domir.ru
ДоМир — Домашний Мир
Опиливание и зачистка металлических деталей
Люди, мало сведущие в слесарных работах, зачастую путают эти две операции – опиливание и зачистку, а между тем у них есть существенная разница: опиливание связано с изменением размера деталей (напильником снимается слой металла), а зачистка – с изменением шероховатости (удаление царапин, рисок и пр.). Опиливание производится с помощью напильников и надфилей; зачистка чаще всего осуществляется абразивными кругами, брусками, шкурками, иногда используются проволочные щетки.
Процесс опиливания заключается в основном в опиливании деталей по контуру, для удаления заусенцев, забоин, образовавшихся при рубке (резке), в устранении дефектов на плоскостях (если технические условия позволяют такие исправления), снятии припусков под размер, опиливании плоскостей сложных поверхностей, выступов, пазов при подгонке деталей во время сборки. Но в любом случае после опиливания поверхности подвергаются зачистке.
В том случае, если нужно удалить слой металла более 0,2 мм, опиливание считается грубым; от 0,1 до 0,2 мм – средним; до 0,1 мм – тонким.
От того, какая обработка требуется, зависит выбор напильника по номерам (см. главу, посвященную слесарному инструменту).
Выбор напильника по длине зависит от величины детали: он должен быть длиннее обрабатываемой плоскости, как минимум, на 150 мм.
Выбор формы напильника зависит от поверхности: ровные поверхности опиливают плоскими напильниками, сопряженные (углы между ними) – квадратными, ромбическими, треугольными, криволинейные – круглыми и полукруглыми (см. рис. 9).
Плоские напильники (см. рис. 9, а) применяются для опиливания наружных или внутренних плоских поверхностей и для пропиливания шлицев и канавок.
Полукруглые напильники (см. рис. 9, б) предназначены для обработки криволинейных поверхностей и углов более 30°.
Квадратные напильники (см. рис. 9, в) применяют для пропиливания квадратных, прямоугольных и многоугольных отверстий.
Трехгранные напильники (см. рис. 9, г) используются для опиливания углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках.
Круглые напильники (см. рис. 9, д) применяются для пропиливания круглых и овальных отверстий и вогнутых поверхностей небольшого радиуса.
Для более качественной обработки (и для повышения производительности) опиливание лучше всего производить перекрестными проходами (рис. 26, а).

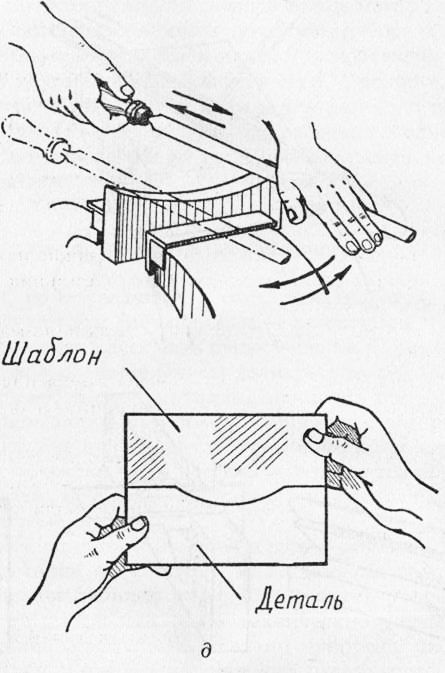
Рис. 26. Опиливание поверхностей и контроль за качеством работ: а – перекрестное опиливание; б – контроль отклонений от плоскости и прямолинейности; в – контроль отклонений от параллельности; г – контроль отклонений от перпендикулярности; д – контроль криволинейных поверхностей по шаблону.
В том случае, если с поверхности детали нужно снять лишь выступающие части, опиливание производится круговыми движениями.
Во время работы рукоятка напильника должна опираться на центр ладони правой руки, а пальцы левой руки нужно расположить поперек напильника на расстоянии 20–30 мм от его носика (будет удобнее, если пальцы слегка согнуть, но не свешивать до рабочей плоскости напильника) (рис. 27).

Рис. 27. Правильное положение слесаря (а) и положение его рук при грубом (б) и при чистом (в) опиливании.
