Околошовная зона
Околошовная зона – это околошовный участок зоны термического влияния (ЗТВ), который располагается непосредственно у сварного шва и включает несколько рядов крупных зерен.
В этой зоне наиболее резко выражены явления перегрева и закалки, поэтому она является вероятным местом образования холодных трещин при сварке низколегированных сталей. Вот почему изделия после сварки должны охлаждаться медленно во избежание образования в ОШЗ закалочных структур. Также, околошовный участок является зоной химической и структурной неоднородности и концентрации напряжений, что сказывается на скорости коррозии.

На изображении представлены превращения в околошовной зоне. 1-ый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.
Совокупность первого участка околошовной зоны и пограничного участка металла шва называется зоной сплавления или переходной зоной. На этом участке часто образуются трещины, ножевая коррозия, усталостные разрушения при вибрационной нагрузке, хрупкие разрушения и т. п.
2ой участок околошовной зоны (участок перегрева или участок крупного зерна), включает металл, нагретый до температуры примерно 1200° С. Металл на этом участке претерпевает аллотропические превращения.
3ий участок ОШЗ — участок перекристаллизации (нормализации). Он включает металл, приобретший в процессе нагрева полностью аустенитную структуру.
4ый участок ОШЗ, получивший название участка неполной перекристаллизации, включает металл, нагретый от температуры, при которой во время нагрева начинаются аллотропические превращения (
720° С), до температуры около 880° С. Металл на этом участке подвергается только частичной перекристаллизации. Поэтому здесь наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации. Изменения структуры металла на этом участке значительно меньше влияют на качество сварного соединения углеродистых конструкционных сталей, чем изменения, происходящие в первых трех участках.
На 5-ом участке околошовной зоны (участок старения при рекристаллизации) металл нагревается от температуры примерно 500° С до температуры несколько ниже температуры 720° С. Здесь происходит сращивание раздробленных при нагартовке (ковке, прокатке) зерен основного металла и некоторое разупрочнение его по сравнению с исходным состоянием. Снижение прочности наблюдается также при сварке основного металла, подвергшегося упрочняющей термообработке. На этом же участке ОШЗ при сварке углеродистых конструкционных сталей с содержанием до 0,3% С при некоторых условиях наблюдается снижение пластичности и ударной вязкости и повышение прочности металла. Можно предположить, что это обусловливается старением после закалки и дисперсионным твердением.
При сварке короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо изменения структур, это увеличивает и протяженность зоны термического влияния. Последующие слои термически воздействуют на ранее наплавленные швы, имеющие структуру литого металла, и создают в них зону термического влияния, строение и структура которой значительно отличаются от зоны термического влияния в основном металле, подвергавшемся прокатке. Эта зона на участке перегрева обычно не имеет крупного зерна и характеризуется мелкозернистыми структурами с повышенными пластическими свойствами.
Дефекты в околошовной зоне могут возникнуть по следующим причинам:
Зона термического влияния сварного соединения. Определение. Структура




![]()
![]()
Зона термического влияния (околошовная зона) – участок металла, испытывающий воздействие высоких температур сварочной дуги.
В зависимости от температуры нагрева, структурных и физико-механических изменений в зоне термического влияния различают следующие участки:1 – неполного расплавления; 2 – перегрева; 3 – нормализации; 4 – неполной перекристаллизации; 5 – рекристаллизации; 6 – синеломкости.
 1)Наплавленный металл в термическом цикле находится в температурном режиме свыше 1500°С.
1)Наплавленный металл в термическом цикле находится в температурном режиме свыше 1500°С.
И имеет структуру металла столбчатой формы с пониженными механическими свойствами.
Наплавленный металл-это основной шов в сварном соединение.
2)Участок неполного расплавления происходит в температурном режиме от свыше 1400°С. Свыше 1500°С имеющий структуру металла крупно-зернистую с повышенной хрупкостью.
Этот участок является переходным от наплавленного металла к основному, и в сварном соединение является линией сплавления, самое слабое звено сварного шва.
3)Участок пергрева находится в границах нагрева металла от 1100°С до свыше 1400°С, где происходит рост зерна что снижает механические свойства сталей. На участке перегрева часто происходит разрушения в виде трещин.
