Что такое охватываемые и охватывающие поверхности
Колчков В.И. ВЗАИМОЗАМЕНЯЕМОСТЬ и НОРМИРОВАНИЕ ТОЧНОСТИ. М.: Учебное пособие, 2009
2.2. Допуски и посадки (Подробнее ЗДЕСЬ)
Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т. е. заданную точность изготовления. С уменьшением допуска качество изделий, как правило, улучшается, но стоимость производства увеличивается.
Для наглядного представления размеров, предельных отклонений и допусков, а также характера соединений используют графическое, схематическое изображение полей допусков, располагаемых относительно нулевой линии (рис.2.1).
Рис. 2.1 Поля допусков отверстия и вала при посадке с зазором (отклонения отверстия
положительны, отклонения вала отрицательны)
В готовых изделиях детали в большинстве случаев сопрягаются по своим формообразующим поверхностям, образуя соединения. Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называются сопрягаемыми поверхностями.Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей.
В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
По степени свободы взаимного перемещения деталей различают следующие соединения:
В каждую из групп входит много разновидностей соединений, имеющих свои конструктивные особенности и свою область применения. В зависимости от эксплуатационных требований сборку соединений осуществляют с различными посадками.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
Посадка характеризует большую или меньшую свободу относительного перемещения или степень сопротивления взаимному смещению соединяемых деталей. Тип посадки определяется величиной и взаимным расположением полей допусков отверстия и вала. Номинальный размер отверстия и вала, составляющих соединение является общим и называется номинальным размером посадки.
Что такое охватываемые и охватывающие поверхности
Limits and fits. Basic definitions
Дата введения 1963-01-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 26.03.62
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
4. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.07.80 N 3626
5. ИЗДАНИЕ с Изменениями N 2, 3, утвержденными в мае 1970 г., июле 1980 г., (ИУС 5-70, 9-80)
1. Настоящий стандарт распространяется на гладкие цилиндрические соединения и плоские соединения с параллельными плоскостями* и устанавливает основные определения для системы допусков и посадок ОСТ, определяемой следующими стандартами: ГОСТ 11472, ГОСТ 8809, ГОСТ 3047, ОСТ НКМ 1011, ОСТ НКМ 1041, ОСТ 1012, ОСТ 1042, ОСТ 1043, ОСТ 1044, ОСТ НКМ 1016, ОСТ 1013, ОСТ 1069, ОСТ НКМ 1017, ОСТ 1014, ОСТ 1015, ОСТ НКМ 1021, ОСТ 1022, ОСТ 1142, ОСТ 1143, ОСТ НКМ 1026, ОСТ 1023, ОСТ НКМ 1027, ОСТ 1024, ОСТ 1025, ОСТ 1010, ГОСТ 2689, ГОСТ 11710.
* Применение стандарта для вновь разрабатываемых изделий не допускается.
1. Предельные отклонения и допуски, устанавливаемые стандартами на допуски и посадки, относятся к деталям, размеры которых определены при нормальной температуре 20 °С по ГОСТ 9249.
(Измененная редакция, Изм. N 3).
Примечание. Названия «отверстие» и «вал» условно применимы также и к другим охватывающим и охватываемым поверхностям.
3. Номинальным размером называется основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений. Общий для отверстия и вала, составляющих соединение, номинальный размер называется номинальным размером соединения.
2. Номинальные размеры должны выбираться по ГОСТ 6636.
4. Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью.

Примечание. Предельными размерами ограничиваются действительные размеры годных деталей, полученные измерением с допустимой погрешностью. Случаи, когда предельными размерами должны ограничиваться действительные размеры с учетом погрешностей измерения, следует оговаривать особо.
6. Отклонением размера называется алгебраическая разность между размером и его номинальным значением. Отклонение является положительным, если размер больше номинального, и отрицательным, если размер меньше номинального.
Действительным отклонением называется алгебраическая разность между действительным и номинальным размерами.