Движения напильником должны быть строго горизонтальными относительно обрабатываемой поверхности (рабочий ход – вперед, от себя, холостой ход – назад, к себе); темп движений – от 40 до 60 поступательно-возвратных движений в минуту. Производить движения следует обеими руками, распределяя силу давления на инструмент следующим образом:
– начало рабочего хода – основной нажим левой рукой, правая лишь поддерживает напильник в горизонтальном положении;
– середина рабочего хода – сила нажима обеими руками одинакова;
– конец рабочего хода – левая рука поддерживает напильник в горизонтальном положении, а основная нагрузка приходится на правую руку;
– холостой ход – напильник от опиливаемой поверхности не отрывается, но сила нажима минимальная.
Если во время работы напильник скользит, надо прочистить его стальной щеткой вдоль насечек.
Деталь, подлежащую опиливанию, зажимают между накладками тисков так, чтобы обрабатываемая поверхность выступала над губками на высоту 5–10 мм. При опиливании тонкой детали ее следует крепить на деревянном бруске деревянными пластинками, обеспечивающими неподвижность детали (рис. 28).

Рис. 28. Опиливание детали из тонкого металла.
Существенное значение имеет положение слесаря в момент опиливания по отношению к обрабатываемой детали. Он должен располагаться сбоку тисков на расстоянии около 20 см от верстака так, чтобы корпус был прямым и повернутым под углом 45° к продольной оси тисков (см. рис. 27, а). Упор нужно делать на левую ногу.
В ходе операции опиливания периодически осуществляют проверку качества поверхностей. Контроль опиливания производится обычно с помощью проверочных линеек и проверочных плит методом «световой щели» или «на краску» (см. рис. 26, в, г).
Опиливание и зачистка




![]()
![]()
| Опиливание и зачистка — процессы снятия слоя металла с помощью напильников, надфилей, абразивного инструмента (круги, головки, бруски, шкурки). Зачистка может осуществляться также проволочными вращающимися щеткам,и. Опиливание обычно связано с изменением размеров обрабатываемых деталей, а зачистка — с изменением лишь шероховатости поверхности, например, при удалении пятен коррозии, удалении царапин, рисок и т. п. Опиливание считается грубым, если необходимо удалить слой металла более 0,2 мм. При тонком опиливании слой снимаемого металла не превышает 0,1 мм. Точность размера при опиливании может быть достигнута до 0,02 мм. Характерные работы: опиливание деталей по контуру для удаления неровностей, забоин, заусенцев; снятие припусков на деталях-компенсаторах под размер; устранение дефектов на поверхности детали (сколов, царапин) в тех случаях, когда исправление их допускается техническими условиями; опиливание плоскостей, сложных поверхностей, пазов и выступов при подгонке соединений. Во всех случаях после опиливания поверхности зачищают. Устройства, механизирующие выполнение работ по опиливанию и зачистке: верстачные и передвижные установки с гибким валом, приводящие в движение специальные напильники или абразивные головки; переносные пневматические и электрические ручные и приводные машинки, оснащенные абразивными кругами и круглыми щетками; механические машинки с плоскими шлифующими подушками, совершающими колебательное движение; машины с абразивными лентами. |
Притирка, доводка, полирование
| Притирка — обработка плоскостей с помощью мелкозернистых шлифовальных порошков (абразивов) или паст, нанесенных на твердую поверхность инструмента-притира или на сопрягаемую поверхность. Движение поверхностей относительно друг друга при притирке вызывает вращение зерен абразива, которые внедряются в притир и в деталь, срезая неровности с их поверхностей. Притирка плоскостей бывает односторонней и двусторонней. На притираемую деталь которой придается сложное движение относительно притира 3, действует определенная сила Р. Абразивная прослойка 2 обеспечивает обработку поверхности детали. Следует отметить, что при этом изнашивается и притир. Поэтому притиры периодически подвергаются правке. Однако существуют такие способы притирки, при которых правка рабочей поверхности притиров производится самими обрабатываемыми деталями. Поверхность детали притирают после окончательной механической обработки: шлифования, тонкого точения, фрезерования, развертывания, шабрения. |
Доводка— окончательная притирка, при которой вместо шлифующих порошков применяют пасты, в частности пасты ГОИ. В процессе доводки пасты последовательно заменяют: вначале используют грубую, затем среднюю и наконец тонкую. В притирочных операциях достаточно широко используют также алмазные порошки и пасты.
Устройства, механизирующие процесс притирки, должны сообщать притираемым деталям сложные движения, с тем чтобы траектории движения абразивных зерен не накладывались друг на друга При притирке сопрягающихся пар (типа цилиндрических или конических валов и отверстий) притиру сообщают одновременно вращательное и осевое возвратно-поступательное движение. Притираемая деталь (втулка) при этом должна иметь возможность самоустанавливаться, что обеспечивается соответствующей конструкцией приспособления.
Полирование — процесс абразивной обработки поверхностей, подвергавшихся опиливанию или зачистке. При полировании практически не изменяется размер, поскольку обработка поверхности ведется в пределах высоты микронеровностей, полученных на предыдущей обработке. Обычный припуск под полирование находится в пределах 5. 7 мкм.
Для полирования применяются тонкие абразивные порошки или специальные полировальные пасты, которые наносятся на рабочую поверхность полировальника, чаще всего выполненного в виде эластичного круга из войлока, фетра, хлопчатобумажной ткани или ниток Jкорда). В качестве вяжущего вещества в таких абразивных материалах, как окиси алюминия, железа, хрома, употребляют смесь парафина, олеина, стеарина, воска, говяжьего сала, вазелина. При работе полировальнику придается вращательное движение с рабочей скоростью 30. 50 м/с. Для этого применяются пневматические или электрические ручные машинки, быстроходные сверлильные машинки или специальные ручные полировальные машинки с эластичным кругом, работающим торцовой поверхностью

1.Изучить теоретические сведения.
2. Ответить на вопросы входного контроля.
3.Выполнить плоскостную разметку
4. Кратко пояснить процессы правки, гибки, рубки и резки металла
5. Рассмотреть вопросы выходного контроля.
1.Основные операции при слесарной обработке.
2.Цель слесарно-ремонтных работ.
3. Основное назначение разметки.
4.Инструменты, применяемые для рубки металла.
5. Устройства, механизирующие выполнение работ по опиливанию и зачистке.
6. Как называется окончательная притирка, при которой вместо шлифующих порошков применяют пасты, в частности пасты ГОИ
Pereosnastka.ru
Обработка дерева и металла
Люди, мало сведущие в слесарных работах, зачастую смешивают эти две операции — опиливание и зачистку, а между тем у них есть существенная разница: опиливание связано с изменением размера Деталей (напильником снимается слой металла); зачистка же — лишь с изменением шероховатости (удаление царапин, рисок и пр.). Опиливание производится с помощью напильников и надфилей; зачистка чаще всего осуществляется абразивными кругами, брусками, шкурками, иногда используются проволочные щетки.
Процесс опиливания заключается в основном в опиливании деталей по контуру, для удаления заусенцев, забоин, образовавшихся при рубке (резке), устранении дефектов на плоскостях (если технические условия позволяют такие исправления), снятии припусков под размер, опиливании плоскостей сложных поверхностей, выступов, пазов при подгонке деталей во время сборки. Но в любом случае после опиливания поверхности подвергаются зачистке.
В том случае, если нужно удалить слой металла более 0,2 мм, опиливание считается грубым; от 0,1 до 0,2 мм — средним; до 0,1 мм — тонким.
От того, какая обработка требуется, зависит выбор напильника по номерам. Выбор напильника по длине зависит от величины детали — он должен быть длиннее обрабатываемой плоскости как минимум на 150 мм. Выбор формы напильника зависит от поверхности: ровные поверхности опиливают плоскими напильниками; сопряженные (углы между ними) —квадратными, ромбическими, треугольными; криволинейные —круглыми и полукруглыми.
Деталь, которую следует опилить, нужно зажать в тиски таким образом, чтобы рабочая поверхность выступала над губками на 8-10 мм. Для более качественной обработки (и для повышения производительности) опиливание лучше всего производить перекрестными проходами. В том случае, если с поверхности детали нужно снять лишь выступающие части, опиливание производится круговыми движениями.
Во время работы рукоятка напильника должна опираться на центр ладони правой руки, а пальцы левой руки нужно расположить поперек напильника на расстоянии 20-30 мм от его носика (будет удобнее, если пальцы слегка согнуть, но не свешивать до рабочей плоскости напильника).