5)Участок неполной перекристализации включает в себя металл, образующийся при нагреве свыше 700°С до 900°С. Этот участка состоит из крупных зерен, не прошедших перекристаллизацию, и скопление мелких зерен, прошедших перекристаллизацию. Механические свойства металла участка в связи со смешанной структурой невысокие. В сварном шве он является промежуточным положением между сварным швом и основным металлом.
6)Участок рекристаллизации образуется при нагреве от температуры свыше 500°С до свыше 700°С. На участке происходит восстановление формы и размера зерен.
7)Участок синеломкости включает в себя металл, образующийся при температуре от 200°С до свыше 500°С. Участок, по структуре металла не отличается от основного металла, однако имеет несколько пониженные пластичность и вязкость, и большую склонность к образованию трещин.
Ширина околошовной зоны зависит от толщины металла, вида и режима сварки. При ручной дуговой сварке она составляет обычно 5-6 мм, при автоматической сварке под слоем флюса ЗТВ составляет 2,5 мм и т.д.
Характерные зоны сварных соединений.
Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микроструктурой, химическим составом, механическими свойствами и другими признаками: сварной шов, зону сплавления, зону термического влияния и основной металл (рис. 1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
 Рис. 1. Характерные зоны сварных соединений
Рис. 1. Характерные зоны сварных соединений
1 — шов, 2 — зона термического влияния, 3 — основной металл, 4 — околошовный участок зоны термического влияния, 5 — зона сплавления, Tл, Tc и Tп — темпе
Сварной шов характеризуется литой макроструктурой металла. Ему присуща первичная микроструктура кристаллизации, тип которой зависит от состава шва и условий фазового перехода из жидкого состояния в твердое.
Зона термического влияния (ЗТВ) — участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекристаллизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления. На поверхности шлифов, вырезанных из сварного соединения и подвергнутых травлению реактивами, она при небольших увеличениях наблюдается как линия или граница сплавления.
Зона сплавления (ЗС) — это зона сварного соединения, где происходит сплавление наплавленного и основного металла. В нее входит узкий участок шва, расположенный у линии сплавления, а также оплавленный участок ОШЗ. Первый участок образуется вследствие недостаточно эффективного переноса, расплавленного основного металла в центральные части сварочной ванны. Здесь имеет место перемешивание наплавленного и основного металлов в соизмеримых долях. На оплавленном участке ОШЗ возможно появление между оплавленными зернами жидких прослоек, имеющих аналогичный состав. В случае применения разнородных наплавленного и основного металлов (например, аустенитного и перлитного) ЗС отчетливо наблюдается в виде переходной прослойки. Она имеет часто существенно отличающиеся от металла шва и ЗТВ химический состав, вторичную микроструктуру и свойства. Распределение элементов по ширине ЗС имеет сложный характер, который определяется процессами перемешивания направленного и основного металла, диффузионного перераспределения элементов между твердой и жидкой фазами и в твердой фазе на этапе охлаждения.
Основной металл располагается, за пределами ЗТВ и не претерпевает изменений при сварке. Может влиять на превращения в ЗТВ в зависимости от его макро- и микроструктуры, определяемых способом первичной обработки металла (прокат, литье, ковка, деформирование в холодном состоянии) и последующей термообработкой (отжиг, нормализация, закалка с отпуском, закалка со старением и т. п.).
Что такое околошовная зона и зона термического влияния
а) Изменение структуры металла при разогреве и остывании шва при сварке.
Во время сварки температура в области шва равняется температуре плавления металла; поэтому металл околошовной зоны, называемой также зоной термического влияния, проходит весь интервал температур от нормальной рабочей температуры до температуры плавления.
В соответствии с этим, металл в разных областях зоны термического влияния получает при нагревании различные структуры в зависимости от нагрева (см. рис. 6). Остывание небольшой области нагретого металла в околошовной зоне, окруженного большими массами холодного, хорошо теплопроводящего металла, происходит достаточно быстро, поэтому весьма часто в околошовной зоне сохраняется в переохлажденном виде структура, отвечающая температуре нагрева, что приводит к развитию внутренних напряжений, повышению хрупкости (снижению ударной вязкости) и образованию трещин. Поэтому первое мероприятие по повышению качества металла шва и околошовной зоны состоит в замедлении остывания шва, что достигается защитой шва шлаками (при шлакообразуюших электродах), флюсом или защитным газом, а в ряде случаев—искусственным подогревом или отжигом. 
Рис. 55.Столбчатые кристаллы металла шва
Быстрое падение температуры металла при остывании шва приводит к сохранению крупных (столбчатых) кристаллов, являющихся типичными для первичной кристаллизации сварного шва (рис. 55).
Крупнозернистость шва можно ослабить вводом в него из соответственно подобранных обмазок электродов или флюсов раскислителей (титана, марганца, кремния и других), увеличивающих число очагов кристаллизации.
б) Образование трещин при остывании шва.
Во время интенсивной кристаллизации остывающий металл шва подвергается значительным натяжениям со стороны очагов кристаллизации; между тем он в это время еще недостаточно прочен, вследствие чего в металле нередко образуются трещины, называемые горячими—по температуре образования (рис. 56).

Рис. 56. Горячие трещины при сварке
Горячие трещины, вначале часто не заметные, обладают способностью увеличиваться, особенно при воздействии динамической нагрузки, и могут полностью разрушить соединение; поэтому они являются весьма опасными. Появление горячих трещин зависит от химического состава стали (в этом отношении особенно неблагоприятны большие количества серы и фосфора), от структуры (крупнозернистая и вообще неоднородная структура менее благоприятна), от скорости отвода тепла, а потому и от формы изделия (так, крестовое и тавровое сечения, отводящие тепло по нескольким направлениям, менее благоприятны, чем простое соединение листов встык). Опасность появления горячих трещин уменьшается при легировании и, следовательно, зависит от марки покрытий электродов; в этом отношении полезны марганец (связывающий серу), ванадий, титан. Низколегированные стали вообще менее страдают от горячих трещин; весьма благоприятна сталь 3 спокойная. Зато в стали 3 кипящей трещины появляются достаточно часто, причем с повышением количества углерода опасность появления горячих трещин увеличивается. Всякие концентраторы напряжений, как, например, непровар в корне шва или сварка при низких температурах способствуют появлению горячих трещин. Возможность появления горячих трещин является основной причиной, требующей применения в ответственных сварных конструкциях спокойной стали.
Во время остывания в металле шва и околошовной зоны, нагретом выше 900°, начинает при температуре 900° происходить фазовое превращение аустенита в феррит и перлит. Это связано с уменьшением величины зерна, так как из одного зерна аустенита может образоваться несколько зерен феррита и перлита (вторичная кристаллизация). Как было уже отмечено в § 3 главы II, переход аустенита в феррит связан с увеличением объема, нарушающим нормальный закон остывания (уменьшение объема); вследствие этого появляется значительная неравномерность деформаций в смежных точках, что может служить причиной появления трещин.
При достаточно медленном остывании аустенит переходит в нормальную феррит перлитовую структуру, но в неблагоприятных условиях, при быстром остывании (хотя бы при отрицательной внешней температуре), переохлажденный аустенит при температуре
250° может перейти в мартенсит — весьма хрупкую модификацию феррита с включением атома углерода. Мартенсит весьма склонен к образованию трещин; эти трещины располагаются параллельно шву на некотором расстоянии от него, в области сравнительно низких температур. Такие трещины, называемые холодными, наиболее свойственны кипящей стали. Содержание углерода в стали выше 0,2% также способствует появлению холодных трещин. Таким образом, в околошовной зоне мы имеем несколько опасных областей, где возможно появление трещин.
в) Распределение температуры в металле при сварке.
Сварка при низких температурах. Протяженность околошовной зоны (зоны термического влияния) зависит от количества тепла, вводимого электрической дугой (т. е. от силы тока), и скорости сварки. В соответствии с законами теплопроводности по мере удаления от источника тепла (дуги) температура свариваемого изделия уменьшается по вогнутой кривой (рис. 57). Дуга—подвижный источник тепла, оставляющий за собой остывающий горячий сварной шов; в соответствии с этим за дугой происходит более медленное остывание, чем нагревание металла перед дугой, и изотермы термического влияния дуги представляют собой выгнутые, эксцентрично расположенные кривые (рис. 57). Чем скорость сварки больше, тем кривые изотерм более узки и остывание в поперечном направлении происходит более интенсивно (рис. 58); если при этом большая скорость сварки не компенсируется повышенной силой тока, возможно образование вышеуказанных хрупких областей и появление параллельных шву трещин. Низкие отрицательные температуры увеличивают интенсивность остывания и усугубляют возможность хрупкого разрушения, тем более, что при низких температурах склонность стали к хрупкому излому вообще повышается. Однако сварка хорошего качества при низких температурах (—30°) вполне возможна, что доказывается широким применением сварки и в зимнее время.

Рис. 57. Изменение температуры основного металла при сварке (изотермы) при движении электрода вдоль шва со скоростью 0,1 м/сек
Для сварки при низких температурах необходимо иметь:
а) металл с малым содержанием серы, фосфора и углерода (не более 0,2%), лучше спокойной плавки;
б) соответствующий и тщательно разработанный технологический процесс сварки с применением качественных электродов (в требуемых случаях с искусственным подогревом), гарантирующий отсутствие непроваров;
в) конструктивную форму изделия, в которой не было бы концентрации швов и связанных с этим больших сварочных напряжений.
Весьма существенное значение имеет тщательное выполнение кромок изделий без надрезов и других мест концентрации напряжений. Большинство повреждений сварных конструкций при низких температурах во время сварки или после сварки связано с концентрацией напряжений у надрезов металла и непроваров, а также с появлением холодных трещин.
Сварка при низких температурах отражается на механических характеристиках сварного соединения: существенно снижаются ударная вязкость (рис. 60) и угол загиба; предел прочности остается без изменения. Структура металла при этом часто получается переохлажденной.
Зона термического влияния
Зоной термического влияния (ЗТВ) называют участки в области шва. В процессе сварки металл в этом месте испытывает различную термонагрузку, она влияет на изменение структуры сплава. В околошовной области влияние нагрева проявляется внутренними напряжениями, трещинами. Прочность соединения снижается. Хотя металл в ЗТВ полностью не расплавляется, он нагревается до критических температур. Структура и физические свойства сплава в области нагрева изменяются. Это сказывается на прочности сварного соединения.
Свойства
На протяжении зоны термического влияния у металла свойства меняются. Они определяются термопластическим циклом, зависят от локальности нагрева. Под воздействием температуры образуется зернистость. Чем дольше сплав прогревается до температуры фазового перехода, тем крупнее зерна. Меняются показатели ударной вязкости, пластичности. Это основные физические свойства металлоизделий.
Как же изменяется ширина зоны термического влияния с увеличением скорости сварки?
Чем быстрее нагревается и остывает деталь, тем меньше ЗТВ. При снижении силы тока сокращается влияние температуры, уменьшается размер ЗТВ.
Структура и размеры зоны термического влияния
Исходя из понятия зоны термического влияния (это нагреваемая область), нетрудно предположить, что на разном удалении от шва деталь нагревается. Для наглядности представим участок околошовной зоны сварки низкоуглеродистой стали.
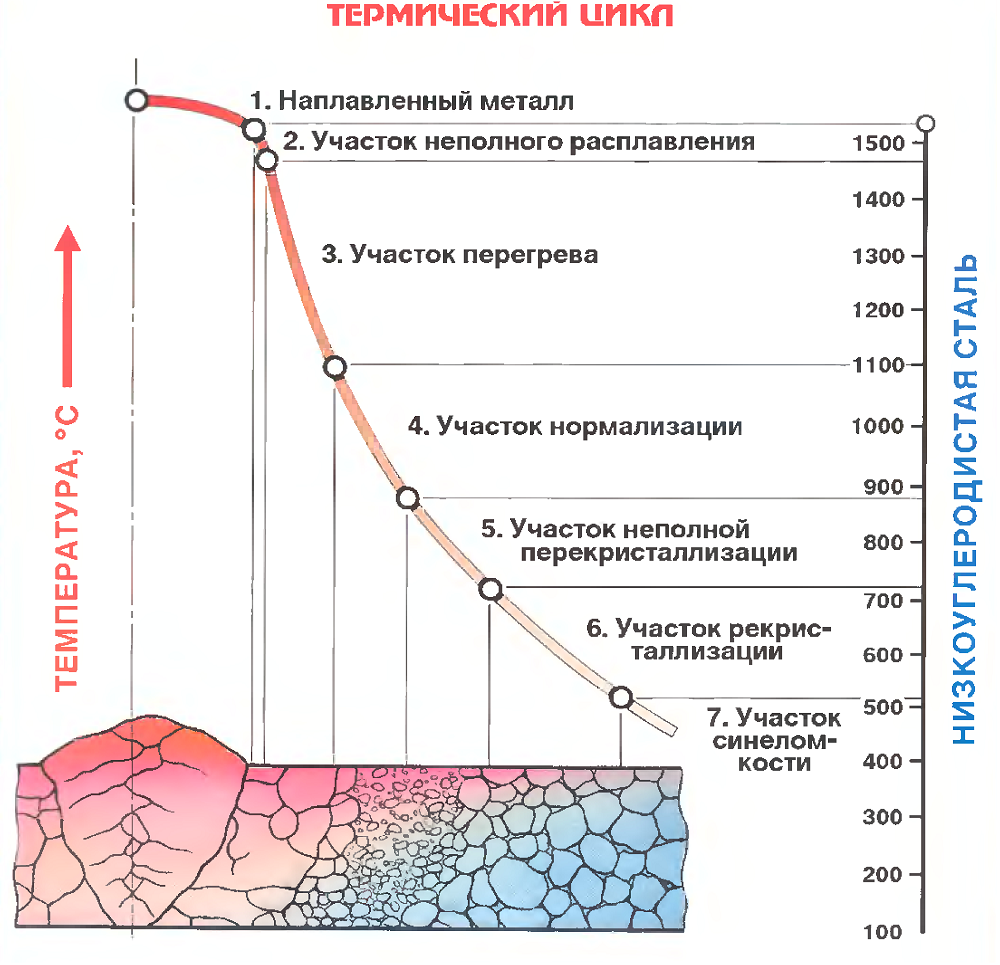
Схема структурных изменений в зоне термического влияния делится на несколько участков:
1 – неполного расплава. Он является переходным, металл находится в состоянии диффузии наплавки и основного сплава, соединяются две фазы – жидкая и твердая. Протяженность участка небольшая, от 100 до 500 микрон. При температуре 1500°С начинается образование крупных зерен.
2 – перегрева (длина 3–4 мм), в сплаве образуются крупные зерна, характерные для закалочного процесса, сс-железо переходит в у-железо. Ударная вязкость и пластичность стали снижаются. Температура постепенно падает с 1500 °С до 1100°С.
3 – нормализации или перекристаллизации (длина от 200 мкм до 1,5 мм, t – от 1100 до 900°С). Металл находится в температурном интервале. Образуются вторичные мелкие зерна (ферритовая фаза), физические свойства сплава близки к начальным.
4 – неполной перекристаллизации (длина от 500 мкм до 1,2 мм, t – от 900 до 725°С). Мелкие зерна чередуются с перлитными пластинками. Физические свойства хуже, чем на 3-м участке.
5 – рекристаллизации или старения (длина до 1,5 мм, t – от 725 до 450°С). Структура, характерная для нагартованного металла, разрушается. При нагреве до точки пластичности металл восстанавливается, формируются зерна стандартной величины.
6 – синеломкости, переход к основному металлу, температура понижается до 200°С. На сплаве видны синеватые пятна побежалости. Происходит насыщение поверхностного слоя азотом, водородом и углекислым газом с образованием нитридов, карбидов. Прочность стали повышается, пластичность снижается.
При сварке других сталей, в многопроходных швах структура ЗТВ меняется. Размеры зоны термовлияния зависят от нескольких факторов: толщины заготовок, химического состава стали, вида сварочного аппарата, они установливаются экспериментальным путем.



