Большая Энциклопедия Нефти и Газа
Относительное обжатие
Относительное обжатие за проход, кроме первого, должно составлять не менее 8 % при ковке под прессом и 5 % при ковке на молотах. При обжатиях, меньше указанных, деформации по сечению распространяются крайне неравномерно, и металл в средней части оказывается непрокованным. [1]
Максимум относительного обжатия ( 1 5 %) достигается в поперечном сечении посередине стержня. [2]
Величину относительного обжатия ( степень деформации по высоте) следует назначать, учитывая технологическую пластичность того или иного медного сплава, а также необходимость достаточно хорошей проработки металла. [5]
Повышение относительного обжатия позволяет получить более благоприятную макроструктуру, но приводит к уменьшению внутреннего диаметра заготовки и необходимости применения исходного прутка меньшего диаметра, что увеличивает число переходов при высадке. Кроме того, снижается производительность раскаточных машин. [6]
Под относительным обжатием в прокатке понимают отношение уменьшения толщины прокатываемой полосы, получающейся за один проход, к первоначальной толщине полосы, выраженное в процентах. [7]
Следовательно, относительное обжатие многослойного тела равно сумме произведений частных относительных обжатий каждого слоя на его удельную толщину до обжатия. [8]
Поскольку у проката относительное обжатие значительно выше, чем у поковок, их практически всегда можно отличить друг от друга анализом с помощью микроскопа. [11]
В ряде случаев используют суммарное относительное обжатие поперечного сечения вместо суммарной вытяжки. [15]
Что такое относительное обжатие




II. Основные формулы для расчетов по прокатке
Абсолютное обжатие
Относительное обжатие
Коэффициент вытяжки
Полный коэффициент вытяжки при прокатке в n пропусков.
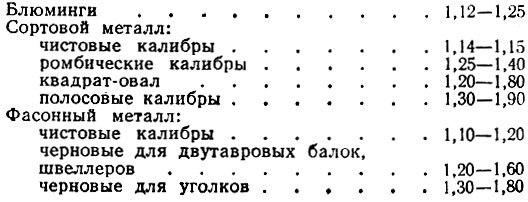
Средний коэффициент вытяжки
Число пропусков
Применяемые коэффициенты вытяжки за пропуск (λc) по данным Гутовского
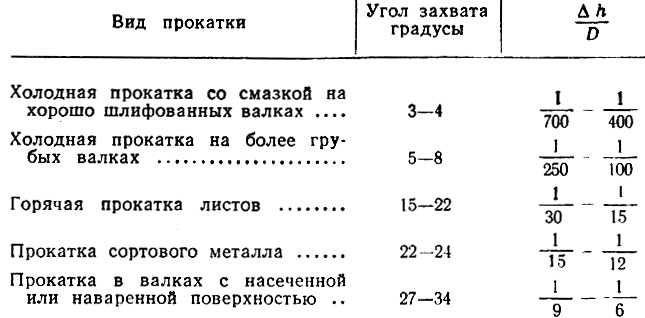
Угол захвата, α
Условие захвата металла валками
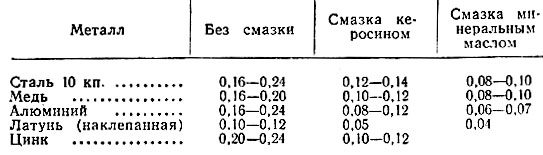
Величина коэффициента трения при прокатке
При горячей прокатке стали по данным Экелунда (для родистой стали):
по данным Бахтинова для стали
k1 = 0,8 для чугунных валков;
k1 = 1,0 для стальных валков;
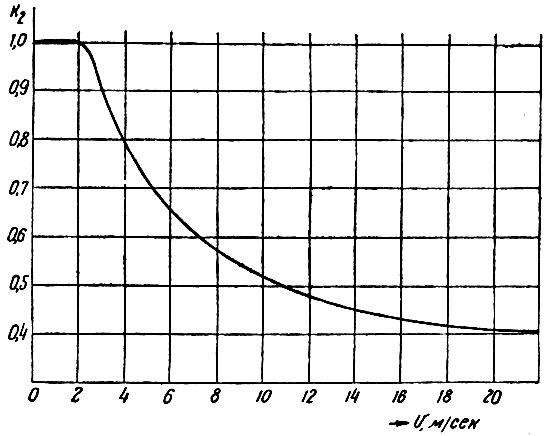
Рис. 1. Значения k2 для расчетов коэффициента трения
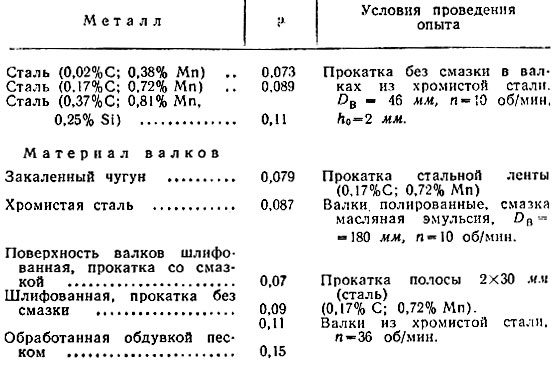
Валки шлифованные из хромистой стали (по данным Рокотяна) μ
Опережение
Формула Целикова для определения угла γ, учитывающая неравномерность распределения элементарных давлений по дуге захвата, и влияние натяжения
где l длина зоны деформации при отсутствии сплющивания валков
Принимая элементарные давления постоянными по дуге захвата,
Уширение
Формулы для определения уширения при прокатке
Формула Бахтинова
р определяется по формуле (13),
Формула Губкина
Формула Экелунда
μ определяется no формуле (12).
Формула Зибеля
Давление металла на валки
При равенстве диаметров валков
При холодной прокатке тонких листов
Формулы для подсчета удельного давления по данным Целикова:



Коэффициент nv при холодной прокатке можно принять равным единице.
При горячей прокатке обычно определяется nv, σs по экспериментальным данным.
Для малоуглеродистой стали nv, σs зависимости от температуры
Для стали У10 на рис. 3 приведены данные Чекмарева и Риднера.
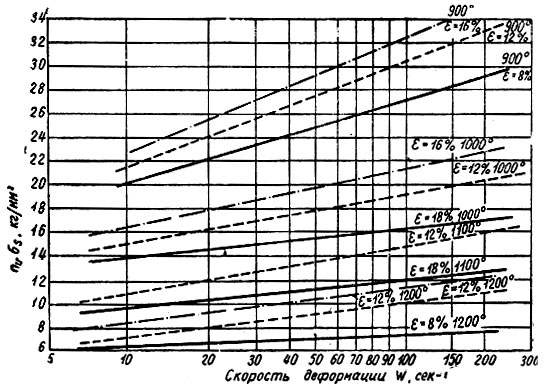
Рис. 3. Зависимость nvσs от скорости деформации и температуры для высокоуглеродистой стали У10А
Скорость деформации: по формуле Экелунда:
по формуле Целикова:
При горячей прокатке коэффициент nH = 1; при холодной прокатке обычно берется nH σs по экспериментальным данным. Для малоуглеродистой стали, меди и цинка данные Рокотяна для nH σs в зависимости от степени деформации приведены на рис. 4.
По формуле Целикова (при прокатке без натяжения

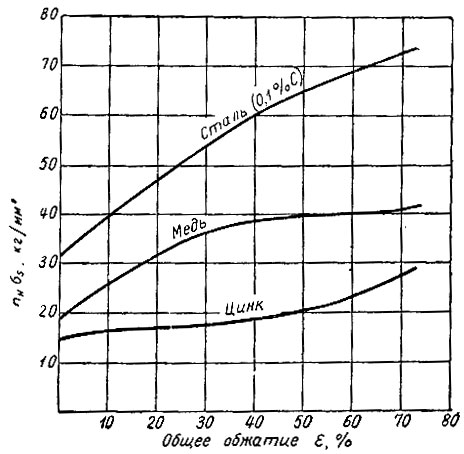
Рис. 4. Экспериментальные данные о влиянии наклепа на сопротивление деформации
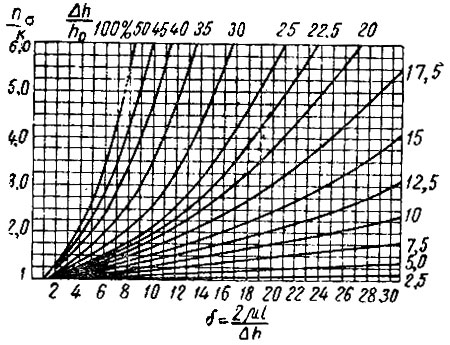
Рис. 5. Среднее удельное давление в зависимости от внешнего трения (от коэффициента δ при разных обжатиях от 2,5 до 50%)
δ определяется по формуле (20), l по формуле (21) или (36),

Для определения n’σ при данных δ и ε на рис. 5 (стр. 158) дана номограмма.
При прокатке с натяжением

Формула Экелунда (для случая горячей прокатки)


Формулы 46, 47 и 48 справедливы при температуре t ≥ 800° и содержании марганца не более 1%, хрома не более 2-3%.
Формула Гелей

