ГОСТ 653-43
Калибры для резьбы очка под взрыватели и трубки. Допуски
Купить ГОСТ 653-43 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
Распространяется на калибры для проверки в боеприпасах резьбы очка под взрыватели и трубки
Переиздание (с измененями, внесенными в стандарт). Май 1962 г.
Оглавление
I. Номенклатура калибров
II. Допуски калибров
| Дата введения | 01.08.1943 |
|---|---|
| Добавлен в базу | 01.02.2017 |
| Актуализация | 01.02.2020 |
Организации:
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
КАЛИБРЫ ДЛЯ РЕЗЬБЫ ОЧКА ПОД ВЗРЫВАТЕЛИ И ТРУБКИ.
комитет стандартов при
Настоящий стандарт распространяется на калибры для проверки в боеприпасах резьбы очка под взрыватели и трубки.
Цена 4 коп. Несоблюдение стандарта преследуется по закону
(Измененная редакция — Приказ № 124 1/11 1962 г.).
I. НОМЕНКЛАТУРА КАЛИБРОВ
1. Для проверки резьбы очка в боеприпасах применяются следующие калибры (табл. 1):
а) проходные резьбовые пробки с фланцами для проверки размеров резьбы и перпендикулярности оси резьбы к плоскости среза (у очка под головной взрыватель) или для проверки размеров резьбы и соосности ее с расточкой под фланец взрывателя (у очка под донный взрыватель);
б) непроходные резьбовые пробки;
в) предельные гладкие пробки для проверки внутреннего диаметра резьбы очка;
г) контрольные взрыватели (комплексные калибры) для проверки соосности резьбы очка и расточек под цилиндрические части взрывателей или внутренней поверхности запального стакана.
комиссариатом боеприпасов СССР
комитетом стандартов 18/VI 1943 г.
Переиздание (с изменениями, внесенными в стандарт). Май 1962 г.
Калибры для проверки резьбы
Наименование и назначение калибров
Признаки правильное* ти размеров, проверяемых калибрами
а) Очко под головной взрыватель. Калибр ввинчивается в очко; фланец калибра прилегает к торцу изделия;
б) очко под донный взрыватель. Калибр ввинчивается в очко;задний торец фланца калибра не должен выступать над торцовой плоскостью расточки под фланец взрывателя
Допускаемая величина одностороннего зазора между фланцем калибра и торцом изделия под головной взрыватель указывается в ТУ или в чертеже изделия
Калибры для резьбы очка под взрыватели и трубки. Допуски
2. Наружный диаметр резьбы арбитражной пробки для сопряжений без гарантированного зазора не должен быть менее предельного размера изношенной пробки механических заводов (поле /, черт. 3 и 4).
Допуски внутреннего диаметра
6. Отклонения внутреннего диаметра резьбовых пробок и контрольных’ взрывателей отсчитываются от наименьшего предельного размера внутреннего диаметра резьбы очка.
Верхнее отклонение принимается равным нулю, а нижнее не нормируется.
Форма впадины резьбы — произвольная.
Допуски шага и половины угла профиля резьбы
7. Предельные отклонения шага и половины угла профи-
ля резьбы калибров— по ГОСТ 1623-61.
ГОСТ 1623—61 введен взамен ГОСТ 1623—42.
Стаидартгиэ. Сдано в иаб. 20/IV 1962 г. Подп. к печ. 15/VI 1962 г. 0.75 п. л. Тир. 1000
Тип. «Московские печатник». Москва, Лалии пер., б. Зав. 986
Наименование и назначение калибров
Признаки правильное-та размеров,.проверяемых калибрами
а) Очко подголовной взрыватель. Калибр ввинчивается в очко; цилиндрическая часть калибра входит в расточку ВВ или в запальный стакан; фланец калибра прилегает к торцу изделия;
б) очко под донный взрыватель. Калибр ввинчивается в очко; цилиндрическая часть калибра входит в расточку ВВ; задний торец фланца калибра не должен выступать над торцовой плоскостью расточки под фланец взрывателя
Допускаемая величина одностороннего заЗора между фланцем калибра и торцом изделия под головной взрыватель указывается • технических условиях или в чертежа изделия
(Измененная редакция—Приказ № 124 1/II 1Э62 г.).
II. ДОПУСКИ КАЛИБРОВ
Допуски среднего диаметра
2. Отклонения среднего диаметра калибров отсчитываются от предельных размеров резьбы очка. У проходных резьбовых пробок и контрольных взрывателей отклонения отсчиты-
ваются от наименьшего предельного размера среднего диаметра резьбы очка. У непроходных резьбовых пробок отклонения отсчитываются от наибольшего среднего диаметра резьбы очка.
Схема расположения полей допусков калибров по среднему диаметру при наличии гарантированного зазора в сопряжении резьбы очка и взрывателя
Расположение полей допусков при наличии гарантированного зазора в сопряжении резьбы очка с резьбой взрывателя должно соответствовать черт. 1, а при отсутствии гарантированного зазора — черт. 2.
Схема расположения полей допусков калибров по среднему диаметру при отсутствии гарантированного зазора в сопряжении резьбы очка
Д Износ
Предел для пере So——да 6 П-ПР
предельный размер пробки для арбитража
Цифровые обозначения полей допусков на черт. 1 и черт. 2
Наименование и назначение калибров
Цифровые обозначения полей допусков
При наличии гарантирован* ною зазора (черт. 1)
При отсутствии гарантированного зазора (черт. 2)
Проходные калибры с фланцами
механических заводов снаряжательных заводов
механических заводов снаряжательных заводов
механических заводов— для запальных стаканов авиабомб
3. Отклонения среднего диаметра резьбы калибров должны указанных в табл. 3 и 4.
быть в пределах.
Предельные отклонение среднего диаметре резьбы в микромах
Пробки механических заводов
Пробки сиеражательиых ааподов
Сопрежеиие с гарантированным
зазором (поле X черт. I)
Сопрежеиие 6с> таран-тироваиното зазора (поле б. черт. 2)
HP. (поле За. черт. 1 н 2)
Предельные отклонения среднего диаметра резьбы в микронах
Контрольные взрыватели механических заводов для запальных стаканов авиабомб (поле 2, черт. 1)
Контрольные взрыватели снаряжательных заводов
Сопряжения с гарантированным зазором (поле 4. черт. 1)
Сопряжения без гарантированного зазора (поле 7. черт. 2)
ПР и П—ПР изношенные
Примечания к табл. 3 и 4:
1. Поля допусков среднего диаметра проходных и непроходных пробок механических заводов (поле / и поле 5, черт. 1 и 2) установлены в соответствии с ГОСТ 1623-61.
2. Отклонения для перевода рабочих проходных калибров (ПР) в приемные (П—ПР) и отклонения изношенных непроходных калибров (НЕ) — рекомендуемые.
3. Пробкой с арбитражным размером разрешаются опоры между механическими и снаряжательными заводами.
4. Отклонения проходных пробок снаряжательных заводов (поле 3, черт. 1, и поле 6 черт. 2) приведены в табл. 3 и 4 для случаев изготовления новых калибров; вместо новых могут быть использованы на снаряжательных заводах пробки, изношенные на механических заводах полностью (поле 1, черт. 1) или частично (поле /, черт. 2).
ДОПУСКИ НАРУЖНОГО ДИАМЕТРА
4. Отклонения наружного диаметра калибров отсчитываются от номинального размера наружного диаметра резьбы очка.
Расположение полей допусков калибров при наличии гарантированного зазора в сопряжении резьбы очка с резьбой взрывателя должно соответствовать черт. 3, а при отсутствии гарантированного зазора — черт. 4.
Цифровые обозначения полей допусков на схемах черт. 3 и 4 те же, что и для полей допусков среднего диаметра по табл. 2.
Схема расположения полей допусков калибров по наружному диаметру при наличии гарантированного зазора в сопряжении резьбы очка
Схема расположения полей допусков калибров по наружному диаметру при отсутствии гарантированного зазора в сопряжении резьбы очка
Классификация резьбы
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая

Особенности
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности

Из других особенностей резьбы конической трубной можно выделить:
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
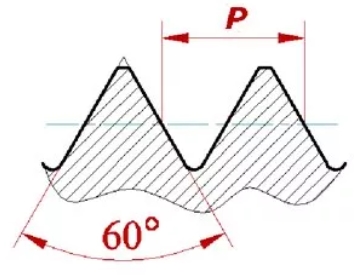
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l 2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
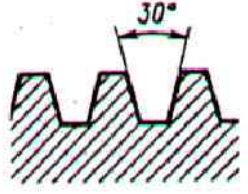
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
шаг: минимальный 1,5 мм; максимальный 48 мм;
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
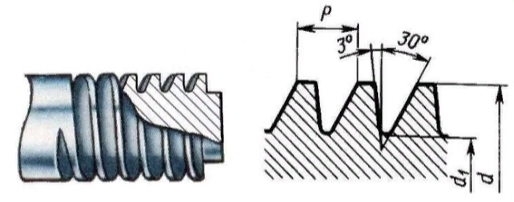
расстояние между дном спиралевидной накатки и продольной осью резьбы (обозначение d 1 ): от 7,0 мм до 70,0мм.
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
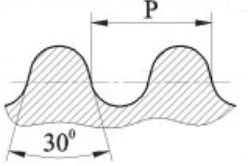
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
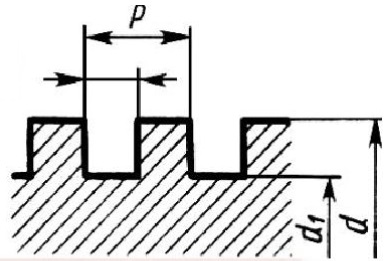
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
крупный: min 2,0 мм; max 10,0 мм;
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Чем отличается метрическая резьба от трубной, понятия, виды, характеристики
Отправим материал на почту
























С чем связаны такие отличия, почему одна считается советской, вторая – европейской, особенности работ и сертифицирующие их стандарты. Всё это мы рассмотрим и проанализируем чуть ниже.
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.

Определение использующихся терминов
В данном обзоре используется несколько специфических понятий, разобраться с которыми без дополнительных разъяснений будет проблематично. С целью избежать ошибочных самостоятельных «домысливаний» приводим перечень и расшифровку используемых определений:
Полезно! Визуально отличить многозаходную от однозаходной можно посчитав количество витков на торцевой части элемента.
Подробнее об отличиях
Разберём вопрос, чем отличается метрическая резьба от трубной, на более подробных примерах. Это позволит максимально точно разобраться с нюансами и понять существующие отличительные характеристики.
Угол наклона
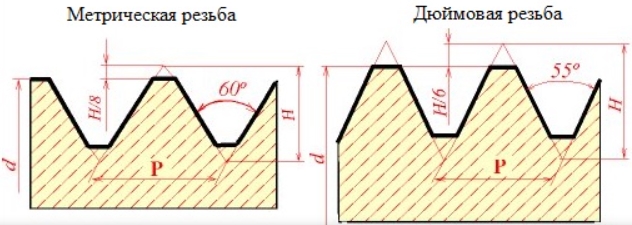
Основное отличие между этими видами нарезки заключается в резьбовом гребне и впадинах, точнее, в их форме. Метрическая резьба выполнена в виде равностороннего треугольника. Это особенность объясняет то, что наклон всех угловых размеров здесь составляет строго 60°. В дюймовых трубах значение углового размера равно 55°.
Миллиметры и дюймы
Другой особенностью метрической нарезки является размерная привязанность. В ней используется российская мерка – миллиметр. В европейской разновидности исчисление ведётся в британских дюймах.
Элементы, на которые нанесена метрическая форма резьбы обозначаются буквой «М». Располагаются они в диапазонах от 1 до 600 мм. В свою очередь, шаг их варьируется в интервале от 0,25 до 6 мм.
Важно! В трубах с дюймовой резьбой шаг резьбы исчисляется количеством витков на 2 дюйм длины нарезки.
Для трубной резьбы свойствен наружный диаметр, равный одному дюйму – 33,24 мм с делением на десятые доли:
Вышеупомянутые наименования представлены в виде популярного разговорного наименования. Каждое из них обозначает конкретный размер, который рассчитывается исходя из соотношения с одной единицей (дюймом). Например, «одна вторая» или «пол дюйма» обозначает 21,3 мм и так далее.
Для полного ознакомления соотношения диаметра и резьбы дюймовых и миллиметровых труб приводим сравнительную таблицу. Воспользовавшись её содержанием, вы сможете самостоятельно определить размер резьбы, шага и номинального значения наружного, среднего и внутреннего диаметра.
Важно! Значения, характеризующие «Длину резьбы» и «Диаметр резьбы в основной плоскости» указаны в миллиметрах.
Толщина стенок
Кроме этого размер трубной нарезки определяется в зависимости с толщиной стенок изделия (за исключением полнотелых болтов и шпилек). Величины могут отличаться исходя из того, для каких целей предназначены те или иные трубы (основным критерием здесь является рабочее давление внутри трубопровода).

В редких случаях нарезки мелкого шага, полученные изделия используются в тонких работах (например, в сборке измерительного инструмента). Классический средний шаг – для соединения элементов, подвергающихся постоянной вибрации (детали автомобилей). Крупная метрическая резьба применяется в строительных работах, при сопряжении крупногабаритных несущих элементов.
Важно! Из-за того, что каждый вид резьбы имеет собственные величины верхнего угла, совместить их друг с другом напрямую невозможно. Для соединения используют специальные переходные муфты.
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:

Цилиндрическая
В быту встретить метрическую цилиндрическую резьбу практически невозможно. Используется она там, где необходима максимальная усталостная прочность и жаропрочность.
Полезно! Прочность – свойство материалов оказывать сопротивление разрушительным процессам под продолжительным воздействием напряжения. Жаропрочность – свойство материалов функционировать под воздействием повышенной температуры без каких-либо разрушительных или деформационных процессов.
В связи с такими высокими эксплуатационными показателями изделия с цилиндрической метрической резьбой используются в тяжелой промышленности, аэрокосмической отрасли. Достижение таких результатов осуществляется благодаря тому, что резьбовой впадине на наружной нарезке придаётся увеличенное значение радиуса.
Интересно! Для изделий с внутренней резьбой MJ присуща совместимость с классической нарезкой типа М. возможно это при верном соотношении шага и диаметра заготовок.
Государственные стандарты, сертификация
Описание профиля, основных размеров и допусков конической резьбы и допусков для внутренних трубных цилиндрических соединений с совокупностью наружных конических регламентируются ГОСТ 6211-81. Нормативы, касающиеся взаимозаменяемости описаны в ГОСТ 6357-81.
Нормы взаимозаменяемости для метрической конической резьбы прописаны в ГОСТ 5229-82. В свою очередь основные нормы взаимозаменяемости, касающиеся диаметра и шага резьбовых соединений, регламентируются государственным стандартом 8724-2002.
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.
Существует несколько типов резьбомеров:
Важно! Перед началом работ с резьбомером вам понадобится измерить диаметр изделия штангенциркулем.
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений. В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.
Полезно! Ещё одним способом является использование стандартных таблиц. Однако недостатком такой методики является необходимость проведения максимально точного замера (до десятых долей миллиметра).

Заключение
Мы разобрались с основными отличиями трубной резьбы от метрической. Сравнили их технические и эксплуатационные особенности, разобрались с используемыми в технической документации понятиями, сокращёнными аббревиатурами. При поверхностном однообразии, существует несколько разновидностей, каждая из которых имеет индивидуальные особенности и несовместима с другими.



