Что такое пинч эффект в сварке

ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПРОЦЕССОМ STT II, применительно к сварке труб.
РУКОВОДСТВО ПО СВАРКЕ
СУЩНОСТЬ ПРОЦЕССА STT
СВАРКА КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБ
Режимы сварки STT не являются столь критичными, как это наблюдается при обычной сварке в среде защитных газов, и находятся в широком диапазоне. Если при обычной сварке трубы, заданной марки и типоразмера, для получения качественного соединения используются конкретные значения напряжения дуги и скорости подачи сварочной проволоки (сварочного тока), то процесс STT имеет различные варианта режимов для этих целей. При сварке аппаратом Invertec STT II используется проволока большего диаметра по сравнению с той, которая применяется при аналогичных работах с источником, имеющем жесткую характеристику.
При сварки труб процессом STT используется стандартная разделка кромок в соответствии со стандартом API. Однако, часто при использовании данной технологии устанавливается увеличенный зазор, составляющий 2,0 ÷ 2,5 мм. Процесс менее чувствителен к плохой сборке, чем обычные методы сварки.
Вылет электрода составляет 9,5 ÷ 15,9 мм. Обычной ошибкой при сварке является слишком большой вылет. Для лучшего контроля за вылетом электрода необходимо, чтобы контактный наконечник выступал от торца сопла сварочной горелки на расстоянии 6,4 мм.
ТЕХНИКА СВАРКИ
Кажется, что при расположении дуги в сварочной ванне, нельзя добиться необходимого проплавления, как это наблюдается при обычной полуавтоматической сварке в защитных газах, где увеличение проплавления происходит при размещении дуги на передней кромке ванны. Однако, при сварке STT большая глубина проплавления достигается, если дуга горит внутри сварочной ванны.
С позиции 1-го часа амплитуду колебаний можно уменьшить и затем совсем прекратить их, продолжая двигаться вдоль стыка и располагая дугу внутри сварочной ванне в первой трети от ее переднего фронта. Угол наклона электрода на этом участке уменьшают на 10 градусов.
В позиции 4:30-5:00 колебания можно возобновить и увеличить угол наклона электрода. Это зависит от зазора и притупления свариваемых кромок. При прекращении сварки прерывайте дугу на одной из кромок. По внешнему виду наплавленного валика можно судить о необходимости корректировки сварочных параметров.
Существуют различные комбинации величин пикового и базового тока, которые позволят получить вам необходимую форму корневого шва. Увеличение разбрызгивания наблюдается при слишком низком значении пикового тока.
ТЕХНИКА СВАРКИ КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ

ВЛИЯНИЕ РАЗЛИЧНЫХ СВАРОЧНЫХ ПАРАМЕТРОВ ПРОЦЕССА STT НА ФОРМУ КОРНЕВОГО ШВА.
— Диаметр сварочной проволоки: 1,14 мм.
— Тип сварочной проволоки: L-56.
— Защитный газ: 100 % CO2
— Расход газа: 12 л/мин.
— Скорость подачи: 140 дюймов /мин
— Пиковый ток: 350 А.
— Базовый ток: 50 А.
— Величина TAIOUT: 0
— Зазор: 2,4 мм.
— Притупление: 1,6 мм.
УСТАНОВКА ПРИХВАТОК
Начало и конец каждой прихватки необходимо сошлифовать, чтобы обеспечить плавный переход от корневого шва к прихватке. Процесс STT не позволяет полностью проплавить прихватку.
В процессе сварки корневого шва при заходе и выходе с прихватки колебания прекращаются, чтобы обеспечить хорошее сплавление.
