Что такое дефектоскопия и неразрушающий контроль
Общие сведения
Дефекты появляются абсолютно во всех материалах по нескольким причинам:
Методы
Известно, что дефекты ведут к изменению физических параметров изделия, конструкции: плотности, электропроводности, упругости и т.д. Исследование этих параметров и является основой многих современных методов дефектологии, которые бывают:
Радиоволновыми. Позволяют находить поверхностные дефекты (преимущественно неметаллических материалов). Используется санти- и миллиметровый диапазон. Методы помогают исследовать тонкие металлические листы, проволоку, толщину защитных, диэлектрических покрытий.
Магнитными. Исследуются ферромагнитные материалы. При этом используется в качестве индикатора магнитный порошок или его суспензия. При намагничивании материала порошок оседает на дефективных участках. Магнитографический способ предполагает использование специальной магнитной пленки, накладываемой на изделие. Он помогает обнаруживать трещины на глубине до 2мм.
Феррозондовый метод основан на изменении тока, регистрируемом осциллоскопом, при прохождении прибором через дефектный участок. Он позволяет исследовать участки до 20мм. Контроль и отбраковка изделий таким методом могут быть автоматизированы.
Электроиндуктивными. Принцип заключается в использовании переменного магнитного поля. Датчиком регистрируется изменение вихревых токов. На показания прибора влияют: электропроводность, магнитопроницаемость, размеры изделия, неоднородность его структуры.
Датчики токовихревых дефектоскопов представляют собой катушки индуктивности. Методы поддаются автоматизации.
Заключение
В обучение по промышленной безопасности может входить умение работать с приборами, дефектоскопами, позволяющими проводить неразрушающий контроль. Важно уметь обрабатывать полученные данные.
Неразрушающий контроль: способы и приборы
Возможность неразрушающего контроля (НК) изделий, конструкций, элементов зданий и сооружений позволяет избежать риска возникновения аварийных ситуаций на опасных производственных объектах (ОПО) – хранилищах и магистральных трубопроводах, транспортирующих углеводородное сырье и продукты их переработки, атомных и тепловых электростанциях, грузоподъемных механизмах и большепролетных строительных конструкциях, емкостях, работающих под давлением, сооружениях ракетно-космического назначения и оборонного комплекса.
Информация, полученная в результате НК, дает возможность на раннем этапе обнаружить скрытые дефекты, природу их образования, размеры, количество и расположение и принять соответствующие меры. На основании этой технической информации принимается решение об усилении конструктивного элемента здания, ремонте или выбраковке изделия, о выводе ОПО из эксплуатации. Аналогичным образом проверяются отдельные стальные прокатные профили, трубная арматура и фитинги, а также емкостные сооружения и оборудование, работающие под давлением.
Широкий ассортимент приборов для НК изделий, конструкций, зданий и сооружений предлагает компания «Литас» (Казань), которая наряду с выпуском собственного радиографического оборудования является одним из лидеров сегмента приборов для неразрушающих методов дефектоскопии отечественного рынка.
Виды и принципы действия неразрушающего контроля
Классификация видов неразрушающего контроля в зависимости от физических явлений, являющихся их основой приведена в ГОСТ Р 56542-2019. Согласно этому техническому регламенту, неразрушающий контроль может быть:
Для НК объектов, изделий, конструкций, зданий, сооружений разработаны и выпускаются измерительное оборудование, реализующее эти методы.

Акустический (ультразвуковой) контроль и приборы для него
Ультразвуковая дефектоскопия – одна из наиболее часто используемых на ОПО различного профиля. В ее основе лежит анализ параметров упругих волн, возбуждаемых и (или) возникающих в контролируемом объекте. Этот неразрушающий способ проверки пригоден для исследования различных металлических и неметаллических (полимерных, стеклянных, композитных и др.) изделий. К достоинствам методов акустического контроля можно отнести:
Акустический контроль может осуществляться теневым, зеркальным методами, способами ультразвуковой толщинометрии, акустической эмиссии и др. В то же время, акустический контроль:
Компания «Литас» предлагает несколько разновидностей оборудования для акустических неразрушающих способов:
Акустические методы широко используются при дефектоскопии трубопроводов, на объектах машиностроения и строительства.
Вихретоковый
Этот способ предполагает использование дефектоскопа, который используя одну или несколько индуктивных катушек и преобразователи образует электромагнитное поле, возбуждающее вихревые токи в объекте контроля. Вихревые токи создают свое электромагнитное поле, воздействующее на катушки и меняющее величины электродвижушей силы и сопротивления. Фиксация этих характеристик дает возможность:
Однако использовать вихретоковый способ неразрушающего контроля можно только для поиска дефектов на небольшой глубине и контроля изделий из материалов, проводящих электрический ток. В то же время, проверка производится без контакта с контролируемым изделием, а результат достигается быстро.

Для вихретоковой дефектоскопии конструкций, заготовок и изделий используются приборы:
Метод пригоден только для поиска поверхностных дефектов в токопроводящих материалах.
