Что такое накернить, как это сделать правильно, какой нужен инструмент?
Что означает (что такое) слово накернить.
Как правильно кернить и какой инструмент для этого понадобится?

Кернер (он же керн), это специальный слесарный инструмент при помощи которого делается «метка», она же «лунка» на поверхности.
Соответственно «накернить» значит сделать углубление (не большое) на поверхности например, перед сверлением металла.
Кернер выглядит вот так

В итоге сверло не уведёт в сторону на начальном этапе сверления, оно «не гульнёт» что крайне важно.
Другими словами, пользователь сможет просверлить отверстие в том месте где необходимо.
Размеры кернера могут быть разными, изготавливается инструмент из индустриальной стали.
Кернер как правило, проходит стадию закалки на стадии изготовления, но закалка не полная, а частичная.
Если речь не о сверлении металла, то в принципе вместо кернера можно использовать и иной инструмент.
Например древесину можно накернить (сделать углубление, лунку) можно и при помощи обычного шила, даже удары молотком по шилу наносить не нужно, достаточно ручного усилия.
Если речь о сверлении бетона, то я часто для этой операции (накернить) использую дюбель-гвоздь для монтажного «пистолета», предварительно молотком сбиваю «юбку» (шайбу) с дюбель-гвоздя.
В итоге и шилом и дюбель-гвоздём делаются всё те же лунки, а сама операция называется «накернить» вне зависимости от того что используется не кернер.

Если работаете кернером (слесарный инструмент), то вначале делаем разметку, то есть определяемся с точкой сверления и обозначаем её, к примеру маркером.
Далее приставляем кернер к поверхности, держим его под прямым углом.
Затем наносим удары молотком, причем скорей всего одного удара будет не достаточно, то есть наносим серию точных и не обязательно сильных ударов.
Если углубления делаются шилом, то вначале так же делается разметка, далее шило приставляется к поверхности, затем рукой чуть нажимаем на шило и проворачиваем его.
Что такое кернер, его виды и назначение
Кернер – это слесарный инструмент, по форме похожий на металлический стержень, одна сторона которого заострена, а другая подготовлена к нанесению по ней ударов молотка.
Этот инструмент также называют керно, его предназначением является создание лунок, позволяющих сделать дальнейшее сверление материала максимально удобным.
Такое углубление предотвращает внезапное соскальзывание сверла, и гарантирует, что отверстие будет создано в нужном месте.
Устройство и характеристики
Как уже упоминалось выше, прибор изготавливается в виде цилиндрического стержня.

Одна сторона подготавливается к нанесению ударов молотком, она называется бойком или затыльником, другая затачивается в форме конуса, причем угол заточки равен 120 градусам.

Процедура требует некоторых физических усилий и времени, поэтому современные кернеры делают механическими или автоматическими.
Устройство механического инструмента основано на плотном сжатии встроенной внутрь пружины и последующего ее освобождения.

Воздействие на затыльник осуществляется за счет взводно-спускового механизма.
При этом молоток для нанесения кернов не требуется.
В электрическом автоматическом приборе работа запускается за счет действия электрической цепи, встроенной внутрь кернера.
При этом процесс занимает мало времени и за одну минуту мастер способен сделать минимум 50 лунок.
Материал для изготовления
Любой вид кернеров изготавливается из надежной инструментальной стали, частично закаленной, но большая его часть остается незакаленной.
Такое сочетание материалов позволяет инструменту оставаться надежным и безопасным, минимизировать усилия, требуемые для того, чтобы сделать достаточно глубокий керн.
Для большей устойчивости некоторые устройства покрываются также никелем.
Размеры и вес кернера
Обычно длина кернера составляет 14 см – инструмент достаточно компактный, поэтому работать им даже в ручном режиме бывает удобно.
Но в магазинах можно найти виды с длиной стержня в 10, 12, 15 и даже 18,5 см. Каждый мастер выбирает подходящий для своей руки размер.
Вес зависит от принципа работы устройства, его размера и материала изготовления, но это в любом случае один из самых легких слесарных инструментов.
Виды керно и их назначение
Виды керно различаются по принципу действия и основному предназначению. В арсенале слесарей можно встретить такие виды как:
Ручной слесарный
Предназначен для работы с металлом, кафельной плиткой, другими видами полированной или гладкой поверхности.

Кернер-циркуль
Отличается от классического варианта тем, что позволяет делать лунки на заранее выставленном расстоянии.

Кернер-колокол
Используется для кернения поверхностей, по форме напоминающих шар.

Регулируемое центровочное керно
Название говорит само за себя, инструмент можно регулировать.

Механический кернер
Позволяет производить работы одной рукой и без использования молотка, при этом глубина лунок всегда одинакова.