ОСНОВНЫЕ СВАРОЧНЫЕ ПАРАМЕТРЫ
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ КОРНЕВОГО ШВА НА СПУСК
скорость подачи проволоки, дюйм/мин
вылет электрода, мм
скорость сварки, м/мин
РАЗДЕЛКА КРОМОК
НЕКОТОРЫЕ РЕКОМЕНДАЦИИ ПО СВАРКЕ STT
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ ТРУБ
скорость подачи проволоки, дюйм/мин
скорость сварки м/мин
растояние от торца контактного наконечника до изделия, мм
средняя величина сварочного тока, А
длительность заднего фронта импульса
корневой сварка на подъем
заполняющий сварка на подъем
облицовочный сварка на подъем
корневой сварка на спуск
СВАРКА STT ПОРОШКОВОЙ ПРОВОЛОКОЙ
СВАРКА ОЦИНКОВАННЫХ ТРУБ
СВАРКА ТРУБ С МАСЛЕННЫМ ПОКРЫТИЕМ
ВЛИЯНИЕ ВХОДНОГО НАПРЯЖЕНИЯ НА СВАРОЧНЫЕ ПАРАМЕТРЫ ПРОЦЕССА STT
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Процесс STT (Surface Tension Technology) сварки




![]()
![]()
Технология STT сварки была разработана американской фирмой Lincoln Electric. Создание сварочных систем, способных управлять переносом капли за счет изменения формы сварочного тока, является стратегически приоритетным направлением исследовательской деятельности и практических разработок компании Линкольн Электрик в области полуавтоматической сварки. По мнению специалистов компании, несмотря на почти вдвое большую стоимость таких систем по сравнению с оборудованием традиционного типа, в условиях жестких и постоянно растущих требований к качеству сварных соединений их использование экономически более целесообразно. Это подтверждается заметным ростом интереса к такому оборудованию со стороны представителей различных отраслей промышленности.
Сварочный процесс STT (сокращение от английского термина «Surface Tension Transfer» – перенос за счет сил поверхностного натяжения) был разработан компанией Линкольн Электрик в результате активных исследований в области управляемого переноса металла при сварке.
Процесс STT – преемник обычного процесса механизированной сварки в среде защитного газа, реализующего метод переноса короткими замыканиями. Однако STT принципиально отличается от него возможностью прямого управления условиями переноса наплавляемого металла в сварочную ванну. Эта возможность обеспечивается быстродействующей инверторной схемой источника питания, специальным электронным микропроцессорным модулем, принудительно задающим необходимый уровень сварочного тока и контуром обратной связи, динамично отслеживающим изменения напряжения на дуге. В течение всего цикла переноса капли в сварочную ванну величина сварочного тока жестко зависит от фазы формирования и перехода последней. Идентификация фазы переноса осуществляется за счет обработки величины напряжения постоянно снимаемого с дугового промежутка.
Рассмотрим подробнее влияние основных параметров сварочного режима на процессы, происходящие в дуговом промежутке. Как уже было отмечено, перенос наплавляемого металла происходит сериями коротких замыканий. На рисунках 5.22 и 5.23 представлены диаграммы кривых тока и напряжения, характерные для традиционного полуавтомата и источника STT. Каждое замыкание проволоки в сварочную ванну – цикл переноса – удобно разбить на несколько характерных этапов:
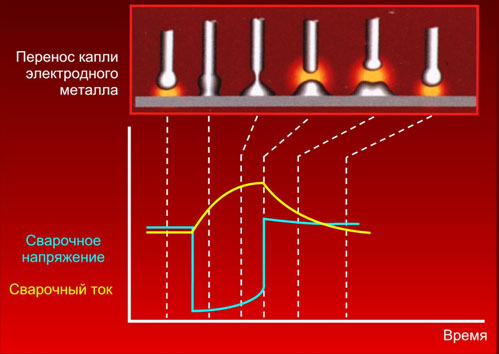
Рисунок 5.22 – Типичные формы кривых сварочного тока и напряжения при традиционном способе полуавтоматической сварки
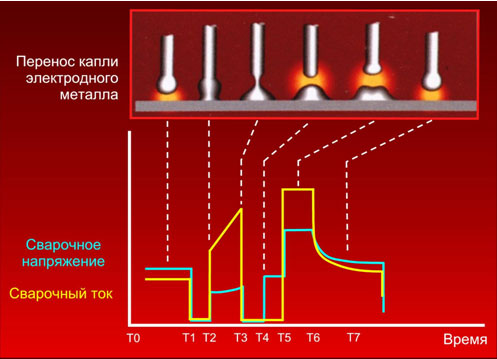
Рисунок 5.23 – Формы кривых сварочного тока и напряжения при полуавтоматической сварке методом STT
Подготовка капли (Т7-Т0-Т1). Продолжительный этап действия базового тока на уровне 50 – 100 А и подготовка капли к моменту короткого замыкания. На этом этапе под действием сил поверхностного натяжения форма капли приближается к правильной сфере, создавая тем самым благоприятные условия для плавного объединения со сварочной ванной. Управление величиной базового тока несет в себе две основные функции. Во-первых, он должен обеспечить дугу количеством энергии, достаточным для преодоления потерь на излучение и поддержание определенного объема расплавленной на конце электрода капли. Если базовый ток слишком низок, это приводит к кристаллизации верхней части капли и уменьшению ее объема. Более того, это может привести даже к полной кристаллизации капли и, как следствие, к нестабильности всего процесса и утыканиям проволоки