Номинальные действительные и предельные размеры. Допуск.
Действительный размер– это размер детали определенный в результате непосредственного измерения с допустимой погрешностью, т.е. могут быть меньше или больше номинальных
Посадкой называется характер соединения деталей вставленыходно в другое, но с разной плотностью отверстия.
Разметка и контрольно измерительные приборы.
Измерения бывают: прямые, косвенные
Прямые— это когда размер данной детали сниматься со шкалы измерения инструмента.
Измерения делятся на: относительные и абсолютные.
Относительные измерениякоторое определяется отклонением от допуска
Абсолютные измерения получаемые с помощью измерительных приборов.
Разметка бывает плоскостная и пространственная.
Плоскостная –это нанесение контуров на одну плоскость заготовки па поверхность металла.
Процесс разметки:
Для того чтобы линии контуров нанесенные на размещаемую поверхность заготовки были хорошо видны поверхность заготовки окрашивают медным купоросом, мелом, быстро сохнущей краской лаком.
Контрольные измерительные инструменты.
Для разметки, измерения и проверки правильности изготовления Масштабная следующие инструменты применяют изделии металлическая линейка, рулетка, кронциркуль, угольник, циркуль, нутромер, транспортир, чертилка штангенциркуль микрометр, кернер, разметочную плита, шаблоны и др. инструменты
Масштабная металлическая линейка изготовляют жесткими или упругими с длиной шкалы 100,150,200,300, 500 750 и 1000 мм. толщиной 0,3-1,5 мм. из углеродистой стали и шириной 10-25 марок У7 или У8.
Рулеткапредставляет собой стальную ленту на поверхности которой нанесена шкала с ценой деления 1 мм.
Кронциркуль: применяется для измерения наружных размеров деталей диаметров, длин толщин буртиков,стенок и т.д.
Стальная чертилка— должна быть заостренной, круглого сечения При проведении рисок чертилку нужно прижимать плотно к краю угольника немного наклонив вперед. На стали должна линейки или остаться четкая тонкая риска.
Латунная чертилкаоставляет хорошо видимый след на черной стали. Ножки разметочного циркуля быть заострены и должны закалены центры, при вычерчивании, окружности размечают кернером.
Последовательность выполнения разметки:
Подготовленную разметке заготовку обезжиривают, устанавливают на разметочную плиту,наносят тонкий слой медного купороса, дают высохнуть, затем наносят базовые линии, откладывают все остальные размеры.
Техника безопасности при нанесении разметки
1. Помнить об острых концах чертилок и заготовок
2. Устанавливая заготовку на разметочной плите следует принимать меры, предотвращающие их падения.
Брак при работе:
Неправильные размеры заготовки;
Неправильное чтение чертежа;
Работа с неисправным инструментом;
Небрежное выполнения разметки;
Правка и гибка металла
Правка— слесарная операция по обработке металлов давлением с целью устранении на заготовках и деталях вмятин выпучин, искривлений и других дефектов. Сильно погнутые детализакрепляются в тисах и погнутости исправляются вручную, затем выравнивают металл на плите или на наковальне.
Гибка –слесарная операция в результате которой заготовкепридается необходимая изoгнутая форма.
Правка и гибкаможет производится в горячем и вхолодном состоянии., вручную или на станках.
Рубка металла
Рубка— это операция обработки металла зубилом, крейцмейселем при этом срубается лишний слой металла при помощи молотка или разрубается на части.
Рубка бывает горизонтальной и вертикальной в зависимости от расположения зубила.
Горизонтальная рубкапроизводят в тисках при этом заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально под углом не более 5 градусов.
Вертикальную рубку производят на плите или на наковальне и зубила устанавливают вертикально, а материал горизонтально. Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев вырубку канавок производят в тисках. Рубку толстого металла производят на плите или на наковальне или Применяемые при рубке Молотки бывают круглыми квадратными требуется круглыми бойками когда применяют Молотки большая сила и меткость удара квадратные для более легких работ Молотки изготовляют из 0.7% yглерода инструментальной стали у7 содержащий Боек и носок закаливают на 15мм. Молоток должен быть в исправном состоянии, без трещин, раковин и т.п. для слесарной рубки применяют молотки весом 500,600,800гр.