7. Допуском размера называется разность между наибольшим и наименьшим предельными размерами.
9. Полем допуска называется интервал значений размеров, ограниченный предельными размерами; оно определяется величиной допуска и его расположением относительно номинального размера. На схеме поле допуска изображается зоной между линиями, соответствующими верхнему и нижнему предельным отклонениям.
10. Размеры поверхности считаются находящимися в поле допуска, если в поле допуска находятся как измеренные двухточечным методом размеры проверяемой детали в любом месте поверхности, так и размеры геометрически правильного прототипа сопрягаемой детали, плотно (без зазора и натяга) сопрягающегося с проверяемой деталью.
Случаи, когда допускаются отступления от этого правила, должны быть оговорены особо.
Примечание. Приведенное в п.10 правило не предопределяет методику контроля.
11. Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
12. Зазором называется положительная разность между размерами отверстия и вала (размер отверстия больше размера вала).
Натягом называется положительная разность между размерами вала и отверстия до сборки деталей (размер вала больше размера отверстия).
13. Посадки подразделяются на три группы:
а) посадки с зазором, при которых обеспечивается зазор в соединении;
б) посадки с натягом, при которых обеспечивается натяг в соединении;
в) переходные посадки, при которых возможно получение как натягов, так и зазоров.
Деление посадок по группам в стандартах на допуски и посадки производится в зависимости от взаимного расположения полей допусков отверстия и вала. К посадкам с зазором относятся посадки, в которых поле допуска отверстия расположено над полем допуска вала, в том числе и «скользящие» посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала.
К посадкам с натягом относятся посадки, в которых поле допуска вала расположено над полем допуска отверстия. К переходным посадкам относятся посадки, в которых поля допусков отверстия и вала перекрываются (черт.2).

14. Наибольшим и наименьшим зазором (или натягом) называются два предельных значения, между которыми должен находиться зазор (или натяг).
15. Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягом (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора.
16. Системой отверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов (черт.3). Во всех стандартных посадках системы отверстия нижнее отклонение отверстий равно нулю. Такое отверстие называется основным отверстием.
§ 6. Посадки, зазоры и натяги
В соединении двух деталей, входящих одна в другую, различают внешнюю охватывающую и внутреннюю охватываемую поверхности соединения. Если охватывающая и охватываемая поверхности соединения являются круглыми, цилиндрическими поверхностями, то соединение называется гладким цилиндрическим. Если охватывающая и охватываемая поверхности образованы двумя параллельными плоскостями каждая, то соединение называется плоским с параллельными плоскостями.
У цилиндрических соединений охватывающую поверхность обычно называют отверстием, а охватываемую — валом. Названия «отверстие» и «вал» условно применимы также и к другим охватывающим и охватываемым поверхностям.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Зазором называется положительная разность между диаметрами отверстия и вала (при условии диаметр отверстия больше диаметра вала), создающая свободу относительного движения сопрягаемых деталей (рис. 75, а).
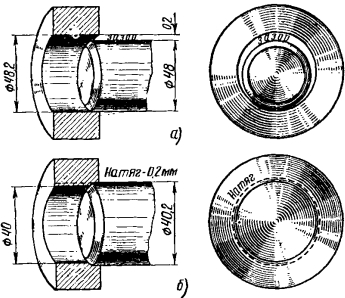
Рис. 75. Соединения деталей:
а — зазоры, б — натяги
Натягом называется отрицательная разность между диаметром вала и отверстия до сборки деталей (размер вала больше размера отверстия), характеризующая степень неподвижности соединения сопрягаемых деталей (рис. 75, б).
В связи с тем, что размеры охватываемой и охватывающей поверхности деталей могут быть больше или меньше номинального размера, зазоры и натяги могут быть наибольшими и наименьшими.
Самый большой зазор получится в том случае, если соединить между собой втулку (отверстие), имеющую самый большой диаметр, с валом наименьшего диаметра. Наибольшим зазором называется положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
Самый малый зазор получится в том случае, если соединить втулку с самым малым диаметром с валом самого большого диаметра. Следовательно, наименьшим зазором называется положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Средний зазор — это среднее арифметическое между наибольшим и наименьшим зазорами.
Самый большой натяг получится в том случае, если соединить вал, имеющий самый большой диаметр, с отверстием наименьшего диаметра. Следовательно, наибольшим натягом называется отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Самый малый натяг получится в том случае, если соединить вал, имеющий самый малый диаметр, и втулку наибольшего диаметра. Таким образом, наименьшим натягом называется отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Средний натяг — это среднее арифметическое между наибольшим и наименьшим натягами.
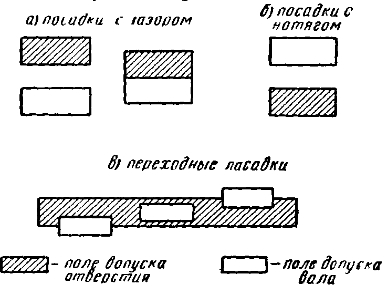
Рис. 76. Посадки:
а — с зазором (подвижные), б — с натягом (неподвижные), в — переходные
К посадкам с зазором относятся посадки, у которых поле допуска отверстия расположено над допуском вала, в том числе и скользящие посадки, у которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Посадки с зазором применяются тогда, когда детали в сопряжении должны свободно перемещаться одна относительно другой.
К посадкам с натягом относятся посадки, у которых поле допуска вала расположено над полем допуска отверстия.
К переходным посадкам относятся посадки, у которых поля допусков отверстия и вала перекрываются.
Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме шего зазора.
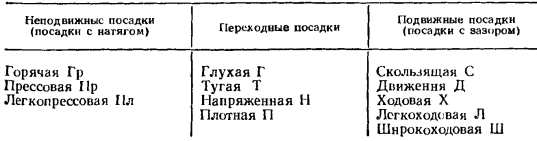
Каждой посадке дано название и соответствующее обозначение (табл. 1).
Таблица 1
Виды посадок
Посадки неподвижные характеризуются наличием гарантированного натяга, т. е. при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия.
Горячая посадка (Гр) применяется в соединениях, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и др. Для получения такой посадки деталь с отверстием нагревается до температуры 400—500° С, после чего производится насадка на вал.
Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр.
Легкопрессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение, и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали. Такая посадка осуществляется под легким давлением пресса.
Переходные посадки не гарантируют натяга или зазора, т. е. одна пара деталей, соединенных с одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки.
Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа нужно заменить, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка.
Тугая посадка (Т) применяется для часто разбираемых соединений, детали которых должны прочно соединяться и могут быть собраны или разобраны со значительным усилием.
Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес, часто сменяющихся втулок подшипников, которые при разборке машин вынимаются, подшипников качения на валах, шкивах, сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п.
Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или же при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые штоки, эксцентрики на валах, ручных маховичках, шпинделях, сменных зубчатых колесах, установочных кольцах и т. п.
Подвижные посадки характеризуются наличием гарантированного зазора, т. е. при этих посадках наименьший зазор больше нуля; применяются для свободных соединений, т. е. когда между валом и отверстием должен быть зазор.
Скользящая посадка (С) применяется для соединения деталей, которые при наличии смазки могут перемещаться относительно друг друга от руки, но имеют точное направление.
С такой посадкой соединяются сменные зубчатые колеса на станках, фрезы на оправках, шпиндели на задних бабках токарных станков, различные золотники в приборах регулирования и распределения, шариковые подшипники в корпусах машин. Соединения со скользящей посадкой должны иметь самый малый зазор.
Посадка движения (Д) является самой точной из подвижных посадок; она применяется для соединения деталей с небольшим, но определенным зазором, например, подшипников, шпинделей сверлильных станков, ползунов долбежных станков, передвижных зубчатых колес и т. д.
Наружные кольца шариковых и роликовых подшипников могут устанавливаться в корпус также с посадкой движения.
Посадка ходовая (X) применяется для соединения деталей, которые должны перемещаться одна в другой с более заметным зазором, чем при посадке движения. Ходовая посадка широко распространена в тракторостроении и комбайностроении. Шейки коленчатых валов в подшипниках, поршни в цилиндрах, звездочка контрпривода комбайна на валу и многие другие сопряжения имеют ходовые посадки.
Легкоходовая посадка (Л) применяется для соединения деталей, которые должны перемещаться с большим зазором одна в другой, например длинных валов в подшипниках скольжения.
Легкоходовую посадку имеют также многие детали масляных насосов, например палец во втулке ведомого зубчатого колеса, валик во втулке маслонасоса, валик привода маслонасоса во втулке кронштейна и др.
Широкоходовая посадка (Ш) является самой свободной и имеет самый большой зазор. Предназначена для соединения деталей, которые должны свободно перемещаться одна относительно другой, например подшипники в сельскохозяйственных машинах.
Широкоходовая посадка применяется также в особых случаях, например для соединения деталей, которые при работе нагреваются до значительных температур. Широкоходовую посадку имеют стержни клапанов в направляющих втулках.
Общие сведения о размерах, проставляемых на чертежах деталей и их соединений
Главные понятия. В соединении двух подробностей, входящих одна в другую, различают охватывающую и охватываемую поверхности. Самый распространены в машиностроении соединения подробностей с ровными цилиндрическими (I) и плоскими параллельными (II) поверхностями. У цилиндрических соединений поверхность отверстия охватывает поверхность вала. Охватывающая поверхность именуется отверстием, охватываемая — валом. Заглавия «вал» и «отверстие» условно используются и к вторым нецилиндрическим охватывающим и охватываемым поверхностям (рис. 115).

На рабочих чертежах прежде всего проставляют размеры, которыми оценивают количественно геометрические параметры подробностей.
Размер — это числовое значение линейной величины (диаметра, длины, высоты и т. п.). Размеры подразделяются на номинальные, настоящие и предельные.
Номинальным размером (рис. 116) именуется главной размер подробности, вычисленный с учетом ее назначения и требуемой точности. Номинальный размер соединений — неспециализированный (однообразный) размер для отверстия и вала, составляющих соединение. Номинальные размеры соединений и деталей выбирают не произвольно, а по ГОСТ 6636-69 «Обычные линейные размеры». В производстве номинальные размеры не смогут быть выдержаны: настоящие размеры неизменно в громадную либо меньшую сторону отличаются от номинальных. Исходя из этого, кроме номинальных (расчетных), различают кроме этого настоящие и предельные размеры на подробностях.

Настоящий размер — размер, полученный в следствии измерения готовой подробности с допустимой степенью погрешности. Допустимую неточность изготовления подробностей и требуемый темперамент их соединения устанавливают при помощи предельных размеров.
Предельными размерами именуются два граничных значения, между которыми обязан пребывать настоящий размер. Большее из этих значений именуется громаднейшим предельным размером, меньшее — мельчайшим предельным размером (рис. 117,I). Так для обеспечения взаимозаменяемости на чертежах нужно вместо номинального показывать предельные размеры. Но это очень сильно усложнило бы чертежи. Исходя из этого предельные размеры принято высказывать при помощи отклонений от номинального.

Предельное отклонение — это алгебраическая разность между предельными и номинальными размерами. Различают верхнее и нижнее предельные отклонения. Верхнее отклонение — это алгебраическая разность между наибольшим номинальным размером и предельным размером. В соответствии с ГОСТ 25346-89 верхнее отклонение отверстия обозначается ES, вала — es. Нижнее отклонение — алгебраическая разность между наименьшим номинальным размером и предельным размером. Нижнее отклонение отверстия обозначается ЕI, вала — ei.
Номинальный размер является началом отсчета отклонений. Отклонения смогут быть хорошими, отрицательными и равными нулю (см. рис. 117, II). В таблицах стандартов отклонения показывают в микрометрах (мкм). На чертежах отклонения принято показывать в миллиметрах (мм).
Настоящее отклонение — алгебраическая разность между настоящим и номинальным размерами. Подробность вычисляют годной, в случае если настоящее отклонение контролируемого размера находится между верхним и нижним отклонениями.
Допуск, поле допуска, квалитеты точности. Допуск Т* — разность между громаднейшим и мельчайшим предельными размерами либо полная величина алгебраической разности между верхним и нижним отклонениями.
Стандарт ГОСТ 25346-89 устанавливает понятие «допуск совокупности», — это обычный допуск, установленный совокупностью посадок и допусков. Допуски совокупности ЕСДП** обозначаются: IТ01, IТО; IТ1 … IТ17, Буквы IТ обозначают «допуск ИСО»***. Так, IТ7 обозначает допуск по 7-му квалитету ИСО.
В качестве единицы точности, благодаря которой возможно выразить связь между диаметра и точности d, установлена единица допуска i (I). Чем больше единиц допуска содержится в допуске совокупности, тем больше допуск и, следовательно, меньше точность, и напротив. Число единиц допуска, содержащихся в допуске совокупности, определяется квалитетом точности.
Под квалитетом понимается совокупность допусков, изменяющихся в зависимости от номинального размера. Квалитеты охватывают допуски сопрягаемых и несопрягаемых подробностей. Для нормирования разных уровней точности размеров от 1 мм до 500 мм в совокупности ЕСДП установлено 19 квалитетов: 01; 0; 1; 2 … 17.
чтение и Выполнение машиностроительных чертежей
Mse-Online.Ru
Понятия теории допусков
Поверхности двух деталей (охватывающая и охватываемая), по которым происходит их соединение при оборке, называют сопрягаемыми. У гладких цилиндрических и конических сопряжений охватывающую поверхность называют отверстием, а охватываемую — валом. Сопряженные детали (вал и отверстие) имеют общий номинальный размер (d) соединения.
Номинальный размер устанавливают расчетами или выбирают но конструктивным соображениям и округляют до ближайшего размера из рядов нормальных диаметров и длин, предусмотренных ГОСТ.
Использование номинальных размеров, округленных до нормальных, имеет большое значение — оно ведет к снижению себестоимости продукции, так как сокращаются разновидности применяемого режущего и измерительного инструмента.
В процессе изготовления детали любой размер ее может быть выполнен с различной точностью
Действительный размер — это размер обработаной детали, полученный в результате измерения с допустимой погрешностью. Действительный размер обычно отличается от номинального из-за неизбежных погрешностей изготовления и измерения детали. Он бывает больше или меньше номинального размера.
Для обеспечения взаимозаменяемости действительные размеры деталей ограничивают предельными размерами.
Предельными размерами называются два размера, между которыми должен находиться действительный размер. Больший из них называется наибольшим предельным размером dmax, а меньший — наименьшим предельным размером dmin.
Предельные размеры в таблицах стандартов заданы величинами отклонений (верхним и нижним) от номинального размера.
Верхним предельным отклонением (ВО) называется алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижним предельным отклонением (НО) называется алгебраическая разность между наименьшим предельным и номинальным размерами.
Отклонение будет положительным, если размер больше номинального, если размер меньше номинального — отрицательным.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами (или между верхним и нижним предельными отклонениями). Допуск размера — всегда положительная величина.
При графическом изображении допусков отклонения размеров откладывают от нулевой линии, которая соответствует номинальному размеру, положительные отклонения — вверх, а отрицательные — вниз.
Интервал значений размеров, ограниченный предельными размерами, называется полем допуска. Годными являются все детали, размеры которых укладываются в поле допуска.