в дно сварочной ванны. Во-вторых, от уровня базового тока зависит степень общего разогрева свариваемого изделия. Действие базового тока похоже на влияние сварочного напряжения при обычной полуавтоматической сварке. При повышении обоих параметров сварочный шов теряет выпуклость, приобретает более низкую и плавную форму. Это происходит за счет увеличения разогрева зоны дуги и повышения текучести металла. Однако, увеличение базового тока более 120 А приводит к значительному повышению разбрызгивания. Оптимальная величина базового тока зависит от типа защитного газа (понижается с переходом на смеси аргона), материала, диаметра и скорости подачи сварочной проволоки. Установка оптимального для тех или иных условий базового тока в процессе работы, а именно его соответствие заданной скорости подачи проволоки, имеет принципиальное значение для качества всего соединения.

Начальный период короткого замыкания (Т1-Т2). В момент Т1 происходит замыкание капли на сварочную ванну. Если при этом величина сварочного тока составляет 150 – 200 А, как в случае с обычным полуавтоматическим процессом, капля мгновенно отрывается, обычно разрушаясь и разлетаясь в стороны, что приводит к разбрызгиванию. Кроме того, ток такой величины, пытаясь пройти через узкую перемычку, образовавшуюся между каплей и ванной, приводит к выплеску металла. При действии источника STT образование контакта происходит при значительно более низком уровне сварочного (базового) тока, что исключает эти негативные явления. Капля спокойно залипает на сварочную ванну, образуя пятно контакта. Датчик контура обратной связи источника питания Invertec STT в момент Т1 подает микропроцессору сигнал о возникновении короткого замыкания (напряжение упало до значения, близкого к нулю). источник понижает ток с базового уровня до 10 А на время 0,75 миллисекунд. В течение этого времени происходит развитие пятна контакта, врастание капли в сварочную ванну и образуется надежная перемычка между ванной и электродной проволокой.
Период пинч-эффекта (Т2-Т3). Пинч-эффектом называют возникновение вокруг электрического проводника центростремительных сжимающих сил, пропорциональных квадрату протекающего по проводнику тока. Строго говоря, этот эффект присутствует в сварочном контуре всегда когда сварочный ток не равен нулю. Однако только на рассматриваемом этапе влияние пинч-эффекта на перенос наплавляемого металла в сварочную ванну имеет принципиальное значение. По истечении времени действия начального периода короткого замыкания (0,75 мс, момент Т2) микропроцессор резко повышает величину сварочного тока. На этой короткой первой стадии происходит стремительный рост электромагнитных сил оссимметричного сжатия жидкой перемычки и образование на ней шейки. Уровень, до которого источник повышает ток на первой стадии, зависит от диаметра применяемой проволоки (повышается с увеличением диаметра) и устанавливается сварщиком с помощью двухпозиционного тумблера на лицевой панели аппарата. На второй стадии пинч-эффекта повышение сварочного тока происходит значительно более плавно. Источник «готовится» к моменту разрушения шейки и отделения капли от электродной проволоки. Необходимо отметить, что во время короткого замыкания напряжение между электродной проволокой и сварочной ванной не равно нулю, поскольку при температуре плавления (1550ºС) металл имеет высокое электрическое сопротивление. Образование шейки связано с уменьшением поперечного сечения перемычки и ростом электрического сопротивления этого участка проводника. На этой стадии снова вступает в действие контур обратной связи, снабжающий микропроцессор информацией о сварочном напряжении. Скорость изменения сопротивления определяется косвенно путем последовательных замеров изменения напряжения в единицу времени. Когда эта скорость достигает определенного значения, источник получает от датчика напряжения дуги сигнал, свидетельствующий о том, что шейка готова к разрушению (момент Т3). В этот момент источник прекращает плавное наращивание тока и резко снижает его до уровня порядка 5 А. Отделение капли (момент Т4) происходит без разбрызгивания, присущего традиционному полуавтомату с жесткой внешней характеристикой. Силы поверхностного натяжения уже слитых воедино капли и ванны «втягивают» каплю вглубь, формируя сварочный шов.
