Метрическая резьба
Резьба используется для уплотнения, крепления деталей за счет повышения площади соприкосновения, а также для передачи движения. Крепления с метрической резьбой универсальны, просты в демонтаже и способны выдерживать большие напряжения. Метрическая резьба отличается треугольным равносторонним профилем, где углы при вершинах составляют 60º. Существуют и другие виды резьб, с неравноценными углами треугольника.

Различают метрическую резьбу по техническим параметрам: диаметрам и шагам, высоте, длине ввинчивания, количествам заходов. Точные данные позволяют обеспечить надежность крепления.
Основные параметры
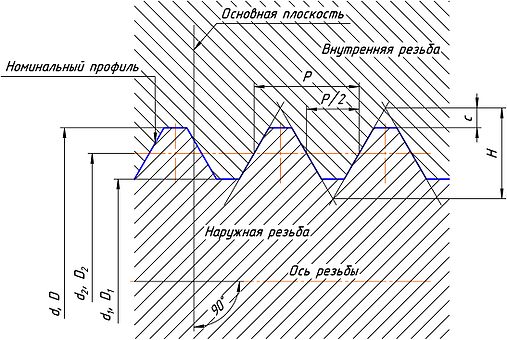
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).

Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.

Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.
Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
Шаг резьбы
Шаг также можно узнать из таблицы резьб либо из маркировки. Резьбы могут иметь основной шаг, также называемый крупным, и мелкий. Зависит от диаметра изделия.
Если он более 68 мм, то для такой поверхности используются только мелкие, различных значений. Наличие диаметра до указанного значения позволяет изготавливать резьбы как с крупным шагом, так и с мелким.
Каждый диаметр имеет свой крупный шаг, который не указывают в маркировке.
При креплении деталей важно знать шаг, иначе, оно потеряет прочность. Определить шаг можно инструментальными или сравнительными способами, такими как:
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.

Поля допусков наружной резьбы

Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
Кроме метрической системы измерения параметров используются:
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.

Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.

Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.

Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.

Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
наружная резьба
3.1.22 наружная резьба: Резьба, образованная на наружной прямой круговой конической поверхности.
F. Filetage extérieur
Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности (см. черт. 3)
Полезное
Смотреть что такое «наружная резьба» в других словарях:
наружная резьба — Резьба, образованная на наружной прямой круговой цилиндрической или прямой круговой конической поверхности. ГОСТ 11708 82 (СТ СЭВ 2631 80)] Тематики нормы взаимозаменяемости EN external thread DE Aussengewinde FR filetage extérieur … Справочник технического переводчика
Резьба (технич.) — Резьба равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой… … Википедия
наружная нарезка — наружная резьба — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы наружная резьба EN male thread … Справочник технического переводчика
Резьба — У этого термина существуют и другие значения, см. Резьба (значения). Резьба равномерно расположенные выступы или впадины постоянного сечения, образованные на цилиндрической или конической поверхности по винтовой линии с постоянным шагом.… … Википедия
резьба́ — ы, ж. 1. Художественная обработка дерева, камня, кости и других материалов резанием. Художественная резьба. □ В простенках между окон вставлены были зеркала в вычурных рамах старинной резьбы. Достоевский, Братья Карамазовы. Я приступил к резьбе,… … Малый академический словарь
резьба — ы/; ж. см. тж. резьбовой 1) к резать 6) Увлекаться резьбой по камню. Художественная резьба/. Рама старинной резьбы. 2) Рисунок, узор, вырезанный на дереве, кости, камне и т.п … Словарь многих выражений
резьба — ы; ж. 1. к Резать (6 зн.). Увлекаться резьбой по камню. Художественная р. Рама старинной резьбы. 2. Рисунок, узор, вырезанный на дереве, кости, камне и т.п. Ларец с резьбою. Наличники украшены деревянной резьбой. 3. Техн. Винтовая нарезка.… … Энциклопедический словарь
наружная нормальная коническая трубная резьба (США) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN national male pipe thread … Справочник технического переводчика
наружная трубная резьба — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN male pipe thread … Справочник технического переводчика
ГОСТ 11708-82: Основные нормы взаимозаменяемости. Резьба. Термины и определения — Терминология ГОСТ 11708 82: Основные нормы взаимозаменяемости. Резьба. Термины и определения оригинал документа: 67. Базовая плоскость конической резьбы Базовая плоскость D. Basisebene des kegligen Gewindes Плоскость, перпендикулярная к оси… … Словарь-справочник терминов нормативно-технической документации
Резьба
Резьба́ — равномерно расположенные выступы или впадины постоянного сечения, образованные на цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой передачи [1] а также червячного соединения зубчато-винтовой передачи.


