Механизм осцилляции станка
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву— (22) Заявлено 16.12.80 (21) 3218723/25-08 с присоединением заявки №вЂ” (23) Приоритет— (51) N. Кл з
СССР (53) УДК 621.924..3 (088.8) Опубликовано 15.07.82. Бюллетень № 26
Дата опубликования описания 25.07.82 пе делам кзебретенил
II OINPbITI111 (72) Авторы изобретения
М. И. Скиба и А. А. Маргитич
Мукачевский станкостроительный завод им. Кирова
1 (71) Заявитель (54) МЕ1АНИЗМ ОСЦИ.ЛЛЯЦИИ СТАНКА
Изобретение относится к станкостроению и предназначено для сообщения возвратно-поступательного перемещения узлов в станках преимущественно шлифовальной группы.
Известен механизм осцилляции станка, содержащий осциллирующий орган с приводом, реверс и устройство регулирования параметров осцилляции, включающее звено с пазом переменного сечения, вал, свободно расположенный в пазу палец, механизм перемещения пальца вдоль паза, рычажный механизм и кулачок.
Однако для известного технического решения характерно большое число кинематически связанных звеньев, что обуславливает повышенную сложность конструкции, потери на трение, повышенную технологическую точность изготовления.
Целью изобретения является упрощение механизма осцилляции.
Указанная цель достигается тем, что осциллирующий орган связан посредством рыча.кного механизма с устройством регулирования параметров осцилляции, звено с пазом этого устройства выполнено в виде соединенной с реверсом втулки с пазом вдоль ее оси, палец жестко связан с валом, а механизм перемещения пальца вдоль паза выполнен в виде закрепленного на валу опорного элемента, установленного с возможностью контакта с кулаком.
На фиг. 1 изображен механизм осцилляции, общий вид; на фиг. 2 — то же, вид сверху; на фиг. 3 — разрез А — А на
1О фиг. 2; на фиг. 4 — вид Б на фиг. 1; на фиг. 5 — вид Д на фиг. 2.
Механизм осцилляции содержит осциллирующий орган 1 с гидроприводом (не показан), реверс 2 и устройство для регулировки параметров осцилляции, вклю15 чающее втулку 3 с коническим пазом 4, вал 5, на одном конце которого закреплен свободно расположенный в отверстии втулки палец 6, а на другом — опорный элемент в виде корпуса 7 и Г-образный рычаг 8.
20 На станине 9 в подшипниках 10 смонтирован приводной вал ll с маховиком 12 и кулачком 13 (см. фиг. 2 и фиг. 4), контактирующим с корпусом 7. Постоянство ворачиваетея и кулак 13, взаимодействующий с корпусом 7 и перемещает последний, а вместе с ним и вал 5 с пальцем 6 в вертикальном направлении. Вертикальное перемещение пальца 6 вдоль оси конического паза 4 изменяет величину свободного хода пальца 6. Таким образом, осуществляется регулировка таких параметров осцилляции, как частота и амплитуда.
Предлагаемое устройство позволяет уппростить конструкцию механизма.
Механизм осцилляции станка, содержащий осциллирующий орган с приводом, реверс и устройство регулирования параметров осцилляции, включающее звено с пазом переменного сечения, вал, свободно расположенный в пазу палец, механизм перемещения пальца вдоль паза, рычажный механизм и кулак, отличающийся тем, что, с целью упрощения механизма осцилляции, осциллирующий орган связан посредством рычажного механизма с устройством регулирования параметров осцилляции, звено с пазом этого устройства выполнено в виде соединенной с реверсом втулки с пазом вдоль ее оси, палец жестко связан с валом, а механизм перемещения пальца вдоль паза выполнен в виде закрепленного на валу опорного элемента, установленного с возможностью контакта с кулаком.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 524680, кл. В 24 В 47/08, 1973.
942970 контакта обеспечивается пружиной 14. Опорный элемент в виде корпуса 7, неподвижно установленный на валу 5 и кулак 13 на приводном валу ll образует механизм перемещения пальца 6 вдоль паза 4, Втулка
3 насажена на вал 15 реверса 2 и соеди- 5 иена с ним с помощью шпонки 16 (см. фиг. 3). На осциллирующем органе 1 закреплен неподвижно рычаг 17, причем в пазу рычага размещено одно-плечо Г-образного рычага 8, второе плечо которого закреплено на валу 5.
Рычаг 17 и Г-образный рычаг 8 образуют рычажный механизм и кинематически связывают осциллирующий орган 1 и уст-ройство регулировки параметров осцилляции. 15
Механизм осцилляции станка работает следующим образом.
При включении привода осциллирующий орган 1 перемещается поступательно.
При этом закрепленный на нем рычаг 17 толкает вертикально плечо Г-образного рычага 8, сообщающего валу 5 вращатель-. ное движение. Совместно с валом 5 движется палец 6, расположенный свободным концом в пазу 4 втулки 3. Достигнув стенки паза 4, палец 6 воздействует на нее, 25 поворачивая втулку 3. Вместе со втулкой
3 поворачивается и связанный с ней вал
15 реверса 2, изменяющего направление перемещения осциллирующего органа 1 на противоположное. Далее цикл работы механизма повторяется. Очевидно, что частота осцилляции (повторения циклов) и ее амплитуда зависят от величины свободного хода пальца 6 в пазу 4, т. е. от размера конического паза 4 в направлении хода пальца 6. При повороте маховика 12 по942970
Составитель М. Водяницкая
Техред А; Бойкас Корректор Ю. Макаренко
Тираж 886 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений н открытий
1 1 3035, Москва, Ж вЂ” 35, Раушская наб., д. 4/5
Филиал ППП «Патент», г. Ужгород, ул. Проектная, 4
Вопросы и ответы: станки шлифовальные
В вашем магазине есть шлифовальные станки по металлу?