Такой прибор идеален для работы с хрупкими, мягкими материалами.
Автоматический кернер

Автоматическое устройство является самым удобным в применении, поскольку не требует затрат физических усилий.
Самодельное керно
Применяется для работы с самыми разными материалами: от пластмассы до меди, бронзы и других видов цветных металлов.

Для профессионального использования обычно приобретаются и автоматический и классический прибор, в домашнем же обиходе, когда применение кернера требуется крайне редко, можно обойтись самоделкой.
Что нужно знать о кернере
Выбирая керно нужно помнить несколько важных моментов об этом виде приборов.
Во-первых, совершенно не имеет значения какая форма сечения у стержня инструмента.

Гораздо важнее обратить внимание на другие его характеристики.
Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться.
В-третьих, если планируется использовать кернер при работе с мягкими металлами, лучше выбрать такой, в котором угол заточки меньше и наоборот.
Как пользоваться кернером
Как и любой другой профессиональный инструмент, все виды кернера требуют соблюдения определенных правил работы с ним.
Только в этом случае можно гарантировать получение наилучшего результата и безопасную эксплуатацию.

Хотя существуют способы переделки неправильного кернения, они потребуют больше навыков, чем первоначальное набитие лунок.
Основные правила
Для того чтобы правильно выполнить процедуру работы с любым видом кернера требуется:
1. На материал, на котором требуется сделать лунки, наносится разметка.
2. Ударная часть кернера совмещается с пересечением линии разметки.
3. После этого прибор устанавливается строго перпендикулярно материалу.
4. В зависимости от вида устройства наносится ударное воздействие (молотком, с помощью спускового механизма или другим доступным способом).

При четком соблюдении каждого шага результат кернения будет точным, а лунка – правильной формы, что позволит в дальнейшем просверлить ровное отверстие.
Как правильно выбрать керно
Чтобы выбрать наиболее подходящий вид устройства для себя нужно руководствоваться двумя факторами: собственными финансовыми возможностями, целью приобретения прибора.
К самому дешевому виду относится обычный слесарный кернер, которого будет достаточно, если планируется использовать его в редких случаях.
Самым дорогим видом является электрический автоматический кернер.
Его, а также механизированные виды, приобретают профессиональные слесари для ежедневной работы.
Как сделать керно своими руками
Сделать самый простой вид инструмента можно самостоятельно, взяв за основу шестигранник.
При этом его ударная часть обтачивается, а кончик затачивается бод определенный уголь, после чего производится закаливание инструмента с обеих сторон.

Для закаливания подойдет обычная газовая плита.
Металл требуется раскалить до ярко-розового цвета, а затем на несколько секунд поместить в воду, вытащить, и сразу опустить вновь, но удерживая инструмент в воде немного дольше.
Такой простой вид прибора вполне подойдет для домашнего ремонта, а его изготовление займет не более часа.
Рейтинг кернеров
Самые известные производители профессиональных и полупрофессиональных инструментов предлагают приобрести кернер именно у них.
Высшие строчки рейтинга занимают:
• фирма HAUPA, чей керно называется удобным для рук и изготовленным из высококачественной ударопрочной стали;
• фирма RENNSTEIG – единственным недостатком считается завышенная цена;
• фирма ТОРЕХ – традиционно производящая крепкие инструменты.
• фирма KRAFTOOL – производит высококачественную продукцию.

Выбирая кернер известного производителя можно гарантировать долгую его службу и безопасность в использовании.
Что такое операция накернивание




§ 16. Накернивание разметочных линий
Керном называется углубление (лунка), образовавшаяся от действия острия (конуса) кернера при ударе по нему молотком.
Масса молотка должна быть соразмерна массе кернера.
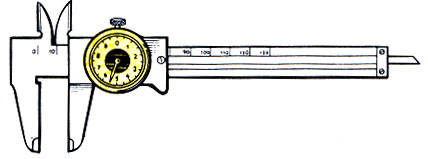
Рис. 49. Штангенциркуль карманный
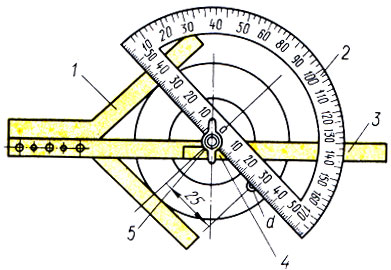
Рис. 51. Ватерпас с градусной шкалой (а) и угломер часового типа (б)
Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки.
Разметочный молотой. Для разметочных работ слесарем В. М. Гавриловым изготовлен оригинальный молоток (рис. 53,а). Особенность молотка состоит в том, что в уширенной части головки 1 молотка имеется круглое сквозное отверстие, в которое на резиновых амортизационных кольцах 6 вставлена четырехкратная линза 5. От выпадения линза удерживается пружинными разрезными кольцами 2 из стальной проволоки. Деревянная ручка 3 пустотелая, с торца закрывающаяся крышкой 4. Она может служить пеналом для хранения кернеров, чертилок и т. п.
Молоток разметчика Дубровина (рис. 53,6) может одновременно использоваться в качестве лупы, линейки и пенала для кернера, чертилки и т. п.
В головке 8 молотка предусмотрено круглое отверстие, в котором укреплена линза 7. К скошенной кромке ручки прикреплена стальная линейка 9 с миллиметровой шкалой. В торце ручки 12 высверлено два отверстия для хранения кернера 11 и чертилки 10.
Молоток удобен в работе, повышает производительность труда, так как избавляет слесаря или разметчика от необходимости перехватывать рукой молоток и лупу для нанесения удара, повышает культуру производства.
В целях повышения производительности слесари-новаторы применяют усовершенствованные приемы разметки и специальные приспособления.
Большое количество одинаковых деталей размечают по шаблону.
Отверстия размечают по шаблону чертилкой или кернером (рис. 54,6).
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка по образцу отличается от разметки по шаблону тем, что при этом не изготовляют шаблон. Этот способ широко применяют при ремонтных работах,, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
Разметка карандашом производится, как и чертилкой, по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же правилами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штанген-рейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору. Более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальных державках. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90°.
Разметка должна отвечать следующим основным требованиям: точно соответствовать размерам, указанным на чертеже; разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки; не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должны соответствовать техническим требованиям.
Брак при разметке. Наиболее частыми видами брака при разметке являются:
несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
неточность установки рейсмаса на нужный размер. Причиной является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
небрежная установка заготовки на плите в результате неточной выверки плиты.
Безопасность труда. При выполнении разметочных работ необходимо соблюдать следующие правила безопасности труда:
установку заготовок (деталей) на плиту и снятие с плиты необходимо выполнять только в рукавицах;
заготовки (детали), приспособления надежно устанавливать не на краю плиты, а ближе к середине;
перед установкой заготовок (деталей) на плиту следует ее проверить на устойчивость;
во время работы на свободные (не используемые) острозаточенные концы чертилок обязательно надевать предохранительные пробки или специальные колпачки;
используемый для окрашивания медный купорос наносят только кисточкой, соблюдая меры предосторожности (он ядовит);
следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободны;
следить за исправностью крепления молотка на ручке;
промасленную ветошь и бумагу складывать только в специальные металлические ящики.
Что такое кернер, его типы, приемы работы, фото
Если в среде профессионалов кто-либо называл этот инструмент керном, он переставал таковым быть по определению. Керн или керно – это лунка в материале – результат работы кернера и никак иначе. А еще образец породы грунта, полученный особым способом, но это точно не предмет нашей статьи. Сейчас же, даже Википедия подает слово «керн», как второе название инструмента — кернера, что в корне неправильно, но оставим это на совести авторов материала.
Кернер — что это такое?
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.

Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования. Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным. Материал шестигранников – углеродистая сталь, поддающаяся термообработке, поэтому, если у вас возникнет необходимость быстро в домашних условиях сделать кернер и найдется подходящий по сечению шестигранник, можете смело его использовать – закалку он примет без цементации (насыщения поверхностного слоя стали углеродом).
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…

В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.

Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Приемы работы кернером
Способов кернения всего два: один – правильный, второй – неправильный.

Для кернения необходимо:
Это все, невыполнение этих правил приведет к нарушению точности кернения или формы лунки, что может послужить причиной увода сверла.
Если же вы ошиблись при кернении, то сделайте то, чего не посоветуют вам ни в одном учебнике по слесарному делу:
Типы кернеров — фото
Кроме ручного варианта этого инструмента существуют и другие его разновидности.





Немаловажен также фактор явного повышения скорости кернения.
4. В электрическом кернере индукционная катушка втягивает подпружиненный ударник. Все остальное очень похоже на механический вариант инструмента.
Как сделать кернер своими руками
Для тех, кто не хочет отдавать 300 – 500 кровных рублей за более ли менее нормальный по качеству кернер, есть несколько вариантов изготовления этого инструмента своими силами. О первом мы уже упоминали – из шестигранника.
Также вы можете быстро изготовить примитивный, но вполне работоспособный кернер из старого, утратившего работоспособность боковых кромок, а значит не подлежащего заточке, сверла, просто заострив его конец.

