ПОНЯТИЯ «вал» и «отверстие».
Конструктивно любая деталь состоит из элементов (поверхностей) различной геометрической формы, часть из которых взаимодействует (образует посадки-сопряжения) с поверхностями других деталей, а остальная часть элементов является свободной (не-сопрягаемой). Размеры всех элементов деталей независимо от их формы условно делят на три группы: размеры валов, размеры отверстий и размеры, не относящиеся к валам и отверстиям (рис. 1.2, 1.3).
 |
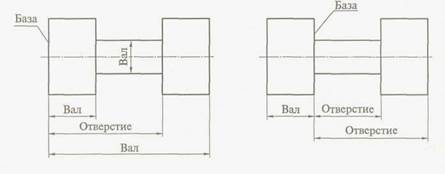 |
Рис. 1.2. Размеры валов и отверстий
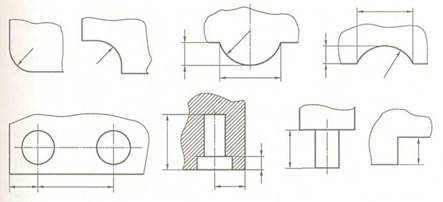 |
Рис. 1.3. Размеры, не относящиеся к отверстиям и валам
Состав группы размеров и элементов деталей, не относящихся ни к валам, ни к отверстиям, сравнительно невелик (например, фаски, радиусы скруглений, галтели, выступы, впадины, расстояния между осями (см. рис. 1.3) и др.).
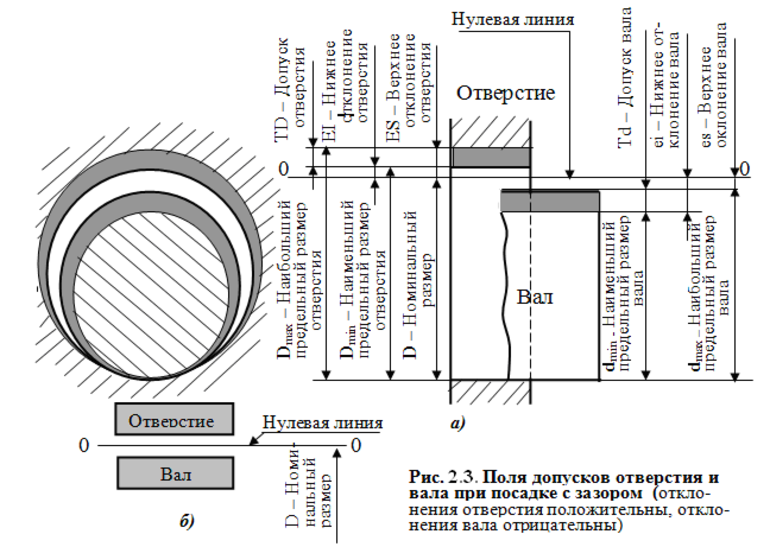
ОСНОВНЫЕ ПОНЯТИЯ О РАЗМЕРАХ, ОТКЛОНЕНИЯХ И ДОПУСКЕ
Различают действительный, номинальный и предельные размеры.
Действительный размер – размер, установленный измерением с помощью средства измерения с допускаемой погрешностью измерения.
Под погрешностью измерения понимается отклонение результата измерения от истинного значения измеряемой величины. Истинный размер – размер, полученный в результате изготовления и значение которого нам не известно.
Номинальный размер указывается на чертеже и является общий для отверстия и вала, образующих соединение и определяется на стадии разработки изделия исходя из функционального назначения деталей путем выполнения кинематических, динамических и прочностных расчетов с учетом конструктивных, технологических, эстетических и других условий.
Стандарт на нормальные линейные размеры имеет большое экономическое значение, состоящее в том, что при сокращении числа номинальных размеров сокращается потребная номенклатура мерных режущих и измерительных инструментов (сверла, зенкеры, развертки, протяжки, калибры), штампов, приспособлений и другой технологической оснастки. При этом создаются условия для организации централизованного изготовления названных инструментов и оснастки на специализированных машиностроительных заводах.
Стандарт не распространяется на технологические межоперационные размеры и на размеры, связанные расчетными зависимостями с другими принятыми размерами или размерами стандартных комплектующих изделий.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Сравнивая действительный размер с предельными, можно судить о годности элемента детали. Условиями годности являются соотношения: для отверстий Dmin
Система допусков и посадок в машиностроении
Система посадок.
Посадку деталей, т. е. получение нужного зазора или натяга между сопрягаемыми поверхностями, можно осуществить двумя способами: по системе отверстия и по системе вала.
Система допусков в машиностроении построена для сопряжений цилиндрических поверхностей, у которых сопрягаемым размером является диаметр. При этом охватывающей поверхностью служит отверстие, а охватываемой — сопрягаемый с ним вал. В дальнейшем изложении эта система допусков употребляется применительно к сопрягаемым поверхностям, получаемым при фрезеровании, т. е. стержням и пазам, и под словом «отверстие» подразумевается паз, а под словом «вал» — стержень.
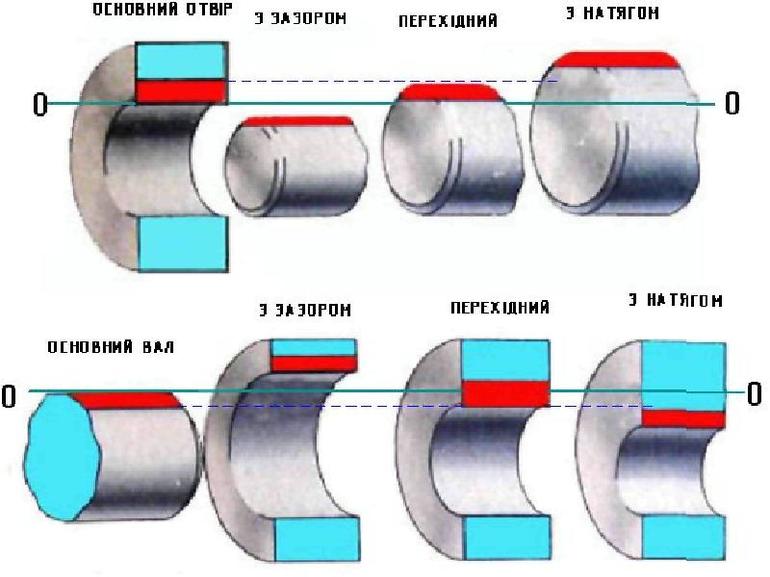
Система отверстия.
Чтобы осуществить нужную посадку, т. е. получить нужный зазор или натяг между валом и отверстием, можно назначить больший или меньший размер вала, оставляя размер отверстия неизменным. Если диаметр вала будет больше диаметра отверстия, получим натяг (неподвижную посадку); если диаметр вала будет меньше, получим зазор (свободную посадку).
Следовательно, оставляя для данного номинального диаметра предельные размеры отверстия одинаковыми при всех посадках одного и того же класса точности, осуществляем необходимую посадку за счет увеличения или уменьшения размеров вала, т. е. осуществляем зазор или натяг. Такая система постоянного размера отверстия и изменяющегося размера вала называется системой отверстия. На рис. 5а схематически показано, при каких посадках получаются зазоры, а при каких — натяги по системе отверстия. 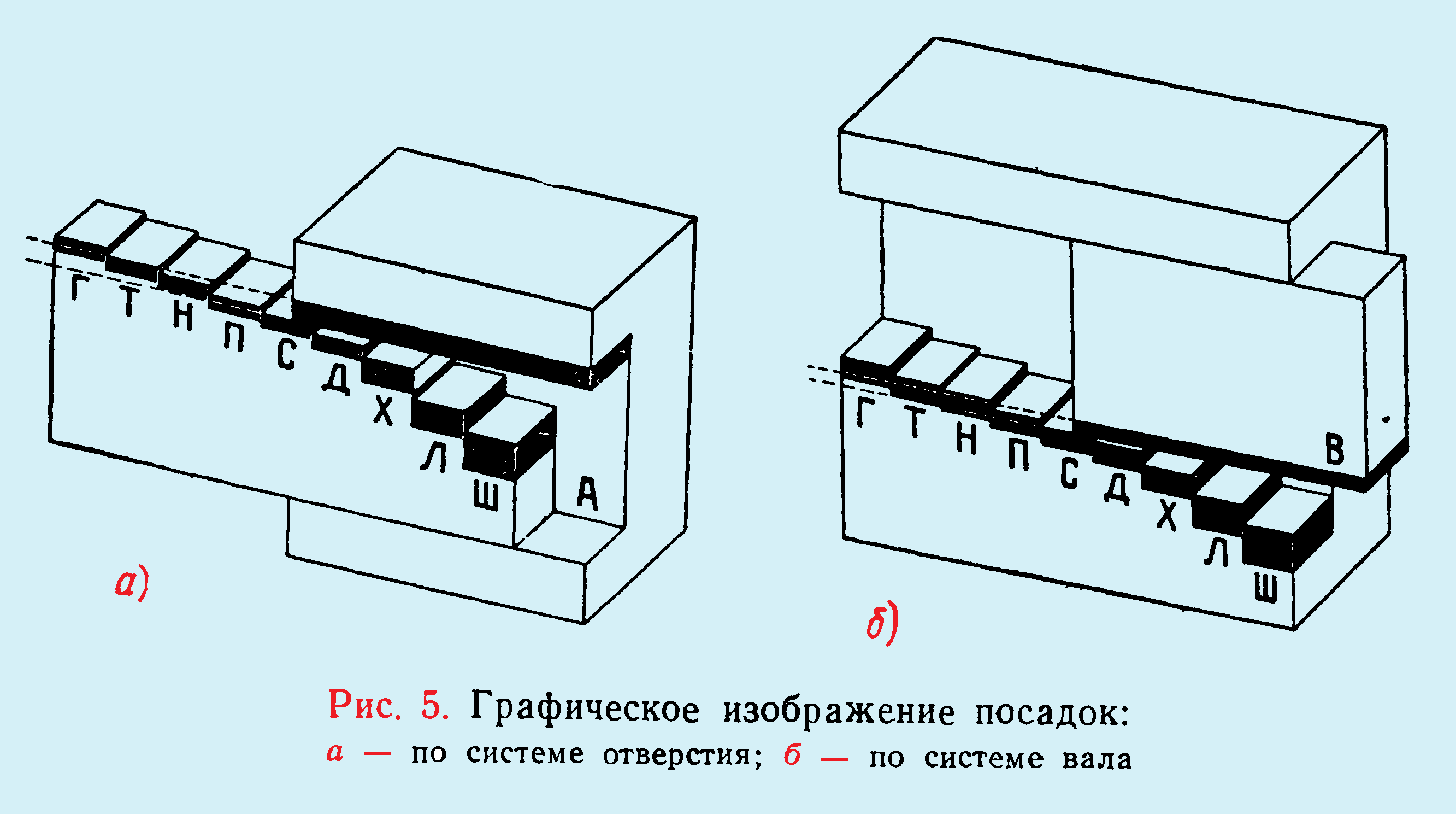
При системе отверстия на чертежах возле номинального размера отверстия ставят букву А с цифрой, показывающей класс точности: А1 ; А ; А3 ; А4 и т. д., а возле номинального размера вала ставят букву, которая обозначает посадку, с цифрой, указывающей на класс точности. Например, Н2а ; Х3 ; Ш4 ; Л5 и т. д.
Система вала.
Можно осуществить нужную посадку, т. е. получить нужный зазор или натяг между валом и отверстием, оставляя размер вала неизменным и назначая больший или меньший размер отверстия. Если диаметр отверстия назначим меньше диаметра вала, получим натяг (неподвижную посадку); если диаметр отверстия назначим большим, получим зазор (свободную посадку).
Следовательно, оставляя для данного номинального диаметра предельные размеры вала одинаковыми при всех посадках одного и того же класса точности, можно осуществить зазор или натяг, т. е. необходимую посадку за счет увеличения или уменьшения предельных размеров отверстия. Такая система постоянного размера вала и изменяющегося размера отверстия называется системой вала. На рис. 5, б схематически показано, при каких посадках получаются зазоры и натяги по системе вала.
При системе вала на чертежах возле номинального размера вала ставят букву В с цифрой, показывающей класс точности, например: В1 ; В ; В2а ; В3 и т. д., а возле размеров отверстия — букву, обозначающую посадку, с цифрой, указывающей на класс точности. Например: Н1 ; С2а ; Х3 ; Л4 и т. д.
На большинстве отечественных машиностроительных заводов применяют систему отверстия. Это объясняется тем, что получение различных размеров отверстия в зависимости от посадки для одного и того же номинального диаметра сложнее, так как для каждой посадки нужен свой мерный режущий инструмент, и, следовательно, это обходится дороже, чем получение различных диаметров валов методом точения или шлифования без применения мерного инструмента.
Как уже указывалось, фрезеровщику редко приходится иметь дело с обработкой цилиндрических поверхностей (валов и отверстий). Чаще всего он занят обработкой пазов, канавок, выступов и т. п., при которой необходимо выдерживать размеры по длине, ширине, высоте, толщине и глубине. В этих случаях для чертежных обозначений размеров пазов, канавок, брусков, и т. п. пользуются теми же обозначениями, что и для валов и отверстий.
Система допусков.
Система допусков, принятая в СССР, обязательна для всех заводов и предприятий Советского Союза. Предельные отклонения в микронах (мк) для системы отверстия и системы вала всех классов точности и всех посадок приводятся в соответствующих таблицах, имеющихся в справочниках, в том числе и в «Справочнике молодого фрезеровщика», изданном Профтехиздатом в 1962 г
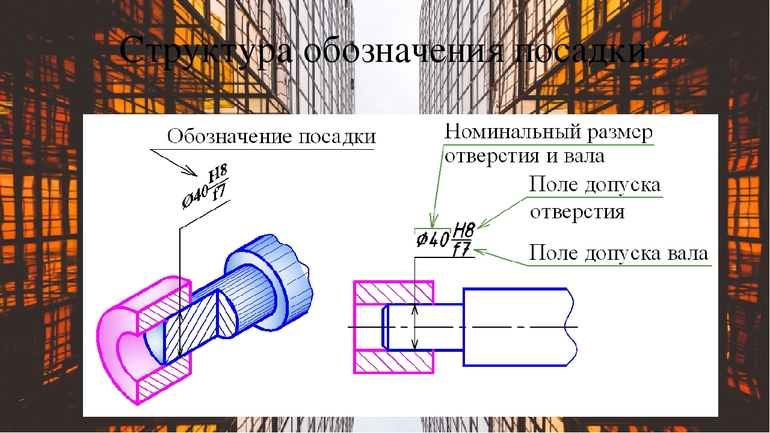
Обозначение допусков на чертежах.
Если фрезеровщик видит на чертеже номинальный размер и возле него букву и цифры, т. е. условные обозначения системы допусков, посадки и класса точности, он еще не знает, какие отклонения в размере детали допустимы. Рабочий должен посмотреть в таблицу допусков и найти в ней предельные отклонения от номинального размера для данной системы, класса точности и посадки. После этого, лишь определив предельные размеры детали, он может приступить к обработке детали.
Иногда вместо условного обозначения посадки и класса точности рядом с номинальным размером ставят числовое обозначение отклонения от номинального размера.
На рис. 6 показано, как проставляются условные и числовые обозначения на рабочих чертежах в том и другом случаях. 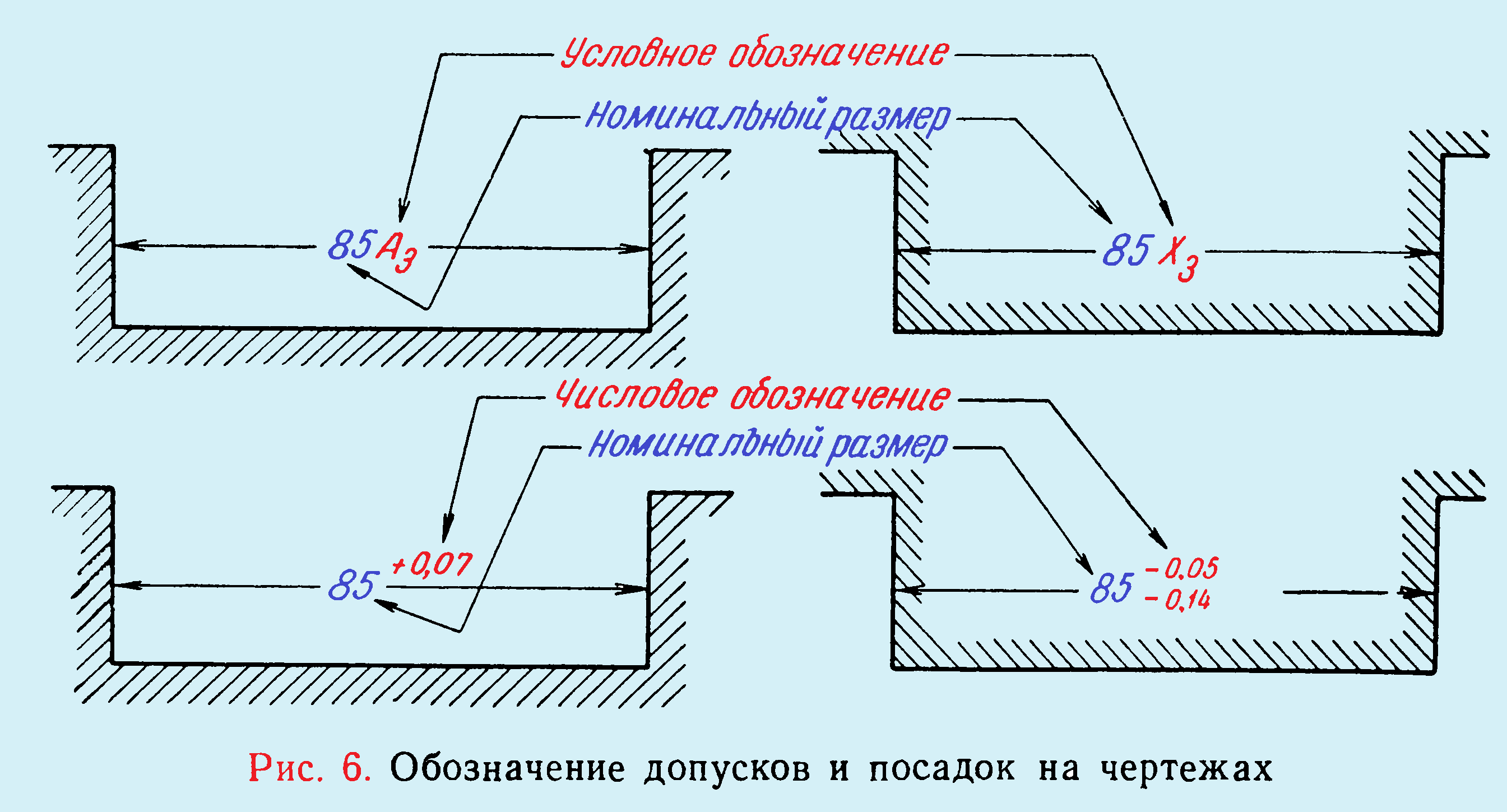
В чертежах проставляют отклонения только на сопрягаемые размеры. Размеры, на которых не показаны отклонения, являются свободными и выполняются с допусками по 5-му или 7-му классам.
Кроме допусков на линейные размеры, на чертежах в случае необходимости проставляют допускаемые отклонения от геометрической формы — допускаемые неплоскостность, непараллельность или неперпендикулярность сопряженных поверхностей. Величина этих допусков выражается обычно в сотых долях миллиметра на 100 или 300 мм длины. Так, допускаемая при фрезеровании данной детали неплоскостность обработанной поверхности в 0,02 мм на длине 100 мм обозначается на чертеже в необходимом месте 0,02: 100; точно так же допускаемая при фрезеровании другой детали непараллельность двух обработанных плоскостей в 0,03 мм на длине 300 мм обозначается на чертеже 0,03 :300.
Какие виды отверстий бывают

Ремонт режущих кромок экскаваторов погрузчиков

Расточка внутреннего диаметра

Еще до изобретения колеса человеком, применялись отверстия. В строительстве, изготовлении базовых деталей, на производстве и так далее. Это одна из самых древних «находок» людей. На сегодняшний день сложно представить себе технику без каких-либо отверстий. Их можно встретить как в металлоконструкциях, машиностроении, так и в мельчайших механизмах. Но какие же отверстия бывают? Понятно, что их существует огромное количество. С другой стороны, первое, что приходит в голову – это разделение отверстий на маленькие, средние и большие. Есть множество других классификаций отверстий. Так, давайте рассмотрим их более подробно.
Классификация отверстий по разным признакам
Как уже было сказано, отверстия бывают самых разных форм, размеров, со специальными элементами и без них. К основным видам отверстия относятся – сквозные, соосные и глухие. Каждый из них обладает уникальными чертами и применяется при изготовлении не похожих друг на друга механизмов и деталей. Еще одним параметром, по котором различаются отверстия, является обработка верхней грани (это может быть цековка или зенковка). Для последних верхнюю грань растачивают сверлом с большим диаметром, а во втором специальным приспособлением делается цилиндрическое углубление.
Виды отверстий по способам обработки
В зависимости от способа обработки, все отверстия подразделяются на:
Обратите внимание, что все приведенные выше способы обработки позволяют добиться разной тонкости поверхностей, к примеру, это могут быть:
Мы разобрали основные виды отверстий, используемых в механизмах и деталей спецтехники. Без них не обходится ни одно современное оборудование. Но для создания таких отверстия необходим особый подход.
Понятие о допусках
Допуском называется разность между максимально и минимально допустимыми размерами детали. При изготовлении любого изделия добиться точного размера невозможно. Этого не позволяет оборудование. Кроме того, нет приборов, какие могли бы измерить габарит с большой точностью. Но часто в этом нет надобности. Детали, изготовленные с погрешностью, тоже можно использовать. Главное, чтобы их размеры не вышли за допустимые пределы.
Все зависит от поставленной задачи. Для сложных приборов, используемых в метрологии, требуется качественное изготовление комплектующих. Простые изделия, такие как чайники или кастрюли, выполняются с меньшей точностью.
Существующие термины
В машиностроении применяется ряд терминов, характеризующих размер детали. На основании материала из учебных пособий они носят следующие названия:
Во время проектирования изделий необходимо пользоваться стандартными таблицами допусков и посадок, которые есть в учебниках или справочной литературе.
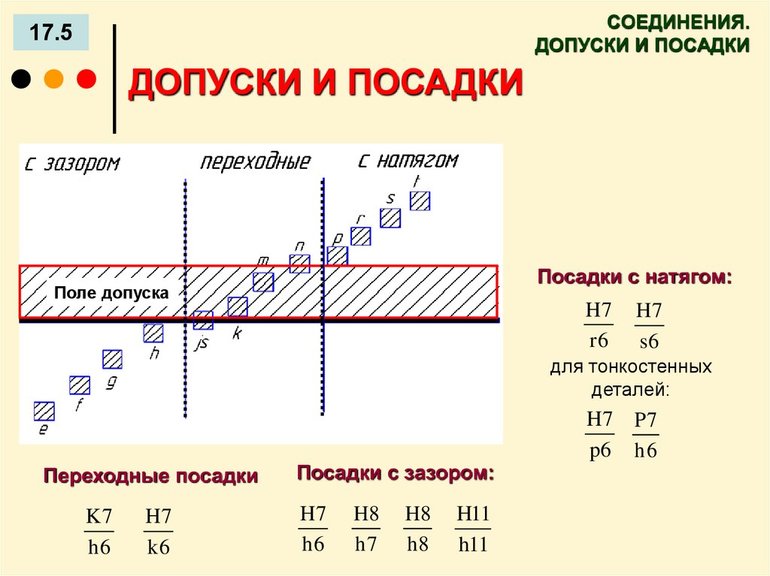
Варианты посадок
Под определением посадки понимается характер сопряжения двух деталей. Такое сочленение бывает 3 типов:
Все виды посадок в машиностроении находят свое применение. Когда нужно добиться жесткого соединения, чтобы одна деталь не вращалась относительно другой, применяется натяг. Иногда и этого бывает недостаточно. Для усиления прочности соединения части конструкции предварительно подвергаются нагреву. Образуемая посадка называется горячепрессовой.
Система отверстия и вала
На основании стандартов ЕСДП посадки могут проходить в двух системах. Они имеют свои особенности:
При изготовлении конструкций чаще применяется система отверстия. Связано это с облегченным процессом измерения наружной поверхности вала. Для этого существует специальный измерительный инструмент.
Система вала используется при изготовлении подшипников. Их наружная поверхность является основной, под нее подгоняются посадочные обоймы.
