Доступно о характеристиках сварочных аппаратов
Содержание:
Выбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество. Например, с аппаратом мощностью 160 Ампер, можно работать электродом диаметром до 4 мм, но при этом мощность дуги падает и возрастает вероятность непровара шва. В свою очередь, модель в 260 Ампер, может использовать электроды диаметром до 6,5 мм и потому с таким аппаратом с легкостью применяются 4-миллиметровые электроды без угрозы неполного формирования шва.
Так же рекомендуется выбирать аппарат с запасом силы тока на 1/3 от предполагаемой величины использования для исключения его работы на максимальной мощности и продления срока амортизации.
Продолжительность включения (ПВ)
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Продолжительность включения (ПВ) сварочных аппаратов и номинальный сварочный ток
Продолжительность нагрузки сварочного аппарата, кратко ПН % или продолжительность включения, кратко ПВ %, а также номинальный сварочный ток – основные характеристики сварочного аппарата. Номинальный сварочный ток аппарата – это значение сварочного тока, при котором сварочный аппарат может работать без перегрева и перегрузок, при условии соблюдения ПВ %.
Продолжительность включения (нагрузки) сварочного аппарата характеризует его работу в повторно-кратковременном режиме, то есть обозначает период работы аппарата под нагрузкой (процесс сварки) и период работы без нагрузки. Вместе периоды образуют так называемый сварочный цикл. Обычно берут десятиминутный цикл сварки. Продолжительность нагрузки измеряется в процентах и может иметь значение от 20% до 90% в зависимости от сварочного аппарата и величины номинального сварочного тока. Обычно показатель ПВ % указывают на максимальном сварочном токе, например, сварочный инвертор Neon 160 компании «Электро Интел» (Россия) имеет ПВ – 80% при максимальном сварочном токе 160 А. Это значит, что инвертор Neon 160 может работать под нагрузкой восемь минут из десятиминутного цикла сварки.
Почему значение ПВ не может быть 100%? Потому что в реальной работе всегда необходимо время для смены сварочного электрода, удаления шлака, осмотра сварочного шва, наконец просто отдыха сварщика и др. На практике достаточно, чтобы сварочный аппарат имел значение ПН – 60% на максимальном сварочном токе. Но зачастую недобросовестные производители завышают значения ПВ% и максимального сварочного тока аппарата. Работа на таком сварочном аппарате на максимальных значениях может привести к его перегрузке, перегреву, выходу из строя.
Как выбрать инверторный сварочный аппарат для дома? На что обратить внимание

«Инвертор — это устройство, с помощью которого происходит преобразование постоянного напряжения в переменное высокочастотное».
Работы по сварке в небольших объёмах востребованное дело, именно поэтому рынок отреагировал массовым появлением бытовых инверторов, так называемого, хобби-класса.
Конечно, это оценили и специалисты, которым по роду занятий периодически нужны сварочные работы. Удобно, компактно, быстро. От профессиональных аппаратов, «бытовой» в первую очередь отличается укороченным циклом работы. Проще говоря, несколько минут сварки чередуются с технологическим перерывом.
Итак, наша тема разговора на сегодня — как выбрать инверторный сварочный аппарат для мелких домашних нужд. Поехали!
Из этой статьи вы узнаете:
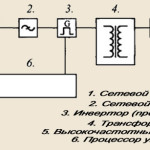
Схематичный принцип работы сварочного инвертора
Логика здесь следующая:
Видите как всё «до безобразия просто». Да да, скажет кто-то, куда же ещё проще.
Основные плюсы и минусы инверторов
Начнём с хорошего:
Ещё добавлю, что встроенный процессор создаёт устойчивую связь тока и напряжения. Поэтому, «варить» постоянкой гораздо легче, чем переменкой. В момент зажигания дуги, инвертор создаёт импульс так называемого «Горячего старта» (Hot start), а в случае короткого замыкания, функция «Антистик» (Antistick), отключает подачу тока и «прилепить» электрод практически нельзя (хотя и бывает). А для повышения качества сварки вертикальных швов имеется функция «Форсаж дуги» (Arc force). Эти опции есть практически у всех аппаратов. Среди дополнительных стоит выделить:
Ну и недостатки, как же без них:
Есть и ещё, однако они не являются общими для всех, поэтому это все.
Типы современных аппаратов для дома и дачи
Бытовые «особи» отличаются кратковременным режимом, то есть, промышленный объём работ здесь не уместен. Сварочный ток, генерируемый инвертором, обычно варьируется в пределах от 120 до 220 ампер. Сегодня производители предлагают инверторы, которые предназначены для следующих видов работ:
Прошу заметить, что обычно мы пользуемся только первым вариантом, а все другие предназначены для более квалифицированного и профессионального персонала. Их мы рассматривать не будем, хотя знаю много людей, использующих в своих гаражах плазменную резку, полуавтоматы и даже сварку аргоном.