Переход на базовый ток (Т6-Т7). После окончания действия пикового тока, когда создана капля необходимого объема, источник экспоненциально понижает ток до базового уровня. Резкое снижение тока в данном случае неприемлемо, поскольку мгновенный сброс действия дуги может привести к возникновению возмущений. При работе с последней версией аппарата – Invertec STT II – сварщик имеет возможность регулировать скорость снижения тока на этом этапе специальной рукояткой на лицевой панели источника (функция Tailout), достигая при этом наибольшей стабильности процесса сварки и наилучшей формы сварного шва. Кроме того, замедление падения тока приводит к увеличению общего тепловложения в сварочную ванну без изменения длины дуги, что важно, например, при сварке высоколегированных и нержавеющих сталей. Повышение тепловложения способствует улучшению сплавления с основным металлом и позволяет повысить скорость сварки. С переходом тока на базовый уровень вновь созданная капля начинает приобретать правильную сферическую форму и весь цикл переноса повторяется.
Как было отмечено выше, в настоящее время для реализации описанного процесса используется сварочный источник марки Invertec STT II. Его нельзя отнести ни к одной группе аппаратов для сварки с традиционными вольтамперными характеристиками. Правильнее считать его источником с высокоскоростным управлением величиной сварочного тока, оптимизированным специально для переноса сериями коротких замыканий. Как и традиционный сварочный полуавтомат, система на базе Invertec STT II состоит из собственно источника питания, блочно независимого механизма подачи сварочной проволоки с комплектом соответствующих контрольных и силовых кабелей и стандартной горелки для полуавтоматической сварки на 200 или 300 Ампер. Кроме того, стандартная комплектация источника питания включает специальный раздвоенный провод длиной до 15 м, предназначенный для организации контура обратной связи от сварочной дуги к источнику питания. Одна из линий контура закрепляется на токоподводе механизма подачи, а другая с помощью небольшого зажима закрепляется на свариваемой детали. В процессе подбора режима сварщик должен установить необходимую скорость подачи проволоки, определяющую производительность наплавки, и выполнить ряд облегчающих работу и понижающих вероятность образования дефектов функциональных установок. К таковым относятся: 2-х / 4-х шаговый режим работы, точечный режим, скорость подачи проволоки до зажигания дуги, ускорение при переходе на рабочую скорость, длительность предварительной и послесварочной подачи защитного газа, длительность задержки между прекращением подачи и сбросом сварочного потенциала. Все эти установки выполняются на механизме подачи проволоки один раз перед началом работы. Настройка источника питания Invertec STT II выглядит иначе, чем у обычного полуавтомата с жесткой характеристикой. Поскольку процесс сварки полностью подконтролен микропроцессору, сварщик лишь задает параметры и форму токовых импульсов, возникающих в контуре при переносе капли: устанавливается величина базового (0 – 125 А), пикового (0 – 450 А) токов, а так же длительность заднего фронта импульса роста капли. Кроме того, перед началом работы простым переключением двух тумблеров источник настраивается на материал свариваемого изделия (углеродистая / нержавеющая сталь) и диаметр используемой сварочной проволоки (1,0 мм и менее 1,2 мм и более). Функция «горячего старта», традиционно присутствующая на аппаратах инверторного типа производства Линкольн Электрик, поможет сварщику достичь качественного зажигания дуги и обеспечит хорошее проплавление в начале шва.
Процесс STT основан на принципиально новом технологическом подходе к оборудованию для сварки и выполняемым им задачам. При вешней схожести с традиционной полуавтоматической сваркой, сказанное выше о работе систем с технологией STT убеждает в наличии большого количества отличий, имеющих важное прикладное значение, в частности, для решения вопроса создания качественного корневого шва при сварке труб различного диаметра.
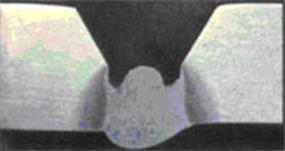
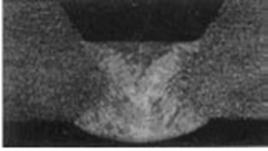
Рисунок 5.24 – Поперечное сечение корневого шва, выполненного с помощью целлюлозного электрода (лево) и методом STT (право)
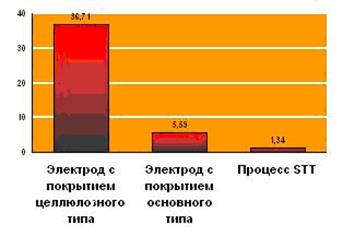
Рисунок 5.25 – Содержание диффузионного водорода в металле шва, выполненного различными методами, мл/100г
Среди других особенностей процесса STT следует выделить сокращение общего тепловложения в свариваемую деталь, крайне низкий уровень разбрызгивания и дымообразования. При этом большинство сварщиков отмечают легкость управления сварочной ванной. Процесс не требует особых навыков, а во многих случаях просто менее трудоемок. Высокие показатели качества и стабильности наплавки достигаются при защите дуги и сварочной ванны наиболее дешевым углекислым газом, поскольку метод оптимизирован именно для типа переноса металла сериями коротких замыканий, характерного для СО2.
Одно из достоинств метода STT – возможность его использования для механизированной сварки. Как отмечалось ранее, системы автоматической сварки стыков трубопроводов позволяют достичь наивысших показателей качества и производительности работ.
Что такое пинч эффект в сварке

СВАРКА КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБ
Сварка корневых швов труб традиционно является наиболее сложным этапом при сооружении трубопроводов. Этот этап предъявляет определенные требования к самому процессу сварки. Используя сварку STT, с ее возможностью управлять механизмом переноса и отличным контролем за формированием сварочной ванны, удается значительно облегчить выполнение корневого шва.
Режимы сварки STT не являются столь критичными, как это наблюдается при обычной сварке в среде защитных газов, и находятся в широком диапазоне. Если при обычной сварке трубы, заданной марки и типоразмера, для получения качественного соединения используются конкретные значения напряжения дуги и скорости подачи сварочной проволоки (сварочного тока), то процесс STT имеет различные варианта режимов для этих целей. При сварке аппаратом Invertec STT II используется проволока большего диаметра по сравнению с той, которая применяется при аналогичных работах с источником, имеющем жесткую характеристику.
При сварки труб процессом STT используется стандартная разделка кромок в соответствии со стандартом API. Однако, часто при использовании данной технологии устанавливается увеличенный зазор, составляющий 2,0 ÷ 2,5 мм. Процесс менее чувствителен к плохой сборке, чем обычные методы сварки.
Вылет электрода составляет 9,5 ÷ 15,9 мм. Обычной ошибкой при сварке является слишком большой вылет. Для лучшего контроля за вылетом электрода необходимо, чтобы контактный наконечник выступал от торца сопла сварочной горелки на расстоянии 6,4 мм.