представлено на рис. 6.
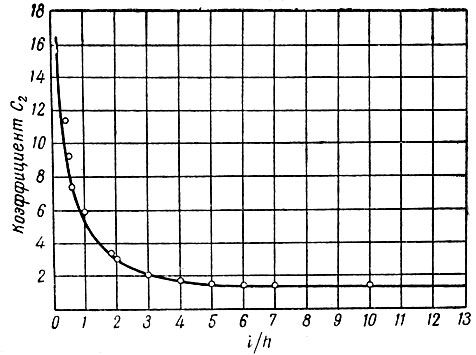
Рис. 6 Значение опытного коэффициента С2 в зависимости от 
Наибольшее допустимое давление металла на валки, определяемое прочностью шейки прокатного валка m, (по формулам Целикова)
для чугунных валков (при RB = 700 кг/см 2 )
для стальных валков (при RB = 1200 кг/см 2 )
По номограмме (рис. 7) можно определить приблизительное значение допускаемого давления на шейку валка у прокатных станов в зависимости от циаметра шейки и валка и материала валков.
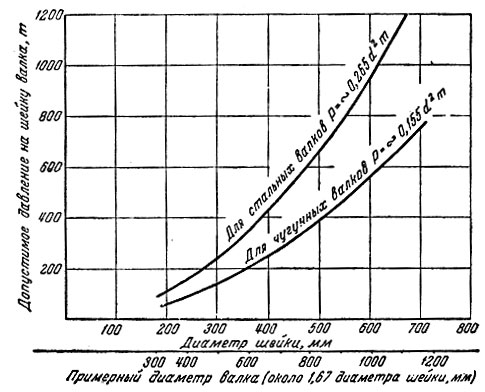
Рис. 7. Приблизительное значение допускаемого давления на шейку валка у прокатных станов разного размера
Моменты, необходимые для привода валков
Момент прокатки
при горячей прокатке ψ ≈ 0,5,
При наличии сплющивания валков
В станах кварто с не приводными опорными валками
Сумму Мпр + Мтp можно определить по кривым расхода работы

Момент холостого хода
ii— передаточное число между двигателем и данной деталью.
Динамический момент
Относительное обжатие
Смотреть что такое «Относительное обжатие» в других словарях:
относительное обжатие — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN percent reduction … Справочник технического переводчика
обжатие критическое — Относительное обжатие заготовки (обычно 2 12 ) по диаметру в процессе косовалковой прошивки с заметным разрушением сердцевины заготовки. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN critical reduction … Справочник технического переводчика
Обжатие — [reduction] 1. Уменьшение высоты или поперечного сечения обрабатываемого материала при его формоизменении; рабочим инструментом, основное действие над металлом в ряде процессов обработки давлением. 2. Количественная мера деформации тела в… … Энциклопедический словарь по металлургии
ОБЖАТИЕ КРИТИЧЕСКОЕ — [critical reduction] относительное обжатие заготовки (обычно 2 12 %) по диаметру в процессе косовалковой прошивки с заметным разрушением сердцевины заготовки … Металлургический словарь
ОБЖАТИЕ — уменьшение толщины (или высоты) заготовки при её осадке под молотом или прессом, при прокатке или вытяжке (протяжке) т. н. абсолютное О. Различают также относительное О., или степень О., отношение разности исходной и конечной толщин (или высот)… … Большой энциклопедический политехнический словарь
критическое обжатие — [critical reduction] относительное обжатие заготовки (обычно 2 12 %) по диаметру в процессе косовалковой прошивки с заметным разрушением сердцевины заготовки. Смотри также: Обжатие боковое обжатие … Энциклопедический словарь по металлургии
коэффициент деформации — [strain coefficient] показатель, характеризующий относительное изменение основных геометрических размеров обрабатываемого материала (длины, ширины, высоты) при деформировании. Припродольной прокатке для оценки изменения размеров тела в… … Энциклопедический словарь по металлургии
степень деформации — [degree of strain (deformation)] мера изменения размеров тела или его элемента. В качестве степени деформации принимается: относительная деформация отношение абсолютного изменения величины к определенным значениям этой величины (начальное,… … Энциклопедический словарь по металлургии
метод — метод: Метод косвенного измерения влажности веществ, основанный на зависимости диэлектрической проницаемости этих веществ от их влажности. Источник: РМГ 75 2004: Государственная система обеспечения еди … Словарь-справочник терминов нормативно-технической документации
ГОСТ 12248-96: Грунты. Методы лабораторного определения характеристик прочности и деформируемости — Терминология ГОСТ 12248 96: Грунты. Методы лабораторного определения характеристик прочности и деформируемости оригинал документа: Коэффициент фильтрационной cv и вторичной ca консолидации показатели, характеризующие скорость деформации грунта… … Словарь-справочник терминов нормативно-технической документации
Что такое относительное обжатие
Учет особенностей процесса прокатки в калибрах
При прокатке сортовых профилей форма поперечного сечения заготовки, обычно квадратная или прямоугольная, постепенно изменяется и приобретает форму готового профиля, которая может иметь весьма сложную конфигурацию [1082]. В условиях прокатки в калибрах обычные показатели деформации становятся переменными по ширине калибра, отличаются для различных элементов профиля. Прежде всего, отличается величина абсолютного и относительного обжатия отдельных элементов профиля в различных сечениях по ширине калибра.
При выполнении расчётов процесса прокатки в калибрах чаще всего используются зависимости, полученные для случая прокатки на гладкой бочке. При этом фактические размеры калибра и металла пересчитываются с использованием методов приведенной полосы или соответственной полосы, что позволяет заменить сложную схему неравномерной деформации в калибре простой схемой прокатки полосы на гладкой бочке с равномерным обжатием (рис. 8).

