Дуговая сталеплавильная печь
Дуговая сталеплавильная печь — электрическая плавильная печь, в которой используется тепловой эффект электрической дуги для плавки металлов и других материалов.


Содержание
Общее описание дуговой электропечи


В обозначении дуговой сталеплавильной печи, как правило, присутствует её ёмкость в тоннах (например, ДСП-12). Диапазон печей варьируется от 0,1 до 400 тонн. Температура в ДСП может достигать 1800 °C.
Дуговая сталеплавильная печь (ДСП) состоит из рабочей ванны (плавильного пространства), регулятора мощности дуги и вспомогательных технологических механизмов, позволяющих открыть (закрыть) свод печи, скачать шлак и слить металл. Регулятор мощности дуги представляет собой механизм перемещения электродов с приводом, управляемый программно-адаптивным регулятором электрического режима.
Ранее существовали регуляторы дуги с электромеханическими приводами, которые в силу своей большой инерционности не получают дальнейшего распространения и практически полностью вытеснены регуляторами электрогидравлическими.
Как правило, ДСП имеет индивидуальное электроснабжение через печной трансформатор, подключенный к высоковольтной линии. Мощность трансформатора на больших печах достигает 180 МВт, первичное напряжение 6-35 кВ, на высокомощных печах до 110 кВ, вторичное 50-300В, а в современных печах до 1200 В. Вторичное напряжение регулируется при помощи переключателя ступеней напряжения (ПСН), который может быть как переключаемым при отключенной печи (ПБВ), так и под напряжением (РПН).
Плавку стали ведут в рабочем пространстве, ограниченном сверху куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен снаружи заключена в металлический кожух. Съёмный свод может быть набран из огнеупорных кирпичей, опирающихся на опорное кольцо, а может быть из водоохлаждаемых панелей, как и кожух. Через три симметрично расположенных в своде отверстия в рабочее пространство введены токопроводящие электроды, которые с помощью специальных механизмов могут перемещаться вверх и вниз. Печь обычно питается трёхфазным током, но есть печи постоянного тока. Современная мощная дуговая печь используется преимущественно как агрегат для расплавления шихты и получения жидкого полупродукта, который затем доводят до нужных состава и степени чистоты внепечной обработкой в ковше.
История
Впервые в мире возможность использования дуги для плавления металлов была показана В. В. Петровым в 1803 году. Петров показал, что с помощью такой дуги можно не только расплавлять металлы, но и восстанавливать их из окислов, нагревая их в присутствии углеродистых восстановителей. Кроме того, ему удалось получить сваривание металлов в электрической дуге.
Хотя ДСП применялись во время второй мировой войны для получения сплавов стали, широкое распространение получила только после её окончания.
Процесс выплавки

Плавка в ДСП, после осмотра печи и ремонта пострадавших участков футеровки (заправка), начинается с завалки шихты. В современные печи шихту загружают сверху при помощи загрузочной бадьи (корзины). Для предохранения подины от ударов крупными кусками шихты на дно бадьи загружают мелкий лом. Для раннего шлакообразования в завалку вводят известь 2-3 % от массы металлической шихты. После окончания завалки в печь опускают электроды, включают высоковольтный выключатель и начинают период плавления. На данном этапе возможна поломка электродов (при плохой проводимости между электродом и шихтой исчезает электрическая дуга и электрод упирается в непроводящий кусок шихты). Регулирование отдаваемой мощности осуществляется изменением положения электродов (длины электрической дуги) либо напряжения на электродах. После периода расплавления в печи образуется слой металла и шлака. Шлак скачивают через шлаковую летку (рабочее окно), постоянно присаживая шлакообразующие, в течение всего периода плавления, с целью удаления фосфора из расплава. Шлак вспенивают углеродсодержащими материалами для закрытия дуг, для лучшей его скачиваемости и уменьшения угара металла.
Выпуск готовой стали и шлака в стальковш осуществляется через сталевыпускное отверстие и жёлоб путём наклона рабочего пространства (или, если печь оборудована вместо жёлоба донным выпуском, то через него). Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки (замер температуры металла и отбор пробы химического состава металла). Также рабочее окно может использоваться для подачи шлакообразующих и легирующих материалов (на малых печах). На современных сверхмощных печах подача шлакообразующих во время плавки осуществляется через специальное отверстие в своде конвеерной подачей. Углеродистые материалы для вспенивания шлака подаются в печь либо порционно через свод, либо вводятся инжекционными горелками струей сжатого воздуха. Перед выпуском и во время выпуска в стальковш добавляются легирующие и раскислители, а при отсекании печного шлака еще и шлакообразующие материалы.
