Базирование и базы в машиностроении
Основные понятия и определения (ГОСТ 91495)
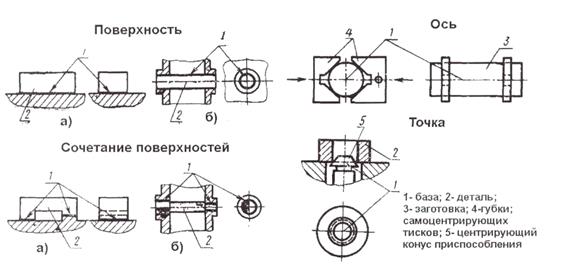 |
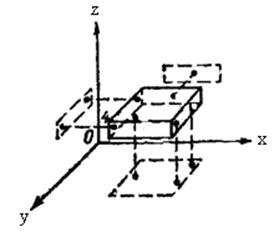
Рисунок 3.4 – Примеры баз
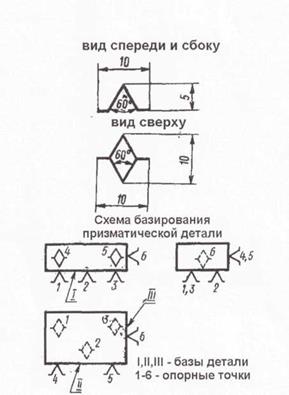 |
Все опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, из которой располагается наибольшее количество опорных точек. При наложении в какой-либо проекции одной опорной точки на другую, изображается одна точка и около нее проставляются номера совмещенных точек. Число проекций заготовки или изделия на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек (рисунок 3.5).
Классификация баз
Все многообразие поверхностей деталей изделия машиностроения сводится к четырем видам:
Базирование необходимо для всех стадий создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. Поэтому базы в машиностроении делятся на три вида: конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и вспомогательные базы, образование которых имеет первостепенное значение при изготовлении деталей.
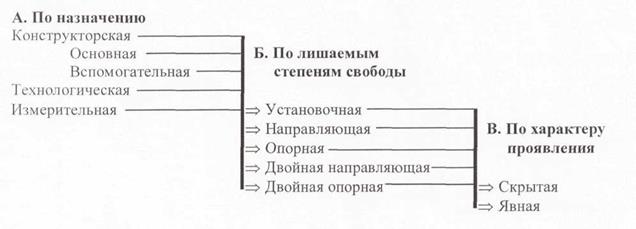
Независимо от назначения базы различаются по отнимаемым от заготовки, детали или сборочной единицы степеням свободы и по характеру проявления.
Исходя из этих соображений на рисунке 3.6 представлена схема классификации.
Характеристика баз

Полные и краткие наименования баз по нескольким классификационным признакам должны состоять из частей, стандартизированных терминов видов баз, соответствующих отдельным классификационным признакам и располагаемым в следующем порядке:
— по лишаемым степеням свободы;
— по характеру проявления.
а) полные наименования баз: «основная установочная база», «технологическая направляющая скрытая база», «измерительная опорная явная база» и т. п.;
б) краткие наименования баз: «основная база», «технологическая направляющая база».
Базирование и базы в машиностроении
6.1 Основные понятия о базировании
6.2 Классификация баз
6.3 Рекомендации по выбору технологических баз
Проектирование технологических процессов связано с выбором баз. Основные понятия базирования и баз установлены ГОСТом 21495-76.Базирование и базы в машиностроении. Термины и определения.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее эту же функцию сочетание поверхностей, ось, точка, подлежащая заготовке или изделию и используемая для базирования.
Теория базирования является общей и распространяется на все тела, которые могут рассматриваться как твердые, и на всех стадиях производственного процесса: механическая обработка, транспортирование, измерения, сборка и т.д.
Классификация баз.Базирование необходимо на всех стадиях создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. По назначению базы делятся на конструкторские, технологические и измерительные.
Законы базирования являются общими на всех стадиях создания изделия, независимо от назначения базы могут различаться по лишаемым степеням свободы и по характеру проявления.
Конструкторская база – база, используемая для определения положения детали или сборной единицы в изделии.
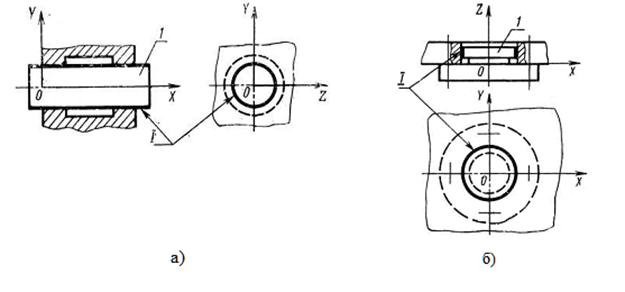
Основная база – это конструкторская база принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 13а).
Вспомогательная база – это конструкторская база, принадлежащая детали или сборочной единицы и используемая для определения положения присоединяемого к ним изделия (рисунок 13б).
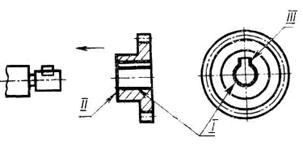 1, II. III – комплект основных баз шестерни а) 1, II. III – комплект основных баз шестерни а) | 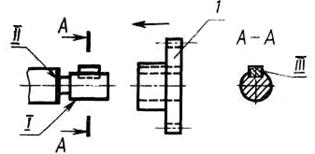 1, II. III – комплект вспомогательных баз вала со шпонкой; I – присоединяемая деталь б) 1, II. III – комплект вспомогательных баз вала со шпонкой; I – присоединяемая деталь б) |
Рисунок 13 – Основные и вспомогательные базы шестерни
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. При установке заготовки или сборочной единицы в приспособлении технологическими базами являются поверхности заготовки или сборочной единицы, находящиеся в непосредственном контакте с установочными элементами приспособления. Различают основные и вспомогательные (искусственные) технологические базы.
Основные технологические базы – это поверхности, которые являются неотъемлемым элементом конструкции детали и выполняют определенную роль при ее работе в изделии. Так, поверхность отверстия 1 (рисунок 14) и торец заготовки 2, используемые для базирования при нарезании зубьев, являются основными технологическими базами.
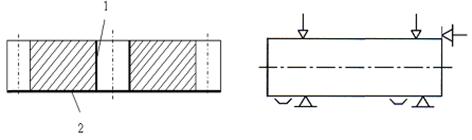
Рисунок 14 –Основные технологические базы
Вспомогательные технологические базы – это поверхности, специально создаваемые на детали исходя из технологических соображений, и для работы детали в изделии они не нужны. В качестве вспомогательных технологических баз используют центровые гнезда валов (рисунок 15). Так, при рассмотрении технологического процесса изготовления поршня двигателя, в качестве вспомогательных технологических баз использовался центрирующий поясок и торец юбки поршня двигателя.
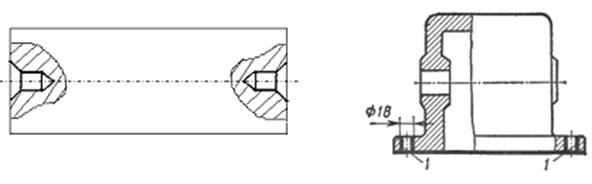
Рисунок 15 – Вспомогательные технологические базы
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения (рисунок 16).
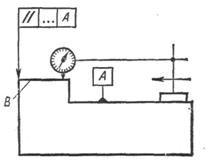 |
Рисунок 16- Измерительная база
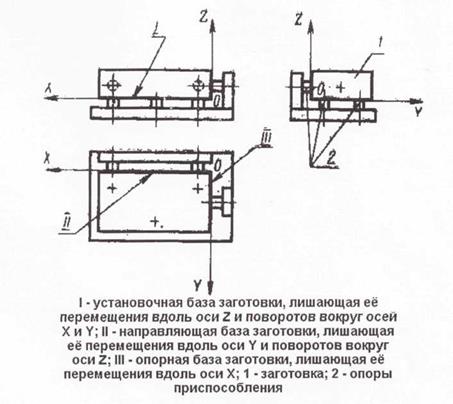
При установке заготовки на станке (в приспособлении) необходимо лишить ее всех степеней свободы. Из механики известно, что каждое твердое тело имеет шесть степеней свободы (три поступательных и три вращательных движения относительно трех взаимно перпендикулярных осей). Чтобы лишить заготовку всех степеней свободы, необходимо прижать ее к шести неподвижным точкам приспособления. Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях:
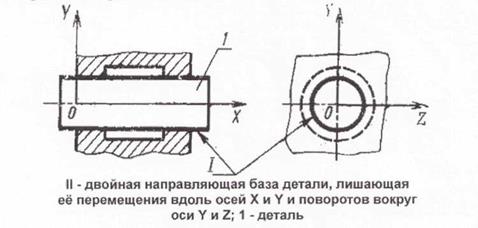
Двойная направляющая база – база, лишающая заготовку или изделия четырех степеней свободы – перемещения вдоль двух координатных осей и поворот вокруг этих осей (рисунок 18а)
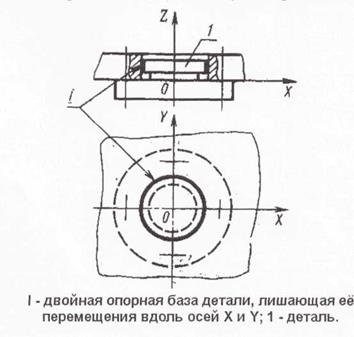
Двойная опорная база – база, лишающая заготовку или изделия двух степеней свободы вдоль двух координатных осей (рисунок 18б).
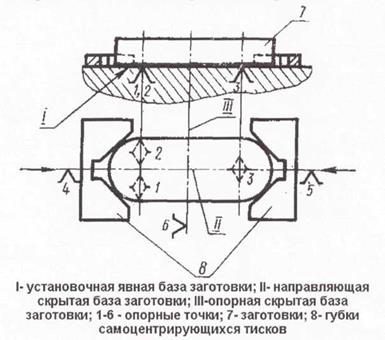
По характеру проявления технологические базы разделяют на явные и скрытые. Явная база – база заготовки или изделия в виде реальной поверхности. Скрытая база – база заготовки в виде воображаемой плоскости, оси или точки (рисунок 19).

При использовании приспособлений в качестве технологических баз принимаются реальные поверхности, непосредственно контактирующие с установочными элементами. По месту положения баз в технологическом процессе их делят на черновые или предварительные, промежуточные и окончательные.
Черновые базы используют на первых операциях обработки, когда никаких обработанных поверхностей на заготовке еще нет (рисунок ). Они служат для создания промежуточных баз, а часто сразу и окончательных, служащих для завершения обработки.
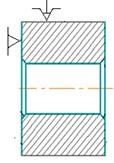
Рисунок 20 –Схема установки заготовки при обработке отверстия

После растачивания отверстия получаем промежуточную технологическую базу, а после протягивания шлицевого отверстия получаем необходимую точность размера отверстия.
Рекомендации по выбору технологических баз. При проектировании технологических процессов большое значение имеет выбор баз. Основные соображения, которыми целесообразно руководствоваться при выборе баз для обработки заготовок следующее:
1 Следует по возможности использовать принцип совмещение баз, т.е. в качестве технологических баз выбирать поверхности, являющиеся одновременно конструкторскими и измерительными базами. При выборе баз технолог должен анализировать не только рабочие, но и сборочные чертежи деталей.
2 Следует по возможности соблюдать принцип постоянства баз и в ходе обработки на всех основных операциях техпроцесса использовать одни и те же поверхности. Когда постоянство не может быть обеспечено, то в качестве новой технологической базы выбирают более точно обработанные поверхности.
3 Технологическая база должна обеспечивать достаточную устойчивость и жесткость установки заготовки в приспособлении. Это достигается соответствующими размерами и качеством базовых поверхностей, а также их взаимным расположением.
4 При выборе технологической базы необходимо обеспечить соответствующую ориентацию заготовки в приспособлении. Для полной ориентации заготовки в приспособлении количество и расположение установочных элементов должно быть таким, чтобы заготовка не могла иметь сдвига и вращения относительно трех координатных осей. При выполнении этого условия заготовка лишается всех степеней свободы. Количество установочных элементов должно быть равно шести, их взаимное положение должно обеспечивать достаточную устойчивость заготовки в приспособлении.
В зависимости от условий выполнения операций технологического процесса применяют схему полного базирования (с лишением детали всех шести степеней свободы) и частичного (упрощенного).
При базировании заготовки по плоскости для лишения перемещения относительно одной координатной оси достаточно лишить ее трех степеней свободы (рисунок 21а).
У детали, изображенной на рисунке 21б положение обрабатываемого уступа определяется двумя размерами: Х и Z (необходимо выдержать размер относительно двух координат). Заготовку необходимо лишить пяти степеней свободы.
Если необходимо выдержать размер в трех направлениях (рисунок 21в), то для базирования заготовки необходим комплект из трех поверхностей; каждому направлению размеров должна соответствовать своя базирующая поверхность. В этом случае заготовку необходимо лишить шести степеней свободы.
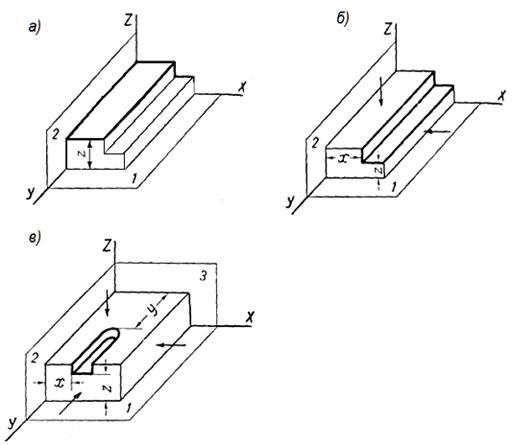
Рисунок 21 – Схемы полного и упрощенного базирования
Цилиндрическую деталь можно лишить пяти степеней свободы.
При установке заготовок на черновые базы применяют установочные элементы в виде точечных опор. При установке на точечные и чисто обработанные поверхности во избежание вмятин используют опорные пластины или другие элементы с развитой опорной поверхностью.
При обработке нежестких заготовок или в случае недостаточной их устойчивости ввиду небольшой протяженности базовых поверхностей может возникнуть необходимость увеличение количества опорных точек (сверх шести). Дополнительные опоры делают регулируемыми или самоустанавливающимися.
В качестве базирующих поверхностей при точении, шлифовании тел вращения используют наружную или внутреннюю цилиндрическую поверхность и торец, два центровых гнезда, наружную или внутреннюю цилиндрическую поверхность и центровое гнездо.
Графическое обозначение опор зажимных и установочных устройств приведены в таблице 5.
| Наименование | Обозначение на видах (спереди) |
| Опора неподвижная и люнеты |  |
| Опора подвижная и люнеты |  |
| Опора призматическая |  |
| Оправка цилиндрическая |  |
| Оправка шлицевая, резьбовая |  |
Продолжение таблицы 5
| Наименование | Обозначение на видах (спереди) |
| Зажим одиночны | 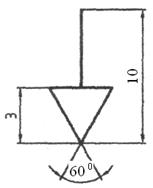 |
| Зажим двойной |  |
| Патрон цанговый |  |
| Центр неподвижный | 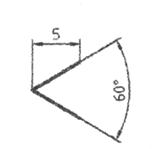 |
| Центр вращающийся | 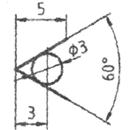 |
Продолжение таблицы 5
| Наименование | Обозначение на видах (спереди) |
| Центр плавающий |  |
| Патрон поводковый | 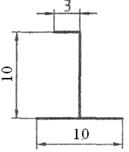 |
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Базы в машиностроении
Установление конструкторских и технологических баз
Базой называют поверхность, совокупность поверхностей, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции.
По своему назначению базы подразделяются на: конструкторские, технологические и измерительные.
Конструкторской базой называют поверхность детали, относительно которой конструктором задаются расстояния до других поверхностей. Эти базы подразделяют на основные и вспомогательные.
Основной называется база относительно которой конструктором задаётся расположение поверхностей, определяющих положение самой детали в изделии, вспомогательной — положение присоединяемой детали относительно данной. Вспомогательных баз может быть несколько.

Технологической базой называют поверхность, определяющую положение детали в приспособлении в процессе её изготовления.
Измерительной базой называют поверхность детали, относительно которой производится контроль полученных размеров, которой определяется положение детали в измерительном приспособлении.
Определение этих баз необходимо для того, чтобы в дальнейшем, при проектировании технологической оснастки соблюсти главный принцип ориентации заготовки в приспособлении — совмещение конструкторской и технологической баз.
Конструкторские и технологические базы
На этапе проектирования и разработки технического процесса производства отдельных деталей и устройства в целом создают так называемые базы. В теории под базой понимают некоторую поверхность, или группу поверхностей которые позволяют провести строгую ориентацию выбранной заготовки относительно других объектов (элементов) конструкции.

Технологическая база применяется на этапе изготовления отдельной детали. Она позволяет задать проекции всех сторон изготавливаемой детали. Определение всех степеней свободы (их у детали шесть) позволяет составить карту техпроцесса.
Конструкторские и технологические базы разрабатываются для изготовления всех элементов конструкции и последующей сборки агрегата.
К каждой из них предъявляются требования, установленные соответствующими стандартами. Полная информация по всем базам способствует соблюдению необходимых этапов обработки, последующей правильной сборке, проведению проверочных испытаний собранного агрегата.
Виды баз
Деление на классы осуществляется по установленным признакам:
По назначению применяются четыре вида баз:
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.


Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».
Назначение баз
Подробная классификация, применяемая терминология, назначение и области применения определяются основными положениями действующего стандарта ГОСТ 21495-76.
В основу построения положены принципы классической и начертательной геометрии. В машиностроении установлено действие правила шести контрольных точек. С его помощью удаётся провести точное ориентирование каждой поверхности изделия, которая подвергается механической обработке.


Три основные базы, указанные в стандарте, имеют следующие назначения:
Установочная база применяется для описания поверхностей будущих изделий. Например, дисков, различных призм, деталей эллиптической формы. В ней применяется метод фиксации вращений заготовки одновременно в 3-х координатных плоскостях.
Фиксация вращения заготовки вокруг основной оси осуществляется в опорной базе. Одновременная фиксация 2-х вращений осуществляется в двойной опорной базе. Чаще всего она применяется в горизонтальной и вертикальной плоскостях. Для жесткой фиксации заготовки применяется направляющая база, называемая двойной.
Относительное расположение изготавливаемого элемента и применяемых измерительных приборов, инструментов задаются в специальной базе. Она называется измерительной.
В ней определяют необходимые точки, в которых следует производить измерение параметров изделия. Там указывают с какой точностью и каким измерительным инструментом проводят замеры.
Обычно составляют схему базирования. С её помощью можно подробно рассмотреть все особенности конструкции и технологии создаваемого элемента или всего агрегата. Например, можно подробно описать каждое отверстие в корпусе.
Методы выбора необходимой схемы базирования определяются конструктивными особенностями изделия, способами обработки, последовательностью сборки.
При их составлении учитывают особенности геометрической формы каждого участка поверхности. Наиболее распространёнными признаны три вида: плоские, цилиндрические и конические. На основе параметров этих поверхностей составляют следующие схемы базирования:
Их различие заключается в количестве выбранных основных точек. Для первых двух создают схему, позволяющую зафиксировать 5 степеней свободы. Это означает, что деталь зафиксирована в трёх координатах. Она не способна перемещаться в горизонтальной и вертикальной плоскости. Выбранные опорные точки (их количество равно четырём) включены в двойную направляющую базу.
Цилиндрические изделия, обладающие небольшой площадью поверхности, включаются в установочную базу. В ней используют только 3 точки, выступающие в роли опорных. На внешней поверхности располагают две таких точки и одну с торца.

Изделия у которых внешние и внутренние поверхности обладают формой призмы, располагают в схеме базирования с фиксацией 6 степеней свободы. Она применяется в производстве различных крышек, картеров, втулок. Такие детали ограничены в перемещении по всем трём координатным плоскостям и направлениям возможного вращения. Это ограничение называется правилом 6 точек.
Применение всех методик в построении проекций заготовок называется создание схем полного базирования. Заготовка лишается всех степеней свободы. Это позволяет получить наиболее точную информацию о размерах детали, местах специальной обработки, расположении отверстий, форме внешней и внутренней поверхности, точках в которых необходимо производить измерение параметров. Включение конструкторской базой формирует схему полного базирования. Это упрощают процесс конечной сборки и подготовки агрегата к проведению ремонтных работ.
При изготовлении деталей не сложной конструкции применяют упрощённые схемы базирования. В этом случае при простой технологии не требуется ограничения свободы во всех трёх плоскостях и направлениях движения.
Для соблюдения порядка сборки готового агрегата и проверки его работоспособности составляется настроечная база. Она позволяет производить окончательную проверку и настройку всех технических параметров собранного устройства, отвечающих за его работоспособность и выполнение предназначенных функций.
В зависимости от назначения каждой из баз их используют на различных этапах производства, измерения параметров, окончательной сборке. Наиболее подробными они составляются с учётом особенностей окончательной обработки (чистовой) обработки. К ним предъявляются следующие требования:

Независимо от сложности конструкции, применяемых способов обработки, других технологических особенностей, любая система баз должна соответствовать принятым стандартам и выполняться на основе ЕСКД.
Базирование. Классификация баз.
Базы принято классифицировать по назначению, по лишаемым степеням свободы и по способу их проявления.
Классификация баз по назначению.
По назначению базы подразделяются на:
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основная база – конструкторская база детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база детали или сборочной единицы, используемая для определения присоединяемого к ним изделия.

Технологические базы назначают при технологическом проектировании изготовления изделий и непосредственно в процессе их производства.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.

При контроле размеров, точности формы и расположения поверхностей выполняются измерения с использованием измерительных баз.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.

В машиностроении существует четыре вида поверхностей деталей и изделий:
Обратите особое внимание, базирование необходимо на всех стадиях создания изделия: конструирование, изготовление и измерения. Кроме того, теория базирования распространяется на все технологические системы, и не только изделия, но и заготовки могут иметь не один комплект баз.
Деление технологических баз на основные и вспомогательные стандартами не предусмотрено, но все же необходимо их различать. В технической литературе и в практике существует понятие – настроечная технологическая база. Настроечная технологическая база – база, относительно которой базируется инструмент при настройке, и по отношению к которой с помощью инструмента формируются обрабатываемые поверхности, связанные с настроечной базой непосредственными размерами требуемого положения.

При разработке технологической документации, решая вопрос базирования и настройки инструментов в технологической системе, рекомендуется в качестве баз использовать конструкторские базы. Это обеспечивает сокращение размерных цепей и соответственно позволяет повысить точность изготовления изделий.
Одним из важнейших элементов технологического процесса изготовления или ремонта изделий являются контрольно-измерительные операции. Часто измерения составляют неразрывную часть технологических операций изготовления изделий и реализуются на одном рабочем месте при обработке заготовок, наладке или сборке. В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
Существует еще один термин, который Вы не встретите в стандарте, но можете повстречать в справочной литературе это проверочные технологические базы.
Проверочные технологические базы используются для базирования и проверки требуемого положения при изготовлении изделия. Их можно определить и как измерительные, поскольку положение этих баз проверяется визуально или с помощью средств измерения.
Обратите внимание, базируя инструмент при наладке, фактическую погрешность базирования относят к погрешности настройки.
Кроме классификации приведенной выше, в производственной практике и литературе различают также искусственные, черновые и чистовые технологические базы.

Искусственная технологическая база – база, которая как конструктивный элемент не требуется для готового изделия, а также база, которая в целях повышения точности базирования обрабатывается с более высокой точностью, чем требуется по служебному назначению. Лучший пример искусственных баз, центровые отверстия вала, их используют для установки при изготовлении изделия.
Выбор баз зависит не от стадии производства, а от характеристики размеров, формы, шероховатости и точности конструктивных элементов на разных этапах производства. Поэтому различают выбор баз из черновых (необработанных) элементов заготовки и из чистовых (обработанных) элементов заготовки.
Черновой технологической базой называют базу, используемую при выполнении первого установа после получения заготовки. Их назначение в том, чтобы обработать и подготовить чистовые (обработанные и более точные) базы для выполнения последующих операций изготовления изделия. Поскольку точность необработанных баз всегда ниже точности обработанных (чистовых) баз, а шероховатость выше, то черновые базы при обработке заготовки должны использоваться только один раз – при выполнении первого установа или при изготовлении изделия с одной установки. При смене баз необходимо использовать чистовые (обработанные), точные базы.
Смена баз – замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным.
В следующей статье рассмотрим классификацию баз по лишаемым степеням свободы и по способу проявления.
Материал подготовлен по учебному пособию «Базирование и базы в мащиностроении «, авторы: Колкер Я.Д., Руднев О.Н.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
Список последних статей.
Автор: Саляхутдинов Роман
«БОСК 8.0»
Познай Все Cекреты КОМПАС-3D
Автор: Саляхутдинов Роман
«БОСК 5.0»
Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
Автор: Саляхутдинов Роман
«Эффективная работа в SolidWorks»
Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
Автор: Дмитрий Родин
«AutoCAD ЭКСПЕРТ»
Видео самоучитель По AutoCAD