Движения напильником должны быть строго горизонтальными относительно обрабатываемой поверхности (рабочий ход — вперед, от себя, холостой ход — назад, к себе); темп движений — от 40 до 60 поступательно-возвратных движений в минуту; производить движения следует обеими руками, распределяя силу давления на инструмент следующим образом:
— начало рабочего хода — основной нажим левой рукой, правая лишь поддерживает напильник в горизонтальном положении;
— середина рабочего хода — сила нажима обеих рук одинакова;
— конец рабочего хода — левая рука поддерживает напильник в горизонтальном положении, а основная нагрузка приходится на правую руку;
— холостой ход— напильник от опиливаемой поверхности не отрывается, но сила нажима — минимальная.
В ходе операции опиливания периодически осуществляют проверку качества поверхностей.
Опиливание и зачистка
Опиливание и зачистка — снятие слоя материала напильником, надфилем или абразивным инструментом. Обработка заготовок абразивным инструментом подробно описана в п. 6.9.3.
Опиливание связано с изменением размеров заготовки, а зачистка — с уменьшением шероховатости или удалением ржавчины, рисок. Ручное опиливание и зачистка — процесс трудоемкий и длительный. Механизация этих работ производится с помощью верстачных и передвижных установок с гибким валом, приводящим в движение специальные напильники или абразивные головки; переносных пневматических или электрических машинок, оснащенных шлифовальным кругом или щеткой; переносных электрических виброшлифовальных машинок с плоскими рабочими подушками; машин с абразивными лентами.
При ручном опиливании применяются разнообразные напильники — стальной закаленный брусок с режущими зубьями на рабочей части. У напильника (рисунок 1.7, а) можно различить рабочую часть 2, хвостовик 3с ручкой 4. Рабочая часть состоит из носа1, ребер 7, граней 6 и пятки 5. Зубья напильника получают насеканием или фрезерованием.
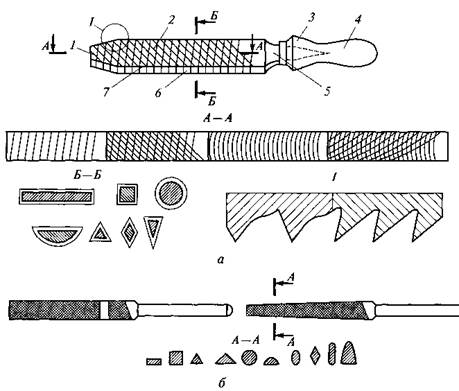
а — напильники: 1 — нос; 2 — рабочая часть; 3 — хвостовик; 4 — ручка;
5 — пятка; 6 — грань; 7 — ребро; б— надфили
Рисунок 1.7 Инструмент для опиливания металла
Различают напильники с одинарной (простой), двойной (перекрестной), дуговой и перекрестной рашпильной насечками. Для обработки мягких материалов применяют напильники с простой насечкой, при обработке стали — с двойной насечкой.
В зависимости от высоты зуба и числа насечек на 10 мм длины рабочей части различают напильники драчевые (№ 0, 1), личные (№ 2, 3), бархатные (№ 3, 4, 5).
По форме тела различают напильники плоские, квадратные, круглые, полукруглые, треугольные, ромбические и ножовочные.
Надфили — небольшие напильники длиной 80. 160 мм различной формы и поперечного сечения (рисунок 1.7, б).
При слесарной обработке применяются специальные напильники и надфили: со специальной державкой, алмазные (с нанесением на рабочую часть синтетических алмазов — карбонадо), машинные, вращающиеся и т.д.
При работе напильником рабочий должен стоять устойчиво, под углом 45° к оси тисков. При опиливании напильник перемещают строго горизонтально. Напильник должен касаться обрабатываемой плоскости всей своей поверхностью. Нажимают на напильник только при его движении вперед. По длине рабочего хода усилие нажима должно плавно увеличиваться к середине рабочего хода и плавно уменьшаться к его концу. При обработке широких поверхностей напильник перемещают под углом к губкам тисков. Правильность обработки определяют по следам обработки: если следы от предыдущего съема металла исчезли — обработка проведена правильно. Качество обработки проверяют лекальными линейками (на просвет), штангенциркулем (размеры), слесарными угольниками, угломерами, по шаблонам (на просвет или по краске).
Что такое опиливание и зачистка
Опиливание и зачистка — процессы снятия слоя металла с помощью напильников, надфилей, абразивного инструмента (круги, головки, бруски, шкурки). Зачист-‘ ка может осуществляться также проволочными вращающимися щеткам,и.
