Плазменная наплавка
Плазменная наплавка – это современный метод наложения износоустойчивого покрытия на рабочую поверхность. Он применяется при производстве и восстановлении изношенных машинных деталей. В современной технологии сварки этот метод занял важное место.

Где применяют эту технологию
Ее используют для наделения рабочей поверхности такими свойствами:
При помощи плазменной наплавки получаются разные изделия:
В конструкциях из металла, произведенных способом наплавления, выходит сварочное соединение разных металлов. Характеристики таких изделий напрямую зависимы от показателя глубины проплавки основы, от перемещения элементов из металла-основы в состав наплавки. При таком соединении образуются новые фазы и составляющие структуры, которых не было в основе и материале-присадке.
Выпуск высокопрочных изделий – это дорогостоящий процесс. Поэтому, финансово выгодно выпускать их из достаточно прочного металла, а затем наложить защитное покрытие.
Суть применения
Она совсем не сложная. Для покрытия используют материал из проволоки или мелкий порошок в гранулах. Попадая в струю плазмы, он греется, а после плавится. В таком состоянии материал-защита подается на деталь. Одновременно с этим процессом непрерывно нагревают и саму деталь.
Преимущества данной технологии:
Если сравнить эту технологию с электродуговой сваркой, то плазменная наплавка имеет значительное преимущество:
Технология метода и его особенности
Наплавка металла по описываемой технологии производиться двумя методами:
Струя плазмы по компоновке разделяется на такие виды:
Из газов для создания огня используется:
Профессионалы отдают предпочтение аргону и гелию.
Установки для этого вида наплавки
Для этого процесса применяют различные установки, их вид зависит от объемов производства, от требований к уровню автоматики. Соответственно этим потребностям выполнены универсальные и специализированные установки. Универсальное оборудование позволяет выполнять наплавку на деталях разной формы. Специализированные установки предназначены для деталей одного вида (например: клапаны для моторов внутреннего сгорания, для дисков, элементов-соединений бурильных труб и так далее).

Плазматрон для наплавки металлических порошковых материалов
Все эти установки оснащают новейшими системами управления с применением промышленных компьютеров. Это в значительной мере поднимает качество, стабильность и надежность работы.

Установка плазменной наплавки и сварки УПНС-3040
Каждая установка отвечает требованиям современности по экобезопасности. В них установлены автономные блоки охлаждения водяным путем и камеры-защиты. Эта камера отлично защищает мастера от вредного влияния излучения плазменной дуги и от газов и пыли, которая выделяются при наплавке.
Плазменная наплавка зарекомендовала себя, как успешная новейшая технология, которая отличается высоким показателем качества. Она снижает затраты на ремонт больших агрегатов. Рабочие поверхности изделий после обработки становятся износоустойчивыми, жаропрочными, кислоупорными. Данный метод, благодаря широкому ряду технических характеристик, нашел широкое применение в разных областях.
Плазменная и плазменно-порошковая наплавка
Плазменная наплавка – это нанесение с помощью сжатой дуги слоя металла на поверхность изделия. Плазменная наплавка применяется при восстановлении изношенных деталей, когда необходимо восстановить размеры деталей и при этом обеспечить свойства наплавленного слоя, близкие к свойствам основного металла. Она также применяется при изготовлении новых деталей с целью придания рабочим поверхностям специальных свойств, например, жаропрочности, износостойкости, коррозионной стойкости и т. д. Масса металла наплавки в таких изделиях обычно составляет несколько процентов от массы всего изделия, а работоспособность поверхности детали значительно превосходит работоспособность однородного (без наплавки) изделия. При плазменной наплавке стремятся к минимальному перемешиванию основного металла с наплавленным, что обеспечивает высокие свойства наплавленного слоя.
Сущность плазменной наплавки состоит в том, что присадочный и основной металл расплавляются с помощью высококонцентрированного электродугового разряда (плазменного потока), который формируется между электродом плазмотрона и изделием (плазма прямого действия) или между электродом и водоохлаждаемым соплом плазмотрона (косвенного действия). При этом присадочный материал также может быть электрически нейтральным по отношению к струе плазмы или электрически связанным с ней (рис. 1). В качестве присадочного материала используются проволоки, прутки, сыпучие порошковые материалы или специально приготовленные шнуры из порошков.
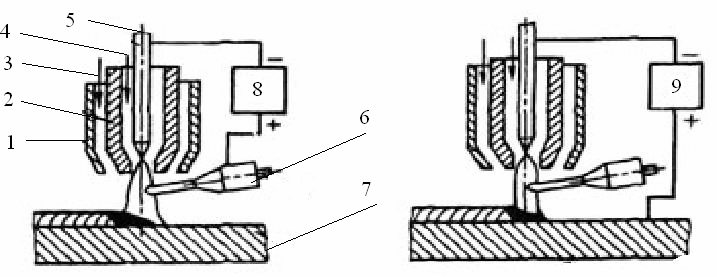
Рис. 1. Схемы плазменной наплавки: а – плазменной струей с токоведущей присадочной проволокой; б – плазменной дугой с нейтральной присадочной проволокой; 1 – защитное сопло; 2 – сопло плазмотрона; 3 – защитный газ; 4 – плазмообразующий газ; 5 – электрод; 6 – присадочная проволока; 7 – изделие; 8 – источник питания косвенной дуги; 9 – источник питания дуги прямого действия
Преимущества плазменной наплавки по сравнению с другими способами нанесения слоев на поверхность сводятся к следующему.
Технология плазменной наплавки для упрочнения металлов
Технологию наплавки применяют для восстановления изношенной поверхности промышленного оборудования. Плазменная наплавка относится к современным методам защиты покрытий от разрушающего воздействия агрессивной среды. Разновидность высокоточной сварки позволяет продлить срок эксплуатации дорогих механизмов.

Суть метода
Процесс наплавки металла осуществляется путем подачи присадочного материала (проволока, мелкозернистый порошок) в струю плазмы. Под воздействием направленного потока плазмы, действующего на обрабатываемую зону, происходит нагрев присадки с последующим ее расплавлением. В результате непрерывно нагреваемая поверхность изделия покрывается защитным материалом, создавая наплавочный слой.
Особенности технологического процесса

Плазменная наплавка выполняется по двум технологиям. При первом способе поток ионизированного газа захватывает порошковую смесь, чтобы доставить ее к зоне наплавления. При втором способе присадочный материал в виде ленты, проволоки, прутка вводят внутрь плазменного потока.
Для образования плазмы применяют подачу воздуха или пара, кислорода, водорода, гелия, азота, аргона. Выбор гелия и аргона в качестве газообразующей основы для плазмотрона улучшают сваривание основы с присадкой.
Этапы
В результате этих манипуляций стартует процесс плавления присадочного материала, подаваемого затем на поверхность детали для создания наплавочных слоев по месту образования сварочной ванны. Выключение наплавки происходит путем остановки автомата либо прекращения перемещения изделия при одновременном выключении механизма, подающего проволоку. Подбирая присадочный материал, нужно учитывать, что он должен обладать ничтожным сопротивлением по отношению к потоку плазмы.
Небольшой процент массы наплавляемого металла по отношению к общей массе изделия не вредит работоспособности механизма. Минимальный процент перемешивания основы с наплавом повышает его качество.

Комбинированный способ
Использование токоведущей проволоки для наплавки обеспечивает минимум глубины проплавления наращиваемых слоев.
Процесс наплавления имеет строгое ограничение – допускается использование проволок (медь, медные сплавы, аустенитные виды сталей), температура плавления которых ниже, чем у металла основы.
Выбор проволок из низкоуглеродистых и легированных сталей приводит к потере качества формируемых слоев из-за недостатка подогрева металла и увлажнения основной поверхности.
Использование твердосплавных порошков повышает износостойкость слоев, но они приобретают низкую пластичность. Проволочный наплав обладает высокой пластичностью при низкой стойкости к износу, но высокой степени перемешивания с основой. Комбинация порошка с проволокой в процессе наплавки позволяет эффективно использовать сжатую дугу для получения за один проход качественных слоев, лишенных дефектов.
У комбинированного вида два преимущества. Это возможность регулировать состав наплавляемого металла с получением слоев по заданным характеристикам.

