Передняя бабка токарного станка. Устройство и технология ремонта
Устройство передней бабки токарно-винторезного станка
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Токарно-винторезные станки имеют практически однотипную компоновку. Передняя шпиндельная бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Движение передается от шкива клиноременной передачи. Взаимодействие зубчатых колес объяснено при описании кинематической схемы. Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики. В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца. Валы коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами. Так как валы — длинные, у них предусмотрена средняя опора.
В левой части фрикционной муфты, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами. Ступица колеса на валу является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик). Маховиками и рукоятками переключают блоки колес.
В некоторых станках коробка скоростей размещена в тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом.
Схема кинематическая токарно-винторезного станка

Передняя бабка (коробка скоростей) токарно-винторезного станка
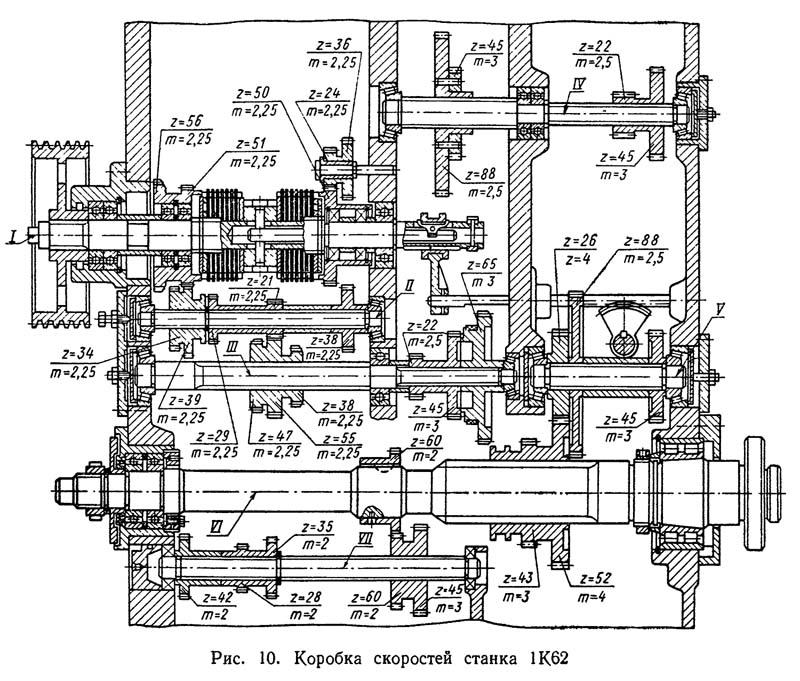
Передняя бабка. На рис. 10 показана передняя бабка с коробкой скоростей. Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56—z = 51, или через колесо z = 50 и промежуточный блок z = 24—z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47—z = 55—z = 38. В левом положении блока г = 43—г = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65—z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Кинематическая цепь движения резания токарно-винторезного станка

Механизм переключения фрикционов в шпиндельной бабке токарно-винторезного станка
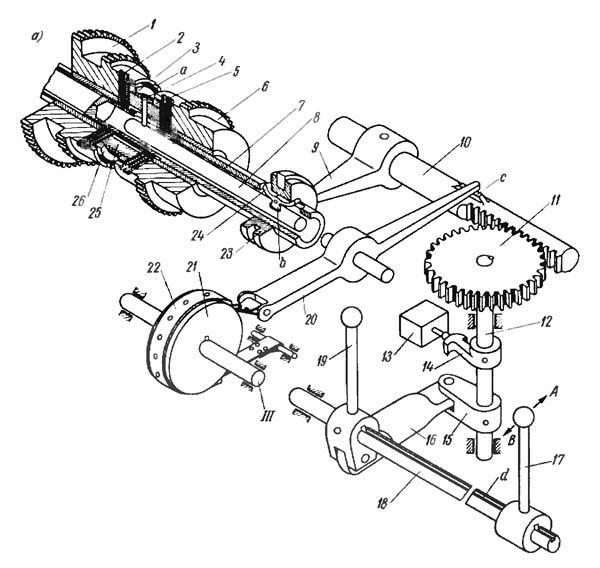
Рис. 17. Механизм переключения фрикционов в шпиндельной бабке токарно-винторезного станка 1к62
Механизм переключения фрикционов. Многодисковые фрикционы для включения прямого и обратного вращения шпинделя управляются рукоятками 19 и 17 (рис. 17, а). Рукояткой 19 пользуются при настройке станка, а во время работы используют рукоятку 17, которая всегда перемещается вместе с фартуком вдоль валика 18. Последний по всей длине имеет шпоночный паз d и связан с рукояткой 17 скользящей шпонкой.
При повороте рукоятки 17 в направлении стрелок А и В поворачивается валик 18, а вместе с ним и рукоятка 19. Последняя через тягу 16, коромысло 15 и валик 12 вращает шестерню 11, находящуюся в зацеплении с рейкой 10. На левом конце рейки 10 закреплена вилка 9, которая своим кольцевым сектором входит в выточку муфты 23. Перемещение муфты 23 вдоль полого вала 7 вызывает небольшой поворот собачки 24, которая, входя нижним выступом b в поперечный паз тяги 8, заставляет последнюю переместиться на небольшую величину вдоль своей оси. Тяга 8 с помощью сквозного штифта 4 связана с муфтой 25, благодаря чему последняя также получает небольшие перемещения вдоль оси вала 7.
При перемещении муфты 25 влево включается фрикцион прямого вращения шпинделя, при перемещении муфты 25 вправо — фрикцион обратного вращения шпинделя.
Фрикционы состоят из дисков 2 с наружными выступами, которыми они входят в пазы а ступиц шестерен 1 и 6, и дисков 26 с внутренними выступами, которыми они связаны со шлицами полого вала 7. При сжатии дисков муфтой 25 между ними возникают силы трения, которые и обеспечивают передачу крутящего момента от вала 7 к шестерне 1 или 6. Для регулировки силы сжатия дисков как при сборке, так и по мере их износа предусмотрены резьбовые кольца 3 и 5. Для быстрой остановки станка служит установленный на валике III (см. также рис. 16) ленточный тормоз. Включение тормоза связано с переключением фрикционов. В нейтральном положении фрикционов рейка 10 выступом с нажимает на конец двуплечевого рычага 20, который затягивает ленту 22 на тормозном барабане 21 и останавливает привод станка. При включении одного из фрикционов выступ рейки 10 сходит с конца рычага 20 и последний освобождает ленточный тормоз.
На станке модели 1К62 предусмотрено реле времени для автоматического отключения электродвигателя от сети при работе станка на холостом ходу в течение более чем 3—8 мин. Для этой цели на валике 12 установлен кулачок 14, который при нейтральном положении фрикционов, т. е. при работе станка на холостом ходу, включает реле 13, заранее настроенное на определенное (в пределах 3—8 мин) время. По истечении этого времени реле отключает цепь питания электродвигателя.
При включенных фрикционах кулачок 14 отходит в сторону и реле времени блокируется.
Передняя (шпиндельная) бабка токарно-винторезного станка

Ремонт корпуса передней бабки токарного станка
Восстановление отверстий под подшипники качения шпинделя путем расточки и последующей запрессовки втулок в корпус передней бабки производится в редких случаях при наличии большого износа отверстий, который нельзя компенсировать соответствующей регулировкой подшипников.
При условии установки подшипников шпинделя в специальных корпусах (станках) и фланцах износ отверстий под подшипники компенсируется заменой соответствующих корпусов и фланцев с последующей пригонкой внутреннего диаметра по подшипнику и выверкой радиального биения (допускаемое отклонение 0,01 мм).
При восстановлении отверстий методом расточки и установки компенсационных втулок ремонт корпуса передней бабки производят следующим образом.

Первоначально зачищают шабером задиры на опорных поверхностях 8 и 10 (рис. 59, о) корпуса передней бабки 3 и в отверстиях под подшипники 1 и 4. Затем производят расточку изношенного отверстия (в нашем случае отверстие переднего подшипника 4) на горизонтально-расточном станке 6 для последующей запрессовки втулки.
Корпус передней бабки устанавливают на стол 9 горизонтально-расточного станка опорными поверхностями 8 и 10. Производят выверку точности установки с помощью индикаторов 2 и 5 на оправке 7, закрепленной в шпинделе расточного станка (ось шпинделя должна быть параллельна опорным поверхностям 8 и 10). Выверку установки производят по невыработанным поверхностям отверстий 1 и 4 (допускаемое отклонение 0,05 мм на длине детали, точность установки 0,01 мм).
После закрепления корпуса передней бабки токарного станка на столе 9 горизонтально-расточного станка производят расточку изношенного отверстия для запрессовки втулки, причем внутренний размер втулки следует брать с припуском под расточку, а наружный диаметр втулки должен быть равен внутреннему плюс 15—16 мм (допускаемые отклонения: радиальное биение — не более 0,01 мм; непараллельность оси отверстия опорным поверхностям 8 и 10 основания передней бабки — не более 0,01 мм на длине 300 мм).
После запрессовки втулки 1 (рис. 59, б) необходимо ее расточить и подрезать торец для запрессовки подшипника (допускаемое отклонение — радиальное биение — не более 0,01 мм).
Корпус передней бабки устанавливают на отремонтированные направляющие станины и производят выверку правильности установки и шабровки опорных поверхностей 8 и 10 (рис. 59, а). Затем в конусное отверстие шпинделя вставляют контрольную оправку 1 (рис. 59, в) и с помощью индикатора 3, установленного на мостике 2, проверяют параллельность оси шпинделя в горизонтальной и вертикальной плоскостях, при этом мостик с индикатором передвигают по направляющим станины на длине оправки.
При наличии отклонений выше допустимых дефект устраняется путем шабрения основания корпуса (опорных поверхностей) передней бабки.
Допускается непараллельность оси шпинделя: в вертикальной плоскости свободный конец оправки может быть только выше горизонтальной оси (0,02 мм на длине 300 мм); в горизонтальной плоскости — не более 0,02 мм на длине 300 мм, причем свободный конец оправки может быть отклонен только в сторону резца.
После шабрения количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм.
Для ремонта направляющих передней бабки необходимо установить шпиндель в свои опоры (подшипники). Бабку со шпинделем располагают на направляющих станины, выверенных по уровню, а в конусное отверстие шпинделя вставляют контрольную оправку (рис. 59, в). На каретку суппорта или на универсальный мостик 2 устанавливают стойку с индикатором 3, измерительный штифт которого последовательно подводят к верхней и боковой образующим оправки. Затем определяют отклонения от параллельности при перемещении каретки по направляющим станины. Шабрят направляющие по отпечаткам краски с учетом отклонений, отмеченных по контрольной оправке. Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм. Допускается непараллельность в вертикальной плоскости не более 0,02 мм на длине 300 мм. Свободный конец оправки может быть наклонен только вверх. Допускается непараллельность в горизонтальной плоскости не более 0,01 мм на длине 300 мм. Свободный конец оправки может отклоняться в сторону резца.
Сборка узлов передней бабки станка
Сборка узлов при капитальном и среднем ремонте станка имеет свою особенность. Она заключается в том, что восстановление первоначальных размерных цепей, нарушенных вследствие износа ряда деталей, осуществляется не по чертежу, а производится нередко по месту. При этом слесарю-ремонтнику, в отличие от сборщика, приходится определять формы и размеры компенсаторов для установки их в ремонтируемом узле.
Сборку передней бабки выполняют после того, как она полностью укомплектована всеми деталями, в том числе вновь изготовленными, отремонтированными (восстановленными) и теми, которые определены годными для дальнейшей эксплуатации.
Детали, поступившие на сборку, должны быть без забоин и заусенцев и чисто вымыты.

Сборку рекомендуется производить в следующей последовательности: валик 4 (рис. 62); рукоятки 1 и 2 переключения («нормальный шаг», «увеличенный шаг»); рейка 12; рукоятка 14 переключения перебора; рукоятка переключения скоростей 3; валик 7, 13, 9; вал 8 фрикциона; валик 6; шпиндель 5; вал 11 (узел перебора); валик 10 переключения перебора; плунжерный насос с пластинчатым фильтром; трубки маслопроводов; крышка корпуса бабки.
Наиболее сложными узлами передней бабки являются вал 8 фрикциона и шпиндель 5, сборка которых рассмотрена ниже.
Сборка вала фрикциона

До установки узла вала в корпус передней бабки станка производят подгонку деталей и их сборку на верстаке следующим образом:
Сборка шпинделя токарно-винторезного станка

К сборке шпинделя токарно-винторезного станка (рис. 64) приступают, убедившись после соответствующих проверок в том, что все детали шпинделя исправны или отремонтированы. Необходимо также проверить правильность посадки зубчатых колес на шпинделе, состояние шеек шпинделя. В пазу шпинделя устанавливают шпонку 20.
Сначала собирают заднюю опору шпинделя. В стакан 18, скрепленный с корпусом бабки винтами 17, устанавливают уплотнение 15 и затем радиально-упорный шарикоподшипник 16; его располагают так, чтобы наиболее тонкий торец наружного кольца подшипника был направлен в сторону уплотнения 15. Затем устанавливают промежуточное кольцо 10 и подшипник 9, у которого тонкий торец наружного кольца должен быть обращен в противоположную сторону от уплотнения сторону. Подшипники закрепляют гайкой 19, которую стопорят винтом 8.
Для удобства сборки придают шпинделю 2 вертикальное положение и устанавливают на нем роликоподшипник 3 и кольцо 5; затем навинчивают гайку 6 до легкого соприкосновения ее с кольцом 5.
Далее вводят шпиндель в корпус 26 через отверстие в его передней стенке, надевают на шпиндель двухвенцовое зубчатое колесо 22 с закрепленной с помощью пружины 23 втулкой 24 и зубчатое колесо 21. После этого заводят конец шпинделя в заднюю опору и вводят переднюю опору в отверстие корпуса; при этом несколько сдвигают наружное кольцо 4 подшипника в сторону корпуса.
Установив на конце шпинделя кольца 11 и 12, навинчивают ключом гайку 13, пока шпиндель не станет на свое место, что определяют по усилию затяжки и по вращению шпинделя. Сначала замечается осевое перемещение шпинделя при его равномерном вращении, в дальнейшем осевое перемещение шпинделя прекращается и его вращение становится тугим.
При установке шпинделя сдвигают с помощью специальной втулки кольцо 4 так, чтобы оно расположилось на уровне внутреннего кольца подшипника.
Закончив установку узла, монтируют зубчатое колесо 21 на шпинделе и завинчивают стопор 7. Чтобы предотвратить возможность самоотвинчивания, вводят в канавку зубчатого колеса и шлиц стопора специальное пружинное кольцо. Завершают сборку креплением фланца 1.
Теперь можно приступить к регулированию опор шпинделя, которое начинают с задней опоры. Несколько отвинтив гайку 13, проворачивают шпиндель для того, чтобы внутренние кольца шарикоподшипников заняли нормальное положение (шпиндель тогда начинает легко вращаться); потом завинчивают стопорный винт 14.
Переднюю опору регулируют завинчиванием гайки 6 со стопором 25. Внутреннее кольцо 3 подшипника тогда начинает надвигаться на конус шпинделя и все больше расширяется, благодаря чему соединение получается правильным и надежным.
Проверку зазоров шпинделя производят в соответствии с описанием в гл. I (см. рис. 6).
Вращение шпинделя должно быть плавным, без заеданий.
При регулировке шпинделя следует обратить внимание на совмещение сцепления зубьев зубчатых колес шпинделя по ширине с сопрягающими зубчатыми колесами других валиков. Проверяют также положение маслосбрасывающей канавки шпинделя относительно фланца 1, которая должна располагаться так, как показано на рис. 64. В противном случае при работе шпинделя масло будет выбрасываться наружу.
Собранную переднюю бабку проверяют на вращение вручную на всех скоростях. Заедание и стуки не допускаются. Переключение рукояток должно быть легким, с усилием до 3 кг.
Передняя бабка токарного станка
Одним из важнейших многофункциональных узлов является передняя бабка. Она присутствует во всех токарных металлообрабатывающих и деревообрабатывающих станках. Её размер и технические характеристики зависят от назначения станка, количества выполняемых операций.

Устройство передней бабки токарного станка
Это устройство расположено на левой части станины. Его состав определяется решаемыми задачами. Устройство передней бабки включает следующие элементы:
Подробное устройство передней бабки токарного станка приводится на чертеже и кинематической схеме. Они взаимно дополняют друг друга и помогают понять существующие элементы и их взаимосвязь во время работы. Наиболее характерной является конструкция этого узла у токарного станка по металлу.
Корпус передней бабки выполнен в форме цельной металлической коробки. Его основными функциями являются: крепление основных элементов и их защита от внешних воздействий, в том числе от попадания грязи. В качестве материала для изготовления корпуса используют прочную сталь или чугун.
Шпиндель — одна из важных деталей не только передней бабки, но и всего станка. Считается, что все остальные элементы конструкции должны обеспечить его надёжную и точную работу. Основным назначением шпинделя является обеспечение надёжной фиксации заготовки или необходимого инструмента. Его конструкция зависит от назначения и типа станка, размеров обрабатываемых деталей, требуемых показателей точности обработки. Стандартный узел состоит из стального вала, узла крепления, элементов обеспечивающих передачу вращательного момента от двигателя, системы опор. В качестве опор используются стойки, на которых закреплены подшипники скольжения высокой точности с допустимым отклонением не более 1 мкм. Для некоторых станков применяют роликовые или шариковые подшипники качения. В современных высокоточных агрегатах шпиндель токарного станка оснащён магнитными или воздушными опорами. Это позволяет добиться прецизионной точности с отклонением не более 0,2 мкм.

С противоположной стороны крепление заготовки обеспечивает задняя бабка токарного станка. Вся конструкция крепления заготовки и инструмента должна соответствовать следующим требованиям:
На шпинделе в передней бабке устанавливается узел крепления. Это может быть планшайба или специальные патроны. Требуемая точность работы обеспечивается специальным регулирующим кольцом.
Коробка изменения скоростей вращения является неотъемлемой частью передней бабки. Она позволяет понижать или повышать скорость вращения шпинделя. Это необходимо для задания различных режимов обработки.
Современные производители предлагают следующие виды конструкций коробок:


Коробка является передаточным механизмом между электродвигателем и шпинделем. На ходовой вал вращение от двигателя передаётся через муфту. На нём размещается комплект главных шестерёнок. Они с помощью механизма подачи соединяются с шестерёнками вторичного вала. Скорость конечного вращения зависит от передаточного числа каждой пары шестерён. Для удобства управления (изменения скорости вращения) на внешнюю сторону корпуса передней бабки вынесены рычаги управления коробкой скоростей. Они позволяют оперативно задавать скорость вращения шпиндельного узла. На лицевой стороне коробки рядом с рычагами закрепляется информационная табличка (шильдик) с изображением кинематической схемы коробки скоростей (порядок переключения и последовательность соединения различных шестерёнок).
У станков с ЧПУ существует важное отличие передней бабки (энкодера) от стандартного узла такого типа. В его функции входит задача передачи электрического импульса в модуль числового программного управления. Он позволяет осуществлять управление сервоприводом двигателя, что позволяет регулировать скорость оборота шпинделя.
Надёжная работа всех механизмов передней бабки обеспечивается благодаря системе смазки каждого из элементов. В большинстве станков предусмотрена циркуляционная система. Смазка поступает из специального резервуара под давлением через форсунку. Давление обеспечивается электрическим насосом с системой фильтрации. Она обеспечивает непрерывную подачу требуемого объёма смазочного материала. Это обеспечивает надёжность и долговечность работы всего станка.
Назначение узла
Этот элемент металлообрабатывающих и деревообрабатывающих станков выполняет большое количество функций. Поэтому назначение передней бабки включает:
Переднюю бабку применяют совместно с задней бабкой для жёсткой фиксации обрабатываемой детали. Заднюю бабку располагают на правой части станины. На ней кроме края детали закрепляют режущий инструмент. Для металлорежущих и обрабатывающих станков это могут быть резцы, фрезы, шлифовальные инструменты. Для деревообрабатывающих станков применяют инструмент для обработки более мягких (деревянных) заготовок.
Каждый элемент передней бабки выполняет заданные функции. Шпиндель предназначен для закрепления крепёжного элемента. Они делятся на резьбовые и фланцевые. В качестве зажимного устройства применяется:
Коробка скоростей и служит для изменения числа оборотов шпинделя. В современных станках применяют следующие способы изменения этого параметра:
Кулачковые муфты обладают простотой конструкции, высокой надёжностью и ремонтопригодностью. Однако они имеют существенный недостаток. Включений новой частоты возможно только после полной остановки двигателя.
Наибольшее распространение получили агрегаты, в состав которых входят передвижные колёса или блоки. Количество переключений определяется числом шестерёнок, их передаточными числами и размерами.
Передняя бабка токарного станка своими руками
Изготовление такого узла токарного станка связано с решением определённого ряда трудностей:

Передняя бабка токарного станка может быть изготовлена только с применением металлорежущих и обрабатывающих станков. Самодельная бабка должна удовлетворять всем требованиям, предъявляемым этому узлу. Сегодня предлагается большое количество вариантов решения этой задачи. Передняя бабка токарного станка своими руками может быть изготовлена в домашней мастерской или в оборудованных помещениях оснащённых необходимыми станками.
Перед тем, как приступить к изготовлению этого узла для самодельного токарного станка, необходимо составить последовательность проводимых операций. Подробная технологическая карта позволит тщательно выполнить все операции с соблюдением требуемых технологий. Такая карта должна включать:
Основным дополнением к технологической карте является подробный чертёж каждого элемента и всей конструкции в сборе.
Важным узлом в составе передней бабки является коробка передач. Для её сборки потребуются шестерёнки. Изготовление этих элементов невозможно без специальных станков. Поэтому для сборки этого механизма используют два варианта реализации:
Во втором случае бывает достаточно сложно подобрать необходимое передаточное число и обеспечить требуемую скорость вращения. Кроме этого необходимо обеспечить изменение скорости вращения. Для этого следует разработать механизм управления. Таким механизмом может служить система подачи шестерёнок разного диаметра, расположенных на вторичном валу. На основном (ведущем) валу следует жёстко закрепить одну или несколько шестерёнок.
Одним из простых вариантов изменения скорости вращения является установка различных шкивов на центральный вал. Обладая различным диаметром, они будут передавать изменяющийся крутящий момент. Основным недостатком такого устройства является необходимость обеспечить каждый шкив индивидуальным ремнём.


Что такое передняя бабка токарного станка

Токарные станки были известны еще в глубокой древности. Станки того времени, как это видно из рис. 20, были весьма примитивны. Суппорт еще не был известен, поэтому резец приходилось удерживать во время работы руками, а вращение обрабатываемой детали также сообщалось вручную при помощи веревки. Ясно, что работа на таком станке требовала большой затраты физической силы и не могла быть производительной.
В 1712 г. впервые в мире русским механиком Андреем Константиновичем Нартовым был создан токарный станок с суппортом, приводившимся в движение механически.
Изобретение А. К. Нартовым суппорта освободило руки токаря от необходимости держать резец во время обтачивания детали и ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
А. Нартов изготовил свой токарный станок с суппортом на 70 лет раньше англичанина Модсли, которому на Западе неверно приписывается изобретение суппорта, и на 70 лет опередил Западную Европу и Америку.

После Нартова особенно широко изготовление токарных станков было развито на Тульском и других оружейных заводах. Один из таких станков изображен на рис. 21. Суппорты 2 этих станков перемещались механически с помощью зубчатых колес 1 и винта 3 с гайкой.
Токарный станок, изображенный на рис. 22, изготовленный в середине прошлого столетия, по своей конструкции ближе подходит к современным станкам. Он имеет переднюю бабку со ступенчатым шкивом 1, позволяющим изменять числа оборотов обрабатываемых деталей. Перемещение суппорта 2 осуществляется при помощи ходового винта 3, гайки, установленной в фартуке, и сменных зубчатых колес 4.
Позднее на токарных станках со ступенчатошкивным приводом для изменения скорости перемещения суппорта стали применять коробки подач; помимо ходового винта, стали применять и ходовой вал. В начале XX в. с изобретением быстрорежущей стали появляются быстроходные мощные токарные станки, в которых изменение числа оборотов шпинделя осуществляется при помощи зубчатых передач, заключенных в коробке скоростей.
Таким образом, современные токарные станки имеют коробки скоростей для перемены числа оборотов обрабатываемой детали и коробку подач для изменения величины подачи.
На рис. 23 приведены названия основных узлов и деталей токарно-винторезного станка.

Станина является опорой для передней и задней бабок, а также служит для перемещения по ней суппорта и задней бабки.
Передняя бабка служит для поддержания обрабатываемой детали и передачи ей вращения.
Задняя бабка служит для поддержания другого конца обрабатываемой детали; используется также для установки сверла, развертки, метчика и других инструментов.
Суппорт предназначен для перемещения резца, закрепленного в резцедержателе, в продольном, поперечном и наклонном к оси станка направлениях.
Коробка подач предназначена для передачи вращения ходовому винту или ходовому валу, а также для изменения числа их оборотов. Ходовой винт используется для передачи движения от коробки подач к каретке суппорта только при нарезании резьбы, а ходовой вал — при выполнении всех основных токарных работ.
Фартук служит для преобразования вращательного движения ходового вала в продольное или поперечное движение суппорта.
2. Станина
Все узлы токарного станка монтируются на станине, стоящей на двух тумбах (ножках).
Станина (рис. 24) состоит из двух продольных стенок 2 и 8, соединенных для большей жесткости поперечными ребрами 1, и имеет четыре направляющие, три из которых призматические 3

и одна плоская 4. На левом конце станины 5 крепят переднюю бабку,-а на другом, на внутренней паре направляющих, устанавливают заднюю бабку. Заднюю бабку можно перемещать по направляющим вдоль станины и закреплять в требуемом положении. По двум крайним призматическим направляющим станины перемещается нижняя плита суппорта, называемая кареткой. Направляющие станины должны быть точно обработаны по рабочим плоскостям. Кроме того, направляющиe быть строго прямолинейными и взаимно параллельными, так как от этого зависит точность обработки деталей.
3. Передняя бабка
Передней бабкой называется часть токарного станка, служащая для поддержания обрабатываемой детали и приведения ее во вращение. В корпусе передней бабки в подшипниках скольжения или качения вращается шпиндель, который передает вращение обрабатываемой детали при помощи кулачкового или поводкового патрона, навертываемого на правый конец шпинделя с резьбой.
На наружной стенке корпуса передней бабки расположены рукоятки коробки скоростей (см. рис. 23), служащие для переключения числа оборотов шпинделя. Как надо повернуть эти рукоятки, чтобы получить нужное число оборотов шпинделя в минуту, указано на металлической табличке, прикрепленной на наружной стенке передней бабки.
Для предохранения зубчатых колес коробки скоростей от преждевременного износа переключение рукояток нужно производить только после выключения шпинделя, когда его скорость незначительна.
4. Шпиндель

Шпиндель вращается в подшипниках передней бабки и передает вращение обрабатываемой детали. В токарных станках шпиндели обычно вращаются в подшипниках скольжения, но шпиндели скоростных станков вращаются в подшипниках качения (шариковых и роликовых), обладающих более высокой жесткостью по сравнению с подшипниками скольжения.
Одно из главных условий точной обработки деталей на токарных станках — это правильное вращение шпинделя. Необходимо, чтобы шпиндель под действием нагрузки не имел в подшипниках никакого люфта — ни в осевом, ни в радиальном направлениях — и вместе с тем равномерно, легко вращался. Наличие слабины между шпинделем и подшипниками вызывает биение шпинделя, а это в свою очередь приводит к неточности обработки, дрожанию резца и обрабатываемой детали. Устойчивость шпинделя обеспечивается применением нового типа массивных регулируемых подшипников качения.
При регулировании подшипника ослабляют стопорный винт 11 и повертывают гайку 12, благодаря чему кольцо 10 перемещается вдоль оси. При этом в силу конусности шейки 8 зазор между нею и коническим кольцом изменяется. При повертывании гайки 12 вправо происходит затягивание подшипника, а при повертывании влево — его ослабление. Перемещение кольца 10 производят настолько, чтобы шпиндель с патроном можно было провернуть вручную. После регулирования затягивают стопорный винт 11, предохраняющий гайку 12 от отвертывания.
Задняя шейка шпинделя обычно вращается в коническом роликовом подшипнике 14 (рис. 25, б). Осевое усилие, действующее на шпиндель справа налево, воспринимается упорным шариковым подшипником 13, расположенным у задней опоры шпинделя. Если же осевое усилие направлено слева направо, стремясь как бы вытянуть шпиндель из коробки скоростей, то оно воспринимается коническим роликовым подшипником 14. Этот подшипник служит также опорой в поперечном направлении для заднего конца шпинделя. Регулируется он с помощью гайки 15 таким же образом, как и передний подшипник.
5. Задняя бабка
Задняя бабка служит для поддержания правого конца длинных деталей при обработке их в центрах. В ряде случаев она используется также для установки в ней сверл, разверток, метчиков и других инструментов.

Для обтачивания в центрах деталей разной длины плиту 9 перемещают вместе с корпусом задней бабки вдоль станины и закрепляют в нужном положении. Закрепление бабки на станине производится зажимными болтами или с помощью эксцентрикового зажима и скобы 11. Рукояткой 2 поворачивают эксцентриковый валик и отпускают или затягивают скобу 11. Отпустив скобу, передвигают заднюю бабку и, установив ее в нужном положении, снова затягивают скобу.
Чтобы удалить задний центр из конического гнезда пиноли, поворачивают маховичок 8 таким образом, чтобы втянуть пиноль в корпус задней бабки до отказа. В крайнем положении конец винта 5 выталкивает центр 3.
В передней части пиноли 5 расточено отверстие, в котором запрессовывают подшипник 3 с коническими роликами, передний упорный шариковый подшипник 4 и задний шариковый подшипник 6 для втулки 2. Эта втулка имеет коническое отверстие, в которое вставляют центр 1. Осевая сила воспринимается упорным шарикоподшипником 6. Если при помощи стопора соединить втулку 2 с пинолью 5, втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой центровой инструмент (зенкер, развертку).
6. Механизм подач

Механизм для передачи движения от шпинделя к суппорту (рис. 27) состоит: из трензеля I, предназначенного для изменения направления подачи; гитары II со сменными зубчатыми колесами, которая дает возможность совместно с коробкой подач получать различные подачи (крупные и мелкие); коробки подач III; ходового винта 1; ходового вала 2; фартука IV, в котором расположены механизмы, превращающие вращательное движение ходового вала и ходового винта в поступательное движение резца.
Не во всех станках имеются все перечисленные механизмы. Например, в станках, предназначенных исключительно для нарезания точных резьб, отсутствует коробка подач, подачи здесь изменяют сменой зубчатых колес на гитаре. С другой стороны, на некоторых станках узел подач имеет два реверсирующих механизма: один служит только для изменения направления вращения ходового винта (что требуется, например, для перехода от нарезания правых резьб к нарезанию левых резьб), а другой изменяет направление вращения ходового вала, изменяя таким образом направления продольной или поперечной подачи.

В современных токарных станках применяются механизмы для направления движения, более удобные в отношении управления, чем описанный трензель. Схема современного реверсирующего Механизма, составленного из цилиндрических зубчатых колес, показана на рис. 29, а. На ведущем валу I закреплены на шпонках колеса z1 и z3. На ведомом валу II на шлицах скользит блок из двух колес z2 и z4, который может быть сцеплен либо с паразитным колесом z, либо с колесом z3 (показано пунктиром). Таким образом, ведомый вал II получает вращение либо в одном, либо в другом направлении.

На рис. 29, б. показана другая конструкция реверсирующего механизма из цилиндрических колес. На ведущем валу I свободно сидит блок из двух колес 1 и 3 для сообщения прямого хода ведомому валу II и колесо 5— для обратного хода. Колеса 1, 3 и 5 могут быть жестко связаны с валом I при помощи пластинчатой фрикционной муфты М.
На ведомом валу II находится передвижной блок, состоящий из колес 2 и 4 — слева, и колесо 6, жестко закрепленное на шпонке, справа.
При включении фрикционной муфты М влево вал II получает два различных числа оборотов, осуществляя прямой ход; при включении муфты М вправо вал II получает обратное вращение через зубчатое колесо 5 — паразитное колесо 7 — колесо 6.
Существует много различных систем коробок подач. Весьма распространенным типом является коробка подач, в которой применяется механизм накидного зубчатого колеса (рис. 30).

Первый валик 7 коробки подач получает вращение от сменных колес гитары. Этот валик имеет длинную шпоночную канавку 6, в которой скользит шпонка зубчатого колеса 3, расположенного в рычаге 2. Рычаг 2 несет ось 5, на которой свободно вращается накидное колесо 4, постоянно сцепленное с колесом 3. Посредством рычага 2 колесо 3 вместе с колесом 4 можно перемещать вдоль валика 7; поворачивая рычаг 2, можно сцепить накидное колесо 4 с любым из десяти колес зубчатого конуса 8, закрепленных на валике 9.
Рычаг 2 может иметь десять положений по числу колес зубчатого конуса 8. В каждом из этих положений рычаг удерживается штифтом 1, входящим в одно из отверстий передней стенки 15 коробки подач.
При перестановке рычага 2 благодаря сцеплению колеса 4 с различными колесами зубчатого конуса 8 изменяется скорость вращения валика 9. На правом конце этого валика, на скользящей шпонке, расположено колесо 10, имеющее на правом торце ряд выступов. В левом положении колесо 10 сцеплено с колесом 14, закрепленным на ходовом валу 13. Если колесо 10 сместить вправо, вдоль валика 9, то оно выйдет из зацепления с колесом 14 и торцовыми выступами сцепится с кулачковой муфтой 11, жестко сидящей на ходовом винте 12. При этом вал 9 будет непосредственно соединен с ходовым винтом 12. При включении ходового винта ходовой вал 13 остается неподвижным; наоборот, при включении ходового вала остается неподвижным ходовой винт.
На стенке коробки подач обычно имеется табличка, указывающая, какие именно подачи или какие шаги резьб получаются при каждом из десяти положений рычага 2 при определенном подборе «венных колес гитары.
7. Суппорт
Суппорт токарного станка (рис. 31) предназначен для перемещения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка направлениях. Резцу можно сообщить движение вдоль и поперек станины как механически, так и вручную.

Нижняя плита 1 суппорта, называемая кареткой или продольными салазками, перемещается по направляющим станины механически или вручную, и резец движется в продольном направлении. На верхней поверхности каретки 1 имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих 12 перемещается нижняя поперечная часть 3 — поперечные салазки суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На верхней поверхности поперечных салазок 3 расположена поворотная часть 4 суппорта. Отвернув гайки 10, можно повернуть эту часть суппорта под нужным углом относительно направляющих станины, после чего гайки 10 нужно завернуть.

На верхней поверхности поворотной части расположены направляющие 5 в форме ласточкина хвоста, по которым при вращении рукоятки 13 перемещается верхняя часть 11 — верхние салазки суппорта.
Излишний зазор, возникающий после некоторого периода работы между гайкой и поперечным ходовым винтом, следует также уменьшить до нормальной величины.
Как видно из рис. 32, гайка, охватывающая поперечный винт 1, состоит из двух половин 2 и 7. Для уменьшения зазора между гайкой и винтом до нормальной величины необходимо проделать следующее. Отвернуть слегка винты 3 и 6, при помощи которых обе половины гайки привинчены к нижней части суппорта, затем посредством винта 5 сдвинуть вверх односторонний клин 4, при этом обе половины гайки раздвинутся и зазор между поперечным винтом и гайкой уменьшится. Отрегулировав зазор, нужно снова затянуть винты. 3 и 6, крепящие обе половины гайки.

На легких станках применяется одноместный резцедержатель (рис. 33, а). Он представляет собой цилиндрический корпус 1, в прорезь которого вставляют резец и закрепляют болтом 2. Резец опирается на подкладку 3, нижняя сферическая поверхность которой соприкасается с такой же поверхностью кольца 4. Такое устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку по высоте центров. Нижняя часть 5 резцедержателя, имеющая Т-образную форму, вставляется в паз верхней части суппорта. Закрепление резца в резцедержателе данного типа производится быстро, однако недостаточно прочно, поэтому такой резцедержатель применяют главным образом для мелких работ.
Более прочно закрепляется резец в резцедержателе, показанном на рис. 33, б. Резцедержатель 5, снабженный Т-образным сухарем 1, закрепляется на верхней части суппорта гайкой 4. Для регулирования положения режущей кромки резца по высоте в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец двумя болтами 3. Резцедержатель этого типа применяется как на малых, так и на больших станках.
На больших токарных станках применяются одноместные резцедержатели (рис. 33, б). В этом случае резец устанавливают на плоскость 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис. 31).
Резцовая головка (резцедержатель) 6 устанавливается на верхней части суппорта 11; в резцедержателе можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головки необходимо ее открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать с помощью той же рукоятки 9.
8. Фартук
К нижней поверхности каретки 1 (см. рис. 31) прикреплен фартук 17 — так называется часть станка, в которой заключены механизмы для продольного и поперечного перемещений резца (подачи) и механизмы управления подачи. Эти перемещения могут совершаться вручную или механически.
Поперечная подача резца производится перемещением нижней части 3 суппорта. Для этого рукояткой 14 вращают винт, гайка которого скреплена с нижней частью суппорта.
Маховичок 16 служит для сообщения суппорту вручную продольной подачи по направляющим станины. Для более точного механического перемещения суппорта пользуются ходовым винтом (рис. 34). Винт 1 приводится во вращение от коробки подач. По нему перемещается разъемная гайка 2 и 8, установленная в фартуке суппорта и называемая маточной. При нарезании резьбы резцом обе половины гайки 2 и 8 сближают при помощи рукоятки 5; они захватывают нарезку винта 1 так, что при его вращении фартук, а вместе с.ним и суппорт, получают продольное перемещение.

Механизм для сдвигания и раздвигания половин разъемной гайки устроен следующим образом. На валике рукоятки 5 (рис. 34) закреплен диск 4 с двумя спиральными прорезями 6, в которые входят пальцы 7 нижней 8 и верхней 2 половин гайки. При повороте диска 4 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или расходиться. Половины гайки скользят по направляющим 3 фартука, имеющим форму ласточкина хвоста.
При всех токарных работах, кроме нарезания резьбы резцом, продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке (см. рис. 36 а). Это колесо получает вращение либо вручную, либо от ходового вала.
На токарном станке нельзя включать механизм продольной подачи от ходового вала одновременно с замыканием маточной гайки на ходовом винте: это ведет к неизбежной поломке механизма фартука или коробки подачи.
Для предотвращения таких неправильных включений на станке имеется специальный механизм, называемый механизмом блокировки.