Существует 3 вида улара молотком:
Для прорубання канавок в стали и чугуне применяют крейцмейсели длиной 150- 175мм с лезвием 5-10мм. Ударную часть зубила и крейцмейселн отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки.
Слесарный инструмент затачивают на заточном станке, с абразивными кругами. Во время заточки рабочая часть инструмента сильно нагревается и может произойти отпуск. Во избежание этого рабочую часть охлаждают водой.
Процесс рубки.
Требования предъявляемые к инструментам:
1. Зубила должны быть хорошо заточены.
2. Лезвия не должно иметь сбой и трещин.
3. Головка не должна иметь заусенцев и наклепав.
Техника безопасности при рубке:
1. Правильная стойка.
2. Исправный инструмент.
3. Надежно укрепить металл в тисках и при рубке поддерживать отрубаемую часть заготовки.
Понятие о номинальном, действительном и предельных размерах. Предельные отклонения, допуски и посадки
Номинальный размер – размер, проставленный на чертеже без отклонений. Величины размеров при проектировании определяются расчетом деталей на прочность, жесткость по конструктивным соображениям. Численные значения номинальных размеров принимаются из рядов нормальных линейных размеров, которые установлены стандартами. Номинальные размеры для наружных поверхностей (валов) обозначаются – d, для внутренних поверхностей (отверстий) – D.
Действительный размер это размер детали после ее изготовления. Численные значения действительных размеров можно определить лишь измерением. Поскольку при изготовлении и измерении возникают погрешности, то действительный размер отличается от номинального. Равенство действительного и номинального размера можно получить лишь при грубых измерениях.
Для обеспечения работоспособности детали наряду с номинальным размером необходимо определить в обязательном порядке предельные размеры.
Предельные размеры –два предельно допускаемых размера, в диапазоне которых должен находиться действительный размер годной детали. При выходе действительно размера за диапазон предельных деталь не обеспечит требуемые зазоры, натяги в соединении, а также другие эксплуатационные требования и будет непригодной – бракованной.
Больший из предельных размеров называется наибольшим предельным размером и обозначается dmax для вала и Dmax для отверстия.
Меньший из предельных размеров называется наименьшим предельным размером и обозначается dmin для вала и Dmin для отверстия.
Деталь по действительному размеру Dд будет годной, если соблюдается условие:
На чертежахпредельные размеры не проставляются, но для их установления вводятся предельные отклонения размеров:
Верхнее предельное отклонение размера вала:
Нижнее предельное отклонение размера вала:
Верхнее предельное отклонение размера отверстия:
Нижнее предельное отклонение размера отверстия:
На машиностроительных чертежах номинальные размеры и предельные отклонения проставляют в мм. без указания единиц, например
По проставленным на чертеже предельным отклонениям находятся предельные размеры, определяющие диапазон допустимого рассеяния размеров годных деталей, например:
dmax = d + es = 65+0,025 =65,025мм.
dmin = d + ei = 65+ (-0,025) = 64,975 мм.
Допуском размера называется разность наибольшего и наименьшего предельных размеров.Так для вала:
Вопрос 2: Характеристика брака
Задание: записать конспект (если нет данной темы в тетради)
Тема:Понятия о линейных размерах.
Размер— числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Номинальный размер, Dн— размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений. Номинальный размер определяется на основе кинематических, динамических, прочностных и др. расчетов или выбирается из конструктивных, технологических, эксплуатационных, эстетических и др. соображений.
Действительный размер, DД — размер элемента, установленный измерением с допустимой погрешностью.
Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размерDmax — наибольший допустимый размер элемента.
Наименьший предельный размер Dmin — наименьший допустимый размер элемента.
Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.