Правда, в чистом виде использовать такой инструмент, мы все же не рекомендуем – он очень хрупкий и при ударе может расколоться и нанести травму. В крайнем случае, наденьте на него обрезок шланга высокого давления, как в варианте на фото, но лучше – подберите металлическую втулку из трубки подходящего диаметра или выточите ее.
Кроме упомянутых вариантов есть способ изготовить кернер из практически любой стали, но закалить можно только углеродистую. Если вы не уверены в содержании в ней углерода, то проверить это можно по искре при обработке на точиле. А вот и видео:
И если вы не увидели долгожданных звездочек при заточке подходящего прутка для изготовления кернера, то можно произвести процесс цементации, о которой мы упоминали в начале статьи. Сделать это в домашних условиях можно двумя способами. Если у вас имеется в хозяйстве сварочный аппарат, то показанный на видео – наиболее приемлемый и простой.
А если приобретение сварочного аппарата все еще в планах, то поищите поблизости металлообрабатывающий завод, где точат детали из чугуна и наберите чугунной стружки, чем мельче – тем лучше.
Или купите чугунный порошок через интернет. Раскалив металл до того же ярко-розового свечения, опускайте часть заготовки, которой требуется закалка в чугунную стружку. Углерод из чугуна переместится в поверхностный слой вашей низкоуглеродистой стали и сделает возможной ее закалку.
Процедуру можно повторять несколько раз, но заточку кернера произведите до нее. Впрочем, ремонтировать инструмент в дальнейшем можно таким же образом.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Разметка по металлу. Приемы, правила, ошибки
Очень часто при изготовлении металлических изделий исходный материал (отливки, листовой и профильный прокат) не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишнее, высверлить/вырубить отверстие, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Эта операция и называется разметкой. Применяясь к этим точкам и линиям, и проводят обработку.
Как правило, размечать приходится уникальные детали и изделия, которые производят в небольшом количестве. Если речь идет о крупном массовом производстве — заготовки не размечают, а используют специальную оснастку или механический способ.
Что такое разметка
Операция, когда на металлическую заготовку наносятся линии, обозначаются формы будущего изделия, его габариты и называют разметкой. Цель разметки — обозначить границы и места обработки детали, точки где будет выполняться сверления, линии загиба, линии сварных швов, фрезеровки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
По поверхности нанесения различают
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
 Инструменты для нанесение разметки
Инструменты для нанесение разметки
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
 Центроискатель
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
 Разметочный транспортир
Разметочный транспортир
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
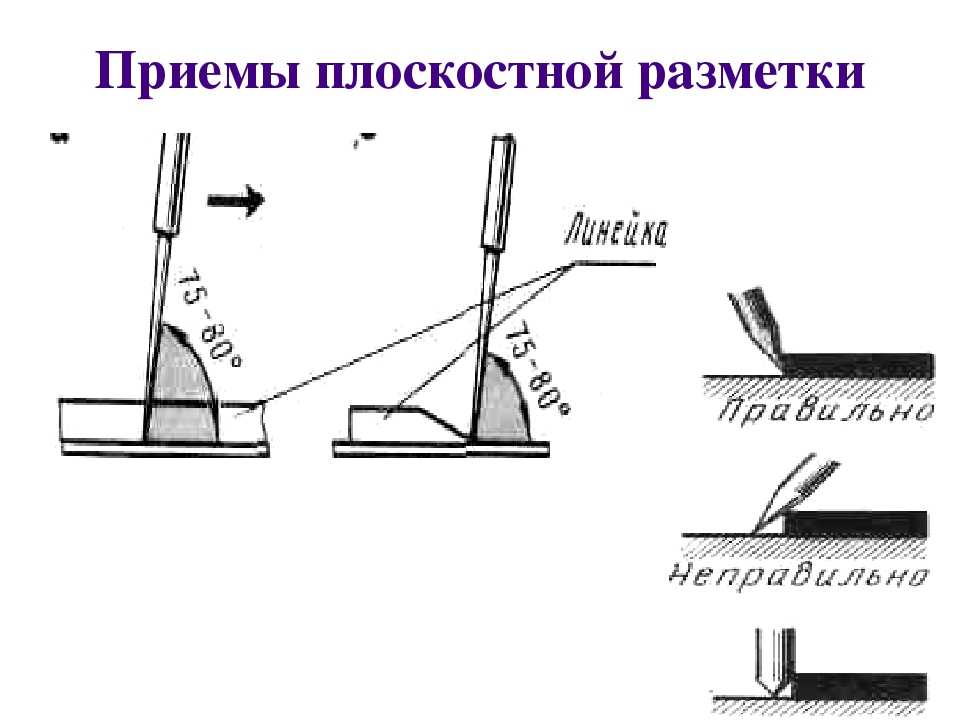
Приемы разметки
В слесарном деле применяют следующие приемы:
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.



