Объёмная штамповка
Технология объёмной штамповки
Объемная штамповка делится на открытую, при которой по периметру поковки образуется заусенец, или облой, и закрытую, когда заусенца, или облоя, не образуется. В конечный момент открытой штамповки ручьи образуют единую замкнутую форму, соответствующую конфигурации поковки с заусенцем (заусенец занимает от 50 до 80% объема заусеночной канавки). При закрытой штамповке в конечный момент образовавшаяся форма соответствует конфигурации поковки без облоя или заусенца ( рис. 142 ).
Рис. 142. Штампы: а — открытой штамповки; б — и в — закрытой штамповки.
Штамповка по сравнению со свободной ковкой имеет ряд достоинств: высокая производительность; однородность и точность получаемых поковок; высокое качество поверхностей штампуемых поковок, в связи с чем они обрабатываются только в местах сопряжений с другими деталями; возможность получения поковок сложной конфигурации (рис. 143).
Закрытая штамповка обеспечивает получение поковок без заусенца, благодаря чему заготовка может быть уменьшена на объем этого заусенца, а отсутствие заусенца по периметру поковки ведет к сокращению цикла технологического процесса и экономии электроэнергии и штамповой стали.
Рис. 143. Поковки: а — штампуемые в открытых штампах; б — в закрытых штампах.
Объемная штамповка имеет и недостатки: ограниченность штампованных поковок по весу (200 кг); высокая стоимость штампа; заусенец, вес которого составляет значительную долю от веса поковки у открытой штамповки; утяжеление поковок, полученных закрытой штамповкой, за счет увеличения напусков, образуемых односторонними штамповочными уклонами по высоте поковки.
В целях получения поковок большого веса применяют комбинированные методы ковки и штамповки. Из-за высокой стоимости штампа штамповку наиболее выгодно применять в массовом и крупносерийном производстве.
В производстве крупных поковок типа коленчатых валов применяетсясекционная штамповка.
Объемная штамповка осуществляется на штамповочных молотах, кривошипных ковочно-штамповочных прессах, горизонтально-ковочных машинах, гидравлических и фрикционных прессах, горизонтально-гибочных машинах, ротационных машинах, ковочных вальцах и др.
Особенности технологических методов штамповки на каждой машине будут рассмотрены ниже.
Процесс горячей объемной штамповки
Объемной штамповкой называется процесс обработки металлов при помощи давления в разных плоскостях. Первоначальные размеры и форма материала деформируются, что позволяет придать заготовке нужную конфигурацию согласно чертежу. Для изменения геометрических параметров металлической заготовки в нескольких плоскостях, требуется ее нагрев. Такая технологическая операция называется горячая объемная штамповка (ГОШ).
Технологический процесс
Сущность процесса горячей штамповки металла состоит в следующем: на нагретую до необходимой температуры заготовку воздействуют приложением максимальной силы. Проводится он при помощи специального инструмента – штампа.

Штамп представляет собой массивную толстостенную деталь. При каждом переходе формообразование заготовки осуществляется рабочей замкнутой полостью штампа – ручьем (гравюрой). Имеющиеся в определенных зонах штампа выступы и полости могут ограничивать течение нагретого металла.
Изготовление деталей методом горячей штамповки выполняется на металлических заготовках разного профиля:
Сначала части прутка задаются геометрические параметры, формируется поковка с последующим ее отделением.Чаще всего для горячей штамповки используется вариант нарезки заготовок. Выполняется он из металлического прутка.

Преимуществом технологии обработки металла путем горячей штамповки является уменьшение его отходов, повышение производительности труда, изготовление изделий сложной конфигурации. Изделия, которые получили методом ГОШ, легко отличить по высокой точности размеров и качеству поверхности.
Проектирование технологического процесса горячей штамповки определяется следующей последовательностью:
Финишным этапом является расчет технико-экономических показателей технологического процесса.
Преимущества и недостатки процесса
Горячая штамповка имеет некоторые преимущества и недостатки относительно ковки.
Нюансы технологии
Технология обработки металла методом горячей штамповки осуществляется в зависимости от геометрических параметров, используемого оборудования, материала изготавливаемого изделия.