В интернет-магазине «ВсеИнструменты.ру» они представлены двумя типами профессионального оборудования. Ленточно-шлифовальные станки Optimum имеют простое устройство. В них замкнутая шлифовальная лента натянута на ролики. Верхняя часть установки образует плоскость, на которой можно шлифовать длинные заготовки. Боковая используется для обработки деталей под углом. Оборудование отлично подходит для быстрой зачистки заусенцев, сварных швов. Оно может применяться на любых предприятиях, в мастерских, так как отличается компактной конструкцией. Для цехов промышленных предприятий мы предлагаем плоскошлифовальные станки по металлу Jet и Proma. На них заготовка, закрепленная на рабочем столе, обрабатывается шлифовальным кругом. Стол может перемещаться в горизонтальной плоскости. Предусмотрена подача СОЖ.
Можно подобрать одно устройство для домашней мастерской, чтобы шлифовать не только дерево, но и металл?
Посоветуйте станок для обработки кромок фигурных деталей.
Осцилляционная шлифовальная машина – подходящий инструмент для решения подобных задач, ведь именно на них рассчитана ее конструкция. А вот для обработки больших плоских поверхностей она не подходит.
Кромку можно шлифовать не только под прямым углом, но и под наклоном. Для этого нужно изменить положение рабочего стола. В нашем интернет-магазине представлены осцилляционные станки Jet и Proma. Модели отличаются мощностью. Чем она выше, тем большие по размерам заготовки можно обрабатывать. Например, для Jet JOVS-10 (1300 Вт) максимальная высота заготовки составляет 160 мм. Для Jet JOVS-5 (700 Вт) – этот параметр равен 100 мм. Чтобы правильно выбрать технику, также нужно знать ширину кромок, которые Вам понадобится шлифовать.
Возможности подобного оборудования наглядно представлены в видеоролике о станке Jet JOVS-10, размещенном на нашем сайте. Это устройство можно использовать не только для обработки кромок, но и вогнутых контуров. А применяя шлифовальные втулки разных диаметров, можно приспособить его под различные размеры заготовок.
Нужен профессиональный шлифовальный станок для обработки массива древесины. Что выбрать?
Предлагаем Вам обратить внимание на барабанные шлифовальные станки Jet. Они состоят из станины, рабочего стола с автоматической подачей заготовки и двух барабанов, обтянутых абразивной лентой. Деталь проходит под ними. Высота зазора между ними и столом регулируется механически. Также можно изменять скорость подачи. На выходе получается гладкая поверхность. Габаритные размеры рабочих столов позволяют шлифовать широкие доски, двери.
Барабанные шлифовальные станки приспособлены для ежедневного использования в течение рабочей смены. Расходными материалами для данного оборудования являются рулонная шлифовальная лента и чистящие карандаши. Замена ленты производится легко, ее наматывают на барабан и фиксируют с помощью специального устройства. Чтобы выполнять эту процедуру реже, используют карандаш, который хорошо очищает абразив от пыли и смолы. В целом данное оборудование требует от оператора минимальных усилий и обеспечивает хорошую производительность.
Что значит осцилляционный?
В осцилляционных шлифовальных машинах, таких как Jet JBOS-5 или Proma BO-25, шпиндель не только вращается. Он еще движется поступательно вверх и вниз, колеблется.
Преимуществ у такого режима работы несколько. Во-первых, улучшается качество шлифования. При обычном вращении каждое зерно абразивного материала прорезает в древесине горизонтальную линию. Конечно, большая зернистость делает эти «царапины» незаметными. Но если при вращении втулка движется еще и возвратно-поступательно, то их не будет совсем, так как каждая горизонтальная линия будет перекрываться вертикальной. Поверхность получается очень гладкой. Во-вторых, осцилляция рассеивает тепло. Благодаря этому, уменьшается риск появления прижогов древесины твердых пород. Кроме того, дольше служит шлифовальная втулка.
Для мастерской требуется недорогое и желательно многофункциональное оборудование, что посоветуете?
Думаю купить Jet DDS-237, какими преимуществами он обладает?
Двойной барабанный шлифовальный станок является высокопроизводительным за счет того, что за один проход он выполняет две операции. На первом барабане закрепляют ленту с крупной зернистостью – выполняется черновая обработка. После калибровки и удаления недостатков под вторым барабаном с мелкозернистой лентой заготовка становится гладкой и чистой. Положение его регулируется – он выставляется ниже первого. Так учитывается толщина материала, которая будет снята при черновом шлифовании.
Для качественной обработки необходимо надежно зафиксировать заготовку на рабочем столе. С этой задачей хорошо справляются прижимные ролики. Скорость автоматической подачи обрабатываемой детали можно регулировать. Это позволяет при небольшой толщине снимаемого материала увеличить производительность. Стружка и пыль отводятся через два штуцера, что обеспечивает чистоту всей области шлифования. К расходным материалам для этого оборудования относится шлифовальная лента. Она легко заменяется. Ее наматывают на барабан по спирали, концы фиксируются в специальных посадочных местах. Кроме производительности и высокого качества работы, двойные барабанные станки надежны. Они могут эксплуатироваться ежедневно, в две смены.
Какой шлифовальный станок выбрать – Jet 16-32 или Энкор Корвет 57?
Оба устройства имеют одинаковую конструкцию. Они оснащены барабаном, который смонтирован на консоли, и столом с подающей лентой. Оборудование предназначено для шлифования заготовок в размер (калибрования), а также для черновой и чистовой обработки. В станках регулируется скорость автоматической подачи и высота барабана над столом, которая выставляется с учетом толщины заготовки и глубины съема материала.