Рис. 8. Схема деформации квадратной заготовки в ромбическом калибре (а) и определение размеров приведенных полос (б), соответственной полосы (в)
Очевидно, что методы приведенной и соответственной полосы являются приближенными. Более точными показателями деформации при прокатке в калибрах являются показатели, определяемые на основе учёта смещенных объёмов и смещенных площадей.
Критерием правильности расчёта коэффициентов деформации является точное соблюдение условия постоянства объёма при деформации [1082]:
Среднее относительное обжатие εср приближенно может быть определено как
На практике для расчёта среднего относительного обжатия пользуются также выражением
Наряду со средними показателями деформации в калибрах используются частные показатели деформации для отдельных элементов профиля. Если какой-либо элемент профиля формируется из определенного элемента заготовки, то соотношение площадей этих элементов позволяет определить частный коэффициент вытяжки для рассматриваемого элемента. Например, при прокатке профиля двутавровой балки выделяются частные коэффициенты вытяжки по стенке λс, по открытым фланцам λф.о, по закрытым фланцам λф.з. Отношение толщины элемента до и после деформации называют коэффициентом высотной деформации данного элемента.
Для приближенного описания простых сортовых калибров применяется описание формы поперечного сечения металла и калибра с помощью Г-функции.
Ссылка “Возврат на один уровень вверх” осуществляет переход на предыдущую страницу.
относительное обжатие
относительное обжатие
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]
Тематики
Смотреть что такое «относительное обжатие» в других словарях:
Относительное обжатие — выраженное в процентах отношение абсолютного обжатия к первоначальной высоте сечения. См. также: Прокатка металлов Финансовый словарь Финам … Финансовый словарь
обжатие критическое — Относительное обжатие заготовки (обычно 2 12 ) по диаметру в процессе косовалковой прошивки с заметным разрушением сердцевины заготовки. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN critical reduction … Справочник технического переводчика
Обжатие — [reduction] 1. Уменьшение высоты или поперечного сечения обрабатываемого материала при его формоизменении; рабочим инструментом, основное действие над металлом в ряде процессов обработки давлением. 2. Количественная мера деформации тела в… … Энциклопедический словарь по металлургии
ОБЖАТИЕ КРИТИЧЕСКОЕ — [critical reduction] относительное обжатие заготовки (обычно 2 12 %) по диаметру в процессе косовалковой прошивки с заметным разрушением сердцевины заготовки … Металлургический словарь
ОБЖАТИЕ — уменьшение толщины (или высоты) заготовки при её осадке под молотом или прессом, при прокатке или вытяжке (протяжке) т. н. абсолютное О. Различают также относительное О., или степень О., отношение разности исходной и конечной толщин (или высот)… … Большой энциклопедический политехнический словарь
критическое обжатие — [critical reduction] относительное обжатие заготовки (обычно 2 12 %) по диаметру в процессе косовалковой прошивки с заметным разрушением сердцевины заготовки. Смотри также: Обжатие боковое обжатие … Энциклопедический словарь по металлургии
коэффициент деформации — [strain coefficient] показатель, характеризующий относительное изменение основных геометрических размеров обрабатываемого материала (длины, ширины, высоты) при деформировании. Припродольной прокатке для оценки изменения размеров тела в… … Энциклопедический словарь по металлургии
степень деформации — [degree of strain (deformation)] мера изменения размеров тела или его элемента. В качестве степени деформации принимается: относительная деформация отношение абсолютного изменения величины к определенным значениям этой величины (начальное,… … Энциклопедический словарь по металлургии
метод — метод: Метод косвенного измерения влажности веществ, основанный на зависимости диэлектрической проницаемости этих веществ от их влажности. Источник: РМГ 75 2004: Государственная система обеспечения еди … Словарь-справочник терминов нормативно-технической документации
ГОСТ 12248-96: Грунты. Методы лабораторного определения характеристик прочности и деформируемости — Терминология ГОСТ 12248 96: Грунты. Методы лабораторного определения характеристик прочности и деформируемости оригинал документа: Коэффициент фильтрационной cv и вторичной ca консолидации показатели, характеризующие скорость деформации грунта… … Словарь-справочник терминов нормативно-технической документации