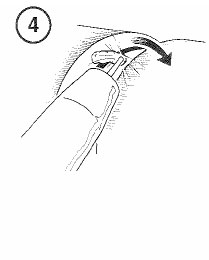
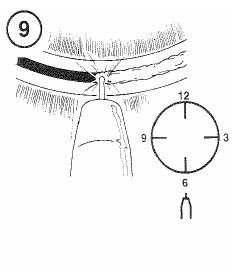
Полуавтоматическая сварка STT корневого шва неповоротных стыков труб ведется на спуск. Процесс начинается в верхней части трубы в положении 12-ти часов. Возбуждение дуги производится на одной из кромок. Затем дуга переносится на противоположную кромку, формируя при этом сварочную ванну. На этом участке трубы сварка осуществляется с дугообразными колебаниями небольшой амплитуды. Дугу следует располагать внутри сварочной ванны в первой 1/4 или 1/3 от ее переднего фронта. Не располагайте дугу на передней кромке сварочной ванны. В позициях от 12-ти до 1-го часа сварка производится углом назад. При этом угол наклона электрода составляет 45 градусов. Совершая дугообразные колебания, не задерживайтесь на кромках трубы. Прямолинейные колебания с кромки на кромку приводят к увеличению проплавления.
Кажется, что при расположении дуги в сварочной ванне, нельзя добиться необходимого проплавления, как это наблюдается при обычной полуавтоматической сварке в защитных газах, где увеличение проплавления происходит при размещении дуги на передней кромке ванны. Однако, при сварке STT большая глубина проплавления достигается, если дуга горит внутри сварочной ванны.
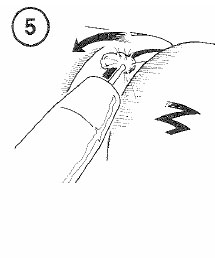
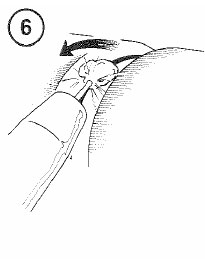
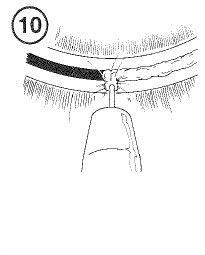
С позиции 1-го часа амплитуду колебаний можно уменьшить и затем совсем прекратить их, продолжая двигаться вдоль стыка и располагая дугу внутри сварочной ванне в первой трети от ее переднего фронта. Угол наклона электрода на этом участке уменьшают на 10 градусов.
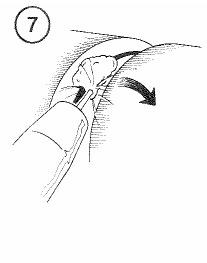
В позиции 4:30-5:00 колебания можно возобновить и увеличить угол наклона электрода. Это зависит от зазора и притупления свариваемых кромок. При прекращении сварки прерывайте дугу на одной из кромок. По внешнему виду наплавленного валика можно судить о необходимости корректировки сварочных параметров.
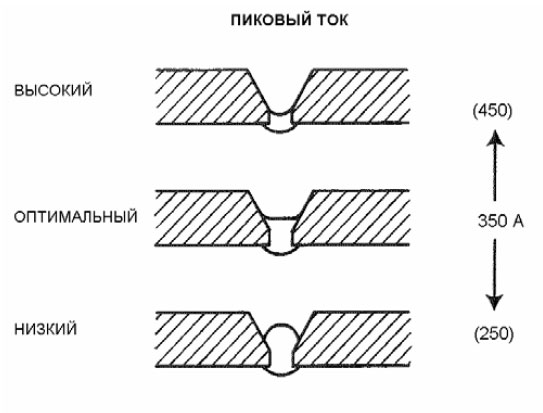
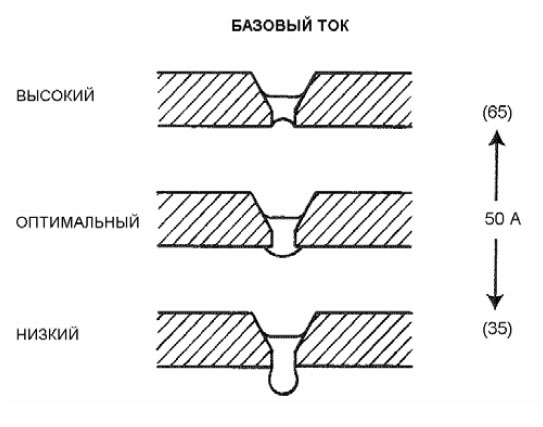
Существуют различные комбинации величин пикового и базового тока, которые позволят получить вам необходимую форму корневого шва. Увеличение разбрызгивания наблюдается при слишком низком значении пикового тока.