Содержание
Классификация и основные признаки резьб
Основные параметры резьбы и единицы измерения
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи ( ).
).
Питчевая резьба — шаг резьбы измеряется в питчах (p»). Для получения числового значения (в дюймах) достаточно число пи () разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
где  — число заходов;
— число заходов;
Типы резьбы
Метрическая, M
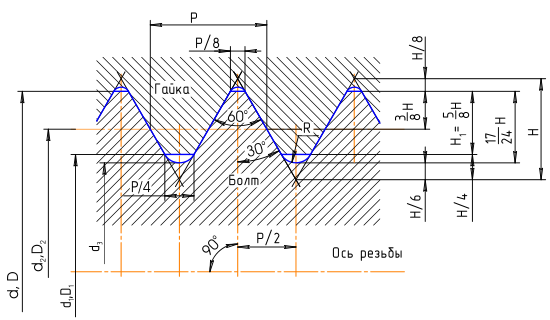
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в миллиметрах.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
| M0.25 | 0.075 | M1.1 | 0.25 | M5 | 0.8 | M17 | 2 |
|---|---|---|---|---|---|---|---|
| M0.3 | 0.08 | M1.2 | 0.25 | M5.5 | 0.8 | M18 | 2.5 |
| M0.35 | 0.09 | M1.4 | 0.3 | M6 | 1 | M20 | 2.5 |
| M0.4 | 0.1 | M1.6 | 0.35 | M7 | 1 | M22 | 2.5 |
| M0.45 | 0.1 | M1.8 | 0.35 | M8 | 1.25 | M24 | 3 |
| M0.5 | 0.125 | M2 | 0.4 | M9 | 1.25 | M25 | 3 |
| M0.55 | 0.125 | M2.2 | 0.45 | M10 | 1.5 | M26 | 3 |
| M0.6 | 0.15 | M2.5 | 0.45 | M11 | 1.5 | M27 | 3 |
| M0.7 | 0.175 | M3 | 0.5 | M12 | 1.75 | M28 | 3 |
| M0.8 | 0.2 | M3.5 | 0.6 | M14 | 2 | M30 | 3.5 |
| M0.9 | 0.225 | M4 | 0.7 | M15 | 2 | M32 | 3.5 |
| M1 | 0.25 | M4.5 | 0.75 | M16 | 2 |
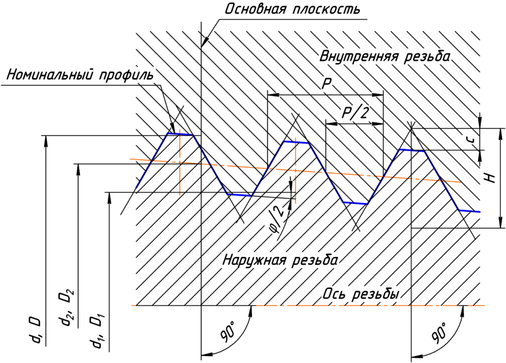
Метрическая коническая, MK
Конусность 1:16 (угол конуса φ=3°34’48″). Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств. Существует два варианта резьбового конического соединения: коническая наружная резьба с конической внутренней резьбой и коническая наружная резьба с цилиндрической внутренней резьбой.
Стандарт: ГОСТ 25229-82 — Основные нормы взаимозаменяемости. Резьба метрическая коническая.
Условное обозначение: буквы MK, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1,5 мм обозначается как MK 24×1,5.
Цилиндрическая, MJ
Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена для аэрокосмической техники и других применений требующих высокую усталостную прочность и жаропрочность. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага.
Трубная цилиндрическая, G
Дюймовая резьба основанная на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSP (British standard pipe thread), имеет четыре значения шагов 28,19,14,11 ниток на дюйм. Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Стандарты: ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″, класс точности А — обозначается как G1 1/8-A.
Следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером.
Трубная коническая, R
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34’48″). Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней, числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″ — обозначается как: R1 1/4″.
Круглая для санитарно-технической арматуры, Кр
Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30°. Резьба применяется для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Стандарт: ГОСТ 13536-68 Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски.
Условное обозначение круглой резьбы: буквы Кр, номинальный диаметр резьбы, шаг и обозначение стандарта.
Трапецеидальная, Tr
Метрическая резьба с углом профиля при вершине 30°, теоретическая высота профиля Н=0,866Р.
Стандарт: ГОСТ 9484-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили. ГОСТ 24737-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Основные размеры. ГОСТ 24738-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги. 24739-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная многозаходная.
Условное обозначение однозаходной резьбы: буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска. Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50х8LH-7е.
Упорная, S
Метрическая резьба с углом наклона боковых сторон профиля 30° и 3°.
Стандарт: ГОСТ 10177-82 — Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры. Условное обозначение резьбы: буква S, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска.
Условное обозначение многозаходной резьбы: буква S, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение хода, в скобках Р с числовым значением шага, буквы LH для левой резьбы и обозначение поля допуска.
Упорная усиленная, S45°
ГОСТ 13535-87 Основные нормы взаимозаменяемости. Резьба упорная усиленная 45 градусов
Резьба с углом наклона боковых сторон профиля 45° и 3°, с номинальным диаметром от 80 до 2000 мм.
Условное обозначение резьбы: буква S, значение угла 45°, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение Тт.
Эдисона круглая, E
Применяется для электротехнических изделий, например цоколь ламп накаливания, см. также цоколь Эдисона.
Стандарт: ГОСТ 6042-83 Резьба Эдисона круглая. Профили, размеры и предельные размеры.
Условное обозначение резьбы: Буква E, номер резьбы, если резьба для неметаллических элементов буква N через наклонную черту (/) и номер ГОСТа, например E 27 ГОСТ 6042-83 или E 27/N ГОСТ 6042-83.
Метрическая EG-M
Дюймовая цилиндрическая UTS
Дюймовая BSW
BSW (British Standard Whitworth) — дюймовая резьба. Является Британским стандартом, предложена Джозефом Витуортом (Joseph Whitworth) в 1841 году, угол при вершине 55°, теоретическая высота профиля H=0,960491P. Резьба с мелким шагом называется: BSF (British Standard Fine).
Дюймовая трубная NPT
NPT (National pipe thread). Стандарты ANSI/ASME B1.20.1 дюймовой трубной присоединительной резьбы. Конусной (NPT) с конусностью 1:16 (угол конуса φ=3°34’48″) или цилиндрической (NPS). Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.
Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65.
Стандарт:
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 градусов. Пример условного обозначения конической резьбы 3/4″: К 3/4″ ГОСТ 6111-52.
Резьбы нефтяного сортамента
Способы изготовления
Применяются следующие способы получения резьб:
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
Историческая справка

Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретеный Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале н. э. Однако, из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил еще более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт (Joseph Whitworth) разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями.
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускающее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, используемых на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А.
К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Акме (Acme).
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.