Преимущества ДСП
Недостатки
Высокий местный перегрев под электродами; трудность перемешивания и усреднения химического состава чугуна; значительное количество продуктов горения и шума во время работы.
Устройство дуговой сталеплавильной печи
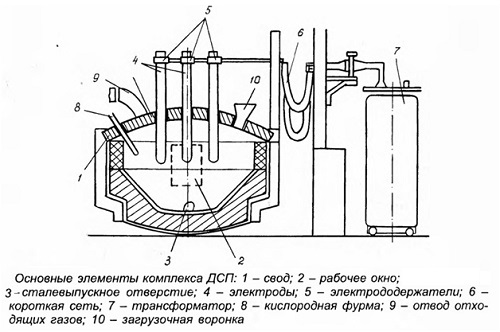 На рисунке показана конструкция комплекса ДСП. Под номером 1 обозначен свод печи, на него приходится наибольшая функциональная нагрузка. Большинство ДСП оснащены сводом, который приподнимается и поворачивается в сторону, благодаря чему упрощается загрузка шихты.
На рисунке показана конструкция комплекса ДСП. Под номером 1 обозначен свод печи, на него приходится наибольшая функциональная нагрузка. Большинство ДСП оснащены сводом, который приподнимается и поворачивается в сторону, благодаря чему упрощается загрузка шихты.
В отверстиях, расположенных в центральной части свода, находятся три электрода (4), которые с помощью электродержателей (5) и короткой сети (6) соединены с трансформатором (7). Расположен трансформатор в изолированном помещении.
По высоковольтным линиям с напряжением 35-220 кВ электроэнергия поступает в электросталеплавильный цех, где с помощью печного трансформатора (7) напряжение падает до 100-1000 В. Такой ток и поступает к ДСП, имея при этом силу в короткой цепи (6) равную десяткам тысяч ампер.
В данной электрической системе установлены измерительные, предохранительные, разъединительные, а также регулирующие устройства. Это дает возможность поддерживать необходимые электрические режимы во время плавки.
Также через свод осуществляется отвод отходящих газов, с помощью трубопровода (9), опускание фурмы (8) и подача сыпучих материалов через воронку (10).
Корпус ДСП наклоняется до 40 в сторону сталевыпускного отверстия (3) либо в противоположную сторону, где находится рабочее окно (2). Это позволяет осуществлять регулировку слива шлака в процессе плавки и выпуск металла.
Для футеровки подины печи, её стен и свода применяются основные огнеупоры (магнезитохромитовые и хромомагнезитовые ), а в литейном производстве встречается ещё и кислая футеровка. Наиболее подверженной износу является футеровка свода, срок службы которой составляет до 150 плавок. После чего свод подлежит замене. Срок службы подины печи составляет 1000-1500 плавок.
Водоохлаждение свода и футеровка только центральной части, где расположены электроды, позволили повысить стойкость сводов современных печей до 5000-6000 плавок. Благодаря успешному опыту эксплуатации водоохлаждаемых сводов были разработаны и водоохлаждаемые стены печи. Однако, нижние зоны остаются футерованными.
Отсечка шлака при выпуске осуществляется с помощью эркерного или донного сталевыпускного отверстия с применением шиберных затворов.
Установка стеновых и горелок на стенках свода позволяет ускорить процессы нагрева и плавления шихты, а установка сводовых и глубинных кислородных фурм интенсифицировать обезуглероживание. Благодаря этому длительность плавки сокращается до 40-60 мин., а производительность печи приближается к конвертерной.
Дуговые сталеплавильные печи переменного тока (ДСП)
Дуговые печи – это печи прямого действия, так как электрическая дуга возникает непосредственно между электродом и расплавляемым металлом. Электроплавка имеет ряд преимуществ перед другими процессами плавки: относительно низкий угар элементов, возможность получения более точного состава чугуна с меньшим количеством вредных примесей, высокий перегрев, возможность автоматизации и регулирования процесса плавки. Основные механизмы и узлы дуговых печей переменного тока ДСП-12Н3 показаны на рис. 8.9.