Плазменно-порошковая наплавка
Этот способ создания слоя для защиты поверхности изделия представляет собой особый вид механизированного процесса. В качестве теплового источника выбрана плазма, обозначенная высокотемпературной сварочной дугой.
Материалом для присадки служат гранулированные смеси порошков из металлов с высокой степенью износостойкости. Их транспортировку внутрь плазмотрона осуществляют при помощи газа, подаваемого через специальный питатель.
Минимальное проплавление основы при высокой производительности процесса гарантирует широкий диапазон выбора значений тепловой мощности совместно с подачей присадки. Благодаря такой возможности удается получить наплавленные слои заданной твердости с определенным химическим составом.
Высота наплава однородной структуры над поверхностью плавления может достигать 0,5 мм. Эта особенность предоставляет возможность выполнить однослойную наплавку там, где требуется несколько слоев, что сокращает расходы на присадочный материал и время обработки.

Преимущества плазмы
Технология плазменной наплавки требует тщательной подготовки поверхности детали к наплавлению усиливающего слоя. Перед наплавкой необходимо выполнить механическую обработку поверхности путем протачивания, шлифования и других видов работ с последующим обезжириванием детали.
Условия выбора мощности электрической дуги – плазменный поток не должен сильно нагревать изделие, но при доведении основного металла до грани, за которой начинается расплавление.

Популярная методика с использованием плазмотрона позволяет наплавлять на стальную поверхность материалы с различной степенью износостойкости (латунь, медь, пластмассу). Новейшую технологию создания защитного покрытия применяют в различных областях. Изделия, упрочненные плазменной наплавкой, можно без опасения подвергать действию высоких нагрузок, а сам процесс по эффективности не уступает плазменной сварке.
Плазменная наплавка металла
Для восстановления старых деталей, повышения износостойкости новых, применяют плазменную наплавку. Инновационный метод образования защитных покрытий сродни плазменной сварке, используется для оборудования, эксплуатируемого в жестких условиях, контактирующего с агрессивной средой.

Сущность и область применения
Принцип плазменной наплавки металла основан на расплавлении присадки электродугой высокой плотности. Плазма возникает двумя способами:
Для наплавки деталей применяются различные присадки:
По сути, наплавка – это поверхностная сварка плазмотроном, обработка металла плазменной дугой. На поверхности образуется диффузионный слой, прочно удерживающий защитную пленку, обладающую специфическими свойствами.
Наплавка – это поверхностная обработка металла плазменной дугой для восстановления старых деталей и повышения износостойкости новых. Применяется в промышленности и ремонтных мастерских.
Преимущества плазменной наплавки
Популярность методики наплавления защитных покрытий плазмотроном объясняется рядом положительных свойств:
Метод применяется в промышленности и ремонтных мастерских, можно подобрать необходимое оборудование.
Технология плазменной наплавки металла
Разработано несколько способов нанесения наплавочного материала:
Различают три вида струи плазмы:
В качестве формирующей плазму среды применяют воздух, водород или любой инертный газ. По мнению специалистов, качественный слой образуется, когда применяют гелий и аргон.
Применяемое оборудование
Разработаны установки для всех типов напыления. В комбинированных плазмотронных агрегатах электроды выполнены из тугоплавкого вольфрама, сопло обычно керамическое. Предусмотрены инверторы дежурной и основной дуги. Горелка плазматрона работает с двумя независимыми электродугами, к каждой подводится независимый источник электропитания. У комбинированных аппаратов формируется мощная дуга, газ быстро ионизируется, активно расширяется в плазмотроне, создается интенсивное давление на выходе, плазменный поток с частичками расплавленной присадки устремляется на обрабатываемую поверхность.
Для разных видов наплавляемых деталей (плоскостных, объемных, трубных) разрабатывается индивидуальное оборудование.
Плазменная наплавка
2 Наплавка под слоем флюса – достоинства и недостатки методики
На сегодняшний день операция с использованием расплавленного флюса считается самым широко распространенным вариантом наплавки деталей. Причин тому множество. Мы хотим выделить ключевые достоинства этой методики:

Явных “минусов” рассматриваемой методики не так уж и много. Но они все же есть. Специалисты выделяют несколько недостатков применения флюса:

Кроме того, в наплавленном металле могут формироваться поры и крупные по размерам трещины, что, конечно же, ухудшает эксплуатационные показатели вала либо другой детали после наплавки.
Преимущества технологии PTA (плазменно-порошковая наплавка) перед традиционными методом сварки и наплавки.
Сфокусированная плазменная дуга, снижает растворение наплавляемого металла, улучшает качество покрытия, не дает брызг при сварке, тем самым повышая качество и уменьшая стоимость работ по сварке и наплавке.
Все эти преимущества PTA-процесса гарантируют высокую точность работ при малых энергозатратах. Также технология PTA обеспечивает максимальную чистоту и качество наплавочного слоя, начиная с первого. В сочетании с высокой производительностью, точностью контроля за толщиной наплавки, практически её идеальной геометрии, эти возможности дают очевидную экономию средств, как на сам процесс, так и на последующую механическую обработку.
1 Суть вибродугового наплавочного процесса
Интересующая нас обработка является одним из вариантов электродуговой автоматической наплавки, предполагающей применение металлического сварочного стержня для восстановления деталей наплавкой. Изделие, которое требуется восстановить, помещают в центры токарного агрегата, где и производится его обработка при помощи наплавочной головки. От источника тока на проволоку и заготовку подается требуемое напряжение.
Механический вибратор либо специальная электромагнитная установка, подключаемая к сети переменного тока, обеспечивает вибрацию сварочного стержня. Вибраторы механического типа выдают разные вибрации (по частоте тока), а электромагнитное приспособление обеспечивает колебания электрода на уровне 100 герц.

При горении дуги наблюдается выделение до 99,5 процентов тепла, которое расходуется на расплавление проволоки. При этом на конце стержня появляются металлические расплавленные капли. При коротких замыканиях они попадают на поверхность восстанавливаемого изделия.
Как видим, суть процесса состоит в том, что электродный металл за счет колебаний электрода переносится мелкими частицами на деталь. За счет этого появляются очень тонкая наплавленная поверхность с требуемыми характеристиками. Вибрация, кроме всего прочего, стабилизирует операцию – дуговые разряды возбуждаются с большой частотой (при каждом отводе от изделия сварочного стержня).

Основные достоинства, коими обладает описываемое вибродуговое восстановление поверхности деталей, следующие:
Благодаря всем этим достоинствам вибродуговая наплавка демонстрирует отличные результаты при восстановлении судовых машин и установок, горнорудной и промышленной техники, элементов тракторов и грузовых автомобилей, электрических двигателей, разнообразных сельскохозяйственных машин, а также других конструкций из чугуна и стали.
Технология плазменно-дуговой наплавки
Процесс наплавки довольно прост и может с успехом выполняться любым опытным сварщиком. Однако он требует от исполнителя максимальной концентрации и внимания. В противном случае можно запросто испортить заготовку.










Для ионизации рабочего газа используется мощный дуговой разряд. Отрыв отрицательных электронов от положительно заряженных атомов осуществляется за счет теплового воздействия электрической дуги на струю рабочей газовой смеси. Однако при соблюдении ряда условий возможно протекание не только под влиянием тепловой ионизации, но и за счет воздействия мощного электрического поля.
Газ подается под давлением 20-25 атмосфер. Для его ионизации необходимо напряжение 120-160 вольт с силой тока порядка 500 ампер. Положительно заряженные ионы захватываются магнитным полем и устремляются к катоду. Скорость и кинетическая энергия элементарных частиц настолько велика, что при соударении с металлом они способны сообщать ему огромную температуру – от +10…+18 000 градусов по Цельсию. При этом ионы движутся со скоростью до 15 километров в секунду (!). Установка плазменной наплавки оборудована специальным устройством под названием «плазмотрон». Именно этот узел отвечает за ионизацию газа и получение направленного потока элементарных частиц.
Мощность дуги должна быть такой, чтобы исключить оплавление основного материала. В то же время температура изделия должна быть максимально высокой, чтобы активизировать диффузионные процессы. Таким образом, температура должна приближаться к линии ликвидус на диаграмме железо-цементит.
Мелкодисперсный порошок специального состава или электродная проволока подается в струю высокотемпературной плазмы, в которой материл расплавляется. В жидком состоянии наплавка попадает на упрочняемую поверхность.

Журналы и бланки
БухгалтерияОхрана труда и техника безопасностиМЧСКадровая работа: Журналы, бланки, формыЖурналы, бланки, формы документов для органов прокуратуры и суда, минюста, пенитенциарной системыЖурналы, бланки, формы документов МВД РФКонструкторская, научно-техническая документацияЛесное хозяйствоПромышленностьГостиницы, общежития, хостелыСвязьЖурналы и бланки по экологииЖурналы и бланки, используемые в торговле, бытовом обслуживанииЖурналы по санитарии, проверкам СЭСЛифтыКомплекты документов и журналовНефтебазыБассейныГазовое хозяйство, газораспределительные системы, ГАЗПРОМЖКХЭксплуатация зданий и сооруженийЖурналы и бланки для нотариусов, юристов, адвокатовЖурналы и бланки для организаций пищевого производства, общепита и пищевых блоковЖурналы и бланки для организаций, занимающихся охраной объектов и частных лицЖурналы и бланки для ФТС РФ (таможни)Журналы для образовательных учрежденийЖурналы и бланки для армии, вооруженных силБанкиГеодезия, геологияГрузоподъемные механизмыДокументы, относящиеся к нескольким отраслямНефтепромысел, нефтепроводыДелопроизводствоЖурналы для медицинских учрежденийАЗС и АЗГСЭлектроустановкиТепловые энергоустановки, котельныеЭнергетикаШахты, рудники, метрополитены, подземные сооруженияТуризмДрагметаллыУчреждения культуры, библиотеки, музеиПсихологияПроверки и контроль госорганами, контролирующими организациямиРаботы с повышенной опасностьюПожарная безопасностьОбложки для журналов и удостоверенийАптекиТранспортРегулирование алкогольного рынкаАвтодороги, дорожное хозяйствоСамокопирующиеся бланкиСельское хозяйство, ветеринарияСкладСнегоплавильные пунктыСтройка, строительствоМетрологияКанатные дороги, фуникулерыКладбищаЖурналы для парикмахерских, салонов красоты, маникюрных, педикюрных кабинетовАрхивыАттракционы
Установки для этого вида наплавки
Для этого процесса применяют различные установки, их вид зависит от объемов производства, от требований к уровню автоматики. Соответственно этим потребностям выполнены универсальные и специализированные установки. Универсальное оборудование позволяет выполнять наплавку на деталях разной формы. Специализированные установки предназначены для деталей одного вида (например: клапаны для моторов внутреннего сгорания, для дисков, элементов-соединений бурильных труб и так далее).

Плазматрон для наплавки металлических порошковых материалов
Все эти установки оснащают новейшими системами управления с применением промышленных компьютеров. Это в значительной мере поднимает качество, стабильность и надежность работы.

Установка плазменной наплавки и сварки УПНС-3040
Каждая установка отвечает требованиям современности по экобезопасности. В них установлены автономные блоки охлаждения водяным путем и камеры-защиты. Эта камера отлично защищает мастера от вредного влияния излучения плазменной дуги и от газов и пыли, которая выделяются при наплавке.
Плазменная наплавка зарекомендовала себя, как успешная новейшая технология, которая отличается высоким показателем качества. Она снижает затраты на ремонт больших агрегатов. Рабочие поверхности изделий после обработки становятся износоустойчивыми, жаропрочными, кислоупорными. Данный метод, благодаря широкому ряду технических характеристик, нашел широкое применение в разных областях.









3 Комбинированный плазмотрон для наплавки
Плазменно-порошковая наплавка на большинстве современных предприятий осуществляется именно в комбинированных агрегатах. В них металлический присадочный порошок расплавляется между соплом горелки и электродом из вольфрама. А в то время, когда дуга горит между деталью и электродом, начинается нагрев поверхности наплавляемого изделия. За счет этого происходит качественное и быстрое сплавление основного и присадочного металла.
Комбинированный плазмотрон обеспечивает малое содержание в составе наплавленного основного материала, а также наименьшую глубину его проплавления. Именно данные факты и признаются главным технологическим достоинством наплавки при помощи плазменной струи.
От вредного влияния окружающего воздуха наплавляемая поверхность предохраняется инертным газом. Он поступает в сопло (наружное) установки и надежно защищает дугу, окружая ее. Транспортирующим газом с инертными характеристиками осуществляется и подача порошковой смеси для присадки. Она поступает из специального питателя.
В целом стандартный плазмотрон комбинированного типа действия, в котором производится напыление и наплавка металла, состоит из следующих частей:

Современный вариант
На различных предприятиях используются производственные установки, укомплектованные металлическими деталями, которые в условиях значительных нагрузок изнашиваются, страдают от коррозии. Для увеличения сроков износостойкости и прочности механизмов их поверхность полностью или частично покрывают слоем расплавленного металла. Полученный таким способом наплыв прочно соединяется с материалом поверхности, образуя единый конгломерат.
Для восстановления работоспособности старой детали наплавляют аналогичный вид металла, что позволяет вернуть изделию форму и целостность. Если необходимо улучшить качество верхнего слоя, его покрывают другим материалом, наделяющим механизм новыми свойствами.
Принцип технологии
Лазерная наплавка (технология лазерного осаждения металлов) относится к наиболее эффективным методам восстановления покрытий, обладающих повышенной износостойкостью. В процессе участвуют лазерные системы современного типа, оснащенные мощными диодами и специализированными соплами. Что происходит:
Принцип лазерной наплавки тот же, что и при электродуговой и порошковой плазменной присадке, соединяющейся с металлом. Недостаток традиционных видов наплавки в подплавлении основы при значительном термическом воздействии на нее. Обработка порошкового материала локально направленным лучом мощного лазера исключает разогрев оплавляющейся поверхности при высокой скорости наплава.
Преимущества
Лазерная наплавка поверхности металла не лишена некоторых недостатков, главный из которых – необходимость использования сложного и затратного оборудования. К недостаткам плавки также нужно отнести низкую производительность при невысоком КПД.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.










В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
 Плазменная сварка заключается в способности аргона переходить в плазму под действием дуги
Плазменная сварка заключается в способности аргона переходить в плазму под действием дуги
3 Применение наплавки лазером – настоящее и будущее технологии
Лазерная сварка и наплавка основаны на использовании одной технологии – источником требуемого нагрева служит излучение с высокой концентрацией энергии. Поэтому в некоторых случаях восстановление изношенных или поврежденных деталей производят наплавлением с помощью лазерной сварки. Присадочный материал в форме проволоки или прутка, как правило из того же материала, что и изделие, расплавляется и заполняет скол или распределяется по поверхности. Этим способом пользуются чаще всего небольшие ремонтные предприятия.
Чтобы воспользоваться всеми преимуществами и возможностями наплавки лазером необходимо специализированное оборудование, которое позволяет в производстве наносить композитные покрытия с повышенными характеристиками:

Такие покрытия позволяют в современном машиностроении экономить металл, используемый при изготовлении деталей, и снизить массу разрабатываемых конструкций. Для получения композиционного плакирования наплавкой используют чистые или композитные порошки, которые представляют собой смесь необходимого состава в каждой отдельной его частице. В соответствии с переносимыми нагрузками, композиционные составы могут обладать различной архитектурой:
У деталей, изготовленных из таких материалов, ресурс работы гораздо выше, чем у узлов из мономатериалов. Технология наплавки лазером очень перспективна в сфере прототипирования трехмерных деталей. В настоящее время разработаны и совершенствуются 2 основных направления создания объемных изделий из металлических порошков:

В данный момент одним из самых актуальных применений лазерной коаксиальной наплавки является восстановление поврежденной или изношенной геометрии деталей из металла машиностроительного производства. Во время ремонта крупногабаритных узлов сложной геометрии, пресс-форм, валов, инструмента, литейных форм и других деталей данный метод наплавки обеспечивает экономию значительных средств за счет меньшего расхода материала, затрат времени на обработку и использование оборудования, задействованного в работах, чем при иных способах.
По прочности и плотности нанесенный при ремонте восстановительный слой не уступает материалу, из которого было изготовлено изделие, а в случае специального подбора состава присадочного порошка значительно его превосходит, что положительно сказывается на сроке эксплуатации обработанной детали. В каждом отдельном случае применения лазера восстановительный процесс условно заключается в технологии нанесения объема материала или слоя покрытия. Примеры повреждений, устраняемых наплавкой лазером:

Рис 1. Фотографии шлифа наплавленного слоя выполненного плазменной наплавкой на клапане двигателя внутреннего сгорания
На рис.1 представлены фотографии поперечного сечения слоя, выполненного плазменной наплавкой на клапане двигателя внутреннего сгорания.
Оптимальный выбор технологических режимов процесса плазменной наплавки обеспечивает минимальное перемешивание наплавляемого материала с основным металлом, практически, с нулевой глубиной проплавления (что позволяет при однослойной наплавке обеспечить заданный состав даже тонкого слоя покрытия), а также минимальную окисляемость наплавляемого материала за счёт специальной инертной или восстановительной защитной среды.
Плазменная порошковая наплавка обеспечивает высокую работоспособность деталей за счет отличного качества наплавленного металла, его однородности, а также благоприятной структуры, определяемой специфическими условиями кристаллизации металла сварочной ванны.
Производительность плазменной наплавки с введением порошкообразного материала в столб дуги транспортирующим газом можно повышать либо за счет увеличения тепловой мощности дуги, либо за счет более эффективного нагрева порошка в дуге. Особенности процессов плавления присадочного и основного металлов при плазменной наплавке обусловлены возможностью регулировать в широком диапазоне соотношение между тепловой мощностью дуги, количеством и температурой подаваемого в сварочную ванну присадочного порошка. Изменяя это соотношение, можно обеспечить минимальное проплавление основного металла.










Эффективность метода зависит от выбранного источника питания, материала покрытия, режимов наплавки и используемого манипулятора. Наиболее эффективным является метод автоматической плазменной наплавки.
Выбор метода плазменной наплавки для упрочнения и ремонта клапанов двигателей внутреннего сгорания был сделан не случайно. В результате серийных испытаний было установлено, что наиболее дешевым и эффективным является метод плазменной порошковой наплавки.
| Название метода | Растворимость основного металла | Сцепление с основой | Степень автоматизации |
|---|---|---|---|
| Газопламенное напыление с последующим оплавлением | 1 — 5% | зависит от умения оператора | — |
| Электродуговая наплавка в среде инертного газа плавящимся электродом | 20 — 30% | отличное | полуавтомат |
| Электродуговая наплавка в среде инертного газа вольфрамовым электродом | 5 — 10% | отличное | полуавтомат |
| Плазменная наплавка | 2 — 5% | отличное | полная |
В таблице 1 представлены характеристики основных методов, используемых для упрочнения и ремонта клапанов двигателей внутреннего сгорания.
В качестве материала выбираются композиционные порошки на основе железа (в том числе и нержавеющие стали), кобальта, никеля (в том числе и самофлюсующиеся), обладающие свойствами обеспечивающими коррозионную, ударную, тепловую стойкости и устойчивость к износу.
Для автоматизации процесса применяются роботизированные комплексы, обеспечивающие непрерывность процесса изготовления упрочненных клапанов.
На рис 2. и 3. изображены фотографии клапанов (2а) — с изношенной поверхностью, (2б, 3а) — процесса наплавки и (3б) — после наплавки.
Рис. 2. Клапан двигателя внутреннего сгорания
а) — до наплавки; б) — во время наплавки.
Рис.3. Клапан двигателя внутреннего сгорания
а) — во время наплавки; б) — после наплавки.
Контроль качества наплавленного слоя и финишной обработки должен производиться специализированным оборудованием. Готовая продукция должна отвечать стандарту качества ISO/TS 16949:2002.
Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
Электрошлаковая наплавка (ЭШН)
ЭШН основана на использовании тепла, выделяющегося при прохождении электрического тока через шлаковую ванну.
Основные схемы электрошлаковой наплавки приведены на рис. 25.2.