Методом ГОШ изготавливаются удлиненные и дисковые типы деталей. Удлиненные детали – это рычаги, шатуны. Для изготовления таких деталей применяется штамповочный пресс.
Исходная заготовка подлежит операции протягивания и обрабатывается плашмя. Итогом производства удлиненных деталей является фасонирование при помощи ковки.
Дисковые детали – это детали квадратной или круглой формы, имеющие небольшую длину: ступицы, шестерни, фланцы, крышки.
Дисковые детали изготавливают путем технологии осадки в торец заготовки. Для их использования применяются штамповочные переходы.
Горячая ковкаШтамповочные ручьи
Поковки простой конфигурации штампуют из проката стали нужной формы – круг, прямоугольник, квадрат. Когда поковка имеет сложную форму, исходную заготовку изготавливают максимально на нее похожую производством штамповки или свободной ковки. Для таких многоуровневых операций, как правило, применяют многоручьевые штампы для последовательной деформации заготовки (фасонирования).
Технология штамповки часто происходит в несколько переходов.
Для этого требуется использование основных видов ручьев:
Нож применим в случае последовательной штамповки ряда поковок от прутка. Готовую поковку нужно отрезать от прутка на отрубном ноже.
При горячей штамповке изделий из стали используют штамповочные ручьи.
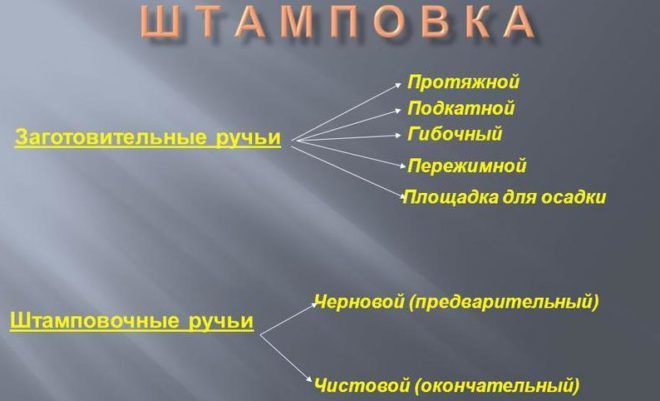
Они подразделяются на несколько типов:
Протяжные удлиняют определенный участок заготовки.
Пережимные используют, чтобы увеличить ширину определенного участка заготовки и уменьшить его высоту.
Заготовительные штамповочные ручьи позволяют перераспределить металл заготовке таким образом, чтобы изготовленное изделие принято форму с минимальным отходом материала.
В гибочных ручьях из заготовки со смещенной осью происходит формирование поковка с углом изгиба 90°.
Целью подкатных штамповочных ручьев является равномерное распределение металла по оси заготовки, увеличивая диаметр определенных ее участков.
Штамповочные ручьи также делятся на черновые и чистовые изделия.
К черновым ручьям относятся заготовки, форма которых наиболее близка к конфигурации поковки. Черновой ручей имеет большую глубину и увеличенные уклоны и радиусы скругления относительно чистового изделия.
Это необходимо для того, чтобы черновая заготовка поместилась в чистовую гравюру. Если выполняется штамповка, этот этап следует пропускать.
В чистовых ручьях изделие получает форму, напоминающую конус. Размер детали в чистовом ручье больше на величину усадки при остывании металла. Чистовой ручей размещается в центральной части штампа из-за больших усилий, оказываемых на заготовку.
Схемы штамповки
Перед процессом штамповки требуется предварительный равномерный нагрев заготовок по всему объему до требуемой температуры. При этом окалинообразование заготовки обязано сводиться к минимуму. Для нагрева заготовок используются электроконтактные, индукционные установки, газовые печи. В современном производстве распространены 2 схемы выполнения горячей штамповки:

Например, для изготовления детали цилиндрической формы у штампа имеется гравюра лишь в одной половине, вторая же выполняется плоской. Для идеального процесса необходимо, чтобы объем заготовки равнялся объему полости ручья. Однако, невозможно добиться такого соотношения, поэтому заготовку изготавливают немного большего объема, тем самым добиваются заполнения всей полости гравюры.
Рекомендации мастеров
При подаче давления на заготовку излишний металл вытесняется в разъем штампа в виде облоя (заусенца). Облой препятствует выходу металла из полости штампа, тем самым заставляя его, заполнить весь объем полости ручья.
При конечной деформации излишки металла выжимаются в заусенец. Таким образом, не предъявляются высокие требования к заготовкам по массе. На конечной стадии процесса заусенец подлежит удалению, поскольку считается отходом. Штампы открытого типа используются для поковок любого типа.
Преимущества закрытой штамповки заключаются в отсутствии облоя, но в результате уменьшается расход металла, готовые изделия имеют более однородную внутреннюю структуру и наименьшую шероховатость наружной поверхности.
В производстве деталей из малопластичных металлов, обработку которых производят при воздействии всестороннего сжатия, этот момент имеет значение.
При горячей штамповке металла штамп подвергается высоким нагрузкам – тепловым и механическим. Срок эксплуатации штампов в этом случае недолог – от 3 до 10 тыс. штук поковок.
Поэтому метод горячей штамповки экономически выгоден исключительно в массовом или серийном производстве больших партий деталей, так как штамп – инструмент довольно дорогой. Он пригоден исключительно для изготовления той поковки, для которой специально спроектирован. Это его существенное отличие от универсального инструмента свободной ковки.
Горячая объемная штамповка сталиОборудование, используемое для горячей объемной штамповки
Для обработки металлических деталей методом горячей объемной штамповки используется специальное оборудование:
Наиболее распространенными являются паровоздушные молоты двойного действия и приводные фрикционные молоты простого действия. Суть их работы заключается в ударном характере деформирующего воздействия на заготовку.
Качественное перераспределение металла достигается при одновременном регулировании хода подвижных деталей и силы удара совместно с кантованием заготовки. Молоты – относительно недорогое оборудование.
В процессе ГОШ чаще всего применяются кривошипные горячештамповочные прессы.

К отличительным чертам конструкции штамповочного пресса необходимо будет отнести жесткий привод, который не позволяет менять направление ползуна, отсутствие ударных нагрузок.
Полученные на прессах поковки имеют более высокую точность за счет жесткого хода, особенно по высоте. Это снижает появление припусков на механическую обработку (основное преимущество пресса перед молотом).
Однако, есть и недостатки. При отсутствии предварительной очистки заготовки от окалины, она вжимается в тело поковки. При контакте нагретого металла со стенками пресса происходит остывание заготовки в связи с большим количеством времени, затраченного на процесс деформации.
Особенности ГКМ
Горизонтально-ковочная машина (ГКМ) имеет штампы, состоящие из разъемной гравюры. Гравюра имеет три части: неподвижную, подвижную (зажимную) и пуансон с разъемом в перпендикулярных относительно друг друга плоскостях.

Металлическую арматуру круглого или квадратного сечения вставляют в неподвижную матрицу, подвижная матрица прижимает ее, после чего пуансон деформирует заготовку, вдавливая в формообразующую полость.
После процедуры деформирования матрицы разжимаются, заготовку нужной формы вытаскивают либо она выпадает самостоятельно. Конечный результат достигается за несколько переходов в разных ручьях. В связи с тем, что штамп имеет три рабочие части, уклоны и напуски на поковки минимальны или отсутствуют вовсе. ГКМ отличаются малой универсальностью и дороговизной.
Горячая объемная штамповка нашла свое применение в таких отраслях промышленности, как машиностроение, а также в иных производствах, где требуется создание сложных по конфигурации деталей из стали, цветных металлов и их сплавов.
Видео: Горячая штамповка металла
11 Получение заготовок холодным выдавливанием
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.

Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
История кузнечно-штамповочного производства
Кузнечное ремесло и кузнечное производство имеют многовековую историю. Человеку давно были известны простейшие кузнечные инструменты для ковки: молот, клещи и наковальня, а также и простейшее нагревательное оборудование — горн. Первая механизация процессов ковки относится к XVI веку, когда стали применять механические рычажные, вододействующие молоты, приводимые энергией водяного потока. При отсутствии гидроэнергии применялись копровые (падающие) молоты.
В 1842 году Джеме Несмит построил первый паровой молот, а в 1846 году Армстронг — первый паровой гидропресс. В том же XIX веке начали применять приводные механические и пневматические молоты, получили развитие кривошипные прессы и другие кривошипные кузнечно-штамповочные машины.
Холодная листовая штамповка
Работа штамповочного пресса. Холодная листовая штамповка деталей автомобильного кузова.
Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты).
Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности.
Листовую штамповку широко применяют в различных отраслях промышленности, особенно в таких, как авто-, тракторо-, самолето-, ракето- и приборостроение, электротехническая промышленность и др.
К преимуществам листовой штамповки относятся:
Холодное выдавливание
Холодное выдавливание осуществляется методом давления, по своей сути схожим с прессованием металла. Отличие заключается в образовании трёхосного неравномерного сжатия в области деформации, что приводит к повышению пластичности обрабатываемого материала и позволяет получать большое формоизменение заготовки[4]. Процесс формования детали заключается в следующем: под влиянием давления, создающегося при обжимании заготовки до состояния текучести, металл вытекает через отверстия матрицы соответствующей формы. Течения металла относительно к движению пуансона может иметь разную направленность и в зависимости от этого направления различают типы выдавливания.
Горячая объёмная штамповка
Горячая объёмная штамповка (ГОШ) — это вид обработки металлов давлением, при которой формообразование поковки из нагретой до ковочной температуры заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
Применение объёмной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приёмами свободной ковки.
Штамповка в открытых штампах
характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Недостаток такого способа штамповки — необходимость удаления облоя при последующей механической обработке. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах
характеризуется тем, что полость штампа в процессе деформирования остаётся закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нём облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема. При штамповке в закрытых штампах необходимо строго соблюдать равенство объёмов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
| Преимущества | Недостатки |
| 1. Высокая производительность ( сотни деталей в час), 2. Экономия металла (возможность штамповки без заусенца (облоя), штамповочных уклонов, перемычек-пленок) (рис. 47Д). | 1. Ограниченность номенклатура получаемых изделий (ГКМ предназначены для штамповки поковок, имеющих форму простых или усложненных выступами или впадинами тел вращения); 2. Высокая стоимость ГКМ, которая примерно в 1,5 раза выше, чем стоимость горячей объемной штамповки той же мощности. |
| Рис. 47Д. Поковки ролика, получаемые различными способами штамповки (показаны только напуски; припуски на механическую обработку условно не показаны) а | |
– требуемое изделие (ролик);
б
– поковка при штамповке в открытом штампе;
в
– поковка при штамповке в закрытом штампе;
г
– поковка при штамповке в закрытом штампе с двумя плоскостями разъёма на ГКМ
Продукция штамповки на горизонтально-ковочных машинах (ГКМ) (рис. 48Д)
V.II. Холодная штамповка
Холодная штамповка (ХШ) выполняется без предварительного нагрева исходной заготовки (холодная обработка) или с нагревом до температуры Тнагрева Читайте также: Металлическая лента для изготовления деталей приборов
1.2. Холодная высадка –операция уменьшения части длины исходной заготовки с получением местного увеличения поперечных размеров.
Исходная заготовка: пруток, проволока.
Оборудования: холодновысадочные автоматы.
Инструмент: пуансон и матрица.
Процесс холодной высадки похож на процесс штамповки на горизонтально- ковочных машинах.
Получаемая продукция: заклепки, болты, винты, гвозди и т.д.
1.3. Холодная объемная формовка –холодная штамповка в открытых штампах (см. рис. 39Д).
Холодной объемной штамповкой обрабатывают пластичные металлы. Металлы с пониженной пластичностью обрабатывают за несколько переходов. Между переходами изделия иногда подвергают отжигу с целью уменьшения упрочнения металла. В ряде случаев применяют полугорячую обработку исходной заготовки.