Из отличий между двумя моделями на первом месте разница в цене. Корвет 57 стоит дешевле, и значительно меньше цена на предназначенную для него шлифшкурку. Jet 16-32 дороже, но эта цена обоснована. Американцы изобрели и запатентовали систему быстрого натяжения и фиксирования шлифовальных лент, которая используется на всех их барабанных станках. Благодаря этому менять на их оборудовании расходные материалы просто и быстро. Кроме того, нужно отметить лучшую сбалансированность Jet, что обеспечивает отличное качество обработки. Этот станок рассчитан на профессиональное использование. Гарантия на него составляет два года, на Энкор – только один.
Посоветуйте специальное оборудование для обработки кромок заготовок из ЛДСП.
Для выполнения этих операций предназначены станки для шлифования кромок. Рабочим инструментом таких устройств является абразивная лента, которая движется вертикально. Так как обработка выполняется только вдоль кромки, а не поперек, сколы на таких материалах, как ЛДСП, не образуются.
У такого станка обычно есть два рабочих стола. На большом выполняют прямое, торцевое и наклонное шлифование. Последнее возможно за счет того, что рабочий стол может быть наклонен под заданным углом. С края ленты, где она образует дугу вокруг штифта, закреплен малый рабочий стол. Забазировав на нем заготовку, можно выполнять обработку прямой или вогнутой кромки.
Ширина абразивной ленты практически у всех моделей станков для шлифования кромок составляет 150 мм. При выборе оборудования обращайте внимание на такие характеристики, как мощность и скорость движения ленты. Максимальными показателями обладает Proma BPS 152.
Чем отличается тарельчато-ленточный шлифовальный станок Jet JSG-96 от остальных комбинированных станков, представленных в вашем интернет-магазине?
По конструкции он такой же, как комбинированные станки Энкор Корвет, Triod, Proma. Принцип работы и функции также аналогичны. Различия – в наличии устройства для шлифования по кругу. С его помощью можно обрабатывать выпуклую поверхность. Кроме того, у американского оборудования самая высокая мощность и скорость движения ленты. Если последний показатель обеспечивает лучшее качество шлифования, то мощность говорит не только о возможностях техники по выполнению сложных работ, но и о ее надежности. Действительно, Jet JSG-96 относится к профессиональному классу и приспособлен для длительной непрерывной эксплуатации. Жесткость его конструкции обусловлена чугунным рабочим столом. У дешевых станков бывают такие недостатки, как плохое натяжение ленты, ее проскальзывание. У Jet основание под абразивным материалом имеет обрезиненный приводной вал, есть натяжитель и регулятор против соскальзывания. Суммировав все преимущества, мы получим крепкий и точный станок с двухгодичной гарантией производителя.
Какое оборудование лучше купить: комбинированное или отдельно дискового и ленточного типа?
На кромкошлифовальных и ленточношлифовальных станках устанавливается довольно узкая лента, около 75 – 125 мм шириной, что достаточно только для обработки кромок. На комбинированных станках ширина ленты около 150 мм, и это позволяет в горизонтальном положении шлифовать довольно большие поверхности заготовок. Края и торцы деталей можно отделывать и на ленте, и на диске. Такое универсальное оборудование отлично подходит для небольших мастерских. Для деревообрабатывающих цехов, где выпускают крупные изделия – корпусную мебель, двери – действительно можно порекомендовать купить отдельные устройства. Например, дисковый (с диаметром круга 300 мм) для торцов и барабанный шлифовальный станок для обработки пластей заготовок.
Посоветуйте недорогой дисковый шлифовальный станок.
Из представленных в нашем интернет-магазине устройств минимальная цена установлена на Энкор Корвет 50. При этом его технические характеристики не уступают станкам импортных марок, которые дороже его больше, чем в два раза. Он может выполнять сразу несколько различных операций. Для прямого шлифования его рабочий стол расположен перпендикулярно плоскости диска. Для обработки под углом стол опускают на угол от 0 до 45 градусов и фиксируют в выбранном положении. Если край заготовки скошенный, применяют транспортирный упор для фиксации детали на рабочем столе под заданным углом. В качестве расходных материалов используют шлифовальную бумагу на клеящейся основе. Впрочем, компания Энкор допускает применение обычной шкурки – ее можно вырезать и приклеить на диск клеем «Момент». Но фирменные расходные материалы стоят недорого. Их можно приобрести у нас про запас при покупке станка.
Для строительства и отделки дома приобрел рейсмусно-фуговальный станок, что купить для шлифования торцов?
Для чистовой обработки торцов и кромок подходят дисковые, комбинированные, кромочные, осцилляционные станки. Если понадобится отделывать вогнутые поверхности, от покупки устройства с одним диском придется отказаться. Кромкошлифовальный станок выгодно приобретать для прямолинейной обработки длинных кромок (порядка 1 м), высотой до 15 см. Установка осцилляционного типа позволяет шлифовать заготовки различной формы и размеров. Ограничение вводится ни толщину материала (до 16 см). Для шлифования поверхностей большего размера данные станки не подходят. Возможно, Вам лучше приобрести устройство комбинированного типа, например, Корвет 51. В нем есть и лента и диск, что расширяет сферу его применения. У него невысокая скорость движения шлифовальной ленты, но для ваших целей это приемлемо. Даже при таких показателях оборудования Вы в итоге получите гладкие детали.
Какие расходные материалы для шлифовальных станков есть в вашем магазине?
У нас можно приобрести шлифовальные ленты, втулки и валики, диски для устройств всех типов. Их можно найти в разделе расходных материалов в рубрике «Станки». Кроме того, мы указываем на карточке каждого товара, какая оснастка продается для данного устройства. Ее стоимость зависит от вида и производителя. Благодаря низким ценам на расходные материалы Энкор, эта марка пользуется популярностью у покупателей. Наиболее дорогостоящими являются ленты для шлифовальных станков по металлу и для барабанных по дереву. Чтобы последние прослужили дольше, компания Jet выпустила специальный карандаш для их очистки. Он также продается у нас, при этом им можно пользоваться для удаления пыли и смолы с лент других производителей. Кроме того, Jet предлагает своим покупателям еще одно решение. Ленты для барабанных станков можно вырезать из любой листовой шкурки, используя фирменную в качестве шаблона.
Какую шлифовальную ленту покупать?
Выбор этой оснастки для станков зависит от состояния заготовки. Если поверхность неровная, нужно уменьшить ее размеры или на ней есть остатки смолы, – требуется грубое шлифование. Данная операция выполняется со съемом значительной толщины материала. Для этого нужно закупить шлифовальную шкурку, с зернистостью 40 – 60. Если размеры нормальные и нужно удалить следы строгальных ножей, применяйте оснастку, с зернами размером 80 – 100. А вот если у Вас заготовка тонкая, вместо названных выше номеров используйте абразив 120 – 150. Зернистость от 180 и выше – это ленты для чистового шлифования и окончательной обработки поверхности.
Покупая оснастку, обратите внимание на ее размеры – длину и ширину, диаметр для круга, – чтобы они соответствовали Вашему станку. Обратитесь к нашим менеджерам, и безошибочный выбор Вам гарантирован.
Расскажите о техническом обслуживании станков разных типов.
Уход за шлифовальными станками всех типов требует их ежедневной очистки. Со станка протирают пыль, содержат в порядке рабочее место. Пользователю следует своевременно заменять на оборудовании износившуюся оснастку. Особое внимание потребуется уделить установке шлифовальной ленты. Важно выполнять ее правильно. Лента должна находиться в средней части роликов. Ее положение и натяжение регулируется с помощью специального винта.
Кромкошлифовальные станки в основном применяются на производстве, поэтому подвергаются значительно большему загрязнению, чем оборудование домашних мастерских. Ежедневная очистка требуется не только снаружи, но и внутри. Для этого можно применять сжатый воздух или пылесос. Налипшую смолу легче удалить с помощью керосина. Для движущихся деталей требуется периодическая смазка материалами, не содержащими бензин. При этом нельзя смазывать барабаны по которым движется лента.
Для станков, использующихся профессионально, в том числе осцилляционного и барабанного, важно проверять состояние быстроизнашивающихся деталей – обрезиненных валов, ремней, цепей. Периодичность осмотра деталей зависит от интенсивности использования оборудования. Снижение производительности, любое нарушение в работе станка служит показанием для его проверки.
Зачем нужны средства индивидуальной защиты?
Во время работы на шлифовальных станках от заготовки могут откалываться небольшие «куски» материала. При металлообработке из зоны реза отлетают искры, стружка. Поэтому оператору рекомендуется пользоваться очками для защиты глаз. Даже высококачественное профессиональное оборудование создает звук, громкость которого превышает безопасный для слуха уровень (80 дБ). Например, у ленточношлифовального станка уровень шума во время работы составляет примерно 86,5 дБ. Для защиты от шума, применяют наушники. И их, и очки всегда можно приобрести в нашем интернет-магазине.
Деревообрабатывающее шлифовальное оборудование дает много пыли. Древесная пыль не только загрязняет все вокруг, но еще и вредна для здоровья, так как повышает риск онкологических заболеваний. Поэтому все шлифовальные станки по дереву оснащены системой для подключения стружкоотсосов. Если в мастерской нет пылесоса, даже для непродолжительной работы надевайте респиратор.
Как правильно работать?
Для качественного и безопасного использования шлифовальных станков большое значение имеют расходные материалы. Круг или лента не должны быть повреждены. Необходимо правильно их закреплять. Пока мастер не будет уверен, что все сделано верно (порядок работ описан в инструкции), включать машину нельзя. Серьезно подойдите к выбору оснастки. Зернистость абразивного материала должна соответствовать выполняемой операции.
Одно из главных правил: вначале включить станок, потом подносить заготовку к движущейся оснастке. На рабочем столе деталь удерживают надежно, пальцами сложенными вместе, направление задается кистью. Давить на диск или ленту не нужно.
В конце работы следует убрать деталь, затем выключить оборудование. По окончании шлифования пыль с заготовки и выключенного станка удаляют с помощью щетки.
Как узнать, что пора менять абразивную шкурку?
Когда Вы применяете новую, только что установленную шлифовальную шкурку, Вы чувствуете, как легко ее острые зерна справляются с работой. Если эффективность падает, попробуйте почистить ленту или круг от пыли. Используйте щетку. Также для ухода за оснасткой компания Jet выпускает специальный чистящий карандаш. Он отлично справляется с этой задачей и увеличивает срок службы абразива. Если после предпринятых мер для шлифовки Вам нужно сильно прижимать заготовку к шкурке, значит, надо менять оснастку.
Срок службы абразивных материалов зависит от нагрузки и материала, из которого сделаны зерна абразива. Так, гранатовые стоят недорого, но изнашиваются быстрее, чем сделанные из электрокорунда и карбида кремния.
Мастерам мы советуем держать в запасе расходные материалы. Вы можете длительно хранить и круги, и ленту, производители дают на них гарантию 1 – 2 года. Не экономьте на оснастке: работая с износившейся шкуркой, Вы подвергаете двигатель перегрузке, что сокращает его срок службы.
Интересует тарельчатый шлифовальный станок Jet JDS-12. Фильтр для него одноразовый?
Калибровально шлифовальный станок и дефекты шлифования при использовании широких шлифовальных лент
Рассмотрим основные нюансы шлифования в промышленных объемах с пользованием калибровально шлифовального станка. Подобные станки есть не только на крупных мебельных предприятиях, но и на небольших деревообрабатывающих фабриках, где производят мебельные щиты, детали мебели и лестниц.
Довелось встретить подобный станок с одной широкой шлифовальной лентой, причём очень древний, на нём читались надписи на немецком языке, надеюсь он не был трофейным. Станок был небольшой и использовался, скорей всего, как широкий рейсмус.
Был калибровально шлифовальный станок и на предприятии, где я работал в начале 2000-ых, управление у него было механическое и настройка его была похожа на какое-то шаманство. Когда станок запускали в работу, то это напоминало шум взлетающего самолета. Шлифовальные ленты на нём часто лопались с пугающим звуком. Опыт показал, что это происходило по причине того, что просто не хватало знаний об этом оборудовании как работникам, так и наладчикам.
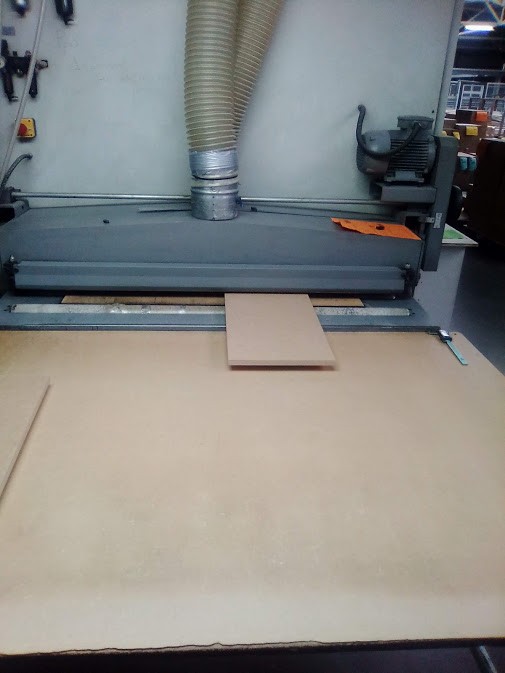 |
|---|
| Рис. 1. Шлифование МДФ на калибровочно шлифовальном станке |
В этой статье мы собрали информацию о настройках калибровально шлифовальных станков, а также о дефектах шлифования. Всё это пополнит базу знаний как технологов, так и персонала, который непосредственно работает на оборудовании.
На этих, можно сказать, столпах держится шлифовка на мебельных предприятиях с использованием широких шлифовальных лент :
Если не правильно подобрана зернистость шлифовальных лент и глубина шлифовки, то шлифовальные ленты будут вырабатываться не одновременно, и периодически, в процессе работы придется менять какую-нибудь ленту, что приведет к простою станка и уменьшению ресурса лент.
Шлифовальные ленты, на которые даются большие нагрузки, нагреваются, вследствие чего абразивное зерно быстрее затупляется.
Особенно это опасно при использовании шлифовальных лент на текстильной основе, поскольку при сильном нагреве и сильной нагрузке ленты имеют свойство вытягиваться до 10-20% по своей длине и могут порваться, нанести тем самым вред дорогостоящему оборудованию. Для сравнения, шлифовальные ленты на бумажной основе вытягиваются не более чем на 2-3%.
На практике зачастую пытаются добиться высокой производительности шлифовальных лент, увеличивая нагрузку на них. Такой подход не всегда является экономически оправданным, так как он ускоряет износ шлифовальных лент, в первую очередь, вследствие несоблюдения температурного режима.
Отметим, что для снижения трения, а соответственно нагрева шлифовальных лент, на валах с прижимной подошвой целесообразно применять графитовую ленту.
Как продлить срок службы шлифовальных лент?
Длительный срок службы шлифовальных лент достигается за счет регулярного контроля технического состояния оборудования для шлифования и правильной эксплуатации.
  | |
|---|---|
| Р60-Р100 | Для удаления меньшего количества материала |
| Р120-Р180 | Для шлифовки поверхности, шлифовки дерева |
| Р220-Р1200 | Для удаления ворса |
Рекомендуемые глубины шлифовки
При работе на калибровально шлифовальных станках (при скорости шлифовальной ленты 18 м/сек, нагрузке 0,625 кг/см2 и скорости подачи заготовки 5-7 м/мин) рекомендуемая максимальная глубина шлифовки материала:
Например, на трёх ленточных калибровально шлифовальных станках при шлифовке массива рекомендуется на первом контактном валу установить шлифовальную шкурку Р40-60, на втором валу с прижимной подошвой шлифовальную шкурку Р80-100, на третьем валу с прижимной подошвой шлиф шкурку Р120-400.
Как подобрать скорость вращения шлифовальной ленты
Общеизвестно, что чем больше скорость вращения ленты, тем больше вы будете удалять материла при шлифовании. Кроме того, чем выше скорость ленты, тем выше температура трения и быстрее забивается абразив, в результате, срок службы ленты сокращается. Для разных типов материала требуется разная скорость шлифования.
Таблица 2
Скорость шлифования различных материалов
| Материал | Минимальная скорость ленты, м/сек | Максимальная скорость ленты, м/сек |
|---|---|---|
| Твердое дерево | 15 | 26 |
| МДФ | 15 | 22 |
| Мягкое, смолистое дерево | 12 | 18 |
| Лак | 3 | 15 |
| Синтетический материал | 8 | 20 |
| Фанера | 20 | 30 |
Сколько снимать материала по станциям калибровально шлифовального станка?
 |
|---|
| Рис. 2. Шлифовальный станок с тремя станциями |
Процентное соотношение снимаемого материала на шлифовальном станке с тремя станциями
Процентное соотношение снимаемого материала на шлифовальном станке с двумя станциями
Как проверить правильность настройки шлифовального станка?