Рисунок 1 – Виды отклонений
Задание: записать конспект
Тема: Характеристика брака.
Условие годности действительного размера отверстия и вала.
Вопрос 1: Условное обозначение полей допусков
Допуск (Т)– разность между наибольшим и наименьшим предельными размерами, или разница между верхним и нижним отклонениями. Допуск в отличие от отклонения знака не имеет, он всегда положителен.
Нулевая линия – это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок.
Поле допуска – это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска, а его положение относительно номинального размера определяется основным отклонением.
Квалитет(степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Обозначения на чертежах
Предельные отклонения следует указывать непосредственно после номинального размера, однако допускается числовые значения предельных отклонений указывать в таблице, помещаемой на свободном поле чертежа.
Предельные отклонения линейных размеров могут быть указаны тремя следующими способами:
Поля допусков отверстий обозначают прописными, а валов — строчными буквами латинского алфавита


При задании предельных отклонений числовыми значениями верхнее отклонение указывают над нижним; отклонение, равное 0, не указывают; симметричное отклонение указывают один раз, причем перед ним проставляют знаки ±.
Число знаков после запятой в верхнем и нижнем отклонениях, выраженных десятичной дробью, должно быть одинаковым. При необходимости их выравнивают добавлением нулей.
Вопрос 2: Характеристика брака
Условие годности действительного размера – действительный размер должен быть не больше наибольшего предельного размера и не меньше меньшего предельного размера или равен им.
Существуют два вида брака: исправимый и неисправимый (окончательный).
— если действительный размер окажется меньше наименьшего предельного размера – брак исправимый;
— если действительный размер окажется больше наибольшего предельного размера – брак неисправимый (окончательный).
— если действительный размер окажется больше наибольшего предельного размера – брак исправимый;
— если действительный размер окажется меньше наименьшего предельного размера – брак неисправимый (окончательный).
По данной теме будет проверочная работа.
Понятие о номинальном, действительном и предельных размерах, предельных отклонениях, допусках и посадках

Понятие о номинальном, действительном и предельных размерах, предельных отклонениях, допусках и посадках
Для уменьшения количества размеров заготовок и деталей, режущего и измерительного инструмента, пресс-форм, приспособлений и облегчения типизации технических процессов размеры, полученные расчетным путем, соответствуют значениям, указанным в ГОСТ 6636. Округлено (обычно округлено в большую сторону) 69 (СТ СЭВ 514-77). Строки с нормальными линейными размерами (диаметр, длина, высота и т. Д.) Построены на наборе предпочтительных чисел (ГОСТ 8032 56), но значения слегка округлены (см. Подраздел 3.1).
Номинальный размер и предельные отклонения исходного звена задаются в технических требованиях детали и изделия Прямую задачу решают несколькими способами, из которых наибольшее применение получил способ допусков одного квалитета. Людмила Фирмаль
Размеры технической совместимости, размеры в соответствии с другими принятыми размерами и размеры, указанные в определенных стандартах на продукцию (например, средний диаметр резьбы), могут не соответствовать ГОСТ 6636-69. Есть. Фактический размер — размер, установленный измерением и без ошибок. Термин был введен потому, что невозможно изготовить детали с точными требуемыми размерами и измерить их без ошибок. Из-за износа, упругости, остатков, термической деформации и других причин фактический размер деталей машины в работе отличается от ExzME3, определенного в статическом состоянии или во время сборки. Эта ситуация должна учитываться при анализе точности общего механизма. Рисунок 1.1.