Основные критерии выбора инвертора
Вот, наверно, самый простой алгоритм:
1.Мощность сварочного тока;
А теперь с этого места поподробнее:
Номинальный сварочный ток
Он обеспечивает оптимальные условия эксплуатации с учётом продолжительности нагрузки (ПН) или продолжительности включения (ПВ), указываемой в %. Например, ПН (ПВ) = 20% говорит о том, что за 10 минут работы, непосредственный процесс работы составит 2 минуты, а ещё 8 минут, аппарат «отдыхает».
При определении этого параметра сварочного инвертора, исходите от максимальной толщины металла, с которым чаще всего будете работать. В соответствии с этим определится и диаметр необходимого электрода. Обычно учитывается максимально допустимый ток для конкретного аппарата. Что это значит. Например, если Ваш рабочий ток будет 120 ампер, то следует подбирать инвертор с номиналом в 160-180, то есть, нужно предусматривать запас мощности в пределах 30-50%. Для чего это надо? Отвечаю.
Обычно для бытовых потребностей достаточно диапазона от 120 до 200 ампер сварочного тока.
«Совет. Если «напруга» в сети постоянно снижена, берите модель, в РЭ (руководство по эксплуатации) которой, указана возможность эксплуатации при пониженном напряжении и от переносного генератора. Обычно они оснащены устройством коррекции коэффициента выходной мощности (PFC — power factor corrector). Их часто используют как сварочные инверторы для дачи, т.е. рассчитанные для работы в нестабильной питающей сети».
Здесь сказать особо нечего, но следует знать о некоторых тонких моментах, а именно:
1.Несоответствие параметров изложенных в РЭ к фактическим
«Совет: Спросите в магазине о возможности продемонстрировать аппарат на максимальном сварочном токе и использовать при этом наибольший диаметр электрода. Например, аппарат в 160 А должен надёжно функционировать с электродом 4 мм, а 200 А, с 5 мм. Любой сварщик Вам скажет, что для нормальной сварки берётся 40 ампер на 1 мм. диаметра электрода. Это минимальное значение».
2.Несоответствие показателя номинального тока и названия инвертора
Например, марка Blueweld Prestige 171/S имеет ток 150А, хотя обычно мы предполагаем, что «171» является обозначением тока.
 «Совет: Тщательно читайте данные паспорта по номинальному сварочному току».
«Совет: Тщательно читайте данные паспорта по номинальному сварочному току».
3.Неизвестные марки
Мы люди взрослые, поэтому не дайте жадности победить разум. Такие приборы обычно продают не в авторизированных точках, а в обычных хозмагах, поскольку они не имеют официального сервиса. А мобильный номер «классного специалиста» по ремонту — это не гарантийная мастерская с фактическим адресом и стационарными телефонами.
«Просите сертификат — там будет указана страна производитель. Часто китайский ширпотреб не имеет обозначений и «продавцы-консультанты» могут уверять, что инвертор сделан, например, в Австрии. Нет сертификата — улыбайтесь и уходите».
4.Инверторы на одной плате
Хитрый случай. Все его элементы по управлению (силовые процессы, питание и др.), вложены в одну плату. Недорогое решение при покупке, но очень дорогое при ремонте. Любая поломка требует ремонта платы. А в большинстве случаев, Вам говорят «нет ремонта», есть только «покупка новой платы». Цена новой платы, может выйти в 60-80% от цены нового.
Одноплатные сварочные инверторы можно узнать по вертикально размещённым вставкам (силовым разъемам). Вот как выглядят некоторые из них.

Ещё добавлю – будьте внимательны к «бесплатному сыру» в виде акций. Под ними часто скрывается распродажа не сертифицированного, залежалого или дефектного товара (причём дефект (слабое звено), проявится не сразу).
Марка и бренд производителя
Отдавайте предпочтение известным брендам. Поищите в интернете сайт производителя. Если будет многоязыковая поддержка – бинго! Это вроде мелочь, но позволяет сделать вывод, что товар продаётся на нескольких рынках. А значит, проверенный.
Немаловажным является и комплектация (сечение и длина кабелей, качество клемм, держателей электродов и пр.). Присмотрев инвертор, почитайте конкретные отзывы на «узких» форумах, поищите материалы независимых тестов. Позвоните в гарантийную мастерскую и поинтересуйтесь, как часто бывают проблемы с моделью, имеются ли в наличии оригинальные запчасти или надо ждать «под заказ». Взвесив все плюсы и минусы, сами ответите на вопрос, какой сварочный лучше.
 Анекдот в тему : Приезжает мужик на СТО, подходит к сварщику:
Анекдот в тему : Приезжает мужик на СТО, подходит к сварщику:
— У меня бампер отвалился, ты сейчас прихвати его по краям, а дома я проволокой намертво прикручу.
Было познавательно? Тогда подписывайтесь на обновления и будете в курсе всех новостей блога. Хотите порекомендовать статью друзьям? Кнопки соцсетей в конце статьи к Вашим услугам…
Успехов и удачного приобретения аппарата!
Инструменты
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
![]()
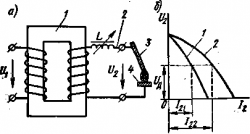
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора

Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
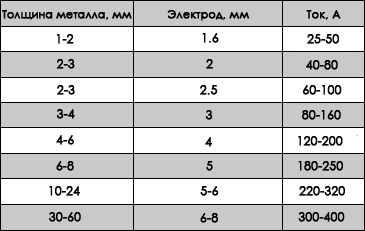
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
![]()
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
![]()
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
![]()
Для выполнения расчетов потребуются следующие исходные данные:
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.