Рис. 25.2. Схемы электрошлаковой наплавки: а — плоской поверхности в вертикальном положении: б — неподвижным электродом большого сечения; в — цилиндрической детали проволоками; г — электродом-трубой; д — зернистым присадочным материалом: е — композиционного сплава; ж — составным электродом; з — плоской поверхности в наклонном положении; и — жидким присадочным металлом; к — горизонтальной поверхности с принудительным формированием; л — двумя электродными лентами со свободным формированием; 1 — основной металл: 2 — электрод; 3 — кристаллизатор; 4 — наплавленный металл; 5 — дозатор; 6 — тигель; 7 — флюс










ЭШН можно производить в горизонтальном, вертикальном или наклонном положении, как правило, с принудительным формированием наплавленного слоя. Наплавка на горизонтальную поверхность может идти как с принудительным, так и со свободным формированием.
Основные достоинства метода:
Основные недостатки метода:
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
1 Особенности наплавки и ее виды
Это один из способов нанесения металлического слоя на поверхность детали путем расплавления реставрационного материала ручной, газовой либо автоматической сваркой. Применяется наплавка в различных целях, но главное ее предназначение – восстановление изношенных деталей и их геометрических размеров. Иногда эту операцию проводят и для повышения качества материала, например, когда хотят улучшить коррозионную стойкость, повысить износоустойчивость, твердость, жаростойкость и т. д.
Огромную роль играет качество шва, ведь по сути он и определяет конечный результат. Дефекты в виде пор, трещин и разных включений недопустимы. Также необходимо придерживаться следующих правил:
 Нанесение металлического слоя на поверхность детали
Нанесение металлического слоя на поверхность детали
Для восстановления цилиндрических поверхностей допускается использование любого вида наплавки, но большей популярностью пользуется электродуговая и электрошлаковая технология. Первая может осуществляться открытой дугой в среде защитных газов или под слоем флюса. Каждый из этих способов имеет свои плюсы и минусы. Например, при наплавке открытой дугой не нужна специальная защита сварочной ванны. В среде защитных газов или под флюсом получается задавать свойства шва.
Недостатком электродугового метода можно назвать деформацию изделия из-за значительного нагрева. Также после наплавки деталь подвергается закалке, а это может спровоцировать появление горячих трещин. К тому же не обойтись без дополнительной термической обработки. Очень часто износ незначительный, а толщина наплавленного слоя составляет несколько миллиметров, и чтобы изделие соответствовало заданным размерам, потребуется дальнейшая механическая обработка.
 Электродуговой метод наплавки
Электродуговой метод наплавки
Отдав предпочтение вибродуговой наплавке валков можно рассчитывать на высокую производительность, а поверхность получается достаточно твердой даже без последующей термической обработки. По сути, это один из видов электродуговой сварки. Ее особенность – вибрирующий электрод с частотой от 20 до 100 Гц. Этим способом восстанавливают валы диаметром от 8 и до 200 мм.
Электрошлаковая наплавка (ЭШН) отличается высокой производительностью. Отдав предпочтение этому способу, получится обеспечить химическую однородность плакирующего слоя. Он будет иметь и одинаковую структуру на всей площади, что гарантирует равномерный износ детали. Также появляется возможность варьировать геометрию и химический состав шва в широких пределах. К недостаткам следует отнести такие особенности:



