Сравнительные характеристики пластика Nylon Taulman3D
Пластик нейлон (Nylon)
| Taulman 618 | Taulman 645 | Taulman Bridge ( 645 REV»B») | Taulman Alloy 910 | |
| Плотность | 1,134 г/см³ | – | — | |
| Гигроскопичность | 3,09% | 3,09% | меньше 3,00% | 3,09% |
| Прочность на разрыв | 65,99 Мпа | 85,68 Мпа | — | |
| Относительное удлинение при разрыве | Свыше 300% | Свыше 300% | Свыше 300% | Свыше 300% |
| Температура плавления | 218°C | 214°C | 217°C | 210°C |
| Температура стеклования | 49,4°C | 68,2°C | 52°C | 82°C |
| Температура экструзии | 235-260°C | 235-260°C | 235-260°C | 245°C |
| Температура пиролиза | 350-360°C | 350-360°C | 350-360°C | 349°C |
| Прозрачность | 91% | 91% | 68% | 75% |
Преимущества Nylon
Недостатки Nylon
Нейлон (англ. nylon) — синтетический термопластичный полимер, известный также как полиамид. По основным свойствам сходен с ABS пластиком, но имеет более высокую температуру печати (290-320°C) и более продолжительный период застывания.
Кроме того, нейлон не такой жёсткий, а экструдер для работы с ним требуется оснастить шипами, так как материал это довольно скользкий (что делает его идеальным для создания скользящих соединений).
При введении в нейлон токопроводящего наполнителя (алюминиевой пудры) получается ещё один популярный материал для 3d печати — алюмид, обладающий помимо эстетичного внешнего вида отличными антистатическими и экранирующими характеристиками.
Из-за высокой влаговпитывающей способности нейлона необходимо хранить его в герметичной упаковке — иначе может потребоваться подсушка его перед использованием (во влажном материале при нагревании появляются паровые пузыри).
Применение нейлона: автомобилестроение (крышки двигателей, подушки безопасности, уплотнители), электроника (гибкие клавиатуры, оплётка проводов, соединители), медицина (шовный материал, зубные протезы, ортопедические изделия), производство упаковки и гитарных струн.
Нейлон для 3D-печати
Описание
Нейлон заманчив в качестве материала для 3D-печати ввиду высокой износоустойчивости, доступности и отличного коэффициента скольжения, позволяющего использовать нейлон в подшипниках и других схожих механизмах, зачастую без использования смазки.
Пример модели, созданной с использованием нейлона Stratasys Nylon 12
Несмотря на широкое распространение нейлона в промышленности, использование этого материала в 3D-печати достаточно ограничено в связи с определенными технологическими трудностями. Тем не менее, в последнее время появляются специализированные расходные материалы из нейлона, ориентированные на использование с SLS и FDM-принтерами.
Наиболее популярными примерами служат нейлоновые нити производства компании Taulman и Stratasys.
Технические характеристики
| Taulman 618 | Taulman 645 | Stratasys Nylon 12 | |
| Плотность | 1,134 г/см³ | – | – |
| Гигроскопичность | 3,09% | 3,09% | – |
| Прочность на разрыв | 65,99 Мпа | 85,68 Мпа | 48,26-53 Мпа |
| Относительное удлинение при разрыве | Свыше 300% | Свыше 300% | 9,5-30% |
| Температура плавления | 218°C | 214°C | 178°C |
| Температура стеклования | 49,4°C | 68,2°C | – |
| Температура экструзии | 235-260°C | 235-260°C | – |
| Температура пиролиза | 350-360°C | 350-360°C | – |
Stratasys Nylon 12 предназначен для использования с фирменными профессиональными установками Fortus 360mc, 400mc и 900mc, в то время как нейлоновые нити марки Taulman рассчитаны на применение с любыми бытовыми и офисными 3D-принтерами, оптимизированными для работы с популярным ABS-пластиком. Кроме того, компания Taulman испытывает ряд нейлоновых материалов, предназначенных для печати по технологии лазерного спекания, включая порошковую версию Taulman 618.
Достоинства и недостатки нейлона
Достоинства
Недостатки
Использование в 3D-печати
Нейлоновые нити марки Taulman доступны в диаметре 1,75мм и 3мм
Технология печати с использованием нейлона схожа с печатью ABS-пластиком, но с некоторыми отличиями. Как и ABS-пластик, нейлон склонен к закручиванию и деформациям при неравномерном охлаждении, что требует использования подогреваемой платформы.
Слои нейлона прекрасно схватываются, что минимизирует вероятность расслоения моделей. Пользователи пластиков Taulman отмечают прочность моделей на уровне аналогов, изготовленных традиционным методом литья под давлением.
Нейлон практически не поддается склеиванию, что затрудняет изготовление крупногабаритных деталей из составных частей. Как вариант, возможно соединение нейлоновых деталей за счет плавки соединяемых поверхностей.
Нейлон поддается окрашиванию с помощью красителей на кислотной основе.
Нейлон не схватывается со стеклом и другими гладкими поверхностями, поэтому при печати рекомендуется нанесение на рабочий столик малярного скотча, либо использование подложки из древесины.
Ввиду высокой гигроскопичности нейлона (способности впитывать влагу) рекомендуется просушка нейлоновых нитей непосредственно перед печатью. В противном случае возможно выделение водяного пара из сопла, что не катастрофично для экструдера, но может повлиять на качество печати.
Использование подручных материалов
Некоторые любители предпочитают использовать для печати недорогую нейлоновую леску, что чревато некоторыми неприятными последствиями. Как правило, предпочтение отдается леске для триммеров, доступной в диаметре 3мм, что совпадает с диаметром коммерчески доступных ABS-нитей для FDM-печати. Тем не менее, подобные «нейлоновые нити» не являются чистым нейлоном, что очевидно ввиду их чрезмерной жесткости, нехарактерной для нейлона. Причиной тому служат добавки – как правило, в виде стеклопластика. Добавки предназначены как для увеличения жесткости, так и снижения стоимости материала. Стоит иметь в виду, что температура плавления стеклопластиков значительно выше температуры плавления нейлона и, фактически, превышает температуру пиролиза нейлона. Таким образом, добиться полного плавления подобных композитных материалов невозможно. Как результат, жесткие частицы стекловолокна будут способствовать повышенному износу и забиванию сопла экструдера.
Обзор на нейлон (полиамид) NYLON.htp
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Продолжаю поиск «идеального» пластика, хоть такого не бывает и быть не может. Большинству моих требований удовлетворяет PETG от различных производителей, особенно BF, U3 и my3D, они все молодцы, претензий никаких. Но иногда хочется и требуется большего, выше прочность, термостойкость и износостойкость. Всем этим хотелкам, в теории, соответствует полиамид, он же нейлон, вот только опыт работы с ним всегда меня огорчал. Максимум, что удалось из него сделать на принтере без активной термокамеры и прочих свистелок, шестеренку два сантиметра в диаметре и пять миллиметров в толщину, да и то с немного задранными к небу зубчиками. Детали высотой более 5мм от стола отрывало как зубилом чем бы я их не приклеивал, поэтому в какой-то момент забросил материал до лучших времен, затаив надежду. что когда-нибудь мне попадется пластик со свойствами нейлона и неприхотливостью петга.
Изредка, в порывах неудержимого исследовательского энтузиазма, я заказывал различные образцы редких материалов. Большая часть из них не представляла из себя ничего выдающегося, про них я и не писал вовсе. Другие же впечатляли до глубины души, например вот такой композитный PETG и вот такой композитный NYLON, о чем я умолчать уже не смог. Но впечатления эти были совсем не те, которых я хотел бы.
Приехал сабж в такой же простой, как его название, коробке из неокрашенного картона.

Сбоку наклеены две лаконичные этикетки с минимальной информацией о содержимом.
 Сам феламент, как и обещано, намотан на катушку из того же материала, что и коробка, то есть картона. Стоимость катушки, после несложных вычислений, я определил в 50 руб, за что готов ее простить. Но вот смутило, отсутствие на катушке хоть малейшей рекомендации по настройкам принтера. Да, на коробке есть отсылка к сайту, но ведь считается, что каждый конкретный замес материала немного индивидуален и хорошо бы знать параметры именно того чуда, что держу сейчас в руках.
Сам феламент, как и обещано, намотан на катушку из того же материала, что и коробка, то есть картона. Стоимость катушки, после несложных вычислений, я определил в 50 руб, за что готов ее простить. Но вот смутило, отсутствие на катушке хоть малейшей рекомендации по настройкам принтера. Да, на коробке есть отсылка к сайту, но ведь считается, что каждый конкретный замес материала немного индивидуален и хорошо бы знать параметры именно того чуда, что держу сейчас в руках.

Напомню, что, так называемые, армированные углеродным волокном нити, при стоимости несравнимо выше, ломались в руке как макаронины, чего себе даже самый старый нобрендовый PLA не позволял.
Итак, готовим реальную задачу для принтера, для чего идем на сайт производителя и вчитываемся в рекомендации:
— экструдер 230-270 градусов,
— платформа (стол) 80-110 градусов.
— при необходимости предварительная сушка материала (температура 70-80 градусов в течении 4-6 часов)
— рекомендуется использовать адгезивы,
— обдув по необходимости,
— желательно использование термокамеры.
Разброс температур впечатляет. Упоминание про обдув настораживает, какой нафиг обдув для нейлона? Про ограничение скорости вообще ни слова. Ладно, для начала сушу его 6 часов при температуре 70 градусов. Никаких внешних изменений не замечаю, цвет и прозрачность какие были, такие и остались. Считаю это хорошим знаком, есть надежда, что материал не очень гигроскопичен.
Выставляю что-то среднее из рекомендаций, опыта и чутья: 255 сопло, 105 стол, скорость 30 стенки, 40 внутренности. Обдув, ясно дело, выкл. Стол стеклянный обработанный 3Д лаком из флакончика, даже обновлять не стал. Камеры нет ни активной ни пассивной, поэтому сделал защиту от сквозняков стрейч-пленкой в один слой спереди и с боков принтера. Выставил прилипание «кайма» и запустил на печать тестовый брусок 5х5х60, не особ надеясь что его тут же не оторвет даже такую небольшую модель. Вообще я морально приготовился биться с ним долго и упорно, пока хоть что-то не начнет получаться.
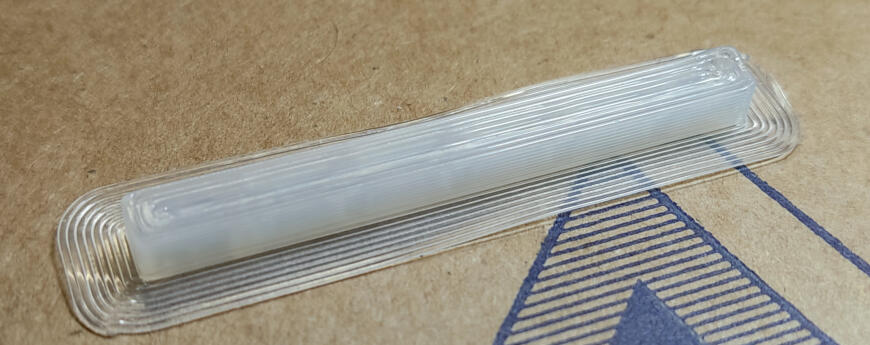
Брусок получился замечательно с первой попытки, даже не пытаясь скукожиться и отлететь от стола.
 Более того, даже при остывании стекла до 60 градусов, потребовался шпатель и некоторое усилие, чтобы его отодрать от поверхности.
Более того, даже при остывании стекла до 60 градусов, потребовался шпатель и некоторое усилие, чтобы его отодрать от поверхности.
Сломать руками его не удалось. Он упруго изгибался миллиметров на 5-7, но всегда возвращался в почти изначальное состояние с небольшой остаточной деформацией в пределах 1мм. Никаких трещин и прочих признаков желания сломаться после нескольких физических подходов я не рассмотрел.
 Как будь-то и не нейлоном печатаю, а прозрачным PETG.
Как будь-то и не нейлоном печатаю, а прозрачным PETG.
 Но кайма, которую не так то просто оторвать от детали, напоминает что это все-таки настоящий нейлон.
Но кайма, которую не так то просто оторвать от детали, напоминает что это все-таки настоящий нейлон.