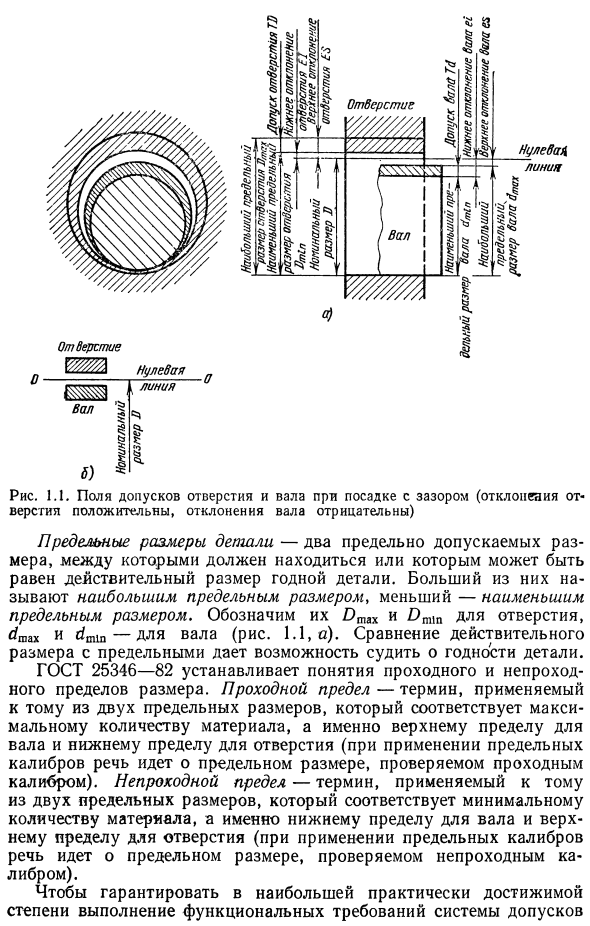
Вертикальное поле допуска отверстия и вала положительное, а отклонение вала Негативная посадка) Разрыв (отклонение Максимальный размер детали равен двум максимально допустимым размерам и должен быть расположен между ними, или он может совпадать с фактическим размером соответствующей детали. Самый большой из них называется максимальным размером лимита, а самый маленький называется минимальным размером лимита. Запишем их как Още и Ошш. Для отверстий yshah и yshsh — для валов (рис. 1.1, o).
Сравнивая фактические размеры и пределы, вы можете определить пригодность детали. ГОСТ 25346 82 устанавливает концепцию ограничения размера транзита. Сквозной лимит — это термин, который применяется к двум терминам предельного размера, соответствующим максимальному количеству материала. То есть верхний предел вала и нижний предел отверстия (если вы используете предельный датчик, мы поговорим о предельном размере, проверяемом проходным датчиком).
Предел непроницаемости — это термин, применяемый к двум критическим измерениям, соответствующим минимальному количеству материала. То есть нижний предел вала и верхний предел отверстия (при использовании ограничительного датчика мы будем говорить о предельном размере, проверяемом калибром не пускают ). Убедитесь, что функциональные требования системы допуска соблюдаются в максимально возможной степени А для посадки критический размер указанной длины должен интерпретироваться следующим образом.
В случае отверстия, наибольшее нормальное воображаемое, которое может быть выгравировано в отверстии, чтобы установить тесный контакт с наиболее заметной точкой на поверхности (размер полностью геометрической сопрягаемой части, смежной с отверстием без зазора) Диаметр цилиндра не должен быть меньше предела размера прохода. Кроме того, максимальный диаметр где-то в отверстии не должен превышать предел размера, который не может быть пройден. В случае вала, наименьшее правильное значение, которое можно описать вокруг вала, чтобы обеспечить тесный контакт с наиболее заметными точками на поверхности (размер полностью геометрической сопрягаемой части, прилегающей к валу без зазоров) Мнимый диаметр цилиндра не должен быть больше предела размера прохода.
Если он равен, будет показан один раз в ±, рядом с номинальным размером, например, 60 ± 0,2; 120 ° ± 20 °, отклонение, равное нулю, на рисунке не показано, будет применено только одно отклонение. Положительный вместо верхнего отклонения или отрицательный вместо нижнего отклонения, например, 200 ol; 200 + 012. Допуск T (от широты до Toeegaps-допуск) представляет собой разницу между максимальным и минимальным допуском параметра. Размерный допуск T является абсолютной величиной разницы между максимальным и минимальным размерами или алгебраической разницы между верхним и нижним отклонениями. Терпимость всегда позитивна.