ТЕХНИКА СВАРКИ КОРНЕВОГО ШВА НЕПОВОРОТНЫХ СТЫКОВ ТРУБОПРОВОДОВ
При сборке соединения необходимо, чтобы начало и конец каждой прихватки были сошлифованы, для обеспечения плавного перехода от корневого шва к прихватке. Данный процесс не позволяет полностью проплавить прихватку.
Возбуждение дуги производится на кромке трубы. После формирования сварочной ванны переместите ее с кромки на середину стыка, удерживая дугу в ее передней части.
Как только сварочная ванна пересекла зазор стыка перенесите ее на противоположную кромку. Сварк углом незад на спуск производится с небольшими дугообразными колебаниями с кромки на кромку.
В позиции 6-ти часов, прекращая процесс сварки, выведите дугу на одну из кромок и оборвите ее. Не останавливайте процесс на самом шве, т.к. это может привести к образованию поверхностной пористости
ВЛИЯНИЕ РАЗЛИЧНЫХ СВАРОЧНЫХ ПАРАМЕТРОВ ПРОЦЕССА STT НА ФОРМУ КОРНЕВОГО ШВА.
Типичные режимы сварки корневого шва для трубы с толщиной стенки 5/16’’ (7,9 мм) и более:
— Диаметр сварочной проволоки: 1,14 мм.
— Тип сварочной проволоки: L-56.
— Защитный газ: 100 % CO2
— Расход газа: 12 л/мин.
— Скорость подачи: 140 дюймов /мин
— Пиковый ток: 350 А.
— Базовый ток: 50 А.
— Величина TAIOUT: 0
— Зазор: 2,4 мм.
— Притупление: 1,6 мм.
При установке прихватки возбуждение дуги производится на одной из кромок. Затем дуга переносится на противоположную кромку, формирую при этом сварочную ванну. Прихватка выполняются требуемой длины. Прерывание дуги должно обязательно производиться на одной из кромок, а не в зазоре.
Начало и конец каждой прихватки необходимо сошлифовать, чтобы обеспечить плавный переход от корневого шва к прихватке. Процесс STT не позволяет полностью проплавить прихватку.
В процессе сварки корневого шва при заходе и выходе с прихватки колебания прекращаются, чтобы обеспечить хорошее сплавление.
ОСНОВНЫЕ СВАРОЧНЫЕ ПАРАМЕТРЫ
НЕКОТОРЫЕ РЕКОМЕНДАЦИИ ПО СВАРКЕ STT
СВАРКА STT ПОРОШКОВОЙ ПРОВОЛОКОЙ
Как уже было отмечено, процесс STT является одной из разновидностей сварки в защитных газах в режиме коротких замыканий. Если при сварке порошковой проволокой имеет место струйный перенос металла, то это не означает, что источник STT нельзя использовать для этих целей. На самом деле сварка может быть осуществлена, но это уже будет не процесс STT. При этом наблюдается значительное снижение вариаций сварочных параметром для получения шва требуемой формы, размеров и качества.
СВАРКА ОЦИНКОВАННЫХ ТРУБ
СВАРКА ТРУБ С МАСЛЕННЫМ ПОКРЫТИЕМ
Благодаря малому размеру ванны и ее локализации вокруг дуги, процесс STT позволяет получить качественные сварные шва при сварке труб, имеющих масленое покрытие.
ВЛИЯНИЕ ВХОДНОГО НАПРЯЖЕНИЯ НА СВАРОЧНЫЕ ПАРАМЕТРЫ ПРОЦЕССА STT
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ



