Большая Энциклопедия Нефти и Газа
Операционный припуск
Операционные припуски и допуски на механич. [1]
Операционный припуск на обработку равен разности между размерами, полученными на смежных ( предшествующей и выполняемой) операциях. Общий припуск на обработку равен сумме операционных припусков всего процесса обработки от черновой заготовки до готовой детали. [2]
Операционные припуски на торцевание с двух сторон при изготовлении отдельных деталей равны: при номинальной ширине детали до 150 мм и длине до 1500 мм и свыше 1500 до 3000 мм соответственно 15 и 20 мм, при номинальной ширине свыше 150 до 300 мм и длине до 1500 мм и свыше 1500 до 3000 мм соответственно 20 и 25 мм. При изготовлении деталей из пиломатериалов однократных размеров по длине значения припусков следует увеличить на 20 мм. [3]
Операционный припуск измеряется по перпендикуляру к обрабатываемой поверхности и для отверстий обычно задается на сторону или на диаметр. [5]
Номинальные операционные припуски заданы с учетом правки заготовки до механической обработки, а также рихтовки после каждого вида обработки нежестких или деформируемых деталей. [6]
Минимальный операционный припуск получается, когда на предшествующей ступени обработки использован весь допуск, а изданную ступень допуск не использован. Максимальный операционный припуск получается, когда на предшествующей ступени обработки допуск не использован, а на данной ступени допуск использован полностью. [7]
Максимальный операционный припуск получается при условии, если на предшествующей стадии обработки допуск не использован, а на данной стадии он использован полностью. [8]
Операционным припуском называется слой металла, снимаемый обработкой в определенной операции. [9]
Операционным припуском называется слой металла, который снимается с поверхности обрабатываемой детали при выполнении заданной операции. [11]
Операционным припуском называют слой металла, удаленный при выполнении данной операции. [13]
Операционным припуском называется слой металла, который снимается с поверхности обрабатываемой детали при выполнении заданной операции. [15]
6 Припуски на обработку заготовок
При проектировании технологических процессов механообработки заготовок необходимо установить оптимальные припуски, которые обеспечили заданную точность и качество обрабатываемых поверхностей.
Припуски подразделяются операционные и промежуточные.
Технологический переход – это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Общий припуск, который удаляют в процессе механообработки поверхности для получения ее чертежных размеров, определяется разностью размеров исходной заготовки и детали.
На припуск устанавливают допуск, который является разностью между наибольшим и наименьшим значениями припуска.
Значения припусков и допусков определяют промежуточные (операционные) размеры.
Установление оптимальных припусков играет важную роль при разработке техпроцессов изготовления деталей. Увеличение припусков приводит к повышению расходу материалов и энергии, введению дополнительных технологических переходов, а иногда и операций. Все это увеличивает трудоемкость и повышает себестоимость изготовления деталей. Уменьшенные припуски не дают возможности удалять дефективные поверхностные слои материала и достигать заданной точности и шероховатости поверхностей.
В ряде случаев уменьшенные припуски приводят к условиям, недопустимым для работы режущего инструмента, так как может быть оставлена зона с твердой литейной коркой или окалиной. В результате уменьшенные припуски приводят к браку.
Значение допуска на припуск оказывает существенное влияние на выполнение технологической операции. С уменьшением допуска возрастает трудоемкость обработки. Большие допуски усложняют выполнение технологических операций на предварительно настроенных станках (методом автоматического получения размеров), снижают точность обработки и затрудняют использование приспособлений.
Рассмотрим различные схемы расположения припусков. При этом принятые обозначения следующие:
Zi – припуск на выполняемом технологическом переходе – промежуточный припуск;
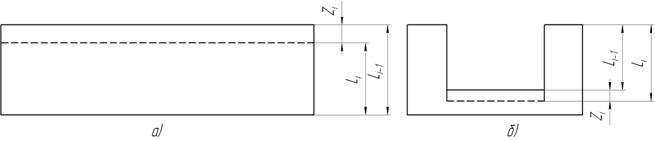
Рис. 6.1 Припуск на обработку наружных (а) и внутренних (б) поверхностей*
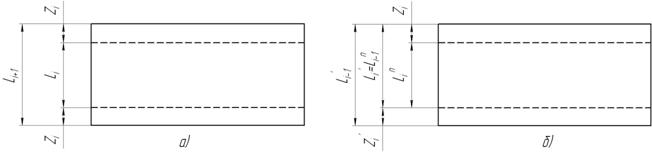
Рис. 6.2 Припуск на обработку противоположных поверхностей
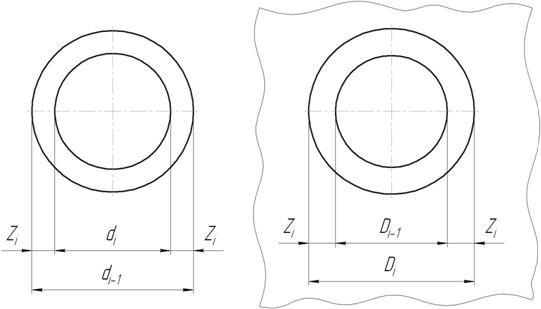
Рис. 6.3 Симметричные припуски на обработку поверхностей
Припуски на обработку могут быть симметричными асимметричными.
Симметричные припуски имеют место при обработке наружных и внутренних цилиндрических и конических поверхностей вращения, а также при одновременной обработке противолежащих поверхностей с одинаковыми пропусками (см. схемы 2 а и 3); из этих схем можно определить припуск:
Чтобы распечатать файл, скачайте его (в формате Word).
Структура минимального операционного припуска




![]()
![]()
Минимальный припуск— это слой металла, необходимый и достаточный для осуществления заданной обработки.
Минимальный припуск является первичным операционным припуском, а все остальные припуски производными от него величинами.
При выполнении заданной (i-й)операции необходимо удалить все погрешности предшествующей (i-1)ступени обработки и компенсировать погрешности выполняемой ступени. Такими погрешностями являются (рисунок 2):
— шероховатость и дефектный слой (верхний слой металла, у которого структура, механические свойства, химический состав или все эти параметры одновременно отличаются от параметров основного материала);
— погрешности формы и расположения обрабатываемых поверхностей относительно заданных баз (приводят к неравномерности припуска).

Рисунок 2 – Схема элементов операционного припуска
Таким образом, для достижения качественной обработки минимальный припуск должен быть таким, чтобы при его снятии обеспечивалось удаление шероховатости и дефектного слоя на любой обрабатываемой поверхности.
Структуру минимального припуска целесообразно представить в виде двух слагаемых:
Тогда минимальный припуск будет равен:
— для плоских поверхностей zi min = (Rz + Hд )i-1+ e,
— для тел вращения zi min = 2(Rz + Hд )i-1+ 2e.
Причинами возникновения неравномерности припуска являются:
1. Погрешность установки, допущенная на операции для которой определялся припуск;
2. Погрешность установки, допущенная на предшествующей (обработка наружной поверхности на базе внутренней).
3. Погрешность координирующих размеров при обработке отверстий в корпусных деталях.
Расчет припусков и операционных размеров
![]()
![]()
Технологический процесс механической обработки заключается в том, что c поверхности заготовки удаляется слой или слои металла таким образом, что в конце обработки получается готовая деталь, заданная чертежом. Слой металла, удаляемый с заготовки, называется припуском. Различают операционный и общий припуски.
Операционный припуск – это слой материала, удаляемый с заготовки при выполнении одной технологической операции (ГОСТ 1109–82). Операционный припуск назначают для компенсации производственных погрешностей, возникающих при выполнении технологической операции. Производственные погрешности характеризуются отклонениями размеров, герметическими нарушениями формы, поверхностными микронеровностями, глубиной дефекта поверхностного слоя, а также отклонениями взаимосвязанных поверхностей.
Общий припуск – это слой материала, удаляемый с заготовки с целью получения готовой детали. Его назначают для компенсации погрешностей черновой заготовки и погрешностей, возникающих на технологических операциях.
Припуск измеряется по нормали к обрабатываемой поверхности и отсчитывается на размер. Поэтому при обработке цилиндрической поверхности припуск отсчитывают на диаметр, при обработке плоскости или торца – на линейный размер.
Различают симметричные и асимметричные припуски. Симметричные припуски всегда имеют место при обработке поверхностей вращения.
От припуска необходимо отличать напуск. Напуск – это увеличение припуска в целях упрощения конфигурации заготовки из-за невозможности или нерентабельности ее изготовления с контуром, соответствующим контуру детали.
Удаление припуска сопровождается выполнением операционных размеров. Так как операционные размеры имеют номинальное, минимальное и максимальное значения, то различают номинальный припуск, минимальный припуск, максимальный припуск [14,26].
Рассмотрим схему расположения операционных размеров и припусков на примере обработки плоской поверхности (рис. 2).
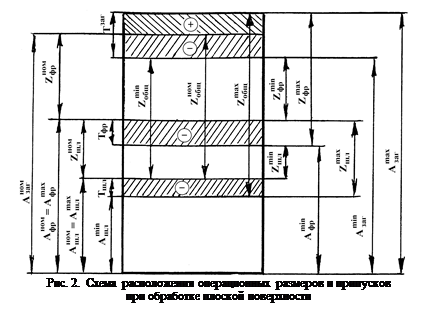
Здесь А – операционный размер, Т – допуск, Z – припуск. В этом примере технологический процесс состоит из двух операций: фрезерования и шлифования. Отклонения на операционные размеры взяты «в тело». Все операционные размеры имеют одну измерительную базу (ИБ). На рис. 2 видно, что припуски определяются из трехзвенных размерных цепей. Припуски односторонние.
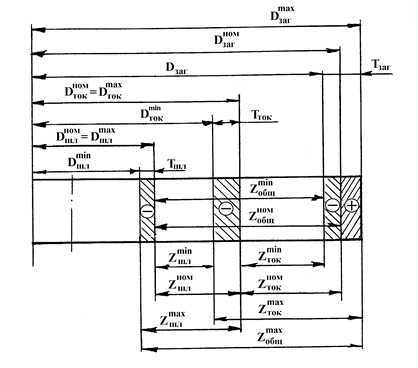 |
Рассмотрим схему расположения операционных размеров и припусков при обработке цилиндрической поверхности. Рассмотрим обработку вала в две операции: токарная, шлифование (рис. 3).
Рис. 3. Схема расположения операционных размеров и припусков при обработке цилиндрической поверхности
Здесь, как и в предыдущем примере, отклонения на операционные размеры проставлены «в тело» и оба отклонения одного знака. При обработке цилиндрической поверхности имеем двухсторонние симметричные припуски. Для данной схемы с целью
наглядного представления соотношения размеров принято использовать метод графического построения предельных отклонений, при котором предельные отклонения размеров откладывают только с одной стороны размера. Тогда и все припуски будут отложены с одной стороны. Это приводит к тому, что все операционные размеры имеют одну измерительную базу, а припуски определяются из трехзвенных размерных цепей. Это не приводит к ошибкам, однако необходимо изображенные на рис. 3 предельные отклонения и припуски относить к диаметральным размерам.
Для рис. 3 справедливы следующие соотношения:
номинальные значения припусков:
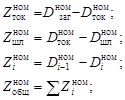
минимальные значения припусков:
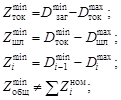
максимальные значения припусков:
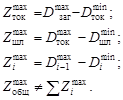
Здесь i – выполняемая операция, i – 1 – смежная предшествующая операция
Из рис. 2.3 также следует, что
 . (1)
. (1)
Выражение (1) замечательно тем, что по нему определено номинальное значение припуска, заданное в различных РТМ,
ГОСТах, ОСТах, в частности в ОСТ 1.41512–86 «Детали механообрабатываемые. Размеры технологические нормальные». Таким образом, номинальное значение припуска, заданное в таблицах, определяется как сумма минимального припуска  и допуска размера предшествующей операции. Выражение (1) справедливо при соблюдении следующих трех условий:
и допуска размера предшествующей операции. Выражение (1) справедливо при соблюдении следующих трех условий:

а) размерная цепь, по которой определяется припуск, является трехзвенной;
б) допуски составляющих звеньев заданы «в тело»;
Если не соблюдается хотя бы одно из трех условий, то табличное значение припуска может оказаться недостаточным или избыточным по сравнению с необходимым.
 , (2)
, (2)
где  – нижнее предельное отклонение размера. Из (2) следует:
– нижнее предельное отклонение размера. Из (2) следует:
 . (3)
. (3)
Определим  из размерной цепи. С этой целью запишем очевидные выражения:
из размерной цепи. С этой целью запишем очевидные выражения:
 ; (4)
; (4)
 . (5)
. (5)
После вычитания (5) из (4) получим:
 . (6)
. (6)
Подставляя (6) в (3), получаем окончательное выражение для определения номинального припуска:
 . (7)
. (7)
Здесь  – верхнее предельное отношение размера. Из выражения (7) как частный случай вытекает выражение (1).
– верхнее предельное отношение размера. Из выражения (7) как частный случай вытекает выражение (1).
Рассмотрим, как производится расчет операционных размеров и припусков опытно-статистическим методом на примере.
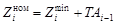
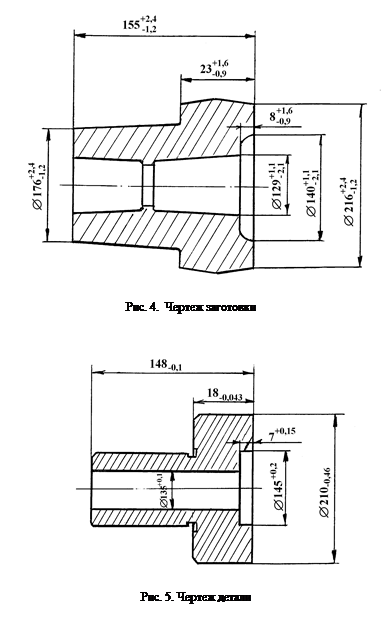
Исходными данными является чертеж детали (рис. 4), чертеж заготовки (рис. 5) и технологический процесс изготовления детали (рис. 6). Здесь в качестве заготовки взята поковка штампованная, спроектированная по ГОСТ 7505–89.
На эскизах технологических операций линейные размеры обозначены буквами А с цифровыми индексами, которые отражают последовательность выполнения переходов. Ввиду наибольшей сложности рассмотрим расчет линейных операционных размеров и соответствующих припусков. Расчет диаметральных размеров и соответствующих припусков весьма прост в связи с постоянством измерительной базы. Диаметральные размеры определяются из трехзвенных цепей, о которых говорилось выше.
 |
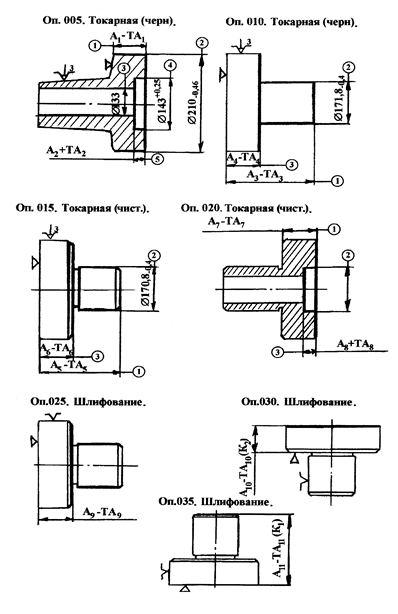 |
Рис. 6. Технологические процесс обработки детали
Для выявления размерных связей строим эскиз совмещенных переходов (рис. 7).
Вычерчиваем эскиз детали и на нем наносим припуски. Проводим вертикальные линии, которые определяют границы размеров. Наносим размеры заготовки. Далее в порядке выполнения технологического процесса проставляем операционные размеры и припуски. Для полноты информации операционные размеры проставляем в виде векторов. На одном конце вектора изображается точка, обозначающая базу, на другом – стрелка, указывающая обработанную на данном переходе поверхность. Далее проставляем конструкторские размеры. Конструкторские размеры К1, К2 являются и операционными. Конструкторский размер К3 не является операционным, т.е. он непосредственно не выполняется, а получается автоматически. Строим размерные цепи, придерживаясь следующих требований: 1) размерные цепи строятся от заготовки к детали; 2) замыкающими звеньями должны быть припуски и конструкторские размеры, которые получаются автоматически;
3) в размерные цепи, где замыкающим звеном является i-припуск, не должны входить размеры с номером больше i; 4) в размерную цепь не должны входить 2 припуска; 5) размерная цепь должна быть наикратчайшей. Расчет размерных цепей идет в обратном направлении.
Анализ размерных цепей (рис. 8) показывает, что первой поддается решению цепь № 10, второй – №12, третьей – №9, четвертой – №7, пятой – №11, шестой – №8, седьмой – №6, восьмой – №5, девятой – №4, десятой – №1, одиннадцатой – № 3, двенадцатой – №12.
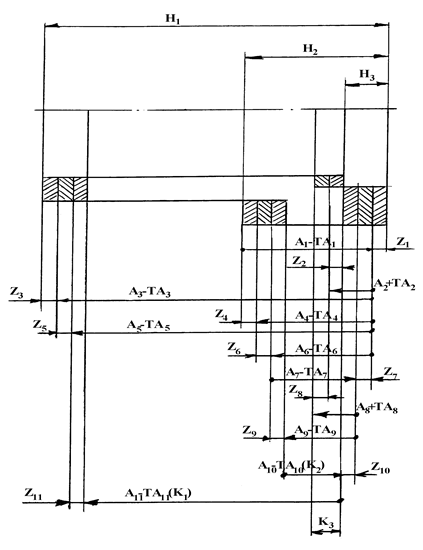
Рис. 7. Эскиз совмещенных переходов
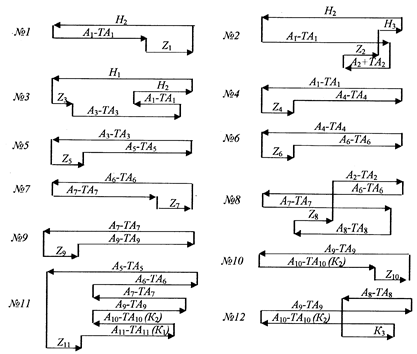 |
Рис. 8 Размерные цепи
 |  |
При расчете размерных цепей в качестве нормативных таблиц используем ОСТ 1.41512–86, СТ СЭВ 145–75 (П 2, табл. 1–13). В таблицах этого стандарта указаны величины номинальных значений оптимальных припусков для различных методов обработки и различных размеров деталей. Припуски переходов, указанные в ОСТе, даны вне зависимости от материала деталей и вида заготовок. Это с некоторым допущением возможно, так как припуски стандарта относятся лишь к обработке заготовок после первой ступени их обработки – обдирки. Влияние материала заготовок на величины припусков, последующих после обдирки, несомненно, имеется, но оно не столько существенно, как в операциях обдирки. Припуски на обдирку определяются по специальным таблицам или же рассчитываются по методу Кована.
Решаем размерную цепь № 10.
|  | ||
| Z10 |
 . Найти:
. Найти:  .
.Записываем основное уравнение размерной цепи. Оно имеет вид:
 .
.
Данная размерная цепь «простая», ибо она трехзвенная, допуски составляющих звеньев заданы «в тело», знаки предельных отклонений составляющих звеньев одинаковые. Для таких цепей табличный припуск не требует коррекции.
Определяем его по выражению:
 .
.
Здесь i = 10, i – 1 = 9. Из таблицы ОСТа определяем Z10 = 0,3 – припуск на шлифование. Из таблицы ТА9 = 0,052 – допуск на шлифование.Тогда:
В результате:  .
.
|


 Найти:
Найти:  .
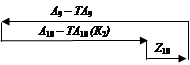
.Решаем размерную цепь № 12.
| А8 – ТА8 | |
 | А9 – ТА9 |
| А10 – ТА10(К2) | |
| Z11 |
В данной цепи замыкающим звеном является конструкторский размер К3, получающийся в результате обработки детали автоматически. Поэтому основное уравнение размерной цепи имеет вид:
 .
.
Должно выполняться  , т.е.
, т.е.
 . (8)
. (8)
Если  , то надо или уменьшить допуски ТАi, или увеличить
, то надо или уменьшить допуски ТАi, или увеличить  . В свою очередь, уменьшение ТАi вызывает необходимость перерасчета уже рассчитанных размерных цепей.
. В свою очередь, уменьшение ТАi вызывает необходимость перерасчета уже рассчитанных размерных цепей.
Применительно к нашему примеру условие (8) выполнимо. Тогда можно рассчитать размер А8 следующим образом:
 ,
,



Получим  или
или  . Округляем, тогда
. Округляем, тогда
 .
.
Припуск на механическую обработку
Припуск на обработку — слой, подлежащий снятию при превращении заготовки в деталь. Его размер соответствует разности габаритов детали и заготовки. Задают припуск на сторону.
Назначение
Значение припусков влияет на эффективность и качество обработки, так как они компенсируют погрешности предыдущей и текущей рабочих операций. При этом должен быть соблюден баланс между недостаточным и чрезмерным значением. При недостаточном снизится точность и качество работ ввиду неполного удаления дефектного слоя и усложнения выверки заготовки при монтаже на станке, а при избыточном возрастет стоимость производства ввиду повышения расхода материальных и энергетических ресурсов и трудозатрат. Оптимально среднее значение, обеспечивающее достаточное качество при минимальных затратах.

Зная что такое припуск, можно понять, что составляющий его материал уходит в отходы. При превращении заготовок в детали в стружку уходит до 60% массы материала. Лишь на отдельных заводах машиностроения эта величина сокращена до 20-30%. Стружка учитывается как потери из-за низкой стоимости. К тому же на удаление материала затрачиваются энергия и трудовые часы. Ввиду этого важен расчет оптимального значения, для достижения которого меняют технологии производства. Например, используют чугунные отливки вместо штампованных заготовок, не требующие токарной обработки. Таким образом значительно сокращают стоимость изготовления деталей.
Классификация припусков
По порядку обработки припуски дифференцируют на следующие виды.

По конфигурации выделяют односторонние, симметричные и асимметричные виды.
Методы определения
По методу определения припуски дифференцируют на три варианта.
К тому же существует два подхода к изменению размера припусков с ходом обработки, различающихся в зависимости от типа деталей.
В обоих случаях возможно применение и ассиметричных, и симметричных припусков.
Значение зависит от таких факторов, как материал, конфигурация, технология создания заготовки, требования к материалу, точность размеров, шероховатость поверхности.
Существует два метода определения припусков на механическую обработку.