Определяет допустимое поле рассеяния фактических размеров соответствующих деталей в партии, то есть заданную точность изготовления. Повышенная толерантность Обычно качество продукции снижается, но производственные затраты снижаются. Чтобы упростить допуск, вы можете нарисовать диаграмму в виде поля допусков (рисунок 1.1.6). В этом случае ось продукта (не показана на рисунке 1.1.6) всегда располагается ниже рисунка. Поле допуска — поле, ограниченное вертикальным отклонением.
Поле допуска определяется значением допуска и его положением относительно номинального размера. На графическом дисплее поле допуска окружено двумя линиями, которые соответствуют вертикальному отклонению от нулевой линии. Нулевая линия — линия, соответствующая номинальному размеру, где размер задержки отображается при графическом изображении допусков и посадок. Если нулевая линия горизонтальна, положительные отклонения затем выстраиваются и отрицательные отклонения.
Две или более движущиеся или неподвижно соединенные части называются сопряжением. Поверхности, соединяющие детали, называются сопряжениями. Оставшаяся поверхность называется несопряженной (свободной). Это различает сопрягаемые и нематерирующие (свободные) размеры поверхности. Существует женская и мужская поверхность для соединения компонентов, которые входят друг в друга. Вал — термин, используемый для обозначения внешнего (охватывающего) элемента (поверхности) детали. Отверстие — термин, используемый для обозначения внутреннего (охватывающего) элемента (поверхности) детали.
Для размеров свыше 500 до 3150 мм установлено сокращенное число полей допусков, и они смещены в сторону более грубых квалитетов по сравнению с рядами для размеров от 1 до 500 мм. Людмила Фирмаль
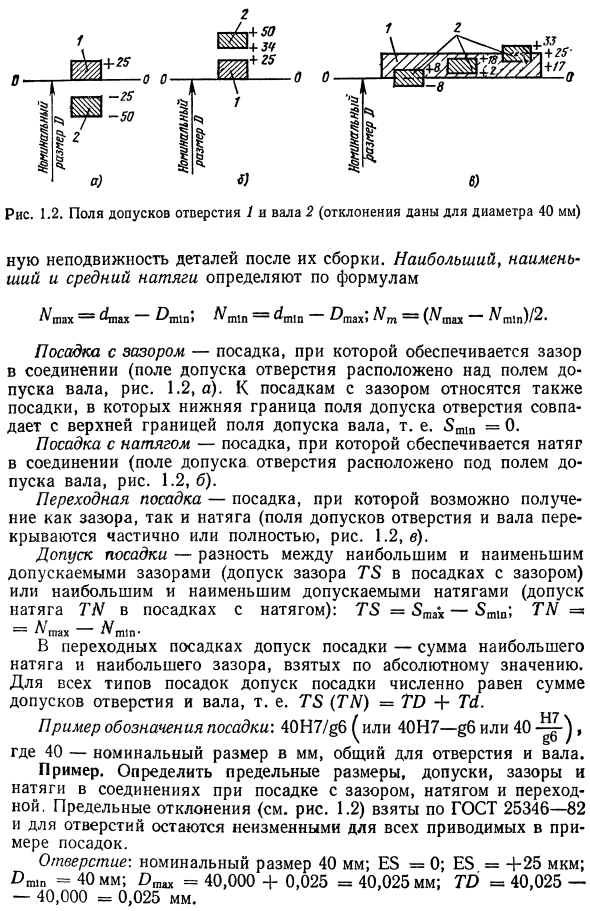
Посадки с зазорами также включают посадки, в которых нижний предел допуска отверстия соответствует верхнему пределу допуска вала, т.е. 8 = 0. Посадка с натягом — это посадка, где на соединении предусмотрена посадка с натягом (поле допусков отверстий на рисунке 1.2.6 находится ниже поля допусков вала). Временная посадка-посадка, которая может обеспечить как зазор, так и помехи (поля допусков отверстия и вала частично или полностью перекрываются, рис. 1.2, в).
Разница в допуске на посадку между максимальным и минимальным допустимым зазором (допуск на зазор T8 для установки с зазором) или максимально допустимой минимальной герметичностью (для плотной посадки — 7M интерференционная посадка): T8 = 8gaa1-8tsh; TI = A; максимум- LHm 0. Для переходных посадок допуск на посадку представляет собой сумму максимальных помех и максимального просвета, полученных в абсолютных значениях. Для всех типов посадок допуск на посадку численно равен сумме допусков на отверстия и вал. То есть 73 (ВЫ) = 70 4-ТА.
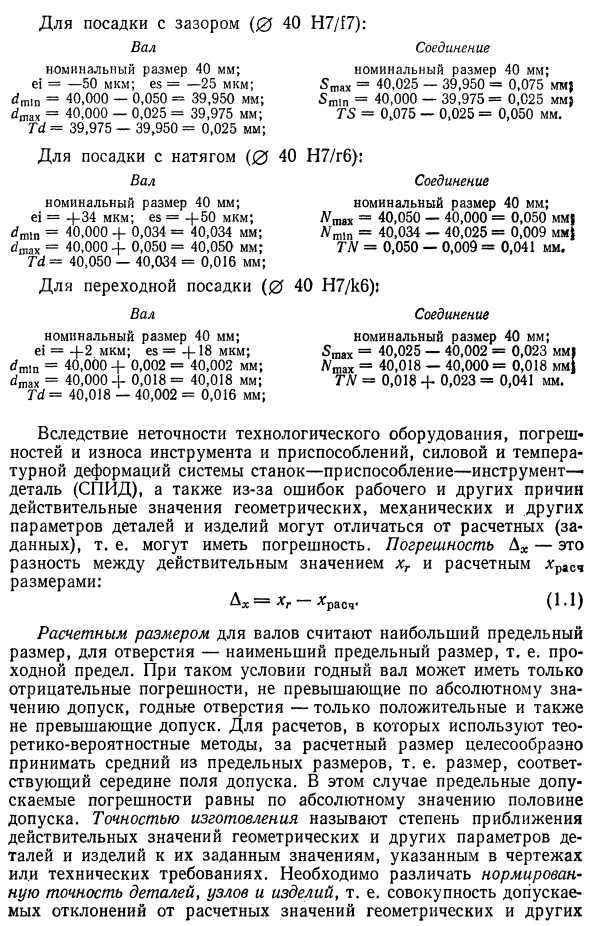
Пример посадки: 40H7 §6 ^ или 40H7 —§6 или 40 40 — номинальный размер (мм), общий для отверстия и вала. Пример. Определите предел размера шва, допуск, зазор и помехи при посадке с зазором, помехой и переходом. Максимальное отклонение (см. Рис. 1.2) получается по ГОСТ 25346 82, и отверстие остается неизменным на всех посадочных площадках, показанных в примере. Отверстие: номинальный размер 40 мм; E8 = 0; E8 = 4-25 мкм; около пипса = 40 мм; O ^ = 40000 4-0,025 = 40,025 мм; 70 = 40,025 40 000 = 0,025 мм. Распродажа (0 вал ^ Размер не менее 11 мм ^ мм ^. ytyu = 40000-0,050 = 39,950 мм; ytah = 40000-0,025 = 39,975 мм; Т 1 = 39,975-39,950 = 0,025 мм;
Помехи подходят (0 вал Номинальный размер 40 мм; e1 = 4-34 мкм; ez = 4-50 мкм; u n = 40000 + 0,034 = 40,034 мм; ytah = 40000 4-0,050 = 40,050 мм; Та = 40,050-40,034 = 0,016 мм; Для переходной посадки (0 H7 G7): Номинальный размер соединения 40 мм. Осьминог = 40,025-39,950 = 0,075 мм 5t) n = 40000-39,975 = 0,025 мм Т8 = 0,075-0,025 = 0,050 мм. ) H7 g6): Номинальный размер соединения 40 мм. L pih = 40,050-40,000 = 0,050 мм L pip = 40,034-40,025 = 0,009 мм ВЫ = 0,050-0,009 = 0,041 мм. 40 H7 k6) вал соединение.
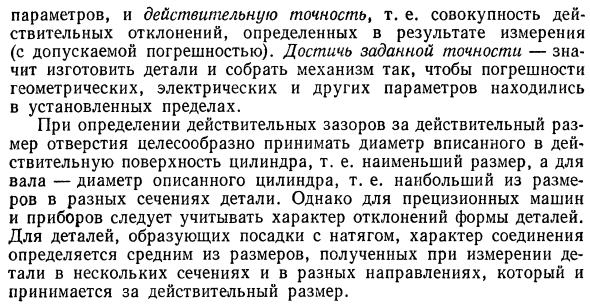
Расчетными размерами вала считаются максимальный предельный размер, минимальный предельный размер или проходной предел отверстия. При этом условии подходящий вал имеет только отрицательную погрешность, которая не превышает абсолютный допуск, а подходящее отверстие находится только в положительном диапазоне и не превышает допуск. Для расчетов с использованием вероятностного метода рекомендуется получить среднее значение пределов размера в качестве вычисленного размера, то есть размер, соответствующий центру поля допуска.
В этом случае абсолютное значение максимального допуска равно половине допуска. Точность изготовления называется степенью, в которой фактические значения геометрических и других параметров детали или изделия соответствуют указанным значениям, указанным в чертеже или технических требованиях. Необходимо различать нормированную точность деталей, узлов и изделий, то есть набор допустимых отклонений от геометрических и других расчетных значений. Параметры и фактическая точность, т.е. набор фактических отклонений, определенных в результате измерения (с допуском).
Достижение желаемой точности означает создание деталей и сборку механизма таким образом, чтобы геометрические, электрические и другие ошибки параметров находились в указанных пределах. При определении фактического зазора фактического размера отверстия берут диаметр цилиндра, выгравированный на фактической поверхности, то есть наименьший размер, а в случае вала диаметр описанного цилиндра, то есть размеры различных сечений детали. Рекомендуется брать по максимуму. Однако в случае прецизионных машин и устройств необходимо учитывать характер отклонений формы детали.
Для деталей, которые образуют посадку с натягом, характер соединения определяется средним размером, полученным при измерении детали в нескольких сечениях и в разных направлениях. Это считается фактическим размером. От допуска — это разница между максимальным и минимальным допуском параметра. Размерный допуск T является абсолютной величиной разницы между максимальным и минимальным размерами или алгебраической разницы между верхним и нижним отклонениями. Терпимость всегда позитивна.
Образовательный сайт для студентов и школьников
Копирование материалов сайта возможно только с указанием активной ссылки «www.lfirmal.com» в качестве источника.
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
Что такое действительный размер и номинальный
Основные нормы взаимозаменяемости
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Общие положения, ряды допусков и основных отклонений
Basic norms of interchangeability. Unified system of tolerances and fits. General, series of tolerances and fundamental deviations
Дата введения 1990-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.04.89 N 983
3. ВЗАМЕН ГОСТ 25346-82
4. Стандарт полностью соответствует СТ СЭВ 145-88
5. Стандарт соответствует международному стандарту ИСО 286-1-88*
7. ИЗДАНИЕ с Поправками (ИУС 1-91, 5-92)
Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Термины и определения


Примечание. В дальнейшем в стандарте под термином «допуск» понимают «стандартный допуск».
Примечание. Применявшийся ранее термин «проходной предел» использовать не рекомендуется.
Примечание. Применявшийся ранее термин «непроходной предел» использовать не рекомендуется.

Примечание. Натяг можно определять как отрицательную разность между размерами отверстия и вала.











