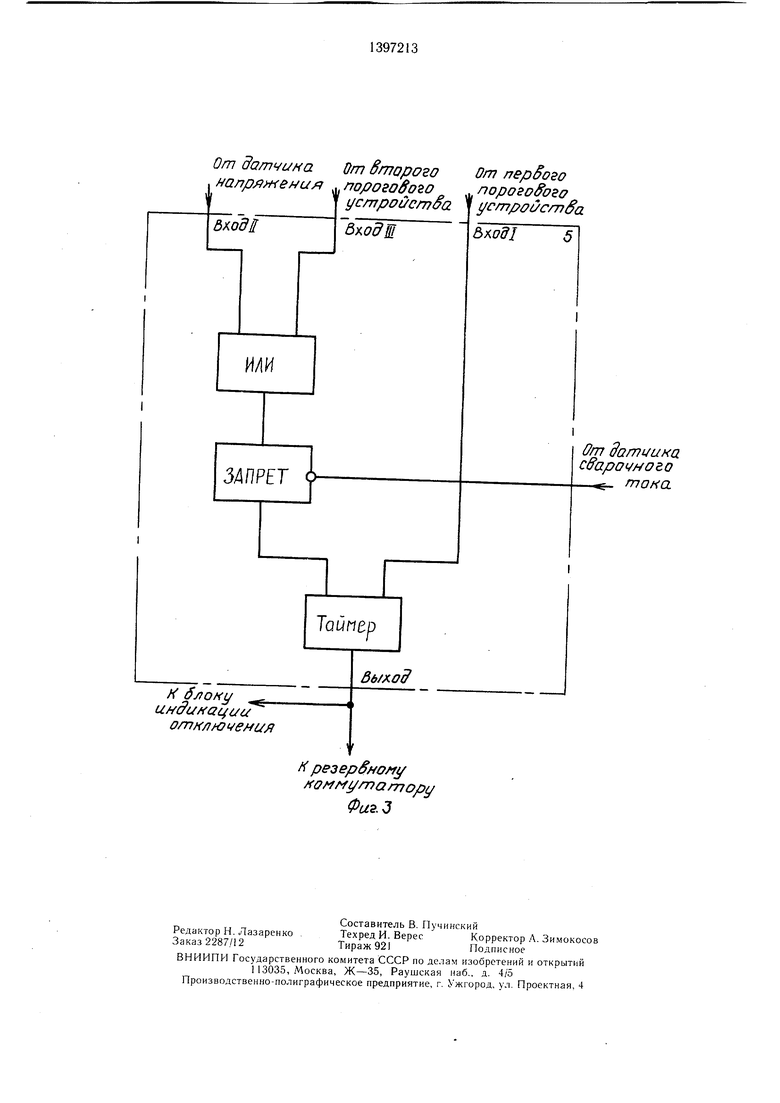
Структурная схема блока 5 контроля (фиг. 3) включает таймер, устанавливаемый в «О импульсным сигналом от первого порогового устройства (по входу I), запускаемый по сигналу от датчика напряжения (по входу И) или по сигналу от второго порогового устройства (по входу III) через схему ИЛИ. При этом запуск таймера возможен только при отсутствии сигнала от датчика сварочного тока, что осуществляется включением в линию запуска таймера схемы «ЗАПРЕТ, Время, определяемое таймером блока контроля, несколько превь щает время выдержки, опреде. ляемое пусковым блоком 4, поэтому в условиях нормальной работы блок контроля на функционирование основной схемы действия не оказывает.
По сравнению с известным предлагаемое устройство нейтрализует действие токов
0 утечки сварочных кабелей на чувствительность устройства при импульсном оперативном напряжении, что повышает электробезопасность за счет исключения срабатывания устройства при касании человеком
При.менение двухполупериодного выпрямителя позволяет повысить быстродействие устройства, обеспечивая его включение при замыкании сварочной цепи в любой полупериод оперативного напряжения.
0 Применение блока индикации отключения устройства при наличии повышенного тока утечки сварочных кабелей позволяет идентифицировать причину отключения и принять меры к ее устранению.
I. Устройство снижения напряжения холостого хода источника питания сварочной дуги, содержащее основной и резервный
0 коммутаторы, последовательно включенные между сетью и источником питания, пусковой блок и блок фазового управления основным коммутатором, блок контроля, выход которого соединен с упра вляющим входом резервного коммутатора, а также
5 датчик тока сварочной цепи, усилитель и выпрямитель сигнала датчика, первое пороговое устройство, выход которого соединен с входом пускового блока и первым входом блока контроля, и датчик входного напряжения источника питания, выход которого соединен с вторым входом блока контроля, отличающееся тем, что, с целью повышения электробезопасности путем обеспечения стабильности чувствительности при наличии тока утечки сварочных кабелей,
о но снабжено накопительной ячейкой, разностной схемой и вторым пороговым устройством, причем вход накопительной ячейки и первый вход разностной схемы соединены с выходом выпрямителя, выход накопительной ячейки соединен с вторым вхо0 дом разностной схемы и входо.м второго порогового устройства, выход разностной схемы соединен с входом первого порогового устройства, а выход второго порогового устройства соединен с третьим входом блока контроля, при этом блок контроля
содержит таймер, схему запрета и схему ИЛИ, первый и второй входы которой соединены с вторым и третьим входами блока контроля, а первый вход последнего является входом таймера, через который он устанавливается в «О, а запускающий вход таймера соединен с выходом схемы ИЛИ через схему запрета, управляющий вход которой соединен с выходом датчика тока сварочной цепи, а выход таймера является выходом блока контроля. 2. Устройство по п. 1, отличающееся T(JM, что, с целью повышения быстродействия устройства, выпрямитель выполнен по Д1|1ухполупериодной схеме.
Похожие патенты SU1397213A1
Иллюстрации к изобретению SU 1 397 213 A1
Реферат патента 1988 года Устройство снижения напряжения холостого хода источника питания сварочной дуги
Блок снижения напряжения БСН-10

Самый распространенный вид дуговой сварки – это ручная дуговая сварка покрытым электродом. Основным опасным фактором данного вида сварки является риск поражения сварщика напряжением холостого хода при замене электрода, риск увеличивается если сварочные работы ведутся на открытых площадках, при повышенной влажности, или в стесненных условиях.
Как раз для решения этой проблемы был разработан блок снижения напряжения холостого хода БСН-10, который может работать как на переменном, так и на постоянном токе.
 |  |  |  |