Если последовательность градаций зерна и тип станка подобран правильно, то ленты будут изнашиваться одновременно.
Типичные ошибки при использовании широких шлифовальных лент в калибровально шлифовальных станках
Дефекты поверхности после шлифования выявляются при осмотре шлифованных деталей невооруженным глазом или при контроле поверхности с использованием специальных источников света и нанесения на поверхность краски или мела с помощью контрольных плиток.
Обзор дефектов шлифования от Иоганн Остманн «Фабрика Мебели».
Поперечная рябь при шлифовании
Рябь представляет собой сеть полосок, расположенных поперек направления подачи.
Рябь может быть вызвана двумя различными причинами:
Для определения источника возникновения ряби необходимо произвести довольно простые замеры и расчеты.
Сначала с помощью мела или плоской эталонной плитки с нанесенной на нее специальной краской выявляют все возвышенные метки. Затем линейкой замеряют расстояния между ними. Для повышения точности замеры можно производить между первой и одиннадцатой метками и затем брать одну десятую часть.
Затем устанавливают вид нарушения, сравнивая величины интервалов с полученными путем расчетов теоретическими величинами дефектов.
Дефекты от действия некруглых опорных роликов чередуются через расстояние, равное длине окружности этих роликов. Также эта величина может быть определена путем деления скорости подачи на число оборотов подающих роликов.
Дефекты, вызываемые неправильно сделанными швами шлифовальной ленты, чередуются через расстояние, которое пропорционально длине шлифовальной ленты и скорости подачи и обратно пропорционально скорости шлифовальной ленты и числу швов (стыков) на ней.
Дефекты от действия опорных валиков можно устранять только их заменой или ремонтом.
Рябь, создаваемую дефектными швами шлифовальной ленты, можно устранить только заменой этой ленты на качественную.
Дополнительное выравнивание дефектных швов производить не рекомендуется, так как эта операция малоэффективна.
Длинные полосы на поверхности детали, расположенных по направлению подачи
Причины появления длинных полос разнообразны и могут подразделяться на :
Продольные полосы обусловленные материалом обрабатываемой детали
Неправильная загрузка шлифовального станка
Примером обусловленных обрабатываемыми деталями продольных полос могут быть те, которые возникают при неправильной загрузке шлифовального станка.
Если детали достаточно длительное время загружаются в одном и том же месте стола по ширине, то на шлифовальной ленте может возникать местная выработка абразивного зерна. При следующем использовании станка с этой лентой для обработки более широких деталей на них могут появляться продольные полосы.
Для предотвращения такого дефекта достаточно просто обеспечить равномерную загрузку деталей, особенно узких, по всей ширине рабочего стола.
Остатки клея на поверхности
Еще одной причиной появления обусловленных материалом длинных полос часто являются остатки клея на поверхности, особенно часто остатки клея-расплава в районе кромок облицованных мебельных деталей.
Сильная засмоленность участков хвойной массивной древесины
Примерно такие же полосы могут возникать при сильной засмоленности участков хвойной массивной древесины.
Вообще смолистые древесные породы часто провоцируют налипание шлифовальной пыли на поверхность абразивного материала, вызывая его засаливание, нередко в виде полос на шлифовальной ленте.
Предупреждать возникновение таких дефектов можно только возможно более тщательным предварительным удалением с поверхности деталей следов клея и смолы, в том числе использованием первичного агрегата с поперечной узкой шлифовальной лентой. Также в этих случаях может быть полезным использование антистатического оборудования.
Тем не менее, гарантированно возникновение прижогов большой площади на поверхности деталей от действия засаленной шлифовальной шкурки может предотвращаться только своевременной заменой шлифовальных лент.
Дефекты оборудования
Появление обусловленных настройкой оборудования длинных полос предотвращается, как правило, регулярным обслуживанием и контролем элементов станка, особенно прижимного башмака.
Поврежденные или изношенные графитовые поверхности прижимного утюжка
Самой частой причиной их возникновения являются поврежденные или изношенные графитовые поверхности прижимного утюжка, иногда называемого прижимной балкой или подушкой. Поэтому эти графитовые поверхности должны регулярно контролироваться.
Дефекты в виде мелких шероховатостей на графитовом слое прижимной поверхности могут устраняться вручную путем пришлифовки деревянным брусочком 10×20 см с натянутой на него мелкой шкуркой.
Сильно деформированные, с заметными следами износа покровные слои графита подлежат обязательной замене.
Повреждение внутренних войлочных слоёв прижимного утюжка
Внутренние слои, изготовленные из толстого войлока, должны иметь однородную плотность: в противном случае от них также могут появляться длинные полосы на деталях.
Дефекты на прижимном утюжке, в том числе прожоги войлочного слоя, могут возникать из-за излишнего давления на деталь. В этих зонах возможно затвердевание войлока. Такой войлок подлежит немедленной замене.
Дефект шлифования тонкие полоски
Тонкими полосками называют возвышенные, в большинстве случаев прерванные, тонкие полосы на поверхности детали в направлении подачи. Они проходят вдоль линии колебания широкой ленты.
Причиной их возникновения являются повреждения шлифовальной посыпки минеральными или металлическими включениями, попавшими в детали.
Часто это происходит после проведения операций калибрования грубой крупнозернистой шкуркой. Выпавшее из такой шкурки зерно, например Р 40, при попадании под работающую мелкую шкурку Р 180 нанесет ей непоправимые повреждения. В этих случаях шлифовальная лента должна заменяться новой.
Снизить риск возникновения таких ситуаций можно, используя для калибрования ленты на тканевой основе, обладающей более высокой прочностью крепления зерна к основе.
Принципиально слишком высокая сила прижима в сочетании с резкой загрузкой ленты может вызывать выпадение зерен. Необходимо по возможности согласовывать размеры применяемого зерна и силу прижима утюжка.
В современных шлифовальных станках эта задача решается простым нажатием кнопок на панели управления. Благодаря использованию более широкого утюжка площадь контакта шлифовальной шкурки с деталью увеличивается, а удельное давление прижима сокращается. Это позволяет значительно снизить риск возникновения тонких полосок.
Поперечный разрыв ленты
Причинами возникновения поперечных разрывов ленты могут быть:
Высокая степень натяжения ленты в сочетании со слишком большими силами прижима утюжка могут способствовать досрочной потере ленты. От применения поврежденных широких лент необходимо категорически отказаться.
Разрывы ленты из-за неаккуратности при её установке
Нередко при установке ленты из-за неосторожности персонала возникают разрывы кромок полотна. Даже небольшие порывы при работе могут быстро разрастаться и привести к полному разрушению полотна.
Поэтому небольшие порывы на кромках должны удаляться с помощью ножа или ножниц. При появлении разрывов длиной более 15 мм шлифовальная лента не должна приниматься в эксплуатацию.
Морщинистость на шлифованных деталях
Морщинистость выглядит как характерные риски, проходящие под углом до 20° к направлению движения ленты. Причиной их возникновения является слишком быстрое или резко приостановленное движение осцилляции ленты.
Оптимальная частота осцилляции должна составлять в среднем около 25 колебаний в минуту. Боковой ход ленты должен находиться в пределах 15-20 мм. При этом перемена направления осциллирующего движения ленты должна происходить плавно, без резких толчков.
Правильно отлаженный механизм осцилляции сохраняет шлифовальный станок, экономит шлифовальные ленты и сокращает потребление сжатого воздуха.
Смещение ленты
Боковое смещение ленты либо в сторону мотора, либо в противоположном направлении может вызываться конической склейкой, то есть тем, что противоположные края ленты имеют разную длину.
Обмер и сравнение длин кромок на обеих сторонах шлифовальной ленты может дать четкий ответ на вопрос о наличии такого дефекта. Его может обуславливать ненадлежащее хранение лент у пользователя.
Не менее часто причиной является сам плохо настроенный шлифовальный станок. Этот дефект может вызывать отключение осциллирующего механизма или неправильную установку центрального промежуточного положения управляющего валика хода ленты.
Ошибочность выбора центрального промежуточного положения управляющего валика может проявляться в разных скоростях движений колебания ленты, как это происходит с коническими лентами.
Сбой переключения направления колебания в большинстве случаев происходит из-за отказа датчиков, которые должны фиксировать достижение лентой крайнего положения. Обычно для этого используются фотодиоды.
При правильном расположении фотодиодов относительно шлифовальной ленты, регулярной чистке и контроле можно гарантировать безотказную работу механизма и предотвратить повреждение ленты.
Как хранить широкие шлифовальные ленты
Инструкции для калибровочно шлифовального станка с действующего производства :
Использование шлифовальных лент
Перед использованием шлифовальных лент необходимо :
При несоблюдении одного или нескольких из перечисленных пунктов рекламации на шлифовальные ленты не принимаются.
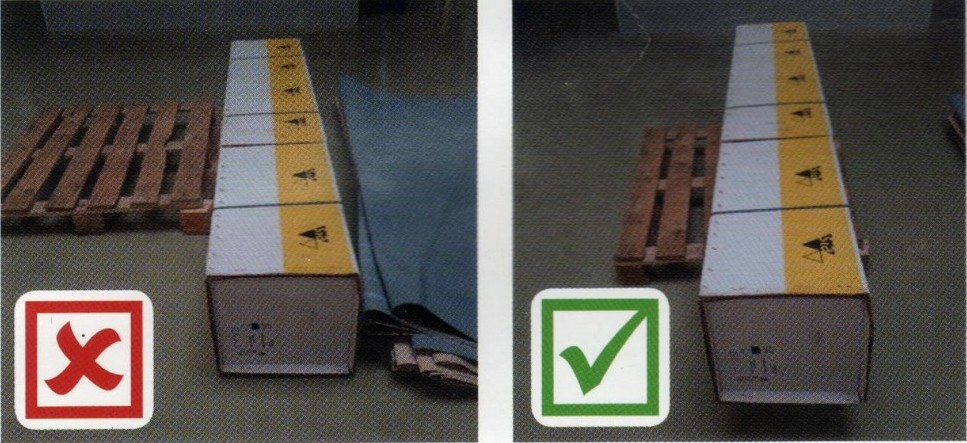
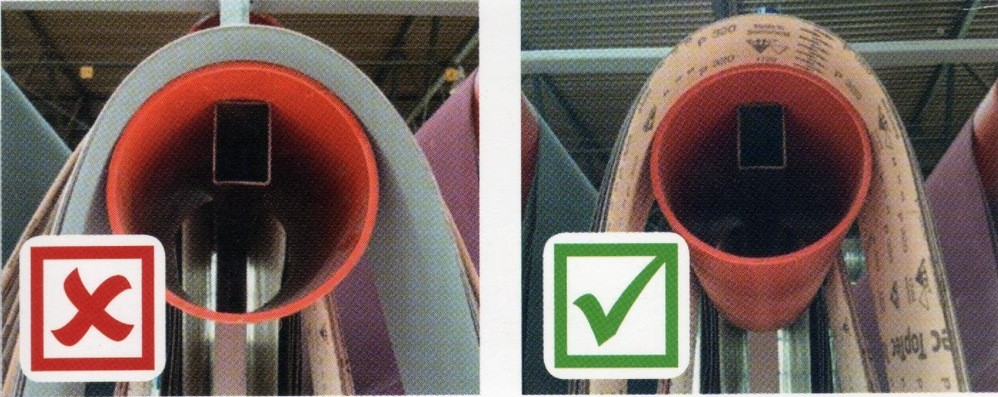
 |
|---|
| Рис. 4. Хранение широких шлифовальных лент на производстве |
Технологический процесс шлифования
Оборудование
станок шлифовальный C osta L evigatrici 1350
Абразивная лента
Описание технологического процесса шлифования
Исходя из сильных колебаний толщины материала (до 0.8мм) и максимальной интенсивности съема, был выбран вариант шлифования за два прохода, используя два комплекта лент.
1 проход:
Далее материал обрабатывается на обрабатывающих центрах.
2 проход:
 |
|---|
| Рис. 5. Интерфейс управления калибровально шлифовального станка C osta L evigatrici 1350 |
Максимальная интенсивность съема
Таблица 3
Калибрование с помощью контактного вала
| Градация | Снимаемый слой в мм |
|---|---|
| Р36 | Стал./ тв. рез. ролик |
| Р40 | Стал./ тв. рез. ролик |
| Р60 | Стал./ тв. рез. ролик |
| Р80 | Резиновый ролик |
| Р100 | Резиновый ролик |
| Р120 | Мягкий резиновый ролик |
| Р150 | Мягкий резиновый ролик |
| Р180 | — |
| Р200 | — |
Таблица 4
Калибрование с помощью контактного утюжка
| Градация | Снимаемый слой в мм | |
|---|---|---|
| Р36 | Стал./ тв. рез. ролик | — |
| Р40 | Стал./ тв. рез. ролик | — |
| Р60 | Стал./ тв. рез. ролик | — |
| Р80 | Резиновый ролик | |
| Р100 | Резиновый ролик | |
| Р120 | Мягкий резиновый ролик | |
| Р150 | Мягкий резиновый ролик | |
| Р180 | ||
| Р200 |
Получение эффекта грубо пропиленной поверхности на калибровочно шлифовальных станках
 |
|---|
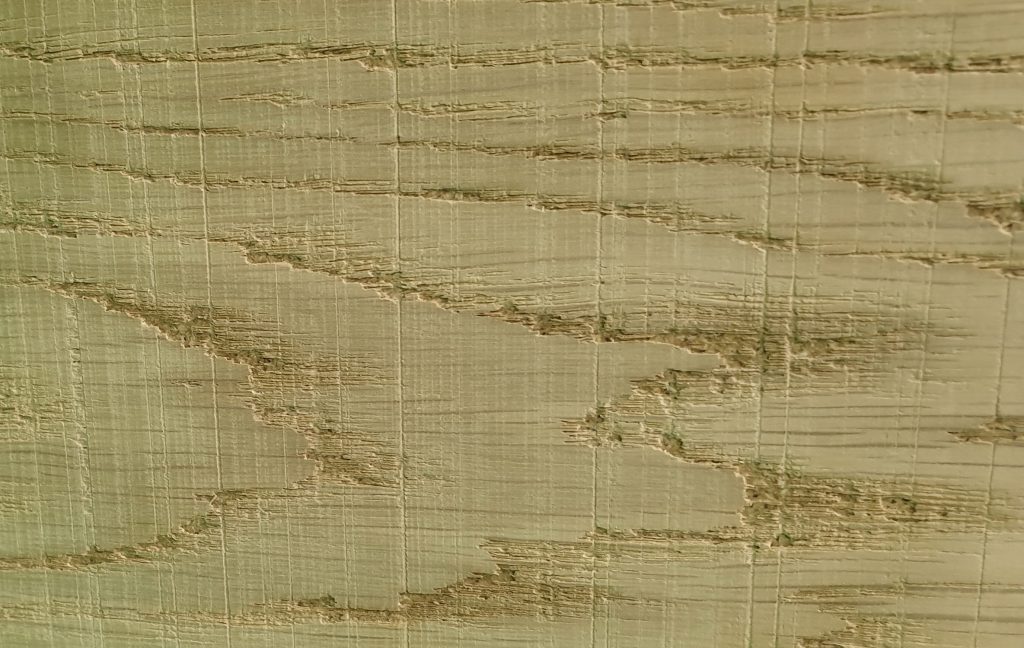
 |
|---|
| Рис. 6-7. Эффект рисок на шлифованных деталях |
На бездефектные поверхности риски могут наноситься намеренно для того, чтобы подчеркнуть натуральность материала, сделать дизайн более брутальным, повысить анти скользящие свойства напольных покрытий.
Чаще всего эффект грубого пиления имитируется на доске пола, однако в последнее время данный прием становится все более популярным в мебели рустикального стиля, стеновых панелях.
 |
|---|
| Рис. 8. Эффект грубого пиления на доске пола |
Узел поперечного шлифования
Нанесение царапин с заданным шагом и глубиной возможно на шлифовальном станке, оснащенным узлом поперечного шлифования. В качестве абразива при этом используют узкие шлифовальные ленты грубой зернистости. Агрессивность воздействия также обеспечивается за счет узкой вставки утюжка.
 |
|---|
| Рис. 9. Узел поперечного шлифования станка VIET, используемый для получения эффекта грубого пиления |
Поперечный узел устанавливается в станке в качестве первого или после калибровочного узла с контактным или фрезерным валом. После нанесения рисок шероховатость может быть несколько сглажена на следующим за поперечным продольным узле с контактным утюжком.