Система водяного охлаждения и гидравлический привод механизмов на схеме не представлены. Свод 11 имеет три отверстия для установки в рабочем пространстве печи электродов. Зазор между электродами и сводом перекрывают уплотняющими кольцами. Ток к электродам подводится через электродержатели. Электродуговые печи работают на переменном токе 12500 А, рабочее напряжение 100-130 Вт, вместимость печей от 1500 кг до 200 т. Плавку можно вести на твердой и жидкой завалке. Режим работы печи регулируется путем ступенчатого переключения трансформатора.
Электродуговые печи могут работать как с основной, так и с кислой футеровкой. Печи с кислой футеровкой имеют большую стойкость, ее стоимость ниже, меньше удельный расход электроэнергии, электродов и продолжительность плавки. Печи с основной футеровкой применяют для плавки сталей и легированных чугунов с высоким содержанием алюминия (алюминий энергично восстанавливает кремний из двуокиси кремния и разрушает кислую футеровку печи), марганца и хрома, а также с незначительным содержанием серы (до 0,04%). Футеровку печи при основном процессе выполняют магнезитовым кирпичом, а при кислом – динасовым. Между футеровкой и каркасом прокладывают слой теплоизоляционного кирпича.
Основным элементом (узлом) дуговой печи, воспринимающим все нагрузки от футеровки и жидкого металла, является сварной каркас, имеющий цилиндрическую или коническую форму. Обычно каркас выполняют из стального низкоуглеродистого листа толщиной от 20 мм и выше в зависимости от вместимости печи. Независимо от вместимости печи каркас усиливают ребрами жесткости. Для подъема и удержания электродов служит механизм 8 с электроприводом и тормозом, расположенный на траверзе 7.
Для слива металла печь 1 наклоняют под углом α = 40-70° в сторону сливного носка, а в сторону рабочего окна при скачивании шлака – на 10-15°. Наклон печи осуществляют гидравлическим 6, реже электромеханическим приводом, находящимся обычно под печью. На рис. 8.10 представлен механизм наклона типа ДСП вместимостью до 3 т, состоящий из двух гидравлических цилиндров 6 размещенных под печью и шарнирно соединенных с каркасом 1 ванны печи, к которому на болтах присоединены с каждой стороны печи два литых зубчатых сегмента 8, в свою очередь опирающихся на зубчатые рейки 9.

Благодаря зацеплению зубчатой пары «сегмент – рейка» под действием гидроприводов печь плавно наклоняется. Скорость поворота в ту или другую сторону может регулироваться изменением расхода жидкости в гидросистеме.
Загрузка дуговых печей металлической шихтой осуществляется специальными корзинами 3. Для этого свод 7 поднимается механизмом подъема 9 и отводится в сторону на 80-1000 мм. Свод 7 изготовляют из огнеупорного кирпича с помощью специального шаблона, в котором предусматриваются четыре отверстия: три для электродов и одно для отсоса дымовых газов. На средних и крупных печах применяют металлические водоохлаждаемые своды или комбинированные, состоящие из металлической периферии и огнеупорной центральной части. Для футеровки применяют электродинасовый или высокоглиноземистый кирпич.
По окончании загрузки свод возвращают в исходное положение. В отдельных печах свод после подъема остается в приподнятом положении, а печь выкатывают из под свода на позицию загрузки.
Дуговая сталеплавильная печь
Дуговая сталеплавильная печь – печь, в которой теплота электрической дуги используется для плавки стали. Ёмкость дуговых печей колеблется от 6 до 200 тонн. Эти печи служат в первую очередь для выплавки легированных и высококачественных сталей, которые затруднительно получать в конверторах и мартеновских печах. Одна из главных особенностей дуговой печи – возможность достижения в рабочем пространстве высокой температуры (до 2500 °С).
Основные преимущества дуговой сталеплавильной печи:
Одним из недостатков дуговой печи является необходимость обеспечения высокого качества шихтовых материалов, из которых 75-100 % составляет стальной лом. Лом должен иметь как можно меньше примесей цветных металлов, фосфора, ржавчины. Лом должен быть тяжеловесным для загрузки его в один приём, т.к. каждая загрузка лома значительно удлиняет плавку. Другой недостаток дуговой печи в непроизводительном использовании мощностей печи в периоды низкого потребления энергии (окислительный и восстановительный периоды).
Дуговые печи делят на печи прямого действия (дуга между электродом и нагреваемым материалом), косвенного действия (дуга между электродами за пределами нагреваемого материала) и закрытого действия (дуга находится под слоем материала). Пример печи закрытого действия – ферросплавная печь. В печах такого типа наименьшие потери теплоты через свод, т.к. он экранируется от дуги слоем материала.
Сталеплавильные дуговые печи обычно являются печами прямого действия и их разделяют на печи переменного тока (ДСП) и печи постоянного тока (ДППТ). В печах переменного тока трехфазный ток проходит между электродами через посредник, которым является шихта (металл, углерод). В этих печах требуются дорогостоящие устройства для компенсации низкого cos ϕ и присутствуют большие индуктивные сопротивления токоподвода в короткой сети, что обусловливает самопроизвольный перенос мощности с одной фазы на другую. В результате возможно образование “мертвой” (отсутствие мощности) и “дикой” (избыточное выделение мощности) фазы.
В печах постоянного тока выделение мощности происходит равномерно и отсутствуют компенсирующие устройства, присущие печам переменного тока. В ДППТ вместо трех графитовых электродов находится только один (хотя он и может быть расщеплен на несколько), а вторым электродом (анодом) является подовый электрод. Преимущества печей постоянного тока по сравнению с печами на переменном токе в 1,5-2 раза меньшем расходе графитовых электродов, на 5-15 % меньшем расходе электроэнергии, на 10 % меньшем износе огнеупоров, в 8 раз меньшем выбросе пыли (0,9-1 кг/т вместо 7-8 кг/т в печи переменного тока) и в меньшем уровне шума (90 децибел взамен 120 децибел в печах переменного тока). Главный недостаток печей постоянного тока связан с получением постоянного тока из переменного тока и большие капитальные затраты на преобразователи тока. Для компенсации этого недостатка разработаны специальные полупроводниковые технологии. К недостаткам ДППТ также можно отнести необходимость использования более дорогостоящих электродов большего диаметра (700-750 мм) взамен электродов диаметром 350-610 мм в ДСП и недостаточную надежность подовых электродов.
В настоящее время на металлургических заводах наиболее распространены печи переменного тока, хотя доля печей на постоянном токе все время растет.
Принцип работы ДСП следующий. Шихтовые материалы загружают на подину печи сверху в открываемое рабочее пространство с помощью бадьи (корзины) с открывающимся дном.
После этого свод печи надвигается на ванну, имеющую форму чаши. Электроды опускают через отверстия свода до возникновения короткого замыкания с шихтой и зажигают электрические дуги. Плавление и нагрев осуществляются за счёт теплоты электрических дуг, возникающих между электродами через жидкий металл или металлическую шихту. После расплавления шихты в печи образуется слой жидкого металла и шлака. Путем добавок в жидкую сталь раскислителей и легирующих добавок добиваются нужного состава стали. Готовую сталь и шлак выпускают через сливной желоб, наклоняя рабочее пространство. Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки, ремонта пода, загрузки материалов и промежуточного выпуска шлака (в окислительный период). Температура жидкой стали при выпуске на 120-150 °С выше температуры ликвидус и составляет 1550-1650 °С.
По ходу плавки выделяют 4 периода:
1 – подготовка печи к плавке (20-40 минут). Исправление изношенных участков пода заправкой подины магнезитовым порошком, завалка шихты;
2 – период плавления (70-180 минут). Ввод максимальной электрической мощности. Нагрев и расплавление шихты; формирование шлака за счет окисления кремния, марганца, углерода и железа кислородом воздуха, окалины. Возможно использование газокислородных горелок, установленных в стенках или в своде, для ускорения расплавления твердой шихты. Возможна продувка жидкого металла кислородом для ускорения процесса плавления остатков нерасплавившейся шихты. Удаление основной массы фосфора из металла за счет наличия основного железистого шлака;
3 – окислительный период (30-90 минут). Слив основной массы шлака для удаления из печи фосфора; присадка шлакообразующих добавок (известь и др.); присадка руды для интенсивного окисления углерода, получения эффекта “кипения”, во время которого происходит дефосфорация металла и удаление с пузырьками СО водорода и азота; периодический слив вспененного шлака; нагрев металла до температуры выпуска; полный слив окислительного шлака для исключения перехода фосфора из шлака в металл в восстановительный период;
4 – восстановительный период (40-120 минут). Присадка ферромарганца и феррохрома для доведения содержания марганца и хрома до требуемого для выплавляемой марки стали, а также ферросилиция и алюминия для раскисления металла (раскисление – удаление из жидкого металла кислорода путем присадки раскислителей: углерода, кремния, марганца); наводка высокоосновного шлака путем добавки извести, плавикового шпата и шамотного боя для ускорения раскисления и удаления серы из металла; раскисление молотым коксом; раскисление молотым ферросилицием в смеси с известью, плавиковым шпатом и коксом; по необходимости добавка сильных раскислителей: силикокальция и алюминия; легирование стали ферровольфрамом, феррованадием, ферросилицием, ферротитаном, алюминием и др.; выпуск стали вместе с шлаком для дополнительного перехода в шлак серы и неметаллических включений.