ГОСТ содержат таблицы припусков для различных видов технологических операций и разных типов изделий, применяемые в первом методе.
К погрешностям для расчетно-аналитического метода относят:
То есть минимальное значение промежуточного типа определяется названными факторами. Ее вычисление для всех переходов позволяет установить изменение габаритов заготовки по ходу превращения ее в деталь.Расчет промежуточных припусков дает предельные размеры для всех технологических переходов производственного процесса.

В справочниках объясняется, как рассчитать припуск, приведены соответствующие формулы.При расчете всех типов для однопроходных работ основываются на размерах целевой продукции.
Предельные габариты после тонкого точения получают из суммы минимального предельного размера и наименьшего припуска на чистовое точение. Аналогичным методом вычисляют минимальные размеры по завершении чернового точения: из суммы минимального предельного размера и наименьшего припуска. Для получения максимальных габаритов требуется сложить минимальные с допусками. Общий наименьший припуск составляет сумма минимальных промежуточных, а наибольший – максимальных.
При многопроходных работах упругие отжатия компонентов технологической схемы почти отсутствуют ввиду малых сил на следующих проходах. Поэтому в данном случае наименьший припуск складывают с максимальными габаритами.
Для работ с собранными узлами в погрешностях учитывают также взаимное смещение деталей и погрешности сборки.Для штамповочных и литейных уклонов припуски увеличивают.
Дефектный слой отличается механическими свойствами, что обусловлено, в том числе, остаточными напряжениями. Размеры приведены в справочной литературе и зависят от производственной схемы. Причем его удаляют не во всех случаях. Это определяется методом получения заготовки. Так, данный слой оставляют в случае обработки абразивом. Для многих автомобильных деталей используют отлитые предметы с отбеленным слоем, увеличивающим износостойкость. Стальные поковки и штампованные предметы отличаются обезуглероженным слоем, сокращающим предел выносливости материала. Его удаляют путем механической обработки.
К тому же выделяют наклепный слой. Он формируется также на поверхности материала в результате обработки резанием. Его удаляют только частично, а именно верхнюю часть с нарушенной структурой. Это объясняется тем, что в случае дальнейшей термической обработки данный слой перейдет в исходное состояние, а без нее повысит износостойкость материала.
По завершении поверхностной закалки тоже рекомендуется сохранить верхний слой.Это объясняется снижением его механических свойств с возрастанием припуска.
К тому же величину дифференцируют для этапов обработки: на черновой закладывают большую часть общего типа. Обычно используется пропорция 60/40. В случае когда предполагается получистовой этап, применяют соотношение 45/30/25.

Для отдельной партии деталей значение припуска каждой из них случайно, так как определяется рядом произвольных факторов. В случае однопроходных работ на предварительно настроенных станках наблюдается явление копирования, обусловленное упругими деформациями компонентов системы. Оно состоит в прямой зависимости выдерживаемого размера от габаритов заготовки. То есть при наименьшем выдерживаемом размере получается деталь минимальных размеров, а использование наибольшего выдерживаемого размера дает максимальные габариты детали. Это объясняется соответствующей выдерживаемому размеру величиной отжатия, определяемой величиной припуска и силой резания. Ввиду того, что в реальных условиях наблюдаются колебания размеров заготовок и твердости их материала, припуски также различаются.
Исходя из невозможности точного задания, используют допуски. Причем для общего типа и размера используется один допуск. Для промежуточного он определяет предел колебаний припуска и габаритов.
Допуски на операционные габариты также важны. Их значение обусловлено влиянием на точность и сложность создания деталей. Так, при малых значениях возрастает вероятность получения брака ввиду неполного удаления дефектного слоя. К тому же повышается стоимость работ. При использовании большого допуска наблюдаются значительные колебания глубины резания для одной партии и, следовательно, размеров после текущего перехода. Кроме того, большие допуски усложняют настройку станка и работу.