Холодная объёмная штамповка
При холодной объёмной штамповке (ХОШ) температура исходной заготовки ниже ковочной. Это обуславливает высокие значения сопротивления металла штамповочному давлению и существенно меньшую текучесть, что ограничивает возможность получения изделий сложной формы. Однако по сравнению с ГОШ металл не подвергается термическим модификациям, нет усадки при охлаждении и нет риска образования горячих трещин. Точность выполнения поверхностей при ХОШ сопоставима с таковой при обработке металлов резанием, однако после ХОШ на поверхности металла, отсутствуют концентраторы напряжений (риски и царапины). Поэтому методами ХОШ изготавливают высокоточные и (или) высоконагруженные детали, например: шаровые опоры подвески автомобилей, коленчатые валы ДВС, детали втулки несущих винтов вертолётов.
Объёмная формовка в закрытых или открытых штампах
Объёмная формовка в закрытых или открытых штампах — это процесс формообразования изделий, при котором деталь получают обжатием заготовки в штампе. Это могут быть как открытые, так и закрытые штампы. В открытых излишек металла вытекает в полость, образуя облой, в закрытых формование происходит без образования облоя[7].
Закрытые штампы, ввиду необходимости использования более мощного и дорогостоящего оборудования, а также их меньшей стойкости используют в основном для производства деталей из цветных металлов. При этом способе формовки деталей с малым диаметром и большой высотой во избежание складок деталь поддаётся обработке в несколько заходов[8].
Валковая штамповка
Валковая штамповка — формоизменяющая операция обработки металлов давлением, получения осесимметричных деталей из цилиндрической заготовки путём одновременного действия на неё радиальных и осевых нагрузок. Осевая нагрузка заготовки создаётся за счёт перемещения пуансона, а радиальная — за счёт обкатки её боковой поверхности в роликах или валках. Таким образом, валковая штамповка является способом комплексного локального деформирования, в котором в одном технологическом процессе происходит совмещение одной из основных кузнечных операций — прошивки или осадки с поперечной прокаткой или обкаткой. Валковая штамповка позволяет изготавливать круглые в плане сплошные и полые детали, тонкостенные и толстостенные изделия малых размеров, применяемые в приборостроении, а также крупногабаритные детали с высокой точностью и качеством при технологических усилиях на порядок меньших, чем при традиционных методах объёмной штамповки. Комплексное нагружение очага пластической деформации локальным периодическим воздействием с одновременным воздействием через постоянно фиксируемую зону позволяет получить новый технологический эффект, недостижимый другими методами деформирования. Валковая штамповка способствует улучшению физико-механических свойств обрабатываемого металла, обеспечивает требуемое расположение его волокон, что повышает эксплуатационные свойства получаемых деталей. Относительно низкая стоимость оснастки, незначительное время подготовки производства, возможность быстрой переналадки на другой типоразмер детали, использование оборудования небольшой мощности позволяют применять валковую штамповку как в крупносерийном, так и в средне- и мелкосерийном производствах.
Холодная высадка
Методом холодной высадки можно производить изделия с поперечными параметрами 8—9 квалитета (допуск точности), что позволяет применять эту технологию для выпуска деталей, образующих сопряжение[6].
Магнитно-импульсная штамповка
При магнитно-импульсной штамповке электрическая энергия непосредственно преобразуется в механическую энергию, приводящую к деформации заготовки. Для штамповки заготовку помещают в сильное импульсное магнитное поле, создаваемое соленоидом с подключённой батареей конденсаторов. Под действием этого магнитного поля в заготовке возникают вихревые токи; взаимодействие индуцированного ими магнитного поля с магнитным полем соленоида и приводит к деформации. Процесс проходит за несколько десятков микросекунд[1].
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Обычно горячая штамповка используется для изготовления деталей, из которых создают корпуса и другие элементы, связанные с судостроением.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Холодную штамповку деталей производят со сталью углеродистого, либо легированного происхождения, а также сплавами алюминия и меди.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Отбортовку используют обычно для обработки концов труб, на которых установлены фланцы.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.



