Плазменная сварка
Для плазменной дуги характерны крайне высокая температура (до 30000°С) и широкий диапазон регулирования технологических свойств.
По сравнению с аргонодуговой сваркой плазменная сварка отличается более высокой проплавляющей способностью. Это дает ей следующие преимущества:

Рис. 1. Плазменная (сжатая) дуга, горящая на графит
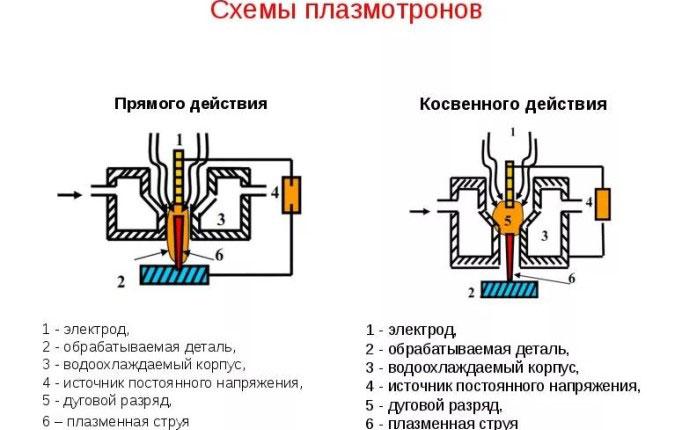
Плазмотроны прямого и косвенного действия
Плазменную дугу получают при помощи устройства под названием плазмотрон. Есть два способа подключения плазмотрона: для генерации дуги прямого действия (рис. 2,а) и для генерации дуги косвенного действия — плазменной струи (рис. 2,б).
Плазмотроны, подключаемые для генерации дуги, называют плазмотронами прямого действия, а для генерации плазменной струи — косвенного действия. Часто плазмотроны косвенного действия конструктивно отличаются от плазмотронов прямого действия системой охлаждения соплового узла плазмотрона. У первых она более эффективна.
Принцип действия и конструкция плазмотронов
В плазмотронах прямого действия плазменная дуга возбуждается между вмонтированным в газовую камеру стержневым — как правило, вольфрамовым — электродом и свариваемым изделием. Сопло электрически нейтрально от электродного (катодного) узла и служит для сжатия и стабилизации дуги.
В плазмотронах косвенного действия плазменная дуга создается между электродом и соплом, а поток плазмы выдувает плазменную струю.
Рис. 2. Схемы плазмообразования
Для плазменной сварки металлов обычно применяют плазмотроны с дугой прямого действия.
Сжатие столба дуги происходит следующим образом: рабочий газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи.
Плазменная дуга прямого действия по форме почти цилиндрическая и немного расширяется у поверхности изделия.
Плазменная дуга косвенного действия (струя) по форме представляет собой ярко выраженный конус с вершиной, обращенной к изделию и окруженной факелом.
Слой газа, омывающий столб дуги снаружи, остается относительно холодным, образуя тепловую и электрическую изоляцию между плазменной дугой и каналом сопла. Плотность тока дуги в плазмотронах достигает 100 А/мм2, а температура — 15000–30000 °С.
Особенности дуг прямого и косвенного действия
У плазмотрона с дугой прямого действия плазменная струя совмещена со столбом дуги — в отличие от плазмотрона с дугой косвенного действия. Это значит, что для первого плазмотрона характерна более высокая температура и тепловая мощность.
Процесс возбуждения дуги непосредственно между электродом и изделием осуществить трудно. Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а когда ее факел касается изделия, происходит автоматическое зажигание основной дуги между электродом и изделием.
Дежурная дуга отключается при устойчивом горении основной дуги. Обычно дежурная дуга питается от того же источника, что и основная, через токоограничивающие сопротивления.
В плазмотронах с дугой прямого действия в изделие вводится дополнительное тепло за счет электронного тока. КПД таких плазмотронов значительно выше, чем у плазмотронов с дугой косвенного действия. Поэтому плазмотроны с дугой прямого действия лучше применять для сварки, резки, наплавки, а плазмотроны с дугой косвенного действия — для напыления, нагрева и т.п.
Принцип работы плазменной сварки, доступные способы
Развитие современной промышленности неразрывно связано с возникновением новых способов обработки и соединения различных материалов. Сварочное дело в этих случаях — одно из наиболее надежных. Технология сварки также развивается и совершенствуется. Одним из молодых и перспективных направлений является плазменная сварка. Этот метод значительно упрощает и облегчает работу, что заслуживает более подробного рассмотрения.

Особенности процесса
Данный способ соединения деталей напоминает аргонодуговую сварку по причине работ с инертными газами. Однако, отличия все же имеются. Например, сварочные работы осуществляются специальным аппаратом — плазмотроном.
Плазмой называют состояние, в которое переходит газ при воздействии электрической дуги. Происходит это все при многотысячных температурах, поэтому главной особенностью сварки плазмой является высокая рабочая температура — от 5 до 30 тысяч градусов. Это позволяет работать с элементами любого состава и габаритов.

Еще одной особенностью плазменной технологии является высокое давление на место соединения. Это происходит за счет цилиндрической формы сварной дуги, которая обеспечивает прогрев и одинаковое распределение мощности по всей поверхности рабочей струи. В обычной сварке это сделать сложнее, так как дуга конической формы и равномерно распределить силу давления и прогрев весьма сложно.
И третья важная особенность работы плазмой — это работа на малых токах. Да, именно плазменная технология позволяет производить сварку, как тонких листов материала, так и в труднодоступных местах.
Указанные особенности делают плазменный метод сварки практически универсальным. Со временем появились виды и разновидности, так как помимо сварочных работ при помощи плазмы легко выполнить и резку металлов.

Плазменная сварка различается по типу обработки, величине тока и способу подключения.
По типу обработки выделяют сварку:

Так как работа плазмой возможна при различных токовых величинах, то выделяют:
Плазмотрон и схема горелки определяют тип подключения к источнику тока:

Каждый метод уникален и востребован в определенной сфере. Рассмотрим популярные из них.
Микроплазменный способ
Соединение деталей посредством микроплазменной технологии один из самых востребованных методов. Микроплазменная сварка позволяет скреплять тонкостенные детали и трубы, листы металла толщиной до 1,5 мм, и даже используется при производстве ювелирных украшений.
В случае использования этого метода диаметр рабочей струи плазмы не превышает обычно 2 миллиметров. Дуга мощная с высоким тепловым излучением. Газ, используемый при работе, обычно аргон, реже аргон с примесью гелия.

Подключение прямого действия
Помимо тонких работ при помощи микроплазмы схема подключения к источнику тока имеет не меньшее значение.
Этот метод считается основным в сварочных работах. Он осуществляется при помощи плазмы, образовавшейся между электродом и рабочей заготовкой. Дуга возбуждается постепенно, сначала на малом токе образуется дежурная струя, которая после контакта с рабочей поверхностью переходит в дугу прямого действия. Работа может проходить как при переменном, так и при постоянном токе.

Данный способ эффективен при резке металлов и неметаллов, сварки и наплавления. В бытовых условиях прямое действие также востребовано.
В связи с тем, что при прямом воздействии температура рабочей струи очень высока, обязательным условием является контроль нагрева сопла плазмотрона. При перегреве (что почти невозможно) желательно прекратить работу на некоторое время. Впоследствии же стоит проверить