Опиливание обычно связано с изменением размеров обрабатываемых деталей, а зачистка — с изменением лишь шероховатости поверхности, например, при удалении пятен коррозии, удалении царапин, рисок и т. п. Опиливание считается грубым, если необходимо удалить слой металла более 0,2 мм. При тонком опиливании слой снимаемого металла не превышает 0,1 мм. Точность размера при опиливании может быть достигнута до 0,02 мм.
Характерные работы: опиливание деталей по контуру для удаления неровностей, забоин, заусенцев; снятие припусков на деталях-компенсаторах под размер; устранение дефектов на поверхности детали (сколов, царапин) в тех случаях, когда исправление их допускается техническими условиями; опиливание плоскостей, сложных поверхностей, пазов и выступов при подгонке соединений. Во всех случаях после опиливания поверхности зачищают.
Устройства, механизирующие выполнение работ по опиливанию и зачистке: верстачные и передвижные установки с гибким валом, приводящие в движение специальные напильники или абразивные головки; переносные пневматические и электрические ручные и приводные машинки, оснащенные абразивными кругами и круглыми щетками; механические машинки с плоскими шлифующими подушками, совершающими колебательное движение; машины с абразивными лентами.
Напильник представляет собой режущий инструмент в виде стального закаленного бруска определенного профиля длиной 100. 400 мм с большим ‘количеством насечек или нарезок, образующих мелкие и острые зубья (резцы), которыми срезается небольшой слой металла в виде стружки. Основные части и элементы напильника показаны на 2.19, а.
Зубья напильника могут быть образованы насеканием (рис, 2.19,6), фрезерованием ( 2.19, в), протягиванием и другими способами. Наиболее распространенным способом образования зубьев является насекание их’ на специальных пилонасекальных станках с помощью зубила. Каждый зуб напильника имеет задний угол а, угол заострения В, передний угол у и угол резания б. Чем больше насечек на определенной длине напильника, тем мельче зуб. Различают напильники;с одинарной или простой, двойной или перекрестной (рис, 2.19,(5), рашпильиой (точечной) и дуговой ( 2.19, ас) насечками. Для обработки стали, чугуна и других твердых материалов применяют напильники с двойной насечкой:
Напильники с различным числом насечек на 10 мм длины обозначаются номером от 0 до 5 и предназначаются для определенных работ/ Напильники с насечкой №*0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — до 1 мм. Напильники с насечкой № 2 и 3 (личные) применяют для окончательного (чистового) опиливания; снимаемый слой металла не превышает 0,3 мм. Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки поверхности и снимают слой металла не более 0,05 мм.
По форме поперечного сечения напильники делятся на плоские, квадратные, трехгранные, полукруглые, круглые, ромбические, ножовочные
Надфили—небольшие напильники (длиной 80, 120 и 160 мм) различной формы поперечного сечения. В зависимости от количества насечек надфили делятся на пять типов (№ 1. 5) с числом насечек 22,.Л12 на 10 мм длины. Их применяют для опиливания и распиливания небольших поверхностей, недоступных для обработки слесарными напильниками, а также отверстий, углов, прорезей, пазов, радиусов, коротких участков фасонных профилей шаблонов (лекал). Наибольшее распространение надфили получили в инструментальных цехах при выполнении лекальных, граверных и ювелирных работ.
При слесарной обработке применяют и другие типы напильников: со специальной державкой, тарированные, алмазные, рашпили, машинные, вращающиеся, борна- пильники и др.
При работе напильником рабочий должен стоять перед тисками прямо или вполоборота (под углом 45°) к оси тисков; при этом правое плечо должно находиться
против винта тисков. Ступни ног располагаются под углом 40. 60°, расстояние между пятками— не более200. 300 мм. При работе напильником правая рука должна быть согнута под прямым углом, а конец его рукоятки должен упираться в середину ладони правой руки. Четыре пальца охватывают рукоятку снизу, а большой — вдоль оси сверху. Ладонь левой руки располагается поперек напильника на расстоянии 20. 30 мм от его носка.
При опиливании напильник перемещают строго горизонтально обеими руками вперед (рабочий ход) и назад (холостой ход) плавно, производя от 40 до 60 двойных ходов в минуту. Напильник должен касаться обрабатываемой плоскости всей своей поверхностью. Нажимать на напильник надо только при движении его вперед, строго соблюдая распределение усилий нажима правой и левой рукой в такой последовательности: в начале рабочего хода основной нажим выполняют левой рукой, правой — поддерживают напильник в горизонтальном положении, в середине рабочего хода сила нажима обеими руками на напильник должна быть одинаковой, в конце рабочего хода основной нажим выполняют правой рукой, а левой поддерживают его в горизонтальном положении. При этом слесарь слегка наклоняется в сторону тисков, делая упор на левую ногу. При движении напильника назад его не отрывают от обрабатываемой поверхности. При окончательном (чистовом) опиливании нажим на напильник должен быть значительно слабее, чем при предварительном (черновом). В этом случае левой рукой нажимают на носок напильника не ладонью, а большим пальцем.
При опиливании обрабатываемая поверхность должна выступать над губками тисков на 8. 10 мм. Опиливание начинают с левого края поверхности. При движении назад напильник передвигают вправо примерно на^ Уз его ширины. После первого прохода опиливание повторяют справа налево. При этом необходимо следить за тем, чтобы напильник во время рабочего хода прилегал ко всей поверхности заготовки. Длина напильника должна на 150. 200 мм превышать длину обрабатываемой поверхности.
Положение штрихов (следов зубьев напильника) на обработанной поверхности зависит от направления движения напильника, которое может быть прямым (продольным), как показано на 2.23, а, косым (поперечным) — 2.23,6 и перекрестным— 2.23, в. Наименьшего отклонения от плоскостности поверхности достигают при опиливании перекрестным штрихом, когда движение напильника переносят попеременно с угла на угол. Если с обрабатываемой поверхности необходимо снять выступающие части, опиливание производят круговыми штрихами. Работу всегда начинают напильником с насечкой № 1 или 2, снимая основной слой, не доходя до разметочной риски 0,8. 1,0 мм. После этого напильником с насечкой
№ 3 или 4 осторожно удалякУг оставшийся слой металла. Качество опиленной поверхности проверяют по штрихам: если штрихи от предыдущего прохода полностью исчезли при повторном проходе, то поверхность опилена правильно.
Отклонение от прямолинейности и плоскостности проверяют лекальной линейкой на просвет вдоль, поперек и по диагоналям заготовки. Выступающие места, выявленные при проверке, необходимо опилить любым из ранее указанных способов, добиваясь равномерного просвета между линейкой и опиленной поверхностью. По окончании обработки на поверхность наносят равномерные продольные штрихи. Боковые стороны тонких заготовок опиливают на зажатом в тисках опиловочном приспособлении, бруске из твердого дерева или закаленной стали. Заготовки, длина которых превышает длину губок, при обработке зажимают между двумя длинными металлическими угольниками или деревянными брусками.
Отклонение от параллельности двух опиленных поверхностей проверяют штангенциркулем, а плоскостей, расположенных перпендикулярно или под другим требуемым углом,— угольником или универсальным угломером.
Опиливание плоскопараллельных плоскостей заготовки начинают с наиболее широкой поверхности, которую принимают за основную измерительную базу. Ее опиливают окончательно, соблюдая все правила проверки плоских поверхностей. Затем штангенциркулем проверяют толщину и параллельность сторон заготовки, производят замеры в трех или в четырех местах. Определив подлежащие удалению припуски в различных местах второй широкой обрабатываемой поверхности, их опиливают. На окончательно обработанной поверхности наводят продольные штрихи. Отклонения от параллельности, прямолинейности и плоскостности обработанных сторон и vx толщина должны находиться в пределах допусков, указанных на чертеже. Если требуется обработка не только широких, но и узких сторон заготовки (ребер), то их опиливание начинают с более длинной (базовой) стороны. Затем обрабатывают короткие стороны под углом 90° с проверкой их от базы. На рис, 2.25, а цифрами 1. 6 обозначена последовательность опиливания сторон плоскопараллельной плиты.
Опиливание сопряженных поверхностей — самый распространенный вид обработки, так как он предназначен для получения плоскостей, расположенных под определенным углом друг к другу. При опиливании наружных углов применяют плоские напильники, внутренние углы в зависимости от их размера можно обрабатывать плоскими (с одним ребром без насечки), трехгранными, квадратными, ножовочными и
ромбическими напильниками. Работу начинают с базовой, наиболее длинной или широкой плоскости. Эту поверхность (или ребро) опиливают окончательно, соблюдая все правила опиливания и проверки плоских поверхностей. Затем угольником проверяют угол между обработанной (базовой) и необработанной поверхностями.
