Плазменная сварка
Содержание:
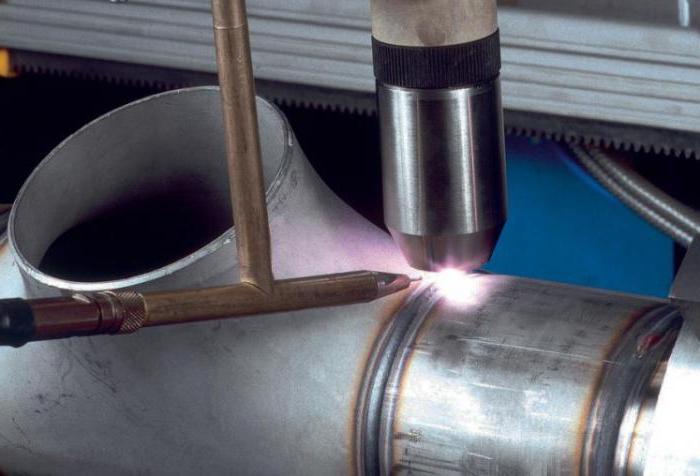
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией. Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.

Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения. Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Особенности и характеристики процесса
Чтобы понять, что такое плазменная сварка, стоит рассмотреть ее важные особенности, а именно как производится процесс. Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.

В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок. Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
У плазменного сварочного процесса имеются некоторые недостатки:
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.

За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.

К основным узлам плазмотрона относят:
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:

Интересное видео
Что такое плазменная сварка и какое оборудование применяется
Область применения плазменной сварки обширная. Таким оборудованием варят фольгу и толстый металл. На прилавках появляется оборудование для промышленного и бытового назначения. Иногда плазменную сварку путают с аргоновой. Аппараты внешне схожи. У методов много общего, но есть принципиальные различия. О них пойдет речь.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
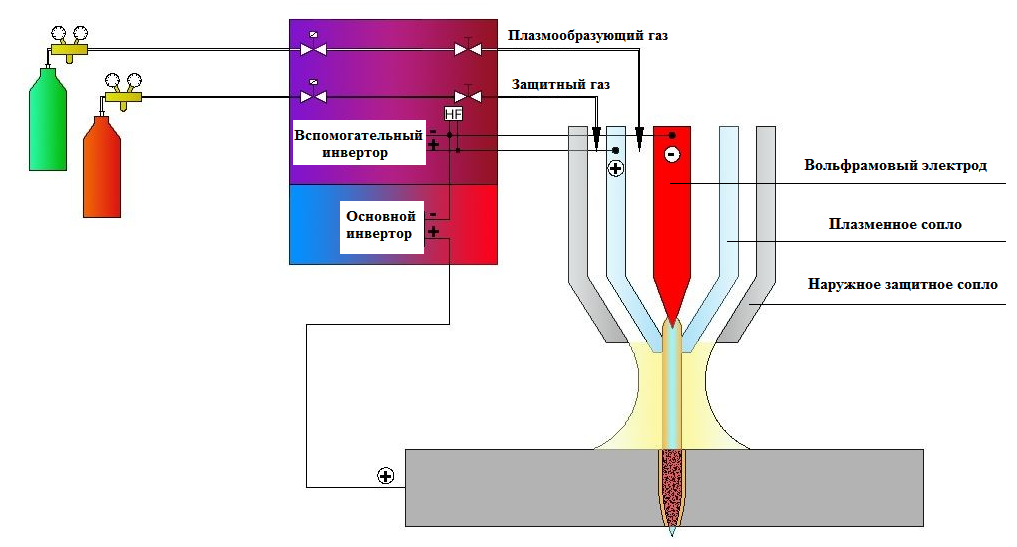
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
По механизму воздействия на рабочую зону, выделяют:
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Плазменная сварка
Для плазменной дуги характерны крайне высокая температура (до 30000°С) и широкий диапазон регулирования технологических свойств.
По сравнению с аргонодуговой сваркой плазменная сварка отличается более высокой проплавляющей способностью. Это дает ей следующие преимущества:

Рис. 1. Плазменная (сжатая) дуга, горящая на графит
Плазмотроны прямого и косвенного действия
Плазменную дугу получают при помощи устройства под названием плазмотрон. Есть два способа подключения плазмотрона: для генерации дуги прямого действия (рис. 2,а) и для генерации дуги косвенного действия — плазменной струи (рис. 2,б).
Плазмотроны, подключаемые для генерации дуги, называют плазмотронами прямого действия, а для генерации плазменной струи — косвенного действия. Часто плазмотроны косвенного действия конструктивно отличаются от плазмотронов прямого действия системой охлаждения соплового узла плазмотрона. У первых она более эффективна.
Принцип действия и конструкция плазмотронов
В плазмотронах прямого действия плазменная дуга возбуждается между вмонтированным в газовую камеру стержневым — как правило, вольфрамовым — электродом и свариваемым изделием. Сопло электрически нейтрально от электродного (катодного) узла и служит для сжатия и стабилизации дуги.
В плазмотронах косвенного действия плазменная дуга создается между электродом и соплом, а поток плазмы выдувает плазменную струю.
Рис. 2. Схемы плазмообразования
Для плазменной сварки металлов обычно применяют плазмотроны с дугой прямого действия.
Сжатие столба дуги происходит следующим образом: рабочий газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи.
Плазменная дуга прямого действия по форме почти цилиндрическая и немного расширяется у поверхности изделия.
Плазменная дуга косвенного действия (струя) по форме представляет собой ярко выраженный конус с вершиной, обращенной к изделию и окруженной факелом.
Слой газа, омывающий столб дуги снаружи, остается относительно холодным, образуя тепловую и электрическую изоляцию между плазменной дугой и каналом сопла. Плотность тока дуги в плазмотронах достигает 100 А/мм2, а температура — 15000–30000 °С.
Особенности дуг прямого и косвенного действия
У плазмотрона с дугой прямого действия плазменная струя совмещена со столбом дуги — в отличие от плазмотрона с дугой косвенного действия. Это значит, что для первого плазмотрона характерна более высокая температура и тепловая мощность.
Процесс возбуждения дуги непосредственно между электродом и изделием осуществить трудно. Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а когда ее факел касается изделия, происходит автоматическое зажигание основной дуги между электродом и изделием.
Дежурная дуга отключается при устойчивом горении основной дуги. Обычно дежурная дуга питается от того же источника, что и основная, через токоограничивающие сопротивления.
В плазмотронах с дугой прямого действия в изделие вводится дополнительное тепло за счет электронного тока. КПД таких плазмотронов значительно выше, чем у плазмотронов с дугой косвенного действия. Поэтому плазмотроны с дугой прямого действия лучше применять для сварки, резки, наплавки, а плазмотроны с дугой косвенного действия — для напыления, нагрева и т.п.
Плазменная сварка

Плазменная сварка представляет собой способ сваривания металлов с использованием плазменного потока. Главной особенностью плазменной сваркой является возможность достижения более высоких температур, чем при стандартной дуговой сварке. Это обеспечивает лучшие условия проплавления металла во время работы.
Плазменная сварка является одним из самых современных и инновационных методов сваривания материалов. Широкие возможности применения обеспечиваются благодаря ряду преимуществ:
Главным недостатком плазменной сварки является высокая стоимость оборудования и работы. Несмотря на простоту установки и использования плазмотрона оборудование требует тщательного ухода, регулярной чистки. Горелка и электрод плазмотрона должны меняться своевременно, чтобы избежать проблем в работе оборудования. Также необходимо тщательно следить за температурой процесса и оборудования, чтобы избежать перегрева. Специалисты, работающие с плазмотроном, должны пройти специальное обучение. Оператор плазмотрона должен иметь определенные знания и навыки.
Все недостатки легко нивелируются достоинствами плазменной сварки. Высокая эффективность и повышенная производительность перевешивают понесенные затраты на оборудование и обучение персонала. В результате же компания получает первоклассных специалистов, обученных работать на самом современном оборудовании для ведения плазменной сварки.
Область применения плазменной сварки
Плазменная сварка подходит для работы практически с любыми видами металлов и сплавов, в том числе для:
В первую очередь плазменная сварка применяться на промышленных предприятиях. Это объясняется высокой стоимостью плазмотрона и необходимостью специального обучения персонала. Для индивидуального или бытового применения плазменная сварка может оказаться слишком затратным методом работы.
В промышленности плазменная сварка может применяться практически во всех отраслях. Особое применение плазменная сварка находит в отраслях, предъявляющих высокие требования к качеству сварного соединения и точности работы, например, в приборостроении, авиакосмической отрасли, медицинской отрасли и многих других.
Техника проведения и оборудование для плазменной сварки
 Стандартно оборудование для плазменной сварки состоит из плазменной горелки, вольфрамового электрода, системы охлаждения, системы подачи газа и сопла плазмы. Для образования плазмы используется специальный газ – аргон, смесь аргона с водородом, кислород или азот. Сама плазма способна разогреваться до 30 000 o C. Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000 o C.
Стандартно оборудование для плазменной сварки состоит из плазменной горелки, вольфрамового электрода, системы охлаждения, системы подачи газа и сопла плазмы. Для образования плазмы используется специальный газ – аргон, смесь аргона с водородом, кислород или азот. Сама плазма способна разогреваться до 30 000 o C. Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000 o C.
При подаче тока на конце электрода образуется электрическая дуга. Аргон, попадая в зону дуги, образует плазму, нагревается и ионизируется. Тепловое расширение увеличивает объем газа в 50-100 раз. Аргон начинает истекать из сопла плазмотрона. Основным источником энергии для сварки является тепловая энергия газа и энергия ионизированных частиц газа.
Сварка может проводиться плазменной дугой при сварке прямого действия или плазменной струей при сварке косвенного действия. При прямой сварке плазменная дуга горит между электродом и свариваемым изделием. При косвенной сварке плазменная струя горит между соплом плазмотрона и электродом.
По величине тока различают микроплазменную сварку (при токах 0,1-0,25А), сварку на средних токах (до 150А) или сварку на больших токах (свыше 150А). Сварка на больших токах обеспечивает полных прожог металла. Микроплазменная сварка используется для работы без прожогов.
Что такое плазменная сварка прямого действия ответ тест
Вопр_ОЭ/1 Что такое легированные стали?
Содержащие один или несколько элементов в определенных концентрациях, которые введены в них с целью придания заданных физико-химических и механических свойств.
Обладающие определенными физико-химическими свойствами за счет снижения содержания углерода, серы, фосфора или термической обработки.
Обладающие определенными физико-химическими свойствами после специальной термомеханической обработки.
Вопр_ОЭ/1 Какой свариваемостью обладают низкоуглеродистые стали?
Вопр_ОЭ/1 Что обозначают буквы и цифры в маркировке низколегированных сталей?
Обозначения номера плавки и партии металла.
Обозначение химических элементов и их процентный состав.
Вопр_ОЭ/1 Какие из перечисленных сталей относятся к углеродистым?
Ст3сп, сталь10, сталь 15, сталь 18кп
09Г2С, 17Г1С, 09Г2ФБ.
08Х18Н9, 10Х2М, 15ХМ.
Вопр_ОЭ/1 Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей?
Углерод — «У»; никель — «Н».
Углерод — «С»; никель — «Л».
Углерод не обозначают буквой; никель — «Н».
Вопр_ОЭ/1 Какие изменения свойств происходят при закалке малоуглеродистых сталей?
Пластичность увеличивается, прочностные характеристики не меняются
Возрастают прочностные характеристики, пластичность уменьшается
Возрастает и прочность, и пластичность
Вопр_ОЭ/1 Какие основные характеристики приняты для оценки механических свойств металлов?
Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, твердость, ударная вязкость.
Жаропрочность, жаростойкость и хладостойкость металла.
Твердость, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла.
Вопр_ОЭ/1 Для чего в сталь вводятся легирующие элементы?
Для придания стали специальных свойств.
Для улучшения свариваемости стали.
Для снижения содержания вредных примесей (серы и фосфора) в стали.
Вопр_ОЭ/1 Укажите, чем отличается Ст3кп от Ст3сп?
Содержанием вредных примесей S и P и газов.
Вопр_ОЭ/1 Для чего производится предварительный и сопутствующий подогрев?
Для снижения количества дефектов в сварном шве и ЗТВ.
Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
Для снижения содержания водорода в металле шва.
Вопр_ОЭ/1 Какие характеристики можно определить при испытаниях образцов металла на растяжение?
Предел текучести, предел прочности.
Предел текучести, предел прочности, относительные удлинение и поперечное сужение.
Вопр_ОЭ/1 Какая характеристика определяется при статическом изгибе?
Ударная вязкость при изгибе.
Предел прочности при изгибе.
Вопр_ОЭ/1 Какие характеристики металла определяются при испытаниях на изгиб (плоских образцов) и сплющивание (труб)?
Прочность и пластичность.
Вопр_ОЭ/1 Какие характеристики определяют при ударном изгибе?
Предел прочности при ударном изгибе.
Относительное удлинение при ударном изгибе.
Вопр_ОЭ/1 Что можно оценить по виду излома сварного соединения?
Прочность, коррозионную стойкость, плотность.
Строение металла, его сплошность и сделать качественный вывод о пластических свойствах металла.
Наличие и количество вредных примесей.
Вопр_ОЭ/1 Как влияет высокое содержание серы и фосфора на свариваемость стали?
Повышает свариваемость при условии предварительного подогрева стали.
Способствует появлению трещин и ухудшает свариваемость стали.
Вопр_ОЭ/1 Что представляет собой сварной шов при сварке плавлением?
Закристаллизовавшийся металл расплавленного электрода или сварочной проволоки.
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Жидкий металл, полученный сплавлением свариваемых и присадочных материалов.
Вопр_ОЭ/1 Чем определяются свойства сварного соединения?
Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния.
Свойствами металла шва и линии сплавления с основным металлом.
Свойствами линии сплавления с основным металлом и зоны термического влияния.
Вопр_ОЭ/1 Как влияет неравномерность нагрева при сварке на величину деформации основного металла?
Увеличивает величину деформации.
Не влияет на величину деформации.
Уменьшает величину деформации.
Вопр_ОЭ/1 Как влияет увеличение объема наплавленного металла на величину деформации основного металла?
Уменьшает величину деформации.
Не влияет на величину деформации.
Увеличивает величину деформации.
Вопр_ОЭ/1 Какие сварочные деформации называют остаточными?
Деформации, появляющиеся после сварки.
Деформации, остающиеся после сварки и полного остывания изделия.
Деформации, образующиеся под действием эксплуатационных нагрузок.
Вопр_ОЭ/1 Как влияет подогрев изделий в процессе сварки на величину остаточных деформаций?
Увеличивает деформацию изделия.
Уменьшат деформацию изделия.
Вопр_ОЭ/1 От чего зависит величина деформации свариваемого металла?
От склонности стали к закалке.
От неравномерности нагрева.
От марки сварочных материалов.
Вопр_ОЭ/1 Какие конструктивные элементы характеризуют форму разделки кромок?
Смещение кромок, угловатость.
Притупление, угол скоса кромки.
Способ подготовки, зазор.
Вопр_ОЭ/1 Какие бывают типы сварных соединений?
Односторонние и двусторонние.
Стыковые, тавровые, угловые, нахлесточные.
Вертикальные и горизонтальные.
Вопр_ОЭ/1 Как обозначается сварное соединение на чертеже?
Указывается тип соединения, метод и способ сварки, методы контроля.
Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Вопр_ОЭ/1 Что обозначают цифры возле букв на чертеже с указанием сварного шва?
Порядковый номер шва по ГОСТ (ОСТ).
Метод и способ сварки.
Методы и объем контроля.
Вопр_ОЭ/1 Какой линией изображают видимый сварной шов на чертеже?
Вопр_ОЭ/1 Когда должна быть проконтролирована каждая партия сварочных материалов?
До начала ее производственного использования.
Одновременно с использованием ее для производства продукции.
В установленные сроки, независимо от ее производственного использования.
Вопр_ОЭ/1 Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
Форму, размеры и качество подготовки кромок; правильность переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД и ПТД.
Качество зачистки подготовленных под сварку кромок и прилегающих к ним поверхностей деталей и сборочных единиц.
Все параметры, указанные в п.п. 1 и 2.
Вопр_ОЭ/1 На какие две основные группы делятся методы контроля по воздействию на материал сварного соединения?
Разрушающие и облучающие.
Механические и электронные.
Разрушающие и неразрушающие.
Вопр_ОЭ/1 С какой целью выполняют визуальный контроль сварного соединения?
С целью выявления поверхностных дефектов шва
С целью выявления поверхностных дефектов и дефектов формирования шва.
С целью выявления несоответствия конструкционных размеров шва требованиям нормативно-технической документации.
Вопр_ОЭ/1 Чем выявляются дефекты формы шва и его размеры?
Металлографическими исследованиями макроструктуры.
Измерительными инструментами и специальными шаблонами.
Вопр_ОЭ/1 Какие дефекты сварного шва выявляются с помощью радиографического контроля, ультразвуковым и др. равноценными им методами?
Трещины, непровары, несплавления, поры, неметаллические и металлические включения.
Структурные изменения металла, внутренние напряжения.
Качество формирования шва с внутренней и наружной сторон.
Вопр_ОЭ/1 Что называют включением?
Обобщенное наименование пор, шлаковых и вольфрамовых включений.
Скопление нескольких пор.
Вопр_ОЭ/1 В какой момент следует исправлять дефекты сварных соединений, подлежащих последующей термообработке (отпуску)?
По согласованию с головной материаловедческой организацией.
Вопр_ОЭ/1 Какие дефекты допускается устранять сварщику (не привлекая руководителя работ) в процессе сварки стыка трубы?
Любые дефекты, включая трещины.
Трещины и межваликовые несплавления.
Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы.
Вопр_ОЭ/1 Что называют трещиной?
Дефект сварного соединения в виде разрыва металла в сварном шве и/или прилегающих к нему зонах.
Нарушение сплошности металла.
Недопустимое отклонение от требований Правил контроля.
Вопр_ОЭ/1 Что называют прожогом?
Цилиндрическое углубление в сварном шве.
Сквозное отверстие в сварном шве.
Воронкообразное углубление в сварном шве.
Вопр_ОЭ/1 Что называют наплывом в металле шва?
Неровности поверхности металла шва или наплавленного металла.
Дефект в виде металла, натекшего на поверхность свариваемого металла и или ранее выполненного валика и не сплавившегося с ним.
Несплавление валика металла шва с основным металлом.
Вопр_ОЭ/1 Что такое пора?
Дефект сварного шва в виде замкнутой полости, заполненной инородным металлом.
Дефект сварного шва в виде полости сферической формы, заполненной шлаком.
Дефект сварного шва в виде замкнутой полости, заполненной газом.
Вопр_ОЭ/1 Какую форму могут иметь поры?
Линейную или плоскую.
Сферическую и удлиненную.
Вопр_ОЭ/1 Что такое подрез?
Углубление по линии сплавления шва с основным металлом.
Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом.
Острые конусообразные углубления на границе поверхности сварного шва с основным материалом.
Вопр_ОЭ/1 Что такое «непровар»?
Дефект в виде отсутствия сплавления между металлом шва и основным металлом по кромке разделки.
Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварных швов.
Вопр_ОЭ/1 Как необходимо произвести заварку удаленного дефектного участка шва, если сварка производилась с предварительным подогревом?
С замедленным охлаждением после сварки.
На увеличенных режимах сварки.
Вопр_ОЭ/1 Какие требования предъявляются к качеству исправленного участка шва?
Те же, что и к основному шву.
Дополнительные требования, предусмотренные нормативно-технической документацией.
Специальные требования, предусмотренные нормативно-технической документацией.
Вопр_ОЭ/1 Допускаются ли в сварных соединениях трещины, выявленные при визуальном контроле?
Допускаются поперечные трещины в сварных швах.
Трещины всех видов и направлений не допускаются.
Допускаются микротрещины площадью не более 1 кв.мм.
Вопр_ОЭ/2 Что такое «ручная дуговая сварка покрытым электродом»?
Дуговая сварка, выполняемая не расплавляющимся при сварке электродом.
Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, а газошлаковая защита расплавленного металла обеспечивается расплавлением и разложением компонентов покрытия.
Дуговая сварка, при которой защита дуги и сварочной ванны осуществляется потоком защитного газа, подаваемого в зону сварки с помощью специальных устройств.
Вопр_ОЭ/2 Что такое «дуговая сварка в защитном газе»?
Сварка, при которой защита дуги и сварочной ванны обеспечивается газами, образующимися при плавлении и сгорании электродного покрытия.
Дуговая сварка, при которой дуга и расплавленный металл, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств.
Сварка, при которой защита дуги и сварочной ванны обеспечивается слоем сварочного флюса.
Вопр_ОЭ/2 Что такое «дуговая сварка неплавящимся электродом»?
Дуговая сварка, выполняемая не расплавляющимся при сварке электродом.
Сварка, выполняемая двумя неплавящимися электродами, между которыми горит дуга.
Дуговая сварка в среде углекислого газа.
Вопр_ОЭ/2 Что такое «дуговая сварка плавящимся электродом»?
Дуговая сварка, при которой сварочная ванна защищается газом, образовавшимся в процессе плавления основного металла.
Сварка, в процессе которой электрод плавится за счет тепла дуги или газового пламени.
Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом.
Вопр_ОЭ/2 Что такое «дуговая сварка под флюсом»?
Дуговая сварка в защитных газах с добавлением флюса для легирования металла шва.
Дуговая сварка, при которой дуга горит под слоем флюса между непокрытым металлическим электродом и деталью.
Процесс сварки, при котором тепло выделяется за счет преобразования электрической энергии в тепловую при прохождении тока через расплавленный флюс.
Вопр_ОЭ/2 Что является отличительным признаком дуговой сварки порошковой проволокой?
Использование специального порошка при сварке проволокой сплошного сечения.
Использование электродной проволоки, состоящей из металлической оболочки, заполненной порошкообразным веществом.
Использование специальной металлической крошки при сварке проволокой сплошного сечения.
Вопр_ОЭ/2 Что такое «электрошлаковая сварка»?
Процесс сварки, при котором основной и электродный металлы расплавляются теплом, выделяющимся при прохождении электрического тока через ленточный электрод
Процесс сварки, при котором дуга возбуждается и горит между электродом и изделием под слоем флюса
Сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак
Вопр_ОЭ/2 Что такое импульсно-дуговая сварка?
Процесс, при котором сварочный ток и напряжение изменяется по определенному закону.
Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе.
Процесс, при котором сварочный материал подается в сварочную ванну импульсами за счет специального привода.
Вопр_ОЭ/2 Что такое магнитное дутье дуги?
Расширение дуги в результате взаимодействия собственного магнитного поля дуги с полем сварочной цепи, посторонними магнитными полями, а также с ферромагнитными материалами.
Отклонение дуги от оси электрода в результате действия магнитных полей или ферромагнитных масс при сварке.
Сжатие дуги и увеличение проплавления в результате взаимодействия собственного магнитного поля дуги с полем сварочной цепи, посторонними магнитными полями, а также с ферромагнитными материалами.
Вопр_ОЭ/2 Где должен подключаться токопровод к изделиям больших размеров для выполнения сварки?
В самом толстом месте конструкции, при условии надежного контакта.
В непосредственной близости к месту сварки, при условии надежного контакта.
Место крепления токопровода не зависит от места сварки.
Вопр_ОЭ/2 Какую электрическую величину измеряют электрическим прибором – амперметром?
Силу электрического тока в цепи.
Напряжение в сварочной цепи.
Мощность, потребляемую электрической цепью.
Силу электрического тока в цепи.
Напряжение в электрической цепи.
Электрическую мощность, потребляемую электрической цепью.
Вопр_ОЭ/2 Каким образом включают в электрическую цепь амперметр для измерения силы электрического тока?
Амперметр включают в электрическую цель последовательно с остальными элементами.
Амперметр подключают параллельно участку цепи, на котором измеряют силу электрического тока.
Амперметр подключают параллельно вольтметру.
Вопр_ОЭ/2 Каким образом включают в электрическую цепь вольтметр для измерения напряжения на участке электрической цепи?
Вольтметр включают параллельно тому участку цепи, на котором измеряют напряжение.
Вольтметр включают в электрическую цепь последовательно с остальными элементами цепи.
Вольтметр включают последовательно с добавочным резистором и остальными элементами участка цепи.
Вопр_ОЭ/2 Какой основной критерий при выборе провода для электрических цепей?
Исходя из допустимой плотности тока.
Исходя из удельного сопротивления проводника.
Исходя из удельного сопротивления проводника и его длины.
Вопр_ОЭ/2 Какова частота промышленного переменного тока, вырабатываемого электростанциями в России?
Вопр_ОЭ/2 При каком роде тока обеспечивается более высокая устойчивость горения дуги?
Устойчивость горения дуги не зависит от рода тока.
Вопр_ОЭ/2 Какой тип источников питания предназначен для сварки на постоянном токе?
Сварочные источники любого типа.
Сварочные выпрямители, генераторы, тиристорные источники питания.
Вопр_ОЭ/2 Для чего служит трансформатор?
Для преобразования частоты переменного тока.
Для преобразования напряжения переменного тока.
Для преобразования напряжения постоянного тока.
Вопр_ОЭ/2 Что такое режим холостого хода сварочного источника питания?
Первичная обмотка трансформатора подключена к сети, а вторичная к потребителю.
Первичная обмотка трансформатора подключена к сети, а вторичная обмотка разомкнута.
Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута.
Вопр_ОЭ/2 Какой тип источников питания предназначен для сварки на переменном токе?
Инверторные источники питания.
Вопр_ОЭ/2 Что такое сварочный выпрямитель?
Преобразователь энергии сети в энергию выпрямленного тока, используемую для сварочных работ.
Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ.
Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ.
Вопр_ОЭ/2 Что представляет собой сварочный выпрямитель?
Трансформатор и полупроводниковый блок выпрямления.
Трехфазный трансформатор и сварочный генератор в однокорпусном исполнении.
Сварочный генератор и полупроводниковый блок выпрямления.
Вопр_ОЭ/2 Чем должен быть оснащен сварочный источник питания для ручной дуговой сварки?
Амперметром и вольтметром
Вольтметром и устройством для контроля скорости сварки
Вопр_ОЭ/2 Зависит ли напряжение дуги от её длины?
Зависит при малых и больших величинах сварочного тока
Вопр_ОЭ/2 Какая внешняя характеристика наиболее приемлема для ручной дуговой сварки?
Вопр_ОЭ/2 Какие вольт-амперные характеристики могут иметь сварочные источники питания?
Падающие, пологопадающие, крутопадающие и жесткие.
Падающие, жесткие и возрастающие.
Пологопадающие, жесткие и крутовозрастающие.
Вопр_ОЭ/2 Для чего применяется осциллятор?
Для возбуждения дуги и повышения устойчивости ее горения.
Для повышения качества сварных швов.
Для улучшения динамических характеристик источника питания.
Вопр_ОЭ/2 Как надо подключить источник постоянного тока при сварке на обратной полярности?
Отрицательный полюс к электроду.
Положительный полюс к электроду
Вопр_ОЭ/2 На какой полярности обеспечивается большее проплавление основного металла при ручной дуговой сварке?
На прямой полярности
На обратной полярности
Вопр_ОЭ/2 Что обозначает буква «А» в маркировке стали 30ХМА, 30ХГСА?
Содержание азота в стали.
Содержание алюминия в стали.
Вопр_ОЭ/2 В каких пределах изменяется стандартный угол разделки кромок V- образных соединений деталей стальных конструкций, свариваемых ручной дуговой сваркой, сваркой в защитных газах и под флюсом, замеряемый после сборки?
Вопр_ОЭ/2 Укажите причины образования горячих трещин.
Повышенное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Пониженное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Повышенное содержание в металле шва углерода, кремния, серы, фосфора, широкая сварочная ванна.
Вопр_ОЭ/2 Как за счет технологии сварки можно предупредить образование горячих трещин?
Уменьшением числа проходов за счет увеличения погонной энергии, увеличением амплитуды поперечных колебаний электрода при сварке.
Выбором оптимальной формы разделки кромок, снижением погонной энергии.
Применением узкой разделки кромок, проведением термической обработки после сварки.
Вопр_ОЭ/2 Когда образуются горячие трещины?
В процессе охлаждения металла при температуре 500. 700 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений.
В процессе затвердевания и охлаждения металла при температуре 1100. 1300 градусов Цельсия, вследствие резкого снижения пластических свойств и развития растягивающих напряжений.
В процессе затвердевания металла при температуре 1500. 1650 градусов Цельсия, вследствие резкого снижения пластических свойств и развития сжимающих напряжений.
Вопр_ОЭ/2 Каковы причины образования холодных трещин?
Наличие в металле примесей, образующих легкоплавкие соединения и растягивающие напряжения, возникающие при сварке.
Нарушение защиты сварочной ванны и попадание в металл шва азота и кислорода.
Высокие временные и остаточные сварочные напряжения и снижение пластичности металлашва и околошовной зоны.
Вопр_ОЭ/2 Укажите, когда образуются холодные трещины.
При температурах до 120 градусов Цельсия через длительный промежуток времени.
При температурах 250 градусов Цельсия сразу после нагрева шва или через длительный промежуток времени.
При температурах 150 градусов Цельсия и ниже сразу после остывания шва или через длительный промежуток времени.
Вопр_ОЭ/2 Какими технологическими мерами можно предупредить образование холодных трещин?
Использованием сварочных материалов с высоким содержанием углерода, серы, ванадия, титана; уменьшением числа проходов за счет сварки с глубоким проплавлением, увеличением амплитуды поперечных колебаний электрода при сварке
Предварительным и сопутствующим подогревом, снижением содержания водорода в сварном соединении, применением отпуска после сварки.
Предварительным и сопутствующим охлаждением, увеличением содержания азота в сварном соединении, применением закалки после сварки.
Вопр_ОЭ/2 Как влияет характер переноса электродного металла на качество сварного шва?
Мелкокапельный регулярный перенос способствует получению бездефектных швов.
При крупнокапельном переносе обеспечивается наименьшее содержание водорода в наплавленном металле, что значительно снижает вероятность образования холодных трещин.
При мелкокапельном переносе повышается вероятность «примерзания» электрода.
Вопр_ОЭ/2 Что представляет собой дефект, называемый «кратер шва»?
Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва.
Воронкообразная впадина на поверхности шва.
Место окончания сварки (обрыва дуги).
Вопр_ОЭ/2 Укажите причины образования непроваров при ручной дуговой сварке.
Большая скорость ведения сварки, недостаточная величина сварочного тока.
Малая скорость ведения сварки, повышенная величина сварочного тока.
Малая скорость ведения сварки, оптимальная величина сварочного тока.
Вопр_ОЭ/2 Укажите основные причины образования прожога.
Завышен сварочный ток относительно толщины свариваемого металла.
Низкая квалификация сварщика.
Большая сварочная ванна, а следовательно, и её масса.
Вопр_ОЭ/2 Следует ли удалять прихваточные швы, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
Следует удалять механическим инструментом (шлифовальным кругом) наружные несплошности.
Вопр_ОЭ/2 Назовите основные внутренние дефекты сварных соединений при дуговой сварке.
Трещины, непровары, поры, шлаковые включения.
Подрезы, прожоги, наплывы, свищи, несплавления.
Незаваренный кратер, несплавления, нарушение формы шва.
Вопр_ОЭ/2 Как исправлять в сварном шве свищи?
Удалением дефектного места до “здорового” металла механическим способом с последующей заваркой.
Заваркой с последующей механической обработкой.
Выборкой механическим способом дефектного места на всю толщину шва с последующей заваркой выборки.
Вопр_ОЭ/2 Укажите порядок исправления шва со скоплением газовых пор и шлаковых включений на части его сечения.
Дефектный участок сварного шва удаляется до “здорового” металла с образованием U-образной разделки кромок с последующей его заваркой после подтверждения при контроле полноты удаления дефектов.
Дефектный участок удаляется полностью с образованием первоначальной формы разделки и последующей заваркой.
Дефектный участок не удаляется, а исправляется сваркой.
Вопр_ОЭ/3 Что такое «газовая сварка»?
Дуговая сварка, при которой защита сварочной ванны осуществляется за счет подачи газа.
Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
Дуговая сварка проволокой сплошного сечения в среде инертного газа
Вопр_ОЭ/3 Что обозначает буква «А» и «АА» в маркировке сварочных проволок Св-08А и Св-08АА?
Пониженное содержание серы и фосфора в проволоке.
Пониженное содержание углерода в проволоке.
Пониженное содержание кремния.
ПУЭ Что называют искуственным заземлителем при реализации защитных мер электробезопасности
Случайное соединение находящихся под напряжением частей электроустановки с конструктивными частями, не изолированными от земли или непосредственно с землей
Заземлитель, специально выполняемый для целей заземления
Находящиеся в соприкосновении с землей электропроводящие части коммуникаций, зданий и сооружений производственного или иного назначения, используемыек для целей заземления
ПУЭ При каких номинальных напряжениях не требуется заземление или зануление электроустановок:
До 36 В переменного тока и до 120 В постоянного тока
До 42 В переменного тока и до 110 В постоянного тока
До 24 В переменного тока и до 140 В постоянного тока
ПУЭ Какие проводники должны использоваться в качестве нулевых защитных проводников, идущих к переносным электроприемникам?
Нулевые рабочие проводники, присоединяемые к корпусу электроприемника
Отдельный проводник, присоединяемый к специальному контакту вилки втычного соединения и к корпусу электроприемника
Все ответы правильные
ПУЭ С каким напряжением следует предусматривать питание переносных электроприемников от сети:



