Жестяницкие работы. Опиливание и разрезание металла

Жестяницкие работы выполняют в различных отраслях народного хозяйства: машиностроение, строительство, сельское хозяйство и многих других. Книга посвящена таким технологическим процессам изготовления жестяницких изделий, как опиливание и разрезание металла. Здесь подробно рассказано о процессе опиливания металла, видах, размерах напильников и уходе за ними, об опиливании вручную. Кроме того, в книге представлена подробная информация о разрезании металла и его способах.
Оглавление
Приведённый ознакомительный фрагмент книги Жестяницкие работы. Опиливание и разрезание металла предоставлен нашим книжным партнёром — компанией ЛитРес.
Опиливанием называется операция обработки металла режущим инструментом — напильником, в результате которой с обрабатываемой детали снимают определенный слой металла и придают ей необходимые размеры, заданную форму и требуемую чистоту поверхности.
Опиливание — очень трудоемкая операция. Это обстоятельство заставляет находить и использовать все имеющиеся возможности для повышения производительности труда при опиливании (правильно выбирать напильники, применять опиловочно-зачистные и другие станки и т.п.).
В жестяницком деле опиливают:
наружные плоские и криволинейные поверхности;
наружные и внутренние углы, а также сложные иди фасонные поверхности;
углубления и отверстия, а также пазы и выступы, пригоняя их друг к другу;
кромки деталей с целью снятия заусенцев.
В зависимости от применения тех или иных напильников точность опиливания заготовок или деталей колеблется от 0.2 до 0.05 мм.
Виды и размеры напильников
Напильники представляют собой режущий инструмент в виде закаленных стальных брусков различного профиля и длины с насеченными на их рабочих поверхностях зубьями.
Каждый такой зуб напильника представляет собой резец, снимающий слой металла в виде стружки.
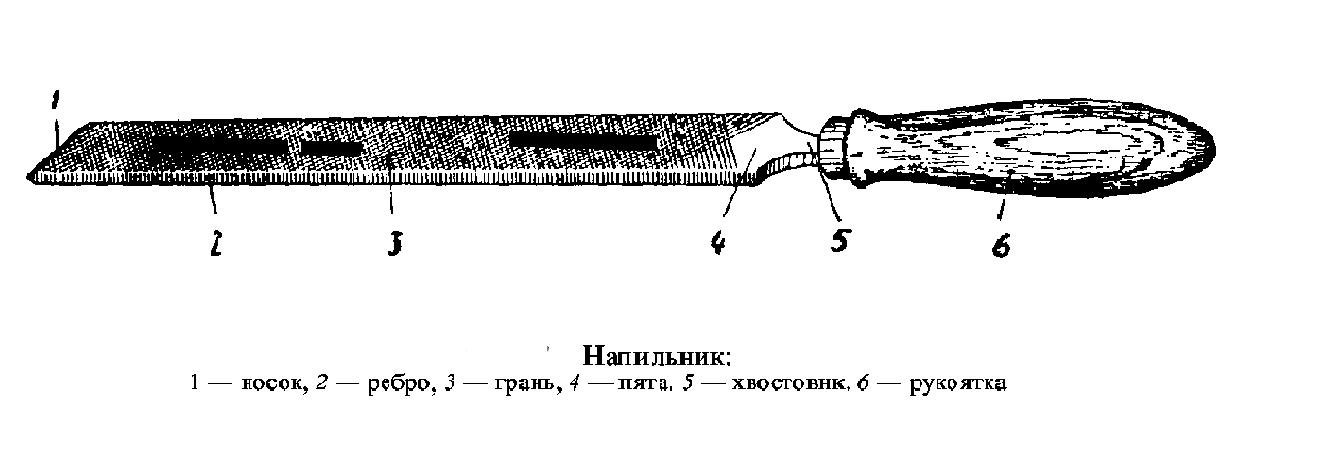
Напильник состоит из рабочей части и хвостовой — хвостовика. Кроме этого, элементами напильника являются: нос, ребро, грань, пятка. На хвостовую часть напильника насаживают ручку.
Зубья напильников получают несколькими способами:
Насечкой на насекальных станках специальным зубилом, фрезерованием, шлифованием и протягиванием.
Каждому способу соответствует определенная геометрия зубьев напильника.
По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; Специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам.
Специальные напильники подразделяются на ручные и машинные.
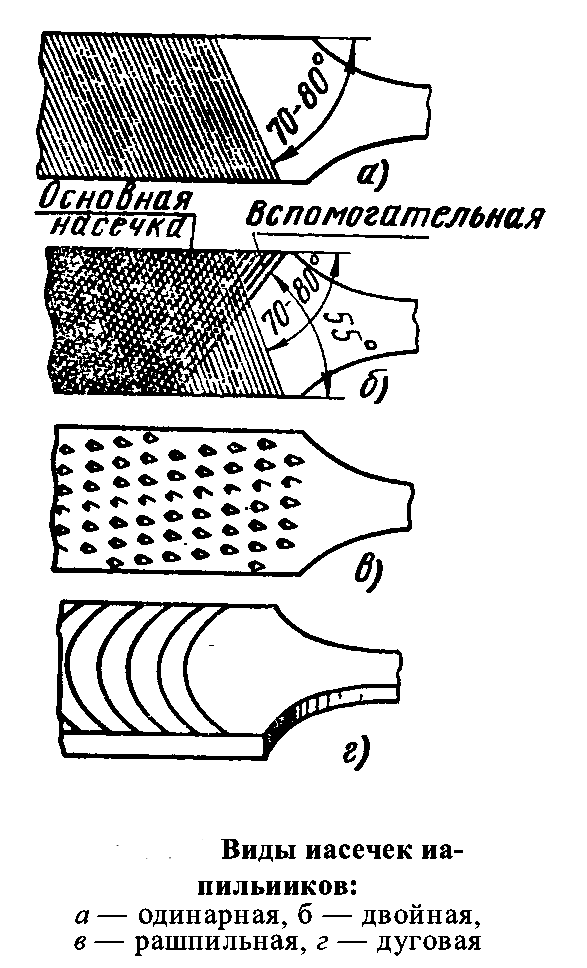
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной; с перекрестной; с дуговой.
Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.
Простая или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву).
Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении напильников общего назначения. В этих напильниках основная насечка выполняется под углом (ламбда)=25º, а вспомогательная — под углом (омега)=45º.
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
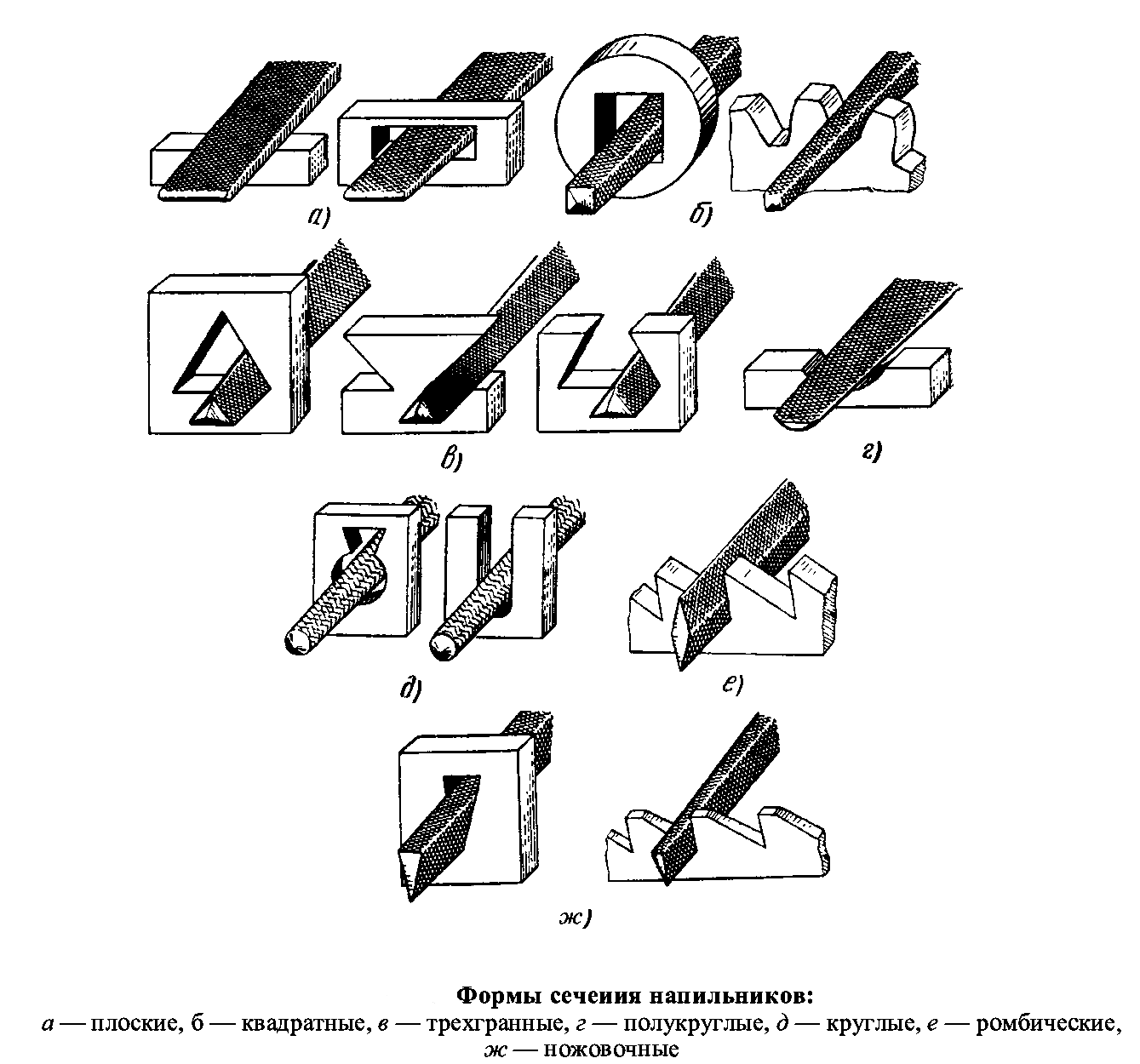
Слесарные напильники изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
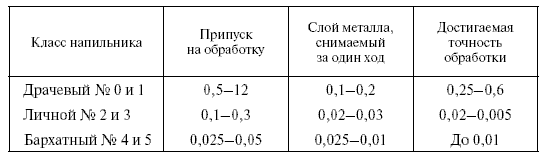
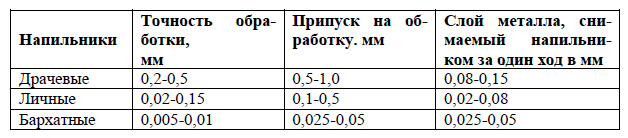
Напильники с насечкой №0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0.2-0.5 мм деталей, имеющих припуск на обработку от 0.5 до 1 мм.
Напильники с насечкой №2, так называемые личные, применяют для чистового опиливания деталей с точностью 0.02-0.15 мм, при этом припуск на обработку составляет от 0.1 до 0.3 мм.
Напильники с насечкой №3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0.01 до 0.005 мм, при этом припуск на обработку колеблется от 0.025 до 0.05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой. Зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси.
Конец ознакомительного фрагмента.
Оглавление
Приведённый ознакомительный фрагмент книги Жестяницкие работы. Опиливание и разрезание металла предоставлен нашим книжным партнёром — компанией ЛитРес.
Смотрите также

Евгений Банников, 2014

Основы дизайна. Художественная обработка металла. Учебное пособие
Михаил Ермаков, 2014

Производство заготовок. Трубы

Металловедение стенки нефтяного аппарата
Константин Владимирович Ефанов, 2020

Строение, характеристика и свойства древесины
Илья Мельников, 2012



Материалы для ювелирных изделий

Искусство ручного ткачества

Минитрактор Белова-Аманик. Изобретение
Николай Николаевич Белов

Современные отделочные материалы. Виды, свойства, применение
Галина Серикова, 2011

Секреты ню-фотографии. Всё о ню-фотосъемке для моделей и фотографов

Создаем робота-андроида своими руками

Устройство полов. Материалы и технологии
Людмила Зарубина, 2011

Современные двери и окна. Новейшие материалы и технологии работ
Ирина Зайцева, 2012

Как заработать на переработке фритюрного масла в дизельное топливо в «гаражных» условиях. Пошаговое руководство
Тема 6: «Опиливание металла»




![]()
![]()
Опиливанием называется слесарная операция, при которой снимают тонкие слои материала с поверхности заготовки с помощью напильника.
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).Материалом для напильников всех видов является углеродистая инструментальная сталь, начиная с марок У7 или У7А и кончая марками У13 или У13А.
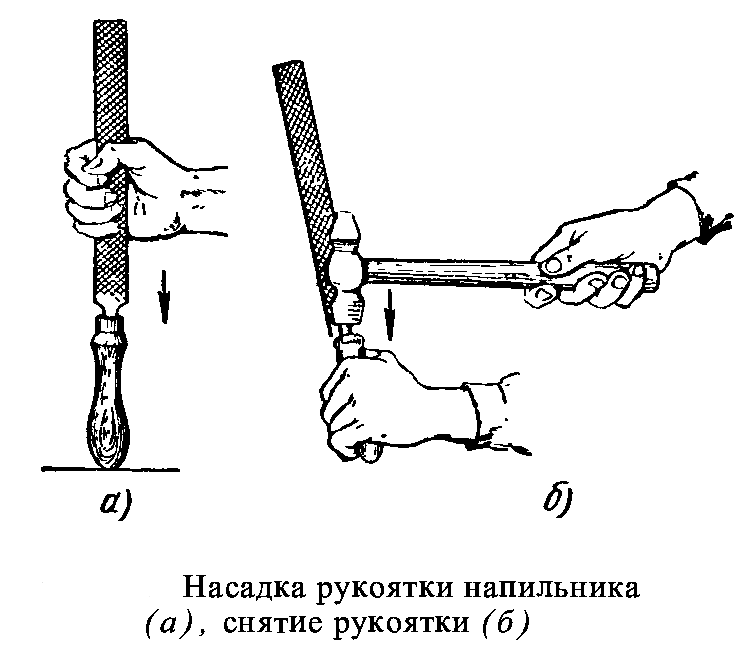
Для того чтобы удобнее держать напильники при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги; последние лучше, так как не раскалываются.
Припуски на опиливание оставляют небольшие — от 0,5 до 0,025 мм. Погрешность при обработке может быть от 0,2 до 0,05 мм и в отдельных случаях — до 0,005 мм.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и остро-заточенные зубья, имеющие в сечении форму клина. Для напильников с насеченным зубом угол заострения обычно равен 70°, передний угол (у) — до 16°, задний угол (а) — от 32 до 40°.
В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров:
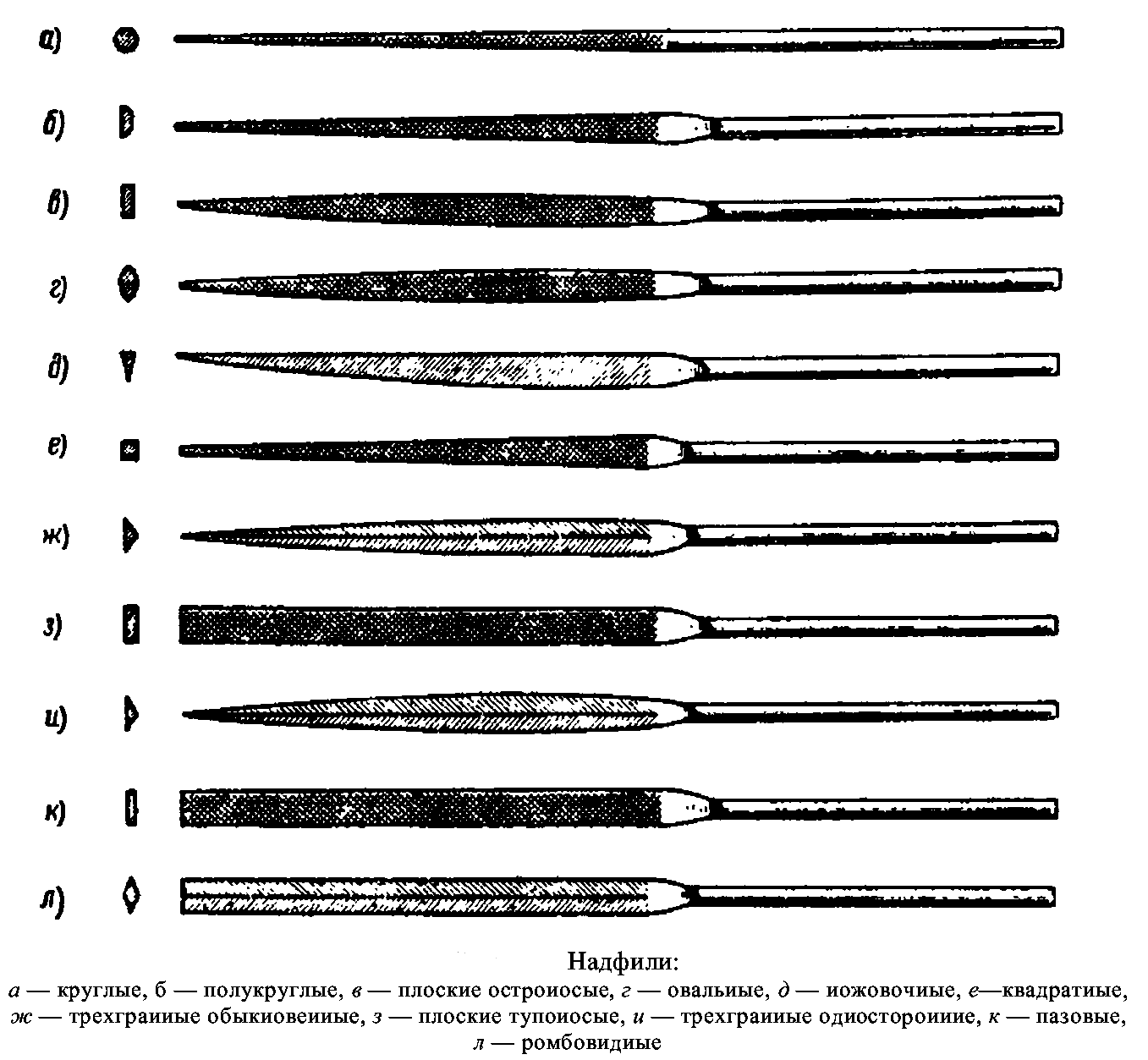
Для точных специальных работ применяются напильники с очень мелкой насечкой – надфили. С их помощью выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п.
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску». В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем.
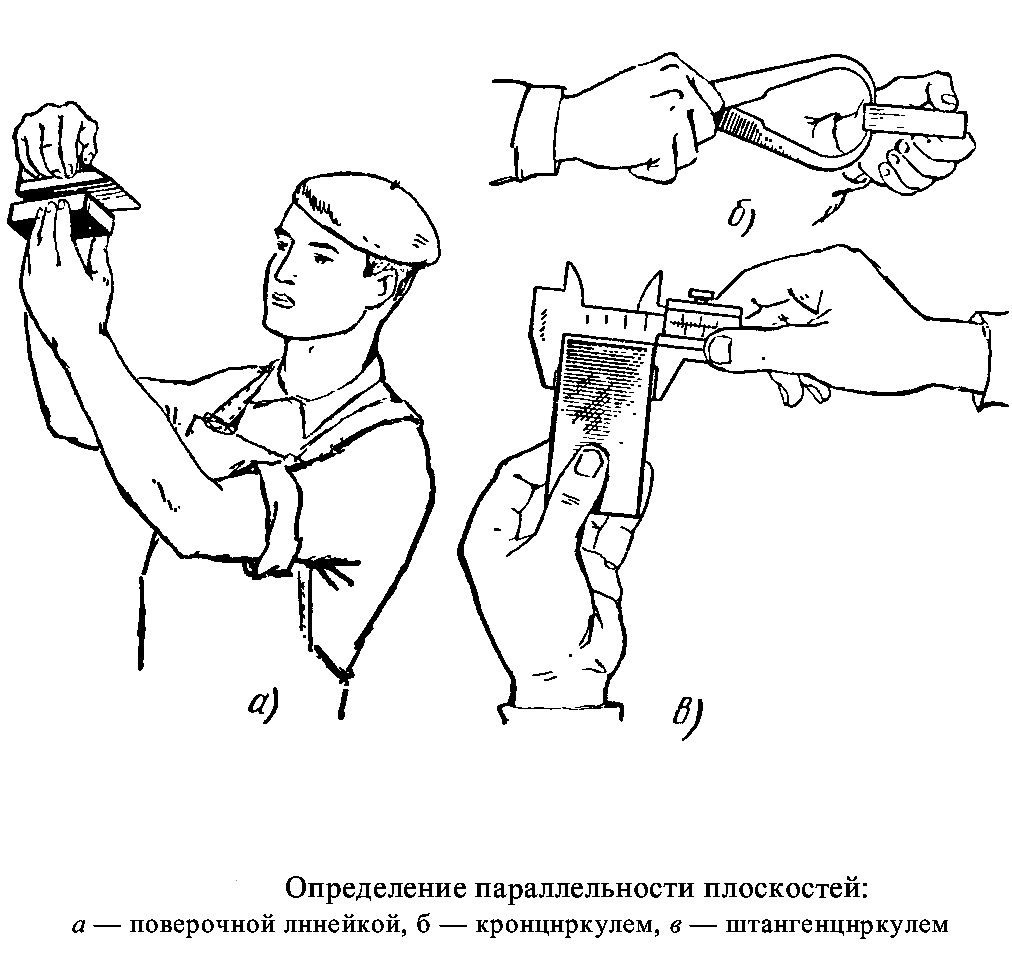
Расстояние между параллельными плоскостями в любом месте должно быть одинаковым.
Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
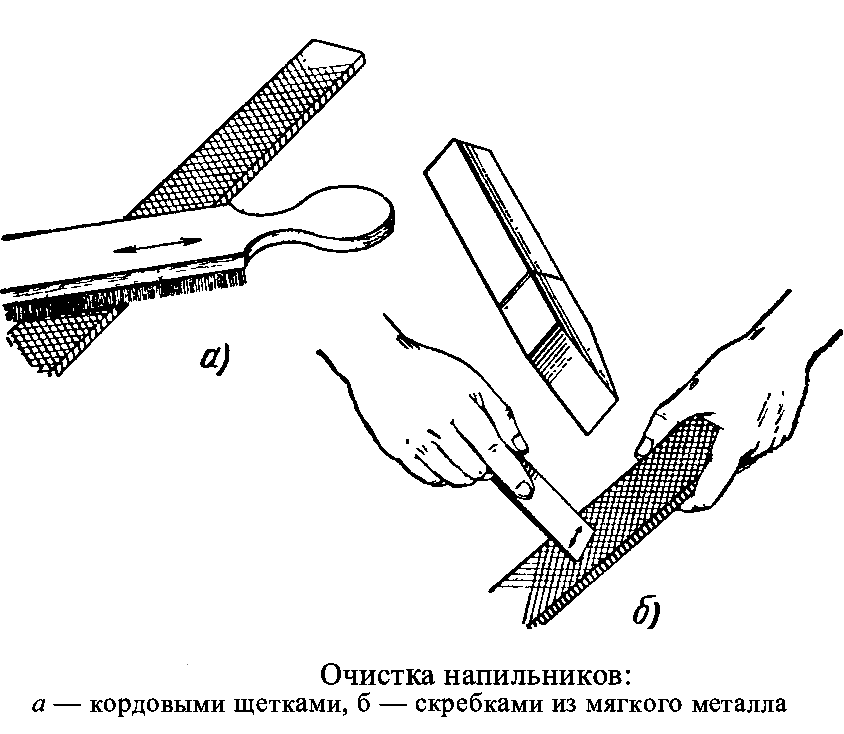
Напильник — очень хрупкий инструмент и быстро портится, если с ним небрежно обращаются. Одним из основных условий при работе напильником является надлежащий уход за ним. Мельчайшие стружки (опилки), срезаемые зубьями напильника, застревают в углублениях, вследствие чего напильник начинает скользить по обрабатываемой поверхности и перестает снимать стружку, как говорят «не берет». Чтобы восстановить его работоспособность, необходимо удалить все застрявшие частицы металла, т. е. очистить зубья напильника.
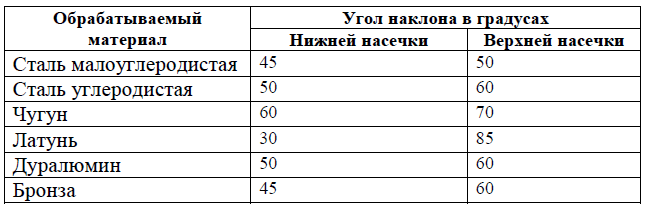
Для очистки драчевых напильников с крупной насечкой применяют специально заостренную лопатку из мягкого железа, а для очистки личных и бархатных напильников — жесткие щетки из стальной проволоки. Очистку ведут только в направлении верхней насечки, так как в противном случае происходит затупление зубьев напильника в результате воздействия на них твердой проволочной щетки.
Техника безопасности при опиливании металла:
1.Проверить исправность ручек, насаженных на напильниках; не допускается пользование напильником без ручек, с плохо насаженными или треснувшими и расколотыми ручками. 2. Необходимо правильно насаживать ручку, чтобы избежать ранения ладони хвостовиком напильника.
3. Занимать правильное рабочее положение за тисками при опиливании.
4. Следить за правильной хваткой напильника. Пальцы левой руки должны быть полусогнуты, а не поджаты, иначе при обратном ходе напильника их можно легко поранить об острые края1 опиливаемых изделий.
5. Металлическую стружку и опилки с поверхности изделия или тисков нельзя удалять руками или сдувать ртом. При выдувании опилок ртом можно легко засорить глаза, загрязнить волосы. Опилки и стружки следует сметать волосяной щеткой.

6. При опиливании изделий, особенно из чугуна, рекомендуется прикрывать голову от металлической пыли и опилок; удобно работать, например, в беретах. Девочкам обязательно надевать косынки, так как в длинные волосы легче забивается стружка.
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Кебрион
Поставщик слесарного и металлорежущего инструмента (быстрорещущая сталь и твердый сплав), станочная оснастка
Опиливание металла. Инструмент опиливания. Правила опиливания

Опиливание это обработка металла режущим инструментом – напильником, с помощью которого с поверхности детали/заготовки снимают слой металла. Тем самым придают детали не обходимые размеры,заданную форму, требуемые точность и шероховатость поверхности.
Опиливанию в слесарном деле подвергаются:
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное). Черновое и чистовое опиливание выполняют разными напильниками.
Напильники изготавливают из инструментальной и углеродистой сталей.
Длиной напильника считается только длина его насеченной части (рабочая длина). Напильники изготавливают длиной от 100 до 400 мм.
Инструмент опиливания – виды
Величину насечки напильника выбирают в зависимости от толщины снимаемого слоя,требуемой чистоты поверхности и точности обработки.
Напильники с рашпильной насечкой применяют для обработки дерева, кожи, каучука, резины, кости и т.п. Рашпилем опиливают баббиты, свинец, цинк и другие металлы.
Напильники с одинарной насечкой применяют для обработки мягких металлов (латуни, цинка, баббиты, свинца и т.д.), а так же для обработки дерева.
Напильники с двойной насечкой применяют для обработки стали и чугуна. Мягкие металлы не рекомендуют опиливать “бархатными” напильниками, так как их зубья быстро забиваются стружкой и перестают резать.
Длину напильника выбирают в зависимости от величины обрабатываемой поверхности. Чем она больше, тем больших размеров должен быть напильник. Длина напильника должна быть не менее, чем на 150 мм, больше длины опиливаемой поверхности.
Приемы опиливания.
Наибольшая производительности труда при опиливании обеспечивается при расположении верхней поверхности губок тисков на уровне локтя рабочего. Существенное влияние на производительность опиливания оказывает положение ног и корпуса рабочего при работе.
Наиболее удобное положение такое, при котором корпус слесаря составляет примерно 45 градусов с линией, проходящей через губки тисков.
Движение напильника должно быть строго горизонтальным, поэтому вертикальные усилия на рукоятку и нос напильника должны изменяться в зависимости от положения точи контакта напильника с деталью. При рабочем движении напильника усилие левой руки необходимо постепенно уменьшать. Регулируя усилие нажатия на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. Прижимать напильник к детали необходимо только при рабочем ходе(от себя). Во время обратного хода напильник должен лишь скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Опиливание поверхности обычно заканчивают ее отделкой. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкурой, которой обертывают напильник, и абразивными брусками. При этом направление движения напильника может быть поперечным, продольным или круговым штрихами.
Слесарное дело; учебное пособие/ В.Н. Фещенко
GardenWeb
Опиливание металла
Опиливанием называется снятие поверхностного слоя с металлическои детали при помощи режущего инструмента — напильника.
Опиливание производят для получения определенной формы, точных размеров, гладкой прямолинейной или криволинейной поверхности, для подгонки деталей друг к другу, образования наружных и внутренних углов, обработки отверстий, снятия фасок.
Мелкие детали опиливают в тисках, установленных в мастерской, а крупные — на месте заготовки и сборки их.
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка напильника может быть одинарной под углам 70—80° к ребру напильника и двойной (перекрестной). При двойной насечке нижняя выполняется под углом 55°, а верхняя—под углом 70°. Угол заострения зуба напильников — 70°.
Зубьями напильника срезают с поверхности металла небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой — мелкую.
Напильники разделяются: по крупности насечки (номеру), по длине и форме (рис. 1).
В зависимости от назначения применяют напильники с насечкой различной крупности: драчевые (№1) с крупной насечкой, личные (№2) с более мелкой насечкой и бархатные (№ 3, 4, 5, и 6) с очень мелкой насечкой.
Драчевые напильники применяют для предварительной, черновой, грубой обработки; личные —для чистовой, отделочной обработки и бархатные — для окончательной, точной обработки.
Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,05—0,1 мм с точностью обработки до 0,2—0,5 мм; личными — толщиной 0,02— 0,06 мм и с точностью обработки до 0,02 мм; бархатными можно обработать поверхность детали с точностью 0,01—0,005 мм.
Напильники имеют следующие части: нос — конец насеченной части напильника, тело — рабочая насеченная часть, пятка—не-насеченная часть тела напильника и хвостовик — часть напильника, на которую надевают ручку.
Напильники изготовляют длиной от 100 до 450 мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности.
В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные и круглые. Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и внутренних криволинейных поверхностей выпуклой формы, плоских поверхностей, сквозных отверстий прямоугольной формы; полукруглые — для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные — для опиливания прорезей и отверстий прямоугольной формы; трехгранные — для выпиливания углов и отверстий треугольной формы; круглые — для выпиливания круглых и овальных отверстий.
На хвостовик напильника надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород: березы, клена, бука. Поверхность ручки должна быть чистой и ровной. Чтобы ручка не раскололась при насадке на напильник и при работе, на конец ее надевают стальное кольцо.
Для повышения производительности труда при обработке металла применяют пневматические и электрические напильники.
Пневматический напильник (рис.2) состоит из рабочего инструмента, головки для его закрепления, преобразователя движения, редуктора и двигателя.
Длина хода напильника 12 мм, число двойных ходов в минуту 1500.
Слесарные работы. Опиливание металла.

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.
Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
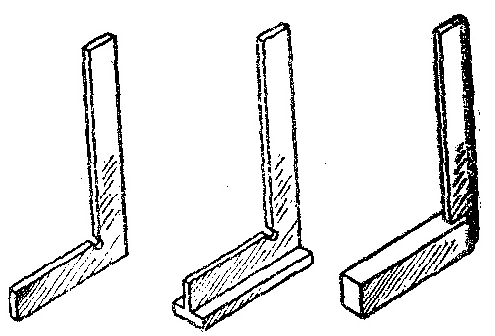
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.