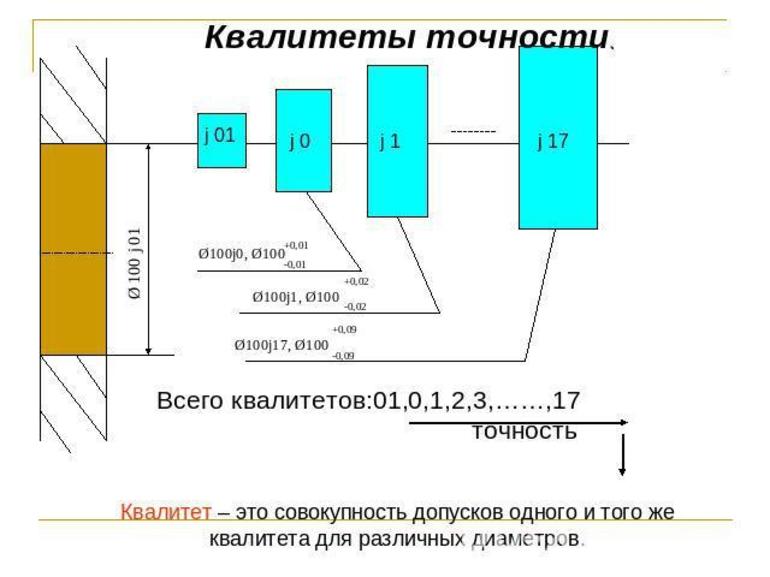
Квалитеты точности
Степень точности на каждый номинальный размер можно определить по квалитетам. Если перечислить количество, то их насчитывается 19. Все они сведены в таблицу. С возрастанием номинальных размеров идет расширение поля допуска. Связано это с тем, что изготовить деталь большого размера с жестким допуском сложнее, чем маленькую. Квалитеты обозначаются латинскими буквами:
Такая унификация значительно облегчает работу конструкторов в процессе проектирования ими сложных изделий.
При обозначении посадок на чертежах одних буквенных обозначений недостаточно. Рабочий, изготавливающий деталь, должен видеть величину допусков, поэтому рядом с буквами ставятся цифры верхних и нижних отклонений. Все данные берутся из справочника.
Допуски и посадки составляют отдельный предмет в учебных заведениях. Студенты и ученики пишут рефераты по теме, которые потом зачитывают в классах или аудиториях.
Преимущество системы отверстия в сравнении с системой вала
Каждой из этих систем свойственны достоинства и недостатки, определяющие области их применения.
Существенным преимуществом системы отверстия в сравнении с системой вала является то, что обработка валов одного номинального размера, но с разными предельными диаметрами может быть выполнена одним режущим инструментом (резцом или шлифовальным кругом), в то время как в тех же условиях для обработки точных отверстий требуется столько режущих инструментов, сколько имеется отверстий. Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь, например, одну развертку и резец или шлифовальный круг, а для обработки тех же деталей, в системе вала требуется резец или шлифовальный круг и 12 разверток.
Система отверстия имеет и другие преимущества по сравнению с системой вала, но тем не менее последняя все же применяется в ряде областей машиностроения, хотя значительно реже, чем система отверстия.
Например, система вала применяется при изготовлении некоторых текстильных машин. Одной из основных деталей текстильных машин является обычно длинный гладкий вал одного номинального размера по всей длине, на который насаживаются с разными посадками различные шкивы, муфты, шестерни и т. д. При применении системы отверстия эти валы должны быть ступенчатыми, что усложняет их изготовление.
В отдельных случаях нашей промышленностью (главным образом автотракторной) применяется класс 2а — промежуточный между 2 и 3-м классами, а также 3а — промежуточный между 3 и 4-м. Они введены в систему допусков позднее и поэтому имеют такие обозначения.
Эти обозначения приписываются справа, несколько ниже сокращенного обозначения основной детали системы.

Рис. 81. Чертеж вала с указанными на нем посадками
2-й класс точности как основной обозначается только знаком посадки, а цифра, указывающая класс точности, не добавляется. Таким образом, буквы А и В обозначают основное отверстие и основной вал 2-го класса, буква Ш обозначает широкоходовую посадку 2-го класса, буква С — скользящую посадку этого же класса и т. д.
Сокращенные обозначения посадок и классов точности на чертежах проставляются сразу же за цифрой, указывающей размер, к которому относится данное обозначение.