Магнитный
Одной из разновидностей магнитного контроля является магнитопорошковый метод, когда контролируемая поверхность покрывается магнитным порошком или мелкодисперсной суспензией, представляющей собой взвесь в жидкости магнитных частиц. Под воздействием магнитного поля, образованного ручным магнитом или дефектоскопом, намагниченные частицы оконтуривают не сплошные места на поверхности объекта. Образованный частицами узор должен быть расшифрован, что выполняется либо визуально, либо с использованием ультрафиолетовых светильников. Этот тип дефектоскопии пригоден для обнаружения поверхностных дефектов на изделиях из ферромагнитных материалов:
Этот тип неразрушающего контроля не позволяет определить глубину трещины, а только ее длину и толщину.
Для магнитной дефектоскопии компания «Литас» предлагает испытательным лабораториям и производственным предприятиям:
Метод широко используется на объектах различных отраслей производства, в т.ч. для поиска усталостных трещин в деталях, выработавших ресурс.
Капиллярный
Поверхностные и сквозные дефекты легко обнаруживаются простым и эффективным способом НК. Его суть заключается в капиллярном окрашивании цветным пенетрантом белой поверхности изделия, полученной за счет ее обработки проявителем. После нанесения проявителя, пенетрант выступает на поверхности в местах несплошностей, трещин, несплавлений, складок. Зоны дефектов контрастируют с остальным фоном и легко различаются.
Значительным недостатком метода является токсичность химикатов, что предъявляет особые требования к принудительной вентиляции рабочего места дефектоскописта, а также правильного использования средств индивидуальной защиты. Сквозные дефекты обнаруживаются другими способами.
Компания «Литас» предлагает лабораториям и предприятиям, использующим в своей деятельности капиллярный метод:
Метод эффективен, прост и относительно недорог, вследствие чего пользуется популярностью.

Визуальный
Оптический – один из самых технически доступных разновидностей НК для которого требуются простейшие приборы и приспособления: лупы, угольники, линейки, штангенциркули, микрометры и др. При помощи этого инструментария производится проверка формы и размеров стыковых кромок, посадочных мест, глубину перехлеста в местах соединений и т.д. Визуально производится проверка изделий с целью обнаружения ржавчины, прожогов, вмятин, наплывов, др.
Для проведения оптического НК компания «Литас» предлагает приспособления собственного производства:
Оптический контроль используется на любом производстве, с него начинается приемка изделий.
Радиационный
НК сварных швов методами радиографии обязателен при укладке магистральных газо- и нефтепроводов, технологических сетей, с рабочей средой, находящейся под давлением, теплотрасс других видов оборудования ОПО. В отдельных случаях радиографическими методами проверяют результаты ультразвукового контроля.
В то же время радиографические способы неразрушающего контроля не свободны от недостатков, в частности:
Кроме этого, используя радиографические методы невозможно выявить различные дефекты:
Казанская компания «Литас» предлагает оборудование для радиографических способов НК:
Радиографический способ НК эффективен, но требует немалых затрат на дорогостоящее оборудование и наличия подготовленных специалистов.

Тепловой
Приборы, предназначенные для теплового контроля – тепловизоры, пирометры, измерители точки росы, способны преобразовать тепловое поле (инфракрасное излучение) в видимое изображение. Анализ результатов термографических обследований дает возможность оценить достаточность теплоизоляции ограждающих конструкций зданий, сооружений, теплотрасс и технологических трубопроводов, определить качество термозащиты стыков и заполнений проемов в зданиях любого назначения, т.е. производить энергоаудит объектов недвижимости. Кроме этого термографические методы позволяют:
Для проведения теплового контроля отечественные и зарубежные предприятия выпускают оборудование:
Тепловой контроль получил широкое распространение благодаря простоте и скорости проведения замеров и их интерпретации.
Радиоволновой
Радиоволновой способ применяется для изделий из материалов, проводящих радиоволны – диэлектрических, полупроводниковых, композитов. На исследуемый объект воздействует радиочастотное излучение, а по результатам замеров амплитудных, фазовых или поляризационных характеристик отраженной или рассеянной электромагнитной волны, прошедшей через контролируемый объект из пластика, технической резины, композита, выявляются однородность, габариты и форма изделия, наличие недопустимых включений, низкокачественных сварных и клеевых стыков, др.
Для осуществления технического контроля и проведения измерений отдельных характеристик из радиопрозрачных материалов выпускаются:
Выпускаются и другие радиоволновые приборы, определяющие влажность, диэлектрические характеристики, плотность исследуемых объектов.
Электрический
Замеры величин изменения характеристик электростатического поля (электрического потенциала и емкости), приложенного к исследуемому объекту, и их расшифровка дают возможность обнаружить дефекты. При этом, для проверки продукции, изготовленной из токопроводящих веществ, используется эквипотенциальный способ, а диэлектрические проверяются емкостным. Термоэлектрический метод позволяет с высокой степенью достоверности определить химический состав вещества, не используя для этого масс-спектрографические установки. Для замеров при использовании электрического вида неразрушающего контроля используются приборы:
Отечественное и зарубежное оборудование, использующее электрические методы неразрушающего контроля позволит выявить дефектные места в изделиях из токопроводящих веществ.
