Печатная плата и навесной монтаж: в чем разница?

Не хочешь смотреть рекламу? Зарегистрируйся!
Вопрос, который уже не одно десятилетие занимает музыкальную общественность: что лучше раскрывает тональные характеристики усилителя? Ручная сборка и навесной монтаж деталей или автоматизированная установка компонентов на печатных платах? Мы решили привлечь к этой дискуссии трех гуру из мира создания усилителей, чтобы узнать ответ.
Некоторые пуристы утверждают, что усилители, схема которых собрана вручную способом навесного монтажа электроники, всегда звучат лучше, чем те, электронные компоненты которых монтируются на используемых в массовом производстве печатных платах (в англ. – PCB — printed circuit board).
Конечно, по нашим собственным ощущениям хорошая ручная сборка всегда должна быть лучше машинной штамповки. Однако усилители, собранные на печатных платах по своим характеристикам могут превосходить усилители ручной сборки, при условии продуманной и проработанной конструкции. В частности, в новой линейке усилителей Astoria от Marshall используется как навесной монтаж, так и печатные платы.
Навесной монтаж
Начнем с навесного монтажа. Что он, собственно, из себя представляет? В него входит множество различных методов конструирования.
Усилители Fender до 1986 года использовали монтажные панели (так называемые eyelet board) из диэлектрического материала с проделанными отверстиями, компоненты же продевались сквозь эти отверстия и соединялись друг с другом.

Разъемы для ламп, а также передняя и задняя панели всегда монтируются навесным способом. Также в конструкции многих ранних британских усилителей применялись бакелитовые полоски с двухсторонними рядами клемм-башенок (turret board), на которые и монтировали компоненты.
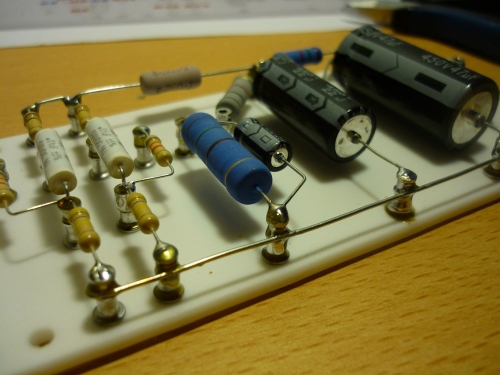
Все это в совокупности является навесным монтажом – когда каждый электронный компонент монтируется вслед за предыдущим на одной или нескольких монтажных панелях.
Этот способ установки компонентов является самым простым, но также и самым трудоемким. Все компоненты должны быть не только вручную припаяны и правильно расположены, но также каждое звено схемы должно максимально соответствовать оригиналу по своим параметрам и характеристикам.
Ранние усилители Hiwatt и оригинальные Matchless создавались с навесным монтажом. На сегодняшний день очень мало серийных усилителей производятся с навесным монтажом, хотя усилители Carr являются одним из известных примеров. Также некоторые компании используют в усилителях обновленные версии «фендеровских» монтажных панелей с отверстиями.
Печатные платы
Первоначально идея сделать токопроводящие медные дорожки на одном куске непроводящего электрический ток материала (диэлектрика) восходят к 20-м годам XX века, но только после Второй Мировой войны их начали изготовлять в больших объемах.
Есть десятки различных видов печатных плат, от самых простых односторонних с медными дорожками на стеклотекстолите (или подобном диэлектрическом материале), до комплексных многослойных и технически сложных плат, используемых в компьютерной и космической технике.
В большинстве случаев в гитарных усилителях стоят односторонние или двухсторонние платы, в которых с одной стороны припаиваются электронные компоненты, а с другой стороны проходят маленькие металлические дорожки, соединяющие все детали схемы в единую конструкцию.
Когда электронный компонент запаивается в плату, он надежно фиксируется в ней, что дополнительно повышает надежность конструкции.
Наиболее важным моментом для производителей в производстве печатных плат является возможность полностью автоматизировать паяльный процесс. Вместо трудозатратного последовательного запаивания каждого компонента, автомат на конвейере может сразу вставить все компоненты в одну плату и опустить ее в ванну с расплавленным припоем, что сокращает временные затраты на производство каждой схемы в сотни раз. Однако, не все так просто. Некоторые типы печатных плат не переносят повторное нагревание и охлаждение – они могут привести к появлению трещин, что увеличивает электрическое сопротивление токопроводящих дорожек, влияя на звуковые характеристики аппаратуры. Увеличение сопротивления в сильноточных местах может привести к тому, что дорожка может попросту сгореть.
Есть еще одно преимущество печатных плат – их однотипность и возможность многократного точного воспроизведения изначального образца. Дело в том, что каскады хай-гейн аппаратуры очень чувствительны – малейшие сдвиги компонентов даже на 1мм могут иногда повлиять на звуковые характеристики усилителя. При ручной сборке схемы невозможно достичь абсолютно одинакового расположения компонентов, по этой причине многие производители Hi-End аппаратуры, в частности, такие как Bogner и Soldano используют печатные платы высокого качества, с большой толщиной платы и толстыми медными проводниками.
Навесной монтаж и печатные платы часто соседствуют друг с другом, используя преимущества обеих технологий. В таких высококлассных усилителях как Royalist от Tone King или Astoria от Marshall используются качественные печатные платы с ручной установкой компонентов и переключателей.
По нашему опыту, лучший результат всегда достигается, когда достоинства обеих методов конструирования сочетаются вместе.
Спросим у экспертов
Все описанное выше наиболее часто встречается в подобных спорах. Но что думают профи? Мы решили узнать у троих именитых проектировщиков звукоусилительной техники, что они думают по этому поводу…
Адриан Эмсли (Adrian Emsley) – проектировщик всех усилителей Orange, от коммерчески успешной серии Crush до ограниченных изданий Custom Shop ручной сборки, которые зачастую собираются при участии самого Эмсли.
«Печатные платы и навесной монтаж имеют несколько главных отличий. Что хорошо в навесном монтаже – можно применять в конструкции большие полиэстровые конденсаторы и достойные резисторы. Эти компоненты оказывают большое влияние на звук создаваемого усилителя. К тому же, навесной монтаж проще обслуживать.
В то же время, нет ничего плохого в использовании качественных печатных плат. Хорошо продуманное расположение компонентов на печатной плате, в отличие от навесного монтажа, позволяет экономить место, это имеет особенное значение в больших и сложных схемах. Толщина медных дорожек в две унции (в метрических размерах – 2,8 мм – прим. переводчика) позволит сделать хорошо звучащий и простой в обслуживании усилитель на печатной плате. Я всегда делаю изогнутые дорожки, без прямых углов или срезов углов – таким образом достигается больше музыкальности и меньше шума.»
Марк Бартел (Mark Bartel) – основатель и разработчик бутиковых усилителей Tone King, которые являются одними из самых желанных в мире, и также известный исследованиями и разработками, применяемыми в усилителях Tone King.
«За последние 25 лет я спроектировал множество усилителей как на печатных платах, так и с использованием разных способов навесного монтажа. Я предпочитаю комбинацию из печатных плат и навесного монтажа для достижения лучшего качества звука и эксплуатационной надежности.
Надлежащее использование хорошо спроектированных печатных плат позволяет получить реальные преимущества над собранными вручную монтажными панелями с точки зрения расположения компонентов, размеров и направления, которые позволяют улучшить звучание и повысить надежность
Важнее всего на стадии проектирования свести к минимуму длину проводов и оптимизировать расположение компонентов. Многие собранные с использованием навесного монтажа схемы выглядят прекрасно, с расположенными в ряд компонентами и длинными линиями проводов с красивыми прямыми углами, но эстетическая сторона зачастую совершенно противоположна тому, что является действительно важным для технической составляющей усилителя.
За прошедшие 23 года мы построили тысячи усилителей с печатными платами, большая часть которых ездит по всему миру на постоянных гастролях. На сегодняшний день не возникло ни одной проблемы с платами в этих усилителях.»
Фил Тейлор (Phil Taylor) — признанный эксперт из Mullard Valve Company, разработчик и основатель компании Effectrode, чьи уникальные педали эффектов нашли свое место в педалбордах таких музыкантов, как Дэвид Гилмор, Питер Фремптон, Билли Корган и других.
«Если вы загляните внутрь старого усилителя Hiwatt, то вы увидите прекрасный пример навесного монтажа, где маленькие компоненты – резисторы и конденсаторы – смонтированы на платах с монтажными лепестками.
Хорошо сделанный навесной монтаж деталей выглядит красиво, однако это трудоемкая и высококвалифицированная работа. Каждый компонент припаивается вручную с осторожностью, чтобы избежать его повреждения. Сравните это с печатными платами, где все медные дорожки химически протравлены в плате. Печатная плата позволяет установить компоненты точно и без повреждений, а также упрощает и ускоряет сборку, позволяя автоматизировать процесс.
Есть также еще несколько преимуществ печатных плат: они позволяют проектировку с дополнительным заземлением, позволяя оптимизировать схему и уменьшить ее размер, а также сводя к минимуму шумы. Вдобавок это позволяет уменьшить длину проводников, а иногда и сократить количество точек пайки, гарантируя высокую целостность сигнала и надежность».
Не хочешь смотреть рекламу? Зарегистрируйся!
Соединение элементов навесной монтаж проводами
Для монтажа аппаратуры, а это как правило в настоящее время усилители звуковой частоты на электронных лампах, используется в основном проволочный монтаж, хотя иногда применяют и печатный монтаж. Монтаж ведется на металлическом шасси, сделанном из листа дюралюминия или стали.
Его форма и размеры устанавливаются при наличии всех радиодеталей, входящих в конструкцию, исходя из результатов макетирования компоновки деталей. Формы шасси бывают в основном коробчатого типа или в виде буквы «П».
После изготовления шасси производится механическая сборка радиоэлектронного устройства. Сборка начинается с установки узлов и деталей, крепящихся непосредственно к шасси.
Монтаж радиодеталей
Вначале устанавливают ламповые панельки, соединители (разъемы), переменные резисторы, переменные и электролитические конденсаторы, переключатели, трансформаторы, катушки индуктивности, монтажные планки и стойки и другие узлы. Ламповые панели при монтаже ориентируют таким образом, чтобы припаянные к их лепесткам радиодетали располагались наилучшим образом (рис. 1).
Очередность установки этих деталей и узлов должна быть такой, чтобы ранее установленные радиодетали не затрудняли выполнение операций по установке последующих деталей и узлов. Монтажные операции начинаются с распайки цепей накала ламп и цепей, подходящих к разъемам.

Рис. 1. Расположение ламповых панелей при монтаже.
Для высокочастотных каскадов в основном используется жесткий монтаж, с использованием медного гололуженного или посеребренного провода диаметром 1. 1,5 мм. На провод лучше надеть кембриковую трубку, так как полихлорвиниловая при пайке плавится и деформируется.
Постоянные конденсаторы, резисторы и полупроводниковые диоды распаивают непосредственно на лепестках ламповых панелек и на выводах крупных деталей.
Если небольшие радиодетали нельзя укрепить, то для этого используют монтажные стойки. Не рекомендуется располагать близко и проводить параллельно провода цепей анода и управляющей сетки электронной лампы.
На неизолированные пересекающиеся провода, во избежание замыкания, следует надевать кембриковые трубки. Соединение выводов радиодеталей с шасси производится с помощью заземляющих лепестков различного типа (рис. 2).

Рис. 2. Конструкция заземляющих лепестков, использующихся при монтаже аппаратуры на электронных лампах.
Соединение проводов, подлежащих заземлению
В высокочастотных каскадах заземляющий провод надо рассматривать как часть колебательного контура. Неправильное его расположение может быть причиной нежелательной паразитной связи, которую бывает трудно обнаружить.
Для предотвращения такого явления все подлежащие заземлению провода, относящиеся к контуру и одному каскаду усиления, соединяют в одну точку у катода соответствующей лампы (рис. 3).

Рис. 3. Соединение проводов, подлежащих заземлению в одной точке в различных каскадах аппаратуры на электронных лампах: а — усилитель высокой частоты; б — преобразователь частоты; в — усилитель промежуточной частоты; г — диодный детектор; д — усилитель звуковой частоты.
Для низкой и высокой частот катод образует нулевую точку каждого усилительного каскада и всегда должен быть соединен с шасси непосредственно, если в цепи катода имеется резистор, то через конденсатор.
Соединение с шасси цепей каскадов, имеющих контура, которые настраиваются конденсаторами переменной емкости, лучше делать в точке соединения с шасси ротора конденсатора. К этой точке припаиваются желательно коротким и прямым путем концы катушек постоянных и подстроечных конденсаторов.
Соединение проводов при монтаже каскадов НЧ
Для низкочастотных цепей, цепей питания и выпрямительных устройств применяют мягкий монтаж, используя гибкий многожильный провод. При неудачном монтаже деталей усилителя звуковой частоты могут возникать помехи.
Поэтому соединения между деталями входного и последующего каскада должны выполняться кратчайшим путем. Общий провод схемы в ламповой аппаратуре — это «минус» делают медным проводом 01,5. 2 мм.
Этот провод нельзя заменить соединением деталей с шасси усилителя, его и отрицательные выводы электролитических конденсаторов необходимо изолировать от шасси. В каждом усилительном каскаде резисторы в цепи управляющей сетки, сеточного смещения, а также минусовые выводы конденсаторов в цепи катода и развязывающего фильтра соединяют в одной, «нулевой» точке (рис. 4).


Рис. 4. Соединение проводов при монтаже каскадов усиления звуковой частоты.
Нулевые точки всех каскадов отдельными проводами сводят в общую точку у выходного конденсатора фильтра выпрямителя, в этом же месте общую точку соединяют с шасси усилителя звуковой частоты.
Полезные советы по монтажу
Монтаж радиоэлектронной аппаратуры желательно вести проводами в изоляции разного цвета, условно подобрав расцветку для различных цепей. Это поможет при необходимости быстро находить нужные соединения (табл. 1).
Для обеспечения надежного электрического контакта и механической прочности пайки все монтажные провода и выводы навесных радиодеталей механически закрепляются на контактных лепестках. Если в лепестке нет отверстия, то провод загибают вокруг лепестка с помощью пинцета и монтажных плоскогубцев.
Таблица 1. Цвет изоляции проводов для различных цепей радиоэлектронной аппаратуры на лампах.
| Наименование цепей | Цвет изоляции провода | |
| Основной | Заменяющий | |
| Плюс, анодные цепи и цепи экранирующих сеток | Красный | Розовый, оранжевый |
| Шасси, корпус, экран | Голубой | Синий, фиолетовый |
| Минус, цепи управляющих сеток ламп | Белый | Серый, натуральный |
| Локальные цепи ламп | Зеленый | Желтый |
Излишки провода или вывода детали следует откусывать кусачками. К одному контактному лепестку рекомендуется подсоединять не более трех проводов. При монтаже натяжение проводов не допускается.
У монтажного провода должен быть запас по длине 20. 25 мм, чтобы в случае его обрыва можно было сделать повторное закрепление. При установке навесных деталей, сопротивлений, конденсаторов, полупроводников и т.д. расстояние от места закрепления до корпуса детали должно быть минимальным, но не менее 8. 10 мм.
Окончив монтаж всех деталей, производят очистку устройства от пыли и остатков монтажных материалов пылесосом. Проверяют монтаж и механическую прочность соединений. В заключение каждую качественную пайку закрашивают цветным прозрачным лаком, винтовые соединения — красной нитрокраской для предотвращения от саморазвинчивания.
Литература: В. М. Пестриков – Энциклопедия радиолюбителя.
Здравствуйте, Эдуард.
Автор в статье четко дал понять что:
отрицательные выводы электролитических конденсаторов необходимо изолировать от шасси.
Если конденсатор с металлическим корпусом должен крепиться к металлическому шасси, то нужно предусмотреть какие-то прокладки из диэлектрика для изоляции его корпуса от этого шасси.
Технология внутриблочного и межблочного монтажа: многопроводные платы, жгутовой монтаж, плоские кабели, печатные платы. Под электромонтажными работами понимают совокупность технологических операций, обеспечивающих электрическое соединение элементов, сборочных единиц, входящих в блоки, комплексы, системы и изделия. Электрический внутри и межблочный монтаж ЭА в зависимости от сложности и конструктивного уровня аппаратуры выполняется
Выбор метода монтажа определяется требованиями, предъявляемыми к изготавливаемой аппаратуре, ее сложностью, учетом величины помех, которую обеспечивает система сложных проводников. Напряжение помех, вызванное электрическим монтажом, складывается из емкостной, индуктивной или гальванической составляющих. Емкостная составляющая определяется длиной, сечением и типом изоляции проводов, расстоянием между ними и земляными шинами, а индуктивная – рабочей частотой, длиной проводов и расстоянием между ними. Гальванические помехи возникают в цепях электропитания при завышении омического сопротивления токопроводящих шин. Для снижения этого вида помех провода питания выполняются плоскими, минимальной длины с поперечным сечением, соответствующим токовой нагрузке.
Проводный монтаж представляет собой электрическое соединение отдельных элементов и сборочных единиц при помощи одиночных изолированных проводников (кабелей) или системы проводников, объединенных в жгут. Он применяется для внутриблочного и межблочного монтажа аппаратуры. Наибольшая плотность монтажа – до 300 эл/дм3. Монтаж одиночными проводами трудно механизировать и автоматизировать, поэтому доля такого монтажа в дальнейшем постоянно сокращается. Объединение проводов в жгут позволяет выполнять подготовительные операции параллельно со сборкой, использовать автоматизированное оборудование, обеспечить механическую прочность и стабильность параметров монтажных соединений при повышенных вибрационных и ударных нагрузках.
К проводному монтажу предъявляются следующие требования:
Печатный монтаж отличается высоким уровнем автоматизации и получил распространение для внутриблочного монтажа, выполняется на плоских диэлектрических основаниях и используется в качестве конструктивного элемента (печатной платы). Межблочный монтаж в конструктивных модулях третьего и
четвертого уровня ЭА осуществляют путем соединения печатных плат гибкими шлейфами или ленточными кабелями. Наибольшая плотность монтажа элементов печатным монтажом достигает 1000 эл/дм3.
Печатные платы (ПП) являются основными несущими элементами конструкции. В качестве оснований печатных плат используют листовые, фольгированные материалы, которые представляют собой слоистые прессовочные пластины, облицованные с обеих сторон медной фольгой. Основными видами печатных плат являются односторонние, двухсторонние, многослойные, гибкие печатные платы и гибкие печатные кабели.
Многопроводные методы монтажа выполняются фиксированными или незакрепленными проводами, а также стежковым методом. Многопроводной монтаж фиксируемыми проводами (метод Multiwire) представляет собой упорядоченное прокладывание изолированных проводов по поверхности двухсторонних печатных плат с фиксацией их в слое адгезива. Монтаж осуществляется автоматически по программе с помощью специального оборудования и экономически целесообразен при макетировании в опытном и мелкосерийном производстве.
Монтаж толстопленочными металлическими покрытиями осуществляется при изготовлении керамических многослойных плат, содержащих до 30 металлизированных слоев, соединенных между собой металлизированными отверстиями диаметром 0,12 мм сшагом 0,5 мм. На лицевой стороне платы размером 90x50x5 мм устанавливаются от 100 до 130 бескорпусных ИМС.
Жгутовой монтаж Конструкции жгутов определяются особенностями конструкций аппаратуры и требованиями к обслуживанию. Жгуты делятся на межблочные и внутриблочные, которые, в свою очередь подразделяются на
Навесной монтаж
Навесной монтаж с опорными точками из пластических или волокнистых материалов используется в низкочастотных усилителях и УПЧ диапазонов 400 – 3000 кгц. При отработанных конструкциях заменяется печатным монтажом. [2]
Навесной монтаж с опорными точками из листовых изоляционных материалов или низкочастотных пластмасс применяют для цепей в усилителях промежуточной и низкой частоты, а также для видеокаскадов простых телевизоров, выполненных на лампах. [3]
Навесной монтаж наиболее широко применяют для межблочных соединений. Основным техническим документом для производства и контроля навесного монтажа является электромонтажная схема или таблица соединений. [5]
Недостатком навесного монтажа является большой объем ручного труда при установке и распайке радиотехнических деталей, что приводит к низкой производительности труда. [6]
Для проволочного навесного монтажа используют медный посеребренный щи луженый провод диаметром 0 6 – 1 5 мм. Так как при навесном мрнтаже провода находятся на сравнительно большом ра гстоянии друг от друга ( 2 – 10 мм), то обычно нет необходимости защищать их от соединений друг с другом. Исключение составляют длинные перекрещивающиеся провода, которые необходимо изолировать друг от друга изоляционными трубочками. [7]
При навесном монтаже регулятор крепится болтами диаметром 6 мм, которые пропускаются через отверстия в планках на корпусе регулятора. При уплотненном монтаже планки снимаются и вместо них на корпус устанавливаются специальные скобы ( рис. 12.24), которые и крепятся к щиту. В зависимости от способа монтажа регулятора штуцера устанавливают на корпусе сверху или в задней стенке. [9]
При навесном монтаже пролетных строений в пределах судоходных пролетов условия производства монтажных работ и условия прохода судов под монтируемой конструкцией должны регламентироваться специальной инструкцией, обеспечивающей безопасность монтажных работ и прохода судов. Инструкция должна быть утверждена руководством строительства моста и управлением пароходства данного бассейна. [10]
При навесном монтаже железобетонных пролетных строений не допускается производить расстроповку устанавливаемого блока до окончания всех монтажных операций, предусмотренных проектом конструкции и проектом производства работ по его закреплению. [11]
Чем отличается навесной монтаж от печатного. [12]
Если для навесного монтажа в одном кубическом сантиметре содержится в среднем 2 – 3 детали, при микромодульном конструировании эта цифра возрастает до нескольких десятков в кубическом сантиметре, для тонкопленочных схем – она составляет уже сотни деталей, а в твердотельных схемах плотность монтажа доведена до тысяч деталей в кубическом сантиметре. [14]
Навесной монтаж металлического пролетного строения
Навесной монтаж пролетного строения — это такой способ монтажа, в следствии чего собираемая (укрупненная) часть пролетного строения образует консоль которая является несущим элементом для последующего монтажа краном.
При навесной сборке пролетного строения применяют ту же строительную технику (механизмы), что и для полунавесной сборке. Чаще всего для монтажа используют мачтовый деррик-кран типа УМК-2, который крепится к верхнему поясу фермы.

Навесной монтаж пролетного строения — stroyone.com

Работа деррик-кран УМК-2 при навесном монтаже фермы
Преимуществам метода навесного монтажа следует отнести:
Недостатками метода навесного монтажа являются:
Виды навесного монтажа пролетного строения

Навесной монтаж металлического пролетного строения — stroyone.com
Навесная сборка пролётного строения может производиться или в одном направлении или с двух сторон к середине, причём в последнем случае для окончания монтажа требуется проведение операции по замыканию пролётного строения, т. е. по соединению обеих частей его в одно целое. При уравновешенной сборке пролеты собираются равномерно то есть симметрично от опоры Исходя из перечисленного различают такие разновидности сборки:
Сборка от опоры к опоре металлической фермы

Навесная сборка фермы от опоры к опоре — stroyone.com

Работа деррик-кран УМК-2 при навесном монтаже фермы
 Рис. 1 (Схема навесного монтажа от опоры к опоре многопролетного моста, перекрытого разрезными балочными фермами)
Рис. 1 (Схема навесного монтажа от опоры к опоре многопролетного моста, перекрытого разрезными балочными фермами)
Схема навесного монтажа от опор к середине пролета многопролетного моста, перекрытого разрезными балочными фермами
Собираемое пролётное строение временно присоединяется к предыдущему при помощи вспомогательных элементов В11—В1 и Н12—НО (Рис.1 и Рис.2). Если монтажные напряжения превышают допускаемые, то приходится устраивать временные промежуточные опоры, количество которых диктуется максимальной допускаемой длиной консоли.
В случае если третий пролёт полностью собирается навесу (Рис. 1), то первые панели второго пролёта следует добавочно загрузить, чтобы обеспечить надлежащую устойчивость пролётного строения. Аналогично собираются последующие пролёты неразрезных ферм.
При необходимости навесной сборки первого пролёта надо собрать на берегу противовесное пролётное строение и к нему присоединить собираемое навесу пролётное строение первого пролёта. Так как при готовых устоях и насыпи сборка противовесного пролётного строения производится на выложенных на насыпи клетках, то после разъединения пролётов собранное навесу пролётное строение приходится опускать на высоту шкафной части устоя.
Такой способ монтажа может оказаться целесообразным для моста с несколькими пролётами, когда противовесное пролётное строение может быть после разборки использовано в одном из пролётов.
Сборка от опоры к середине пролета металлической фермы 154 метра

Рис. 2 (Схема навесного монтажа от опор к середине пролета многопролетного моста, перекрытого разрезными балочными фермами)
При сборке от опор к середине пролета (Рис.2) довольно сложной операцией является наведение стыков в горизонтальных и вертикальных плоскостях в момент замыкания пролетного строения. Поэтому такой способ применяется в основном при монтаже арочных мостов или для сборки единичных русловых пролетных строений большой длины, когда к ним с обеих сторон примыкают пролетные строения меньшей длины, а сооружение временных опор в русле невозможно.
При монтаже пролетного строения навесным способом от опоры к опоре (рис.1) усилия в корне консоли будут значительно большими, чем при монтаже от опор к середине пролета.
Сборка арки от опоры к середине пролета
Один из ярких примеров применение технологии навесного монтажа металлического пролетного строения от опор к середине пролета было использовано в 1932 году при строительстве однопролетного арочного моста в Харбор Бридж в Сиднее.

Дополнительные меры при навесном монтаже
Если элементы конструкции при навесном монтаже не могут воспринять монтажную нагрузку, прибегают к одной из следующих мер:
Рис. 4 (Схема навесного монтажа при включении в работу приемной консоли).


Рис. 5 (Схема навесного монтажа при включении в работу надопорного шпренгеля).

Навесной монтаж металлического пролетного строения с шпренгелем
Перечень работ перед навесным монтажом
Указания по навесному монтажу металлических пролетных строений
Порядок монтажа элементов пролетного строения
Основные положения при монтаже пролетного строения
Охраны труда и техника безопасности при навесном монтаже пролетного строения
Навесной монтаж в строительстве железнодорожного моста через р. Днепр в городе Днепр
Конструкция железнодорожного моста
Русло реки перекрыто металлическими разрезными пролетными строениями с треугольной решеткой, с ездой понизу длиной по 82,04 м.
Пролетные строения под один железнодорожный путь запроектированы по аналогии с типовыми проектами. Каждое пролетное строение высотой 11,25 м, шириной между осями главных ферм 5,7 м разбито на 10 панелей по схеме 8,25 х 4 + 8,02 х 2 + 8,25 х 4 м.
Элементы поясов и сжатые раскосы главных ферм выполнены клепаными коробчатого сечения, остальные — сварные Н — образного сечения. Мостовое полотно состояло из металлических поперечин, изготовленных из парных швеллеров, тротуары — из сборных железобетонных плит, опирающихся на металлические консоли, прикрепленные к стенкам продольных балок проезжей части. Для прокладки коммуникаций на тех же консолях укладывали специальные короба.
Монтажные соединения выполнены на высокопрочных болтах диаметром 22 мм, изготовленных из стали 40Х
Масса пролетного строения 291 т. Всего на строительство моста необходимо было собрать металлоконструкций пролетных строений моста более 6000 т и установить 383000 высокопрочных болтов, общей массой около 223 т.
Технология навесного монтажа
Пролетные строения монтировали навесным способом из заранее укрупненных элементов, подаваемых к месту сборки на плавсредствах. Для обеспечения разгрузки прибывающих на железнодорожном транспорте элементов металлических пролетных строений и подготовки их к монтажу на левом берегу реки была организована строительная площадка с комплексом необходимых сооружений.
На строительной площадке были уложены железнодорожные пути, смонтирован козловой двухконсольный кран типа КСК-30-42 грузоподъемностью 30 т, обслуживающий площадку шириной 60 м, построена стационарная компрессорная с компрессором общей производительностью 80 м 3 /мин, уложена сеть воздухопровода, установлен кран УМК-2 для погрузки на плавсредства укрупненных элементов.
Перед укрупнительной сборкой производили пескоструйную обработку соединяемых поверхностей. После очистки соединяемых поверхностей основных элементов главных ферм и фасонок их укрупняли с помощью высокопрочных болтов.
Элементы продольных балок проезжей части объединяли попарно связями в пространственные блоки с присоединением к ним элементов тротуарных консолей.
Навесной монтаж первого пролета вели с использованием в качестве противовеса анкерного пролетного строения, собранного на берегу на насыпи подхода.
К навесному монтажу первого пролетного строения краном типа УМК-2 приступили после установки соединительных элементов и контргруза на анкерном пролете. Элементы подавали под монтажный кран на плавсредствах. После опирания монтируемого пролетного строения на промежуточную опору включали в работу и задний монтажный кран Зубача.
Соединительные элементы демонтировали краном Зубача после поддомкрачивания смонтированного пролетного строения на промежуточной опоре и снятия усилий.
Затем на опорных нижних узлах смежных пролетных строений с задней стороны смонтированного пролетного строения устанавливали анкерное устройство и соединительные элементы, а потом начинали краном типа УМК-2 монтировать следующее пролетное строение. Одновременно на ранее смонтированном пролетном строении вспомогательным краном Зубача выполняли работы по сборке пролетного заполнения, установке элементов проезжей части и т. д.
При навесном монтаже металлических пролетных строений одной из наиболее трудоемких работ является устройство подмостей для размещения рабочих, монтирующих соединения в верхних и нижних узлах ферм. На строительстве моста через р. Днепр были предложены и успешно применены монтажные подмости нового типа.

Монтажные подмости состояли из двух частей:
Верхние подмости подвешены к раме монтажного крана типа УМК-2. Подмости состоят из несущих консольных балок и комплекта подвесных площадок:
Поворотные площадки поворачиваются на шарнирах и занимают рабочее или транспортное положение. В рабочем положении площадки охватывают подходящие к узлу горизонтальные связи, в транспортном — отводятся в наружную сторону ферм для беспрепятственного передвижения крана с подвесными подмостями.
Применение подмостей нового типа создало благоприятные условия для высокопроизводительного труда монтажников и полностью исключило устройство временных подмостей и лесов.
Высокопрочные болты и их натяжение
Монтажные соединения при навесном монтаже выполнены на высокопрочных болтах диаметром 22 мм. На каждом пролетном строении устанавливали более 25000 болтов. Высокопрочные болты натягивали с регулированием усилий по моменту закручивания с применением ручных динамометрических ключей.
При натяжении болтов применяли малые гайковерты типа ИП3109, создающие момент закручивания 20 — 25 кгс∙м, большие гайковерты типа ИП3106, создающие момент закручивания 150 кгс∙м, и динамометрические ключи.
Натяжение болтов динамометрическими ключами до проектного усилия трудоемкая работа. С целью ее механизации в опытном порядке болты натягивали в одну стадию с регулированием усилий по углу поворота гаек с применением серийных тарированных пневмогайковертов типа ИП3106. Применение одностадийного натяжения позволяет в 2 раза снизить трудоемкость работ по сравнению с общепринятой технологией натяжения болтов ручными динамометрическими ключами.