Выступающие места на обрабатываемой поверхности опиливают перекрестным штрихом, периодически проверяя угол угольником, а отклонение от плоскостности и прямолинейности — линейкой. Если при контроле наблюдается равномерный просвет между проверяемой поверхностью и линейкой, проверяемым углом и ребром угольника, то точность обработки считается обеспеченной. После этого на обработанную поверхность необходимо нанести равномерные продольные штрихи.
При опиливании поверхностей, расположенных под внутренним углом, вначале также обрабатывают наиболее длинную или широкую (базовую) поверхность и по ней опиливают другую сопрягаемую поверхность. Особенно тщательно следует обрабатывать места сопряжения внутренних плоскостей угла, пользуясь для этого ромбическим или трехгранным напильником. При закреплении заготовки в тисках для предохранения боковой поверхности от повреждения необходимо пользоваться накладными губками из мягких материалов. Размер напильника выбирают с таким расчетом, чтобы он был длинней опиливаемой поверхности не менее чем на 150 мм.
Криволинейные поверхности разделяются на выпуклые и вогнутые. Они могут быть как на плоских деталях типа шаблонов, планок, копиров, так и на разнообразной формы стержнях и валиках. Обычно опиливание таких поверхностей связано со снятием больших припусков. Сначала заготовку размечают, а затем удаляют
лишний металл ножовкой или зубилом. Выпуклые поверхности опиливают плоскими напильниками вдоль и поперек выпуклости. При движении напильника вперед вдоль выпуклости правая рука должна опускаться вниз, а носок напильника — подниматься вверх. При поперечном опиливании напильнику сообщают наряду с прямолинейным еще и вращательное движение.
Основной припуск удаляют напильником с грубой насечкой, не доходя до разметочной риски на 0,8. 1,0 мм.
После этого напильником с насечкой № 4 окончательно снимают оставшуюся часть припуска металла до риски или требуемого размера. Контроль опиленной заготовки производят шаблонами, угольником и штангенциркулем. Приемы опиливания наружных криволинейных и цилиндрических поверхностей показаны на 2.26.
Опиливание вогнутых поверхностей начинают с разметки на заготовке контура детали. Большую часть металла (припуска) можно удалить выпиливанием ножовкой, придав впадине форму треугольника. Затем полукруглыми или круглыми напильниками спиливают лишний металл до разметочной риски. Профиль сечения
круглого или полукруглого напильника выбирают таким, чтобы его радиус был меньше, чем радиус опиливаемой поверхности. Правильность формы поверхности проверяют по шаблону на просвет, а перпендикулярность опиленной поверхности к торцу заготовки — угольником. При опиливании необходимо сочетать два движения нацильника — прямолинейное и вращательное. При этом каждое движение напильника вперед сопровождается небольшим поворотом его правой рукой на оборота вправо или влево. Приемы опиливания вогнутых криволинейных поверхностей показаны на 2.27.
Распиливание отверстий и пазов в целях придания им нужной формы является одной из разновидностей обработки внутренних прямолинейных и криволинейных поверхностей. Круглые отверстия обрабатывают круглыми и полукруглыми напильниками; трехгранные отверстия— трехгранными, ножовочными и ромбическими напильниками и т. п. Распиливание начинается с разметки и накернивания разметочных рисок, сверления по разметочным рискам отверстий и вырубки проймы (удаления лишнего металла из будущего отверстия)
Слесарные работы завершают станочную обработку металла. Сборка и наладка механизмов и машин также относятся к слесарным работам.
§ 1. Виды слесарных работ. Современные слесарные работы стали более универсальными и охватывают различные виды производства.
Монтажно-сборочные работы складываются из рабочих операций, которые выполняются в определенной последовательности.
Слесарно-инструментальные работы.
При выполнении сборочных и слесарных работ для сборки и разборки применяют ключи гаечные двусторонние с открытым зевом, односторонние с открытым зевом.
Учебные пособия. Обработка металлов. Слесарное дело. Е.М. Муравьев. Введение.
§ 27. Разъемные соединения. § 28. Неразъемные соединения. § 29. Сборка деталей.
Монтажно-сборочные работы по всем видам санитарно-технических устройств выполняют комплексные бригады, а по отдельным видам
Слесарно-инструментальные работы.
При выполнении слесарно-инструмен-тальных и сборочных работ широко используются пневматические ротационные сверлильные машинки небольших размеров с угловой насадкой.