Требования к лабораториям неразрушающего контроля и их персоналу
В 2021 году действуют два документа, регламентирующих требования к лабораториям неразрушающего контроля и составленных в соответствии с постановлением Правительства Российской Федерации от 28 марта 2001 г. N 241 «О мерах по обеспечению промышленной безопасности опасных производственных объектов на территории Российской Федерации:
Оба документа предъявляют требования к материально-технической базе лаборатории, а также к персоналу, работающему в лаборатории. Требования зависят от осуществляемого вида (видов) неразрушающего контроля, но в любом случае, лаборатория должна иметь свои помещения, как для хранения оборудования, так и для камеральных работ. Требования ужесточаются, если лаборатория использует в работе источники ионизирующего излучения для осуществления контроля радиографическими методами.
Документы также предъявляют требования к персоналу лаборатории, указывая, что там должны работать аттестованные специалисты, имеющие теоретические знания, практические навыки и соответствующую подготовку, позволяющую осуществлять неразрушающий контроль. При этом подчеркнуто, что эти лица несут материальную и уголовную ответственность за достоверность результатов исследований. Документы регламентируют порядок аттестации лабораторий и персонала на право осуществления неразрушающего контроля, формулируют требования к образованию, стажу работы по каждому из трех уровней квалификации специалистов.
Результаты, полученные в результате неразрушающего контроля изделий, конструкций, сооружений, выполненного аттестованными специалистами, использующими сертифицированное контрольно-измерительное оборудование, применяющими достоверные и надежные методы, крайне важны в промышленном производстве, энергетике. строительстве, позволяя предотвратить возникновение аварийных ситуаций и техногенных катастроф, вызванных различными скрытыми дефектами, не обнаруженных своевременно.
Лекция 18. Общие положения неразрушающего контроля
Цели и задачи неразрушающего контроля
Дефекты материала сопровождают деталь на протяжении всего периода существования. Они могут появиться: на стадии получения заготовки (дефекты литья, ковки или прокатки); на стадии изготовления (дефекты обработки, закалки); на стадии эксплуатации (усталостные трещины, хрупкое и вязкое разрушение). Дефекты изготовления, не обнаруженные своевременно, реализуются на стадии эксплуатации, приводя к внезапным отказам, остановкам и простоям оборудования.
Многочисленными исследованиями установлено, что детали, подверженные циклическим нагрузкам, 90…97% времени срока службы работают при наличии и развитии дефектов. Даже хрупкое разрушение не происходит мгновенно, а занимает определенный промежуток времени с момента зарождения дефекта до полного разрушения. Такое постепенное накопление повреждений в материале детали позволяет контролировать ее состояние, используя неразрушающие методы контроля. Использование этих методов позволяет не только обнаружить дефекты, но и оценить опасность повреждения, определить причину возникновения дефекта.
Неразрушающий контроль (НК) – контроль целостности, основных рабочих свойств и параметров объекта контроля. Методы неразрушающего контроля обеспечивают нахождение дефектов в материале изделия (объекта) без его разрушения, путем взаимодействия физического поля или вещества с объектом контроля. В качестве объекта в неразрушающем контроле наиболее часто выступает деталь или соединение деталей (сварочный шов, клеевое соединение).
Существует понятие разрушающего контроля. Например, измерить прочность на разрыв каната, болта или иного объекта можно только путем приложения разрушающей нагрузки, после чего объект уже не будет пригоден к использованию. Такой контроль применяют к нескольким объектам из партии, чтобы определить отсутствие нарушения технологий, влияющих на проверяемые параметры.
Задачи неразрушающего контроля связаны:
Методы неразрушающего контроля
С точки зрения физических явлений выделяют девять основных видов неразрушающего контроля:
Магнитный метод неразрушающего контроля
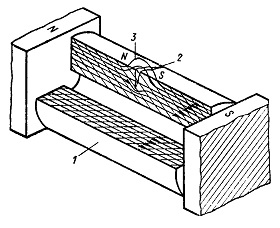
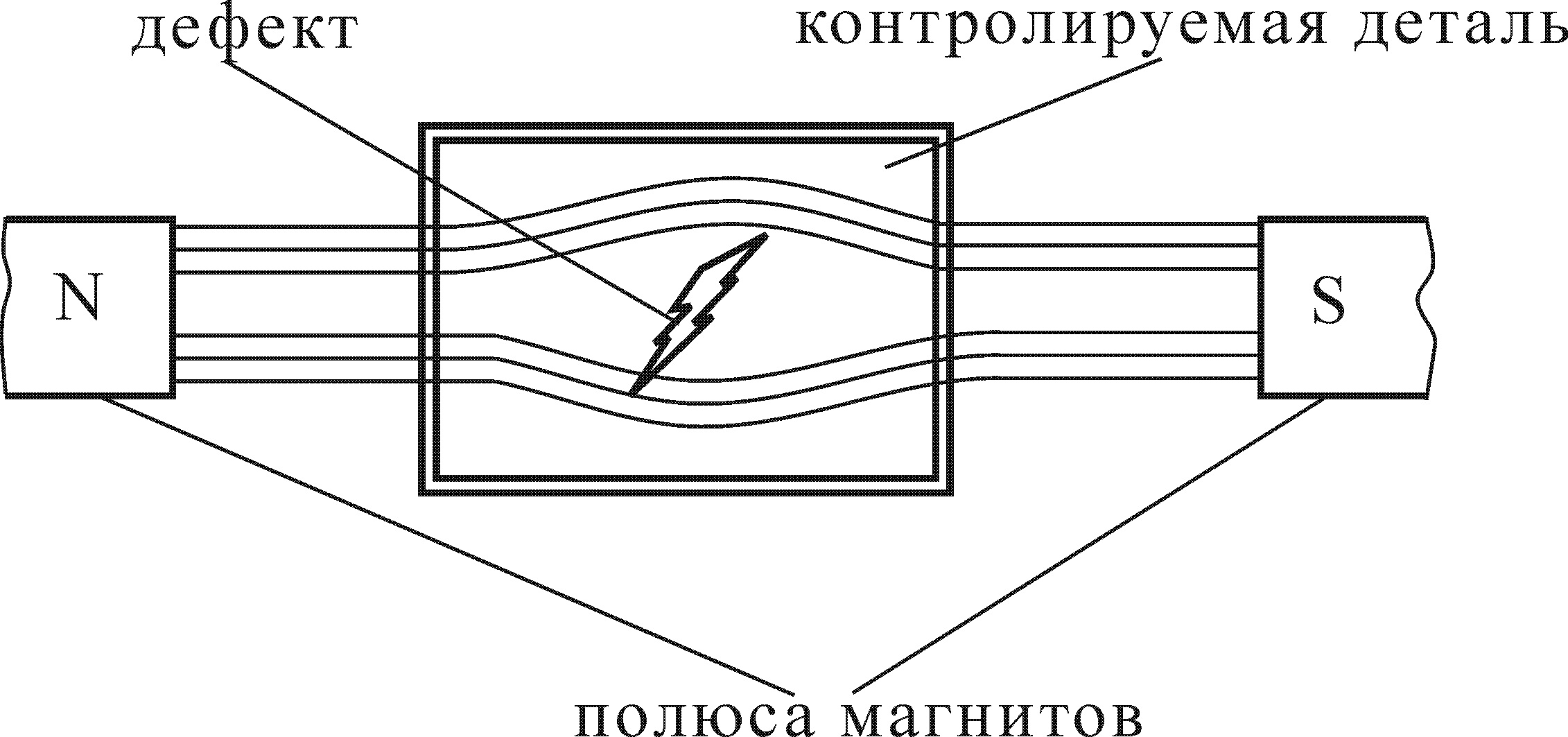
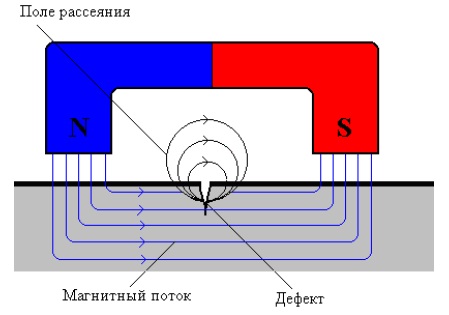
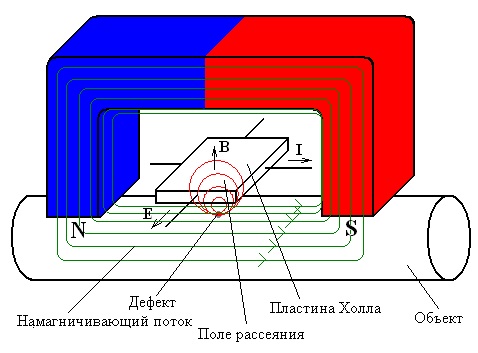
Магнитные методы НК применяются для контроля деталей и изделий, изготовленных из ферромагнитных материалов, находящихся в намагниченном состоянии. Свойства деталей (химический состав, структура, наличие несплошностей и др.), которые позволяет контролировать данный метод, связаны с параметрами процесса намагничивания и петлей гистерезиса. Неоднородности структуры детали, такие, как раковины, поры, трещины, инородные включения, вызывают изменения в магнитном потоке, протекающем по детали. Эти неоднородности имеют магнитные свойства, отличные от свойств основного материала, что приводит к искажению магнитного поля (рисунок 134).
 |  |
 |  |
| Рисунок 134 – Схема образования магнитного поля над дефектом: 1 – контролируемая деталь; 2 – трещина; 3 – магнитное поле рассеивания; N, S – полюса постоянного магнита | |
Основные виды магнитных методов НК:
Наибольшее применение получил магнитопорошковый метод, который применяют для контроля объектов из ферромагнитных материалов с магнитными свойствами, позволяющими создавать в местах нарушения сплошности магнитные поля рассеяния, достаточные для притяжения частиц магнитного порошка. Цель контроля состоит в обнаружении путем визуализации характера искажений магнитных силовых линий в контролируемой детали. Визуализация неоднородности магнитных силовых линий осуществляется путем нанесения на поверхность контролируемой детали намагниченных частиц, магнитных порошков, как в виде сухой пудры, так и в виде суспензии, магнитных пленок.
Контроль магнитопорошковым методом осуществляется в соответствии с ГОСТ 21105-87 «Контроль неразрушающий. Магнитопорошковый метод».
Электрический метод неразрушающего контроля
Электрический метод НК основан на регистрации параметров электрического поля, взаимодействующего с контролируемым объектом (собственно электрический метод), или поля, возникающего в контролируемом объекте в результате внешнего воздействия (термоэлектрический метод). Его применяют для контроля диэлектрических и проводящих материалов. Методы электрического контроля (электростатический порошковый, термоэлектрический, электроискровой, электрического потенциала, емкостной) позволяют:
Недостатками перечисленных методов электрического неразрушающего контроля являются необходимость контакта с объектом контроля, жесткие требования к чистоте поверхности изделия, трудности автоматизации процесса измерения и зависимость результатов измерения от состояния окружающей среды.
Первичными информационными параметрами являются электрическая емкость или потенциал. Если через контролируемую деталь или зону детали проходит ток, то на силу и плотность тока между парой электродов, соприкасающихся с поверхностью, влияют неоднородности и несплошности (рисунок 135). Это составляет физическую основу метода электрического неразрушающего контроля.
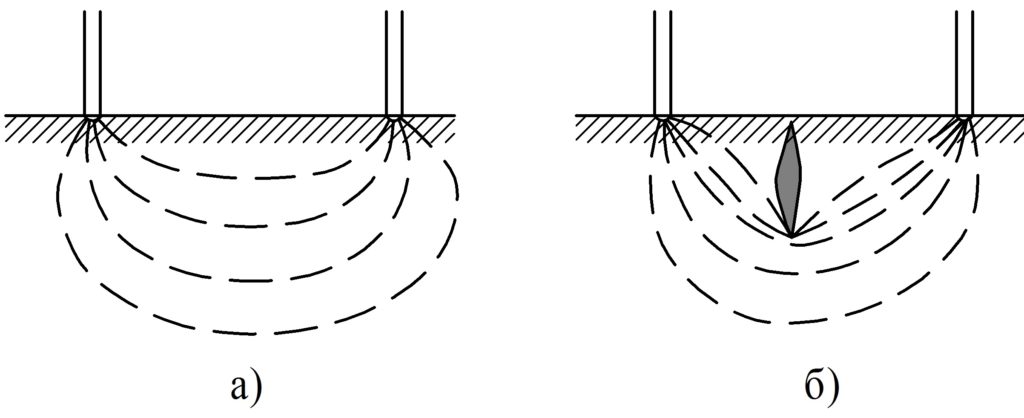
Рисунок 135 ‑ Схема влияния дефекта на электрический потенциал:
а) в материале без дефекта; б) в образце с дефектом
Вихретоковый метод неразрушающего контроля
Вихретоковый метод НК основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля этим полем.
Метод вихревых токов используется для обнаружения дефектов, измерений электропроводности материалов, толщины покрытий – для контроля конструкций, изготовленных из токопроводящих материалов. Проведение вихретокового метода НК происходит без контакта объекта и преобразователя – их взаимодействие происходит на расстояниях, обеспечивающих свободное движение преобразователя относительно объекта. Это дает возможность получать качественные результаты контроля при высоких скоростях исследуемых объектов. Выявляются трещины, расслоения, закаты, плены, раковины, неметаллические включения и др. Метод пригоден для обнаружения таких дефектов, как коррозия, износ, эрозия, внутренние трещины, повреждения и утончение стенок.
Основными объектами вихретокового контроля являются электропроводящие прутки, трубы, проволока, листы, железнодорожные рельсы, пластины, покрытия (в том числе и многослойные), корпуса реакторов, ролики и шарики подшипников, детали для крепления и другие промышленные изделия.
При помощи вихретокового неразрушающего контроля обнаруживают несплошности выходящие на поверхность или залегающие на небольшой глубине, измеряют точные размеры, выявляют вибрации, определяют физико-механические характеристики и состояние объектов.
Структурное состояние металлов и сплавов влияет на их электрические и магнитные характеристики, поэтому оказывается возможным контролировать однородность химического состава и структуру металлов и сплавов, определять механические напряжения. С другой стороны, этот фактор может оказаться мешающим при обнаружении трещин и других дефектов.
Применяют вихретоковые измерители для сортировки металлических материалов и графитов по маркам (по химическому составу). С помощью вихретоковых приборов контролируют качество термической и химикотермической обработки деталей, состояние поверхностных слоев после механической обработки (шлифование, наклеп), обнаруживают остаточные механические напряжения, выявляют усталостные трещины в металлах на ранних стадиях их развития и др.
Вихретоковые методы позволяют решать задачи контроля размеров изделий. Этими методами измеряют диаметр проволоки, прутков и труб, толщину металлических листов и стенок труб при одностороннем доступе к объекту, толщину электропроводящих (например, гальванических) и диэлектрических (например, лакокрасочных) покрытий на электропроводящих основаниях, толщину слоев многослойных структур, содержащих электропроводящие слои. Измеряемые толщины могут изменяться в пределах от микрометров до десятков миллиметров.
Радиоволновой метод неразрушающего контроля
Радиоволновые методы НК основаны на взаимодействии электромагнитного поля в диапазоне длин волн от 1 до 100 мм с объектом контроля, преобразовании параметров поля в параметры электрического сигнала и передаче на регистрирующий прибор или средства обработки информации. По характеру взаимодействия с объектом контроля различают методы прошедшего, отраженного, рассеянного излучения и резонансный. Обычно применяют для контроля изделий из материалов, где радиоволны не очень сильно затухают: диэлектрики (пластмассы, керамика, стекловолокно), магнитодиэлектрики (ферриты), полупроводники, тонкостенные металлические объекты. Методы этого вида контроля позволяют:
Метод теплового неразрушающего контроля
Метод теплового контроля основан на дистанционном измерении и регистрации температурных полей наружных поверхностей элементов электрооборудования, аппаратов и устройств, которые находятся в эксплуатации под рабочим напряжением. Метод позволяет:
Метод применим к объектам из любых материалов. По характеру взаимодействия поля с объектом контроля различают методы: пассивный или собственного излучения (на объект не воздействуют внешним источником энергии) и активный (объект нагревают или охлаждают от внешнего источника). Измеряемым информационным параметром служит температура или тепловой поток.
Оптический метод неразрушающего контроля
Визуальный контроль основан на наблюдении или регистрации параметров оптического излучения, взаимодействующего с объектом контроля. Визуальные методы имеют широкое применение благодаря разнообразию способов получения первичной информации. Возможность их применения для наружного контроля не зависит от материала объекта. Органолептический визуальный контроль, позволяет обнаружить видимые дефекты, отклонения от заданных формы, цвета и т.д.
Визуальным осмотром проверяют качество: подготовки и сборки заготовок, выполнения швов в процессе сварки, готовых сварных соединений. Определяют дефекты деталей и конструкций, видимые невооруженным глазом. Визуальный контроль достаточно информативен и является наиболее оперативным методом НК.
Визуальный контроль является органолептическим методом, служит высокоэффективным средством для предупреждения и обнаружения дефектов. Например, только после проведения визуального контроля и исправления недопустимых дефектов сварные соединения подвергают контролю другими физическими методами (рентгеновский, ультразвуковой, капиллярный и другие виды контроля) для выявления внутренних и поверхностных дефектов.
Визуальный контроль с применением оптических приборов (линзы, лупы, микроскопы, эндоскопы) называют визуально-оптическим. При визуально-оптическом методе выявляют все видимые повреждения риски, трещины, задиры.
Визуально-оптический контроль, так же, как и визуальный осмотр, – наиболее доступный и простой метод обнаружения поверхностных дефектов деталей. Оптические средства контроля используются на различных стадиях изготовления деталей и в процессе регламентных ремонтных работ.
К визуально-оптическим приборам относятся приборы:
Задача измерительного контроля – установление соответствия требованиям нормативной документации численного значения контролируемых параметров. Элементы измерительного контроля могут присутствовать в любом методе неразрушающего или разрушающего контроля.
Измерения проводятся с использованием приборов и инструментов: лупы измерительные; штангенциркули; линейки измерительные металлические; щупы; угломеры; глубиномеры; угольники; шаблоны и др.
При выборе измерительных средств руководствуются нормативными документами, в которых указываются требуемые метрологические показатели:
Требования к методам контроля оптического вида устанавливает ГОСТ 23479-79 «Контроль неразрушающий. Методы оптического вида».
Радиационные методы неразрушающего контроля
Радиационные методы НК основаны на регистрации и анализе ионизирующего излучения при его взаимодействии с контролируемым изделием. При прохождении через дефект и бездефектный участок происходит различное поглощение ионизирующих излучений. Интенсивность прошедшего излучения будет больше на участках меньшей толщины или меньшей плотности, в частности, в местах дефектов – несплошностей или неметаллических включений.
Рентгенографический контроль применяют для выявления грубых трещин, прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва, недопустимых для внешнего осмотра, непроваров, пор, раковин, шлаковых, окисных и других включений в литых и сварных стальных изделиях толщиной до 80 мм и в изделиях из легких сплавов толщиной до 250 мм.
Достоинства радиационного метода неразрушающего контроля – наглядность результатов контроля и возможность выявления мелких округлых дефектов (пор), которые ультразвуковой дефектоскопией определяется ненадежно.
Радиационный контроль позволяет обнаруживать мелкие дефекты (отдельные поры диаметром 0,2…0,3 мм).
Рентгенографический контроль – наиболее достоверный способ контроля сварных соединений и основного металла при контроле трубопроводов, оборудования при проведении экспертизы промышленной безопасности.
Метод не может полностью выявлять наиболее опасные дефекты – несплошности малого раскрытия (трещины, непровары), расположенные под углом более 7…12 0 к направлению просвечивания (плоскостные дефекты). Радиационный контроль не позволяет определять координаты дефектов.
К недостаткам радиационных методов необходимо прежде всего отнести вредность для человека, в связи с чем требуются специальные меры радиационной безопасности: экранирование, увеличение расстояния от источника излучения и ограничение времени пребывания оператора в опасной зоне.
Радиационная аппаратура имеет значительный вес и габариты (вес наиболее легких аппаратов достигает 20 кг). Радиационный контроль является дорогостоящим – предполагает применение в большом количестве радиографических пленок и средств ее химической обработки. Аппараты для рентгеновского контроля характеризуются большим расходом электроэнергии.
Акустический метод неразрушающего контроля
Акустический НК основан на регистрации параметров упругих волн, возникающих или возбуждаемых в объекте. Чаще всего используют упругие волны ультразвукового диапазона (с частотой колебаний выше 20 кГц), этот метод называют ультразвуковым. Применяют и регистрируют упругие волны, параметры которых тесно связаны с такими свойствами материалов, как упругость, плотность, анизотропия (неравномерность свойств по направлениям) и др.
Акустические методы неразрушающего контроля решают следующие контрольно-измерительные задачи:
Использование звона металла при ударе – старый способ обнаружения больших пустот. Стальные образцы, содержащие пустоты, дают более глухой и грубый звук по сравнению с монолитными образцами.
Акустическими методами называют методы, основанные на использовании упругих волн и колебаний любых частот. Методы, использующие частоты от 20 кГц до 100 МГц, называют ультразвуковыми.
Излучение и прием ультразвуковых колебаний осуществляется пьезоэлектрическими преобразователями (искателями), представляющими собой пластины, изготовленные из мелкокристаллических (кварц, сегнетовая соль) или поликристаллических керамических материалов (титанат бария, цирконат-титанат свинца).
Акустические методы неразрушающего контроля делят на две большие группы – активные и пассивные методы. Активные методы основаны на излучении и приеме упругих волн, пассивные – только на приеме волн, источником которых служит сам контролируемый объект. Пассивные акустические методы основаны на анализе упругих колебаний волн, возникающих в самом контролируемом объекте.
Прибор, реализующий метод ультразвукового контроля – дефектоскоп – предназначен для обнаружения несплошностей и неоднородностей в изделии, определения их координат, размеров и характера путем излучения импульсов ультразвуковых колебаний, приема и регистрации отраженных от неоднородностей эхо-сигналов. На рисунке 136 приведена принципиальная схема импульсного ультразвукового дефектоскопа. Генератор радиоимпульсов 3 возбуждает передающий пьезокристалл 1. Ультразвуковые колебания распространяются в контролируемой детали, отражаются от ее противоположной стенки («донный сигнал») и попадают на приемный пьезокристалл 2. Отраженные ультразвуковые колебания возбуждают колебания приемного пьезокристалла 2. При этом на гранях пьезокристалла возникает переменное напряжение, которое детектируется и усиливается в усилителе 4, а затем поступает на вертикальные отклоняющие пластины электронно-лучевой трубки (ЭЛТ) 5 осциллографа.
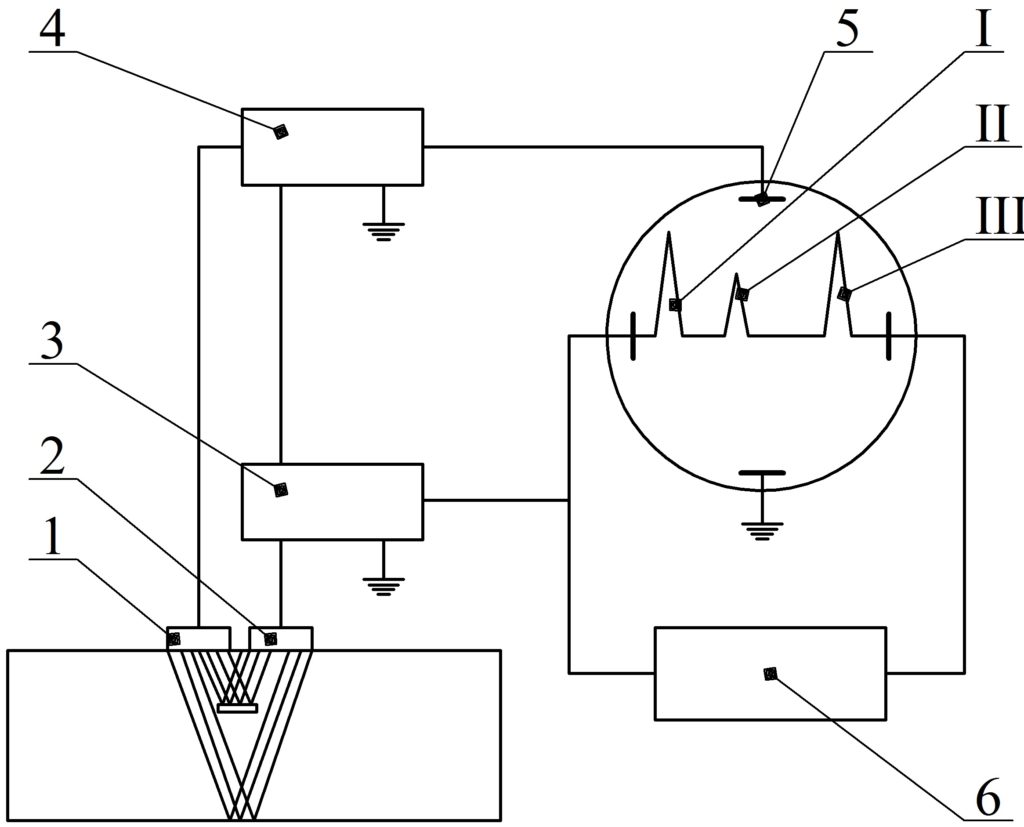
Рисунок 136 – Блок схема импульсного ультразвукового дефектоскопа
Одновременно генератор горизонтальной развертки 6 подает пилообразное напряжение на горизонтальные отклоняющие пластины ЭЛТ 5. Генератор радиоимпульсов 3 возбуждает передающий пьезокристалл 1 короткими импульсами с продолжительными паузами между ними. Это позволяет четко различать на экране ЭЛТ 5 сигнал начального (зондирующего) импульса I, сигнал от дефекта III и донный сигнал II. При отсутствии дефекта в контролируемом участке детали на экране осциллографа импульс III будет отсутствовать. Перемещая передающий и приемный пьезокристаллы по поверхности контролируемой детали, обнаруживают дефекты и определяют их местоположение. Часто используется один совмещенный пьезокристалл – для передачи и приема ультразвуковых колебаний. Места прилегания пьезокристаллов к контролируемой детали смазывается тонким слоем масла, геля, вазелина для обеспечения непрерывного акустического контакта с поверхностью контролируемого изделия.
Метод неразрушающего контроля проникающими веществами
Капиллярный метод НК основан на проникновении индикаторных жидкостей (пенетрантов) в полости поверхностных дефектов невидимых или слабо видимых невооруженным глазом, имеющих свойства капилляров (трещины, поры, раковины, непровары, межкристаллическая коррозия, свищи и др.) и регистрации образующихся индикаторных следов визуальным способом, для определения их расположения, протяженности и ориентации на поверхности.
Необходимым условием выявления дефектов типа нарушения сплошности материала капиллярными методами является наличие полостей, свободных от загрязнений и других веществ, имеющих выход на поверхность объектов и глубину распространения, значительно превышающую ширину их раскрытия. Требует наличия подготовленных специалистов, специализированного оборудования, вспомогательных средств контроля, предъявляет особые требования к подготовке поверхности изделия под контроль.
Контроль капиллярным методом осуществляется в соответствии с ГОСТ 18442-80 «Контроль неразрушающий. Капиллярные методы. Общие требования».
Капиллярный метод представляет собой многооперационный процесс. Типовой перечень операций включает в себя подготовку изделия к контролю, нанесение индикаторной жидкости, удаление ее излишков и проявление индикаторных следов дефектов (рисунок 137).
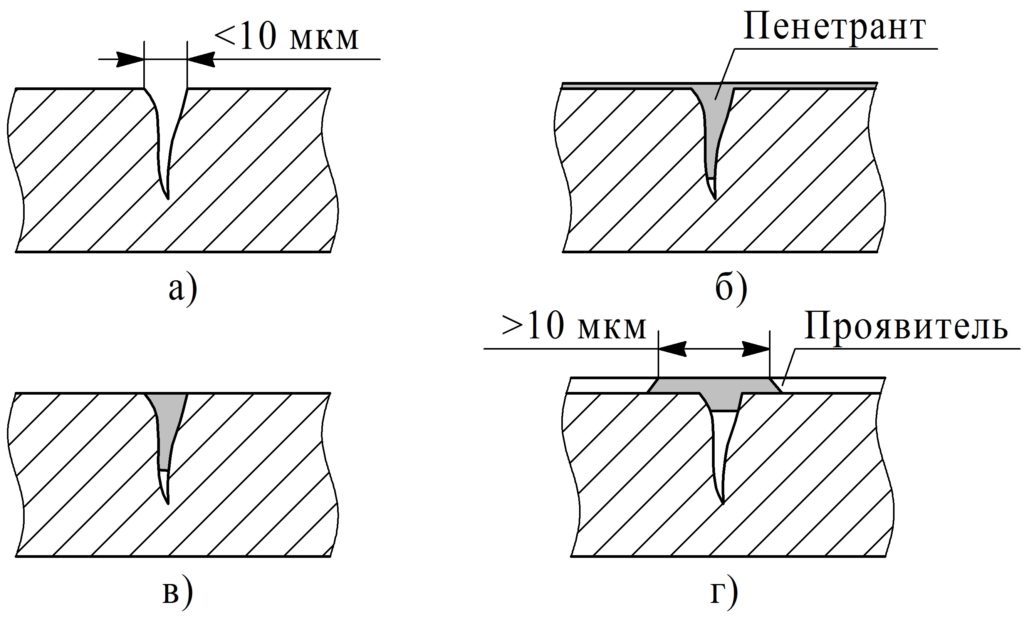
Рисунок 137 – Поиск поверхностных дефектов в металле капиллярным (цветным) методом
Смачивающие жидкости заполняют узкие полости любой формы. Необходимое условие этого – размеры полостей должны быть настолько малы, чтобы жидкость могла образовать мениск сплошной кривизны, без плоских участков. Под действием капиллярных сил смачивающие жидкости заполняют полости трещин и других поверхностных дефектов типа несплошности материала.
Жидкость, заполнившая полость трещины, будет удерживаться в ней капиллярными силами даже в том случае, если ее удалять с поверхности детали. Проявление трещины осуществляется при помощи материалов, смачиваемых жидкостью из трещины. Капиллярные методы делятся на два вида: люминесцентный и цветной. При люминесцентной дефектоскопии выявление дефектов производится с помощью люминесцирующих проникающих жидкостей. Для люминесценции при проведении контроля применяются ультрафиолетовые светильники. Более простым и чаще применяемым является цветной метод контроля, при котором выявление дефектов проводится с помощью ярко окрашенных проникающих жидкостей.
Все методы неразрушающего контроля являются косвенными методами. Настройка (калибровка) должна осуществляться по контрольным образцам, имитирующим измеряемый физический параметр метода, который бы мог обнаружить самые разнообразные по характеру дефекты. Каждый отдельно взятый метод неразрушающего контроля решает ограниченный круг задач технического контроля.