Основные параметры, которые лимитируют процесс плавки, это температура футеровки и полная электрическая мощность. Если температура низкая, то мощность поддерживают максимальной без опасности перегрева футеровки. Нежелательным является для футеровки превышение температуры 1500-1800 °С. Подину обычно выполняют из магнезитового кирпича, а стены и свод ванны – из магнезитохромитового кирпича. Стойкость футеровки стен и свода колеблется в пределах 75-250 плавок. Стойкость подины составляет 1500-5000 плавок при условии ее обновления после каждой плавки путём заправки магнезитовым порошком. Общая толщина подины на печах, работающих с электромагнитным перемешиванием, не должна превышать 800-900 мм.
Во время плавки из ДСП выделяется большое количество запылённых газов (особенно в окислительный период). Температура газов составляет 900-1400 °С. Среднее количество газов в окислительный период достигает 180-200 м 3 /(т⋅час). При мокрой очистке от пыли газ охлаждается и затем выбрасывается в атмосферу.
Для снижения расхода энергии в ДСП рекомендуется следующее:
Устройство подины, стен и свода основной дуговой печи
Подина дуговой печи выдерживает, как правило, двухлетнюю кампанию (более 4 000 плавок) до полной замены в очередном капитальном ремонте.
Основная футеровка подины дуговой печи состоит из набивного слоя, слоя кирпичной кладки и теплоизоляционного слоя. При ее создании соблюдается следующая последовательность выполнения операций:
Днище металлического кожуха печи выкладывают листовым асбестом толщиной 10—20 мм, перекрывая швы между собой.
Засыпают шамотный порошок для выравнивания поверхности (5-30 мм). Стены кожуха изолируют листовым асбестом в один — два ряда. На выровненную поверхность днища укладывают шамотный кирпич в один-два ряда на плашку и на ребро, засыпая швы шамотным порошком и простукивая их деревянным молотком.
На шамот выкладывают магнезитовый кирпич на ребро, на плашку линейными рядами, кладку ведут от центра днища печи к стенкам. Швы параллельных рядов кладки не должны совпадать, поэтому в каждом ряду кирпичи выкладывают под углом 45° к предыдущему ряду. Кладку выполняют «насухо», притирая кирпичи один к другому. Толщина швов не должна превышать соответственно 1 и 2 мм в центре и у стенок (контролируют щупом).
Перед кладкой подины подбирают кирпичи одинаковых размеров без отбитостей. Каждый ряд кладки пересыпают магнезитовым порошком, простукивая кирпичи деревянными молотками для уплотнения.По окружности кожуха печи оставляют температурный зазор шириной до 65 мм, заполняя его асбестовой ватой. Искажений ширины и вертикальности зазора не допускают.
Кладку откосов из нормального магнезитового кирпича ведут уступами. На кладке подины намечают окружность определенного диаметра (зависит от емкости печи) и по ней выкладывают окантовочное кольцо из магнезитового кирпича. Пространство между кольцом и подиной выравнивают набивной магнезитовой массой и на образованной площадке выкладывают первый ряд откосов. Последующие ряды кладки откосов ведут с перекрытием швов предыдущего ряда, образуя уступы, обеспечивающие получение заданной ширины будущего верхнего ряда. В температурный зазор откосов утрамбовывают набивную массу, перекрывая его верхним рядом кирпичной кладки. После выравнивания магнезитовым порошком верха откосов, приступают к кладке стен.
Во время кладки стен их толщину уменьшают (к своду) и придают стенам небольшой уклон (15—20°).
Для уменьшения тепловых потерь через стены кладку изолируют от каркаса листовым асбестом, пеношамотным или шамотным кирпичом и другими материалами. Для удобства в работе листовой асбест приклеивают к каркасу печи жидким стеклом.