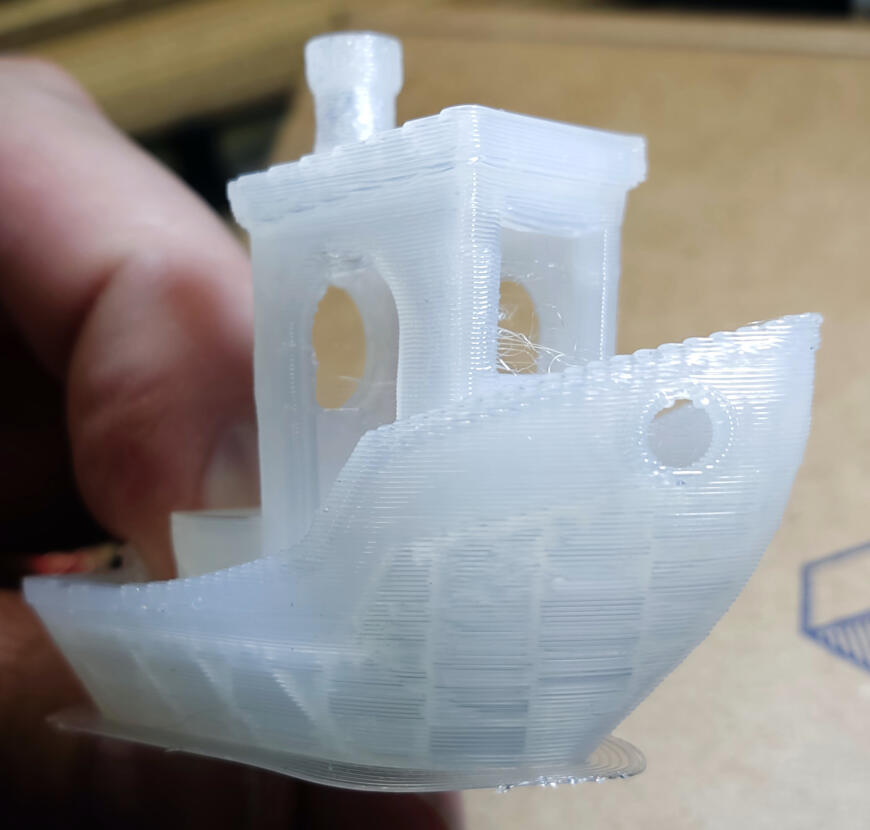
Окей, а что насчет целого Бенчи? О таком задании прошлые экземпляры и мечтать не смели. И ведь тоже получился с первой попытки похожим на кораблик, а не на кучу ниток, как его предшественники.
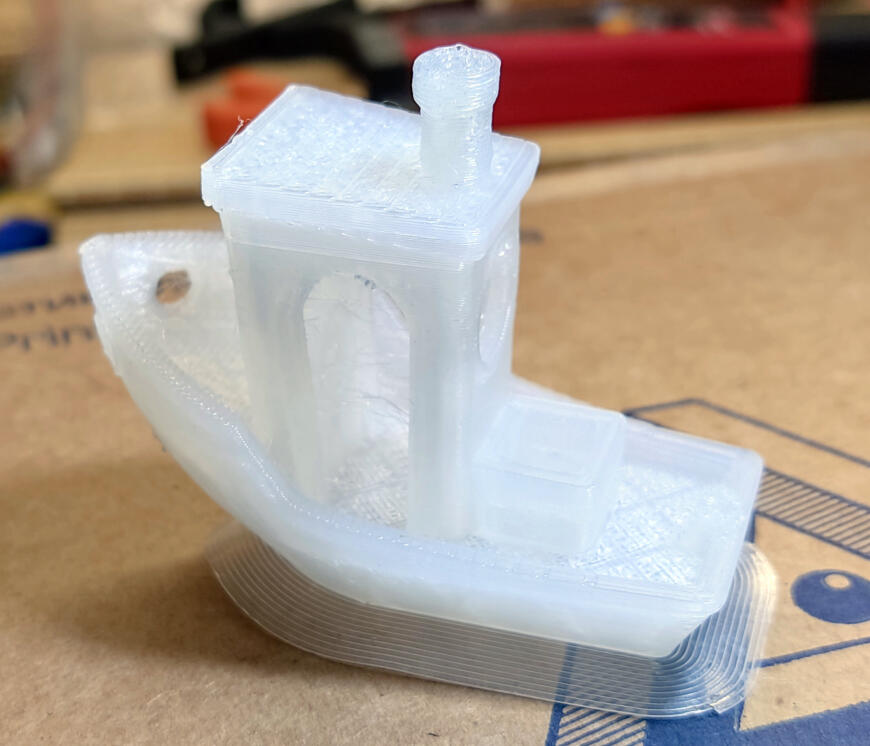
Да, не идеально, немного оплыл нос и окна сверху, но это же нейлон, самый капризный из бытовых пластиков! Видал я результаты куда хуже у пластиков куда покладистей.

 А тут даже труба получилась как настоящая. И опять никакой попытки побега со стола во время печати, да и после пришлось помогать ему отскочить.
А тут даже труба получилась как настоящая. И опять никакой попытки побега со стола во время печати, да и после пришлось помогать ему отскочить.
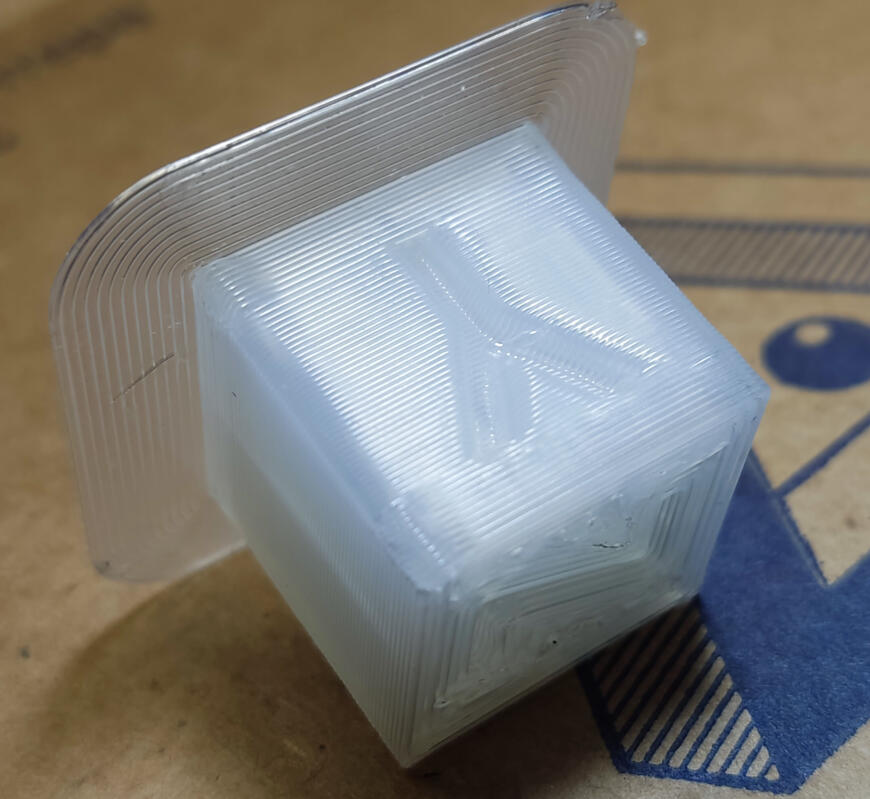
Будучи уже впечатленным по самое некуда, внес еще несколько корректив, граничащих с наглостью, в параметры, а именно: снизил температуру сопла до 250, стола до 100, скорость поднял до 40 снаружи и 50 внутри, обдув увеличил до 10% и убрал стрейч-ленту, вернув принтеру полностью открытую конструкцию. Не думаю, что это окончательные оптимальные значения, но результат сразу стал гораздо лучше.
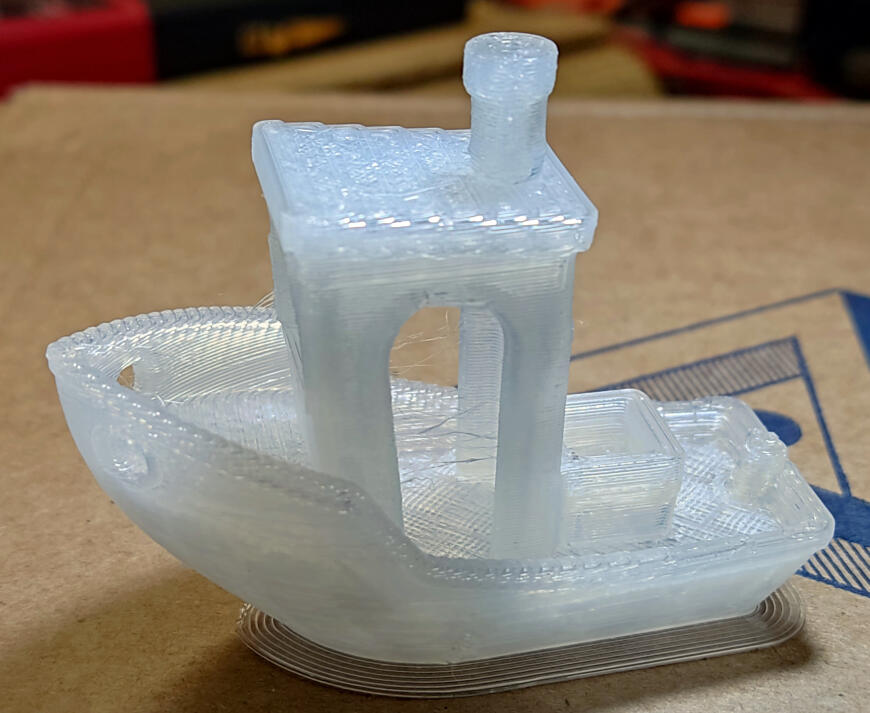 На мой взгляд максимально хорошо, из того, чего можно добиться при печати соплом 0.6 мм и слоем 0.3 мм даже от какого-нибудь PLA+.
На мой взгляд максимально хорошо, из того, чего можно добиться при печати соплом 0.6 мм и слоем 0.3 мм даже от какого-нибудь PLA+.
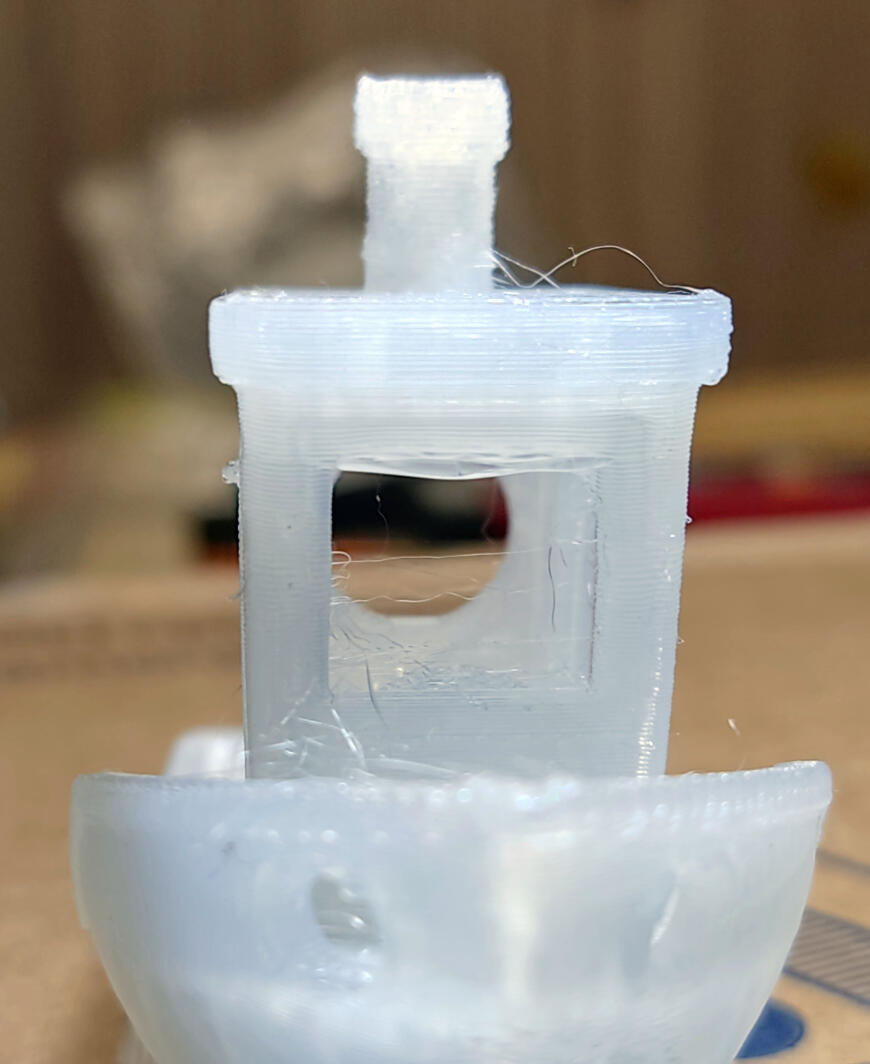
Нос уже полностью цел и имеет правильную кавказскую форму.
 Небольшие провисания на окнах остались, но уже очень незначительные, учитывая смягчающие обстоятельства.
Небольшие провисания на окнах остались, но уже очень незначительные, учитывая смягчающие обстоятельства.
 Нитевидные «сопли» я специально убирать не стал, чтобы было понятно, что они есть, но представляют из себя некритичную паутинку, легко удаляемую без инструмента.
Нитевидные «сопли» я специально убирать не стал, чтобы было понятно, что они есть, но представляют из себя некритичную паутинку, легко удаляемую без инструмента.
Даже надпись на дне вполне себе читаемая.

Итого. От этого нейлона я практически в восторге! Конечно, я заранее читал краткие отзывы и мнения нем, которые, как правило были положительными, потому и взял на пробу. Но чтобы вот так! Данный материал вобрал в себя все лучшее от нескольких абсолютно разных пластиков: прочность, высокую температуру размягчения и износостойкость от нейлона, а неприхотливость, простоту и легкость печати от PETGа. И все это по вполне демократичной цене. До сего дня считал что такое невозможно и до сих пор боюсь, что обнаружится какой-то подвох. Потому буду продолжать испытания.
С производителем я никак не связан, материал рекламой не является. Покупать или нет дело каждого, а для себя я нашел то, что искал, чем очень доволен и всем того же советую.
Тест нейлонов: для 3D-печати и для травы
Сравним 8 нейлонов: 4 филамента и 4 лески для триммера. Стоит ли переплачивать? В обзоре тесты прочности, трения и легкости печати. Выводы в цифрах.
Нейлон — сложный для 3Д-печатника пластик. Он отлипает от стола, его скручивает при остывании, у него самый большой коэффициент линейного расширения при изменении температуры, он впитывает влагу как верблюд, его постоянно нужно сушить, он требует сильного нагрева стола и желательно термокамеру. Да, и нейлон втрое дороже PLA и PETG.
Но преимущества иногда заставляют мириться со всеми этими недостатками. Нейлон очень прочный. Из всех доступных для печати пластиков он по прочности чемпион. При этом он эластичен. А в тонком слое даже гибок. Он не становится хрупким на морозе и не плывет при температурах, когда PLA уже превращается в кисель. У него самый низкий коэффициент трения. Шестерни, втулки, ползуны, изготовленные из нейлона, не нуждаются в самзке и при прочих равных будут служить в разы дольше, чем детали из abs, pla или PETG. Наконец, нейлон не боится большинства растворителей и агрессивных сред, он более-менее устойчив к ультрафиолету.
Сегодня у меня на столе два нейлона от разных производителей — Best Filament и Print Product. Кроме того, Print Product поделился со мной образцами еще двух филаментов — Nylon Mod и Nylon Strong. Вне конкурса в обзоре участвуют не филаменты вовсе, а лески для триммеров. Тех самых триммеров, которыми нас летом будят по утрам дворники, противно жужжа под окнами. Приступим.
Nylon от Best Filament
За 120 рублей вам отдадут пробник филамента весом порядка 30 грамм. 1 кг станет вашим за 5200 рублей.
На пакете указана температура печати — 250-260 градусов. Температура стола — 110-120 градусов. Пластик ровный, упругий, диаметр нити по всей длине — 1,75 в пределах погрешности измерений штангелем.
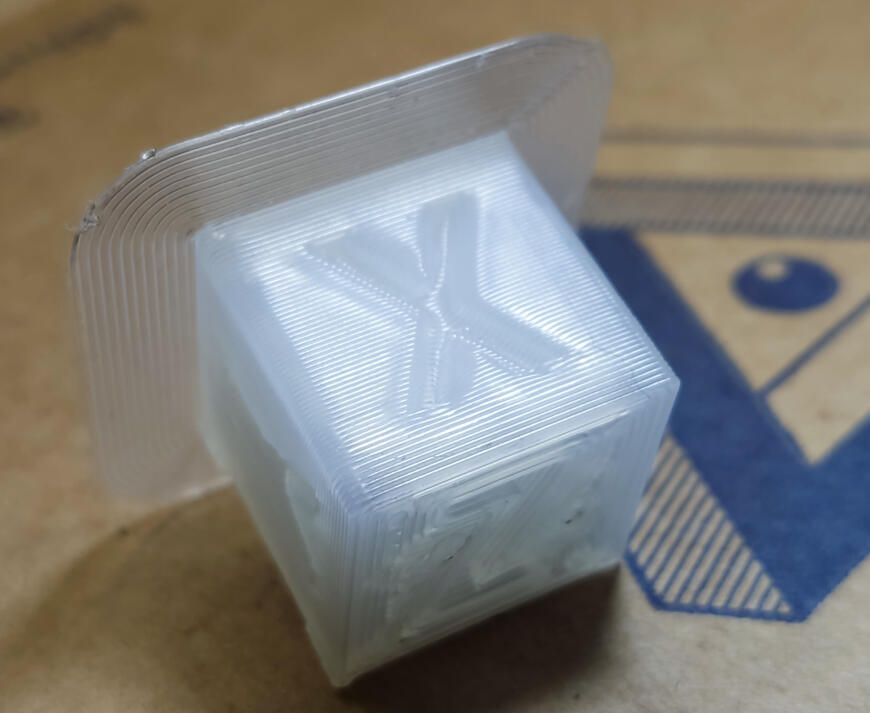
Сначала я решил напечатать что-то простое и быстрое. Кубик 20х20 в режиме вазы отлично подошел. Он удобен для проверки спекаемости слоев, толщины стенки и усадки.
Первую попытку печати я даже не успел сфотографировать. Пластик налип на сопло и принтер стал елозить горячим комком нейлона по столу. Остановив это безобразие, я остудил стол и смазал его дедовским БФ-2. Это буквально флакон моего дедушки. Годен до 1991 года. Он, конечно, подзасох, но спиртом разводится превосходно, так что настал его звездный час. 30 лет ожидания не были напрасны.
К модели добавил рафт. Дело пошло веселее.
Следующей проблемой стала плохая межслойная адгезия. Кубики выглядели вот так:
Начал экспериментировать с обдувом. Интуитивно кажется, что чем сильнее обдув, тем хуже должен спекаться слой со слоем. На практике оказалось все не так. Обдув нужен, хоть и небольшой. И все же до желаемого качества еще далеко. Модель все равно отрывалась по углам, а слои получались мутноватые и неровные.
После нескольких экспериментов я понял, что филамент не полностью высушен. Он находился в сушилке с другими филаментами и влага не только испарялась, но и в некоторой степени перераспределялась между образцами. Не надо так делать.
Посушив еще несколько часов, я снова напечатал кубик. На этот раз вышло намного лучше.
Полоска иной фактуры у самого дна — это попытка выключения обдува. Эксперименты не прекращались ни на минуту.
После проведем еще несколько тестов, а пока обратимся к прямому конкуренту.
Nylon от Print Product
Нейлон от Print Product существенно дешевле пластика из Best Filament. Его килограмм стоит всего 3780 рублей, а пробник в 10 метров вам отададут и вовсе бесплатно. Учитывая, что нейлон — самый непредсказуемый пластик, этот подарок придется очень кстати.
Сама нить выглядит чуть более матовой и менее прозрачной, чем у BF, но на печать это повлиять не должно. На пакете указана температура печати: 235-260 градусов. Про температуру стола ничего не говорится.
Перво-наперво я его хорошенько просушил. Было 27,7 г, стало 27,13 г. Это 2,1% влажности. Для нейлона это обычное дело, но вообще много. Не поленился размотать и измерить образец — 9,73 м. Получается, что если диаметр 1,75 (что очень похоже), то плотность нейлона 1,16 г/см3, что тоже похоже на нагугленные 1,15 для сферического нейлона в вакууме.
Я решил напечатать пустой куб в режиме вазы (стенки в один слой, верхней грани нет). Еще до окончания печати он начал слоиться.
Потом был полнотелый тестовый кубик. Он выглядел вполне симпатично, пока был приклеен к столу, но при попытке оторвать его от стола, он тоже распался на слои — так сильно держал БФ-2. А пустотелый куб при пальпации распустился на нитки, как старый свитер.
И только с третьей попытки, регулируя скорость, температуру и обдув, мне удалось добиться приемлемого куба:
Есть надежда, что со следующим филаментом будет проще. Ведь это не просто нейлон, а нейлон, модифицированный для уменьшения усадки!
Nylon Mod от Print Product
Килограмм стоит 3700 рублей.
Этот филамент при первом осмотре показался мне подозрительным. Сейчас вы сами все увидите:
Да, он полон пузырей, как швейцарский сыр! Я написал производителю, мол, не хотят ли они поменять образец, особенно учитывая то, что я собираюсь писать обзор на него. Нет, отвечают, все нормально, это из-за пластификатора, так и должно быть, так что пишите на здоровье. Ну, ок.
Вес 30.79 г. При длине отрезка 9,95 м получается, что удельный вес большой — 1,29 г/см3. Это странно, учитывая, что в нем так много воздуха. Что ж, посмотрим, как он себя проявит.
Кубик-ваза не оторвался от стола даже без рафта и брима! Но с клеем, конечно. Впечатляет. А вот пузырьки все-таки проникли в печать.
Не критично, но на прочность могут повлиять. Увидим позже. А может быть именно из-за этих «волшебных пузырьков» модель и не оторвалась от стола. Они сделали ее более эластичной.
Nylon Strong от Print Product
Этот филамент позиционируется как самый прочный в линейке Print Product. Цена — 3980 р/кг.
Вес 27,89 г. Длина 9,73, так что плотность немного больше — 1,17 г/см3
Пруток филамента ровный, матовый, непрозрачный, бежевого цвета. На упаковке указана температура печати — 230-260 градусов. Разумеется, его тоже нужно сушить. Ночь в сушилке и заправляем в принтер:
Печатает легко, ровно, но вот межслойной адгезии мне удалось добиться не сразу. Чем сильнее липнет к столу первый слой, тем значительнее напряжения возникают между первыми слоями и последующими.
По всему выходило, что первый слой должен иметь некоторую свободу перемещений относительно стола, но при этом окончательно от него не отлипать. Тут мне пригодился совет, данный менеджером Print Product для таких случаев. Рафт из PLA! Очевидно, схема такая: PLA хорошо липнет к столу. Нейлон к нему липнет не идеально, но верхние слои рафта деформируются одновременно с усадкой нижних слоев нейлона. Это позволяет даже при не очень хорошей адгезии сохранять единство конструкции.
Попробовал я с PLA, потом с PETG, и рафт из PETG мне понравился даже больше. С этого момента я печатал на таком рафте и проблема с отлипанием нижних слоев от верхних больше не встречалась.
Вне конкурса:
Леска для триммера Hammer
Эту леску я купил в Максидоме. Она круглого сечения, диаметр заявлен 1,6 мм, длина 15 метров. Артикул 216-819. Покупка обошлась мне в 87 рублей. Изготовил ее Евгений Викторович Лобков из Новокубанска для чешского бренда «Хаммер Веркцойг». Посмотрим, чем же нас порадует Евгений Викторович. Так как диаметр тут заявлен «не наш», то нужно будет сделать соответcтвующую настройку в слайсере.
Масса этой бухты 36,4 г, а это значит, что килограмм нейлона нам бы обошелся в 2390 рублей.
При печати этот нейлон трещал как полковой барабан Кутузова, а экструдер даже пускал дымные колечки. Получилось вот что:
Нити внутри кубика говорят нам о том, что когда поступление филамента в хотэнд прекратилось, и даже отработал ретракт, вытекание еще вовсю продолжается — пузырьки водяного пара расширяются и выталкивают филамент из сопла. Несколько сеансов просушки снизили этот метеоризм, но некоторая бугристость поверхности на распечатанной детали все равно присутствует.
Скажем прямо, Евгений Викторович меня разочаровал. Надеюсь, с травой эта леска справляется лучше.
Леска для триммера Дельта, желтая
Ее я тоже купил в Максидоме, сделана она в Санкт-Петербурге фирмой «Технопласт».
При весе брутто 32,04г и длине 15 метров, она выглядит тоньше своих номинальных 1,6 мм.
Но и цена вдвое меньше лески от Евгения Викторовича — всего 35 рублей. Несложные вычисления определяют цену килограмма — 1090 рублей. Рекорд. На радостях от вычислений, напечатал из желтой лески несколько деталей.
Попутно прожаривал его в сушилке снова и снова, потому что лило из сопла постоянно и со страшной силой, невзирая ни на какие ретракты. Получилась вот такая резьба, к примеру:
После очистки скальпелем резьба, конечно, закрутилась, но эффект, что называется, не торт.
Вторая напасть — плавает диаметр. На практике это выглядит как горизонтальные полосы.
Впрочем, не будем забывать, что нейлон — это пластик технический, и делать из него статуэтки — не самое разумное применение.
Клея БФ оказалось достаточно, чтобы деталь приклеивалась к столу, отлипаний не было. А вот с диаметром прутка пришлось повозиться. Я снова напечатал пустой кубик, замерил стенку, получилось сильно меньше 0,43. Вычислил пропорцию, по ней нужную площадь сечения, по площади диаметр и вбил новый диаметр в слайсер. Итог: реальный диаметр — 1,3 мм, а не 1,5 мм, как обещали.
Для принтера это оказалось не проблемой. На всякий случай чуть усилил прижатие филамента к ролику экструдера.
На фото видно, как края кубика отлипли — идеальной нижней плоскости не получилось. Но для триммерной лески — приемлемо.
Леска для триммера Дельта, оранжевая
Эту леску я купил в Леруа Мерлен. Не смотря на то, что она того же производителя, что и предыдущая, выглядит она поприличнее: пруток ровнее по диаметру, ярче окрашен и вообще толще. Почти дотягивает до заявленных 1,5 мм. Бухта в 45 м мне обошлась в 176 рублей. Весит она нетто 92,57 г. После хорошей просушки — 90,5 г. Таким образом, влажность 2,3%. Получается, 1кг стоит 1945 рублей. Неплохо. Чтобы не заморачиваться с клеем, печатаю сразу на рафте из PETG:
После первого кубика нормируем поток в слайсере, чтобы стенка была 0,43 мм. Для этого пришлось выставить диаметр прутка 1,443 мм.
Второй кубик получился заметно плотнее. И ровнее.
Леска для триммера Sterwins, ядовито-желтая
Польского производства. Диаметр 1,5 мм, длина 45 м, в Леруа Мерлен стоила 155 рублей. Сырая весит 101,56 г., сухая 98,99. Влажность 2,6%. Стоимость 1566 рублей за кило. Выглядит она очень хорошо. Ровная. Гладкая. Самая эластичная, и где-то даже мягкая.
Цвет, конечно, на любителя, но для технического применения он не так важен. Пробуем:
Как видим, даже на рафт в 1 слой прилипает хорошо и лишь самые уголочки кубика отлипают:
Диаметр оказался ровно как заявлен: 1,5 мм. Так что подкручивать в слайсере ничего не надо, если заранее выставить нужный размер.
В общем и целом, все 8 филаментов оказались годными для печати. Всем требуется сушка непосредственно перед применением. Все имеют тенденцию к отлипанию от стола, но это преодолимо клеем или рафтом из пластиков другого типа.
Впереди основная часть тестирования, а подведем итоги мы сводной таблицей всех выявленных характеристик.
Печатаем шестерню
Нейлон превосходно подходит для изготовления шестерен. Получаются прочные и скользкие. Шестерни бывают прямозубые, косозубые и шевронные. Прямозубые шумны и при прочих равных быстрее ломают зубья — при передаче крутящего момента нагрузка ложится в основном на один зуб. Косозубые лучше справляются с нагрузкой, но при их работе возникает осевое усилие, что не всегда приемлемо. Лучше всех себя ведут шевронные, у них зубья «елочкой» — они лишены недостатков обоих типов. Но для них требуется сложная металлообработка. А технология 3Д печати позволяет делать любые шестерни, и шевронные с той же легкостью, что и прочие. Поэтому для опытов я смастерил модельку небольшой шевронной шестеренки.
Попробуем ее распечатать разными филаментами. Условия печати одинаковые, отличается только настройка диаметра филамента.
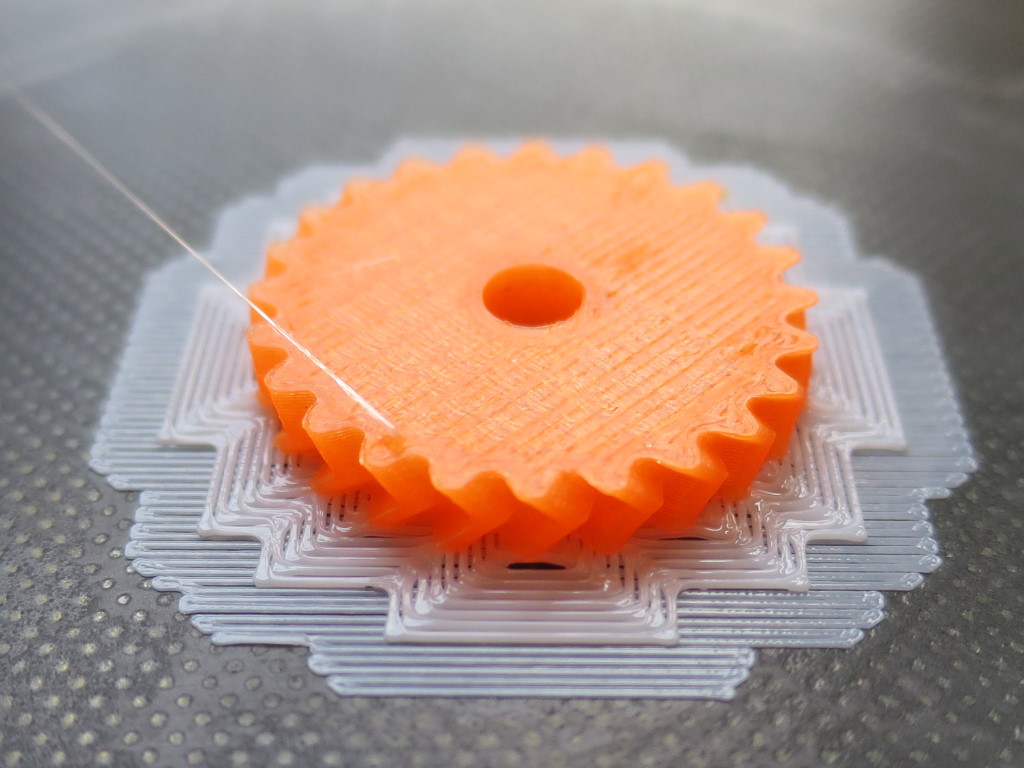
Все нейлоны справились с задачей. На рафте это оказалось легко, хотя все шестерни в большей или меньшей степени повело — краешки рафта чаще всего отлипали от стола.
После остывания деталь легко отлипает от рафта.
Итак, что же в итоге получилось? Шестерня у меня толщиной 4 мм. Но из-за прогиба получалась всякий раз толще. По толщине можно сравнить изгиб.
Best Filament — 4,62 мм
Print Product — 4,55 мм
Print Product Mod — 4,43 мм
Print Product Strong — 4,27 мм
Дельта желтый — 4,13 мм
Дельта красный — 4,24 мм
Неплохой результат. И шестерни вышли вполне работоспособные.
После сравнений я подумал, что, может быть, без рафта, на клею, шестерня будет ровнее?
Нет, не будет. Ее просто оторвет. Еще пробовал проварить в воде несколько минут, как советуют в интернетах. Не, не помогло — как был небольшой изгиб нижней поверхности, так и остался.
Прочность
Для этого теста я распечатал по несколько «восьмерок» из каждого типа пластика, с узким местом сечением 1х1 мм. Получилось вот так:
Потом растягивал их до разрыва, удерживая безменом. Для зачета я брал наилучший результат.
Best Filament: 4.300 г.
Print Product Nylon 5.525 г.
Print Product Mod 4.960 г.
Print Product Strong 4.100 г.
Дельта желтый 5.285 г.
Дельта Красный 6.045 г.
Strong ведет себя странно, возможно, я не нашел оптимальные для него настройки печати. Но имеем что имеем, вы сами все видели.
Удивил и Sterwins. Он оказался таким прочным, что поломал мне стенд и продолжать эксперимент пришлось уже после ремонта. И вы обратили внимание на его растяжение?
Коэффициент трения
Легко и быстро измерить в домашних условиях коэффициент трения не так-то просто. Пришлось прибегнуть к дендро-фекальному методу. Из подручных средств мне на глаза попался моторчик-микродрель. Я решил зажимать его вал втулочкой из нейлона:
Втулку прижимать специальной гостовской прищепкой из сертифицированной древесины и с поверенной нормировочной пружиной.
Ну и, разумеется, сами втулочки будут распечатаны с одними и теми же настройками и по одной модели. Таким образом мы насколько возможно уравняем все факторы, влияющие на торможение мотора, кроме одного, важного для нас, фактора — материала втулки. А нагрузку на мотор проще всего отслеживать по потребляемому току. В режиме холостого хода он минимален, при полном стопорении ротора — максимален. А ток измерять легко и приятно, этим у нас займется лабораторный блок питания.
Для начала, ток холостого хода: 0,28А
Втулка из нейлона от Best Filament показала ток 0,91А
Втулка из нейлона от Print Product показала ток 0,95А
Втулка из нейлона от Print Product Mod показала ток 0,95А
Втулка из нейлона от Print Product Strong показала ток 0,91А
Втулка из лески Hammer показала ток 1,12А
Втулка из желтой лески Дельта показала ток 0,98А
Втулка из красной лески Дельта показала ток 0,90А
Втулка из лески Sterwins показала ток 1,20А
Последний замер лишь подтвердил тактильные ощущения: как будто этот ядовито-зеленый пруток немного не скользкий, а липкий.
Итоговая таблица
Выводы
1. При желании, печатать нейлоном можно даже на недорогом принтере для начинающих.
2. Очень удобный вариант — взять пробник нейлона бесплатно и найти на нем оптимальные настройки печати для своего принтера и применения. Первый образец Print Product дает бесплатно. Потом, если нужно распечатать одну шестеренку, купить еще пробник за 50-150 рублей. Для бытового применения (шестерня на мясорубке) его должно хватить.
3. Печать на рафте из другого пластика хлопотнее, но надежнее, чем на клею. Не оставляет следов и не рвет деталь при деформации или при снятии со стола.
4. Настоящий филамент из нейлона от двух производителей примерно равноценен. (Но у одного из них сейчас работает купон на 25% скидку.)
5. Дополнительные присадки в филамент от Print Product действительно снижают усадку, но влияют и на другие качества материала, так что подбирать нужно под конкретную задачу. К примеру, прочность снижается, и трение снижается. См. п.2.
6. Сушка строго обязательна перед каждым использованием.
7. Лески для триммеров вполне подходят как эрзац-филамент, особенно учитывая цену. Например, для проверки собираемости моделей, для некритичных деталей, детских игрушек (яркие цвета) и т.п.
8. Лески (как минимум, некоторые) довольно заметно отличаются по характеристикам от классического нейлона, что бы там ни писали на этикетках. Каждый раз это в каком-то смысле лотерея. C настройками печати возни больше.
В обзоре принимали участие:
Принтер Anycubic Mega-S
Ссылка на проверенного продавца
Значительно лучше чуть более дешевого Zero и почти неотличим от заметно более дорогого Pro. Проще модернизируется, чем Ender. В качестве первого принтера — идеален.
Филамент от Print Product
http://printproduct3d.ru
(Да! Купон на скидку в 25% поищите на моих фото.)
Триммерная леска из ближайших хозяйственных магазинов
Безмен электронный
Безмен, цена порядка 200 рублей.
Знаете, почему мой так потрепан? Потому что я купил его еще в 2011 году и с тех пор он в работе. Взвешивал все — от кота до мешков штукатурки. И даже батарейку заменять не пришлось. А сейчас еще появились версии с подсветкой. Кстати, если нужно что-то взвешивать без фиксации измерения, как я в эспериментах — просто нажмите на 5 секунд на кнопку Tare. А если долго держать нажатой кнопку Unit — безмен покажет температуру. Да, там встроенный термометр! Не благодарите.
Блок питания лабораторный
Ссылка на версию 10А. Рядом есть подешевле на 5А.
Мощный (10А) блок питания с диапазоном напряжений 0-32 Вольта. Не греется, не пищит, вентиляторами не шумит (их нет в нем), все напряжения и токи четко выдерживает. Аккумуляторы может заряжать по схеме CC-CV без дополнительных приспособ. КЗ не боится. Осциллограммки ровные.
Моторчик-микродрель
Как уменя, только с большим набором цанг разных диаметров, за 300 с чем-то рублей:
Микродрель, порядка 300 руб.
Прищепка
Классическая модель, 100 рублей за 50 штук.
Но по этой же ссылке есть и нетрадиционные модели.
Весы особо точные, до 0,01г.
Для точных измерений. К примеру, можно взвесить филамент после сушки, записать вес, спрятать на хранение, а когда филамент понадобится — взвесить снова и сразу понять, нужна ему сушка или нет. Не ошибитесь с заказом, у некоторых продавцов такие же с ценой деления 0,1г вместо 0,01г.
Весы, около 300 рублей.
Штанген-циркуль
700 с чем-то, кейс в комплекте.
Этот стальной, для настоящих мужчин. Для DIY — самое то.
Сушилка филамента самодельной конструкции.