Достаточно широкое применение получила кладка стен в запасных металлических каркасах. Кирпич в них укладывается плотно на огнеупорных растворах или бетонах соответствующих составов.
Кладку выпускного отверстия выполняют на растворе или хромобетоне. Для кладки столбиков используют хромомагнезитовый кирпич, а для арочки – периклазошпинелидный. Столбики рабочего окна выполняют из периклазошпинелидного кирпича. На некоторых печах сливное отверстие образовано толстостенной металлической трубой, при этом зазоры в футеровке заделывают огнеупорным бетоном.
Одновременно с кладкой стен изготовляют футеровку сливного желоба. Металлический кожух желоба выкладывают листовым асбестом, Кладку откоса, примыкающего к сливному отверстию, выполняют из магнезитового кирпича с напуском к желобу и обеспечивают его плотную стыковку с шамотным кирпичом, укладываемым в желоб на шамотном мертеле с толщиной швов 3 до консистенции полусухой массы. Кладку желоба тщательно просушивают газовой горелкой до полного удаления влаги.
Для слива металла из печи в ковш без шлака применяют закрытые желоба чайникового типа и эркерный.
После завершения кирпичной кладки приступают к изготовлению рабочего набивного слоя подины. Его выполняют: 1) из магнезитового порошка на обезвоженной смоле (89% магнезита, 10% каменноугольной смолы и 1% пека); 2) жидком стекле и 3) всухую. Перед набивкой на смоле кладку подины нагревают до 60-80 °С, а магнезитовый порошок – до 100 °С. Смесь задают в печь и набивают пневматическими трамбовками слоями по 30-40 мм. Этот способ изготовления рабочего слоя подины является весьма трудоемким, так как сопровождается выделением вредных газов.
На большинстве печей набивку рабочего слоя подины осуществляют всухую магнезитовым порошком, содержащим 65-75% зерен размером 0,1-4 мм, 25-35% зерен
Откосы набивают одновременно с подиной, при этом для уменьшения сползания на подину набивную массу увлажняют. Толщина набивного слоя подины должна быть >200 мм при глубине ванны >1100 мм. Плотность набивки проверяют металлическим стержнем 4-5м.
После набивки подину закрывают листовым железом толщиной 3—5 мм. Для предупреждения повреждения подины при завалке расстояние между завалочной корзиной и подиной не должно быть более 0,5 м.
Для сокращения простоев печей по причине ремонта кладку и набивку футеровки подины дуговых печей выполняют заранее в запасном каркасе, при этом расход котельного железа на изготовление дополнительного кожуха печи окупается экономией, полученной от сокращения продолжительности ремонта.
Свод дуговой печи имеет повышенный износ по сравнению с другими частями футеровки. В большей степени (в 2-3 раза) изнашивается центральная часть свода, главным образом, вблизи электродов. Существенное повышение стойкости футеровки сводов достигнуто за счет использования в кладке водоохлаждаемых элементов.
Для футеровки сводов наиболее широко применяют магнезитохромитовый кирпич и значительно реже — динасовый. На ряде зарубежных заводов используют высокоглиноземистый кирпич. Свод набивают на куполообразном металлическом шаблоне, с определенной стрелой подъема. Величина выпуклости кладки свода зависит от материала футеровки. Отношение высоты выпуклости (стрелы подъема) к диаметру свода составляет для динаса 1:12, для магнезитохромита 1:10. Шаблон имеет углубления для электродных отверстий в кладке и фиксаторы для точной установки каркаса свода. При правильном размещении каркаса на шаблоне и соответствии отверстий в кладке свода расположению электродов, кислородной фурмы и газоотсосу на печи получают существенную экономию времени на замену свода с изношенной футеровкой и, кроме того, увеличение срока службы нового свода.
В зависимости от емкости печи, условий службы и особенностей износа огнеупорной футеровки сводов применяют четыре способа кладки: арочную, секторно-арочную, секторную и комбинированную (кольцевая по периферии и секторная в центре). Арочную кладку применяют на печах малой емкости.Наиболее распространенной является секторно-арочная кладка. Ее выполняют фасонным кирпичом. В начале через середину свода, обычно на ширину двух кирпичей, выкладывают массивную арку, к которой под прямым углом подводят другую арку. Секторы между арками заполняют кирпичом в определенной последовательности.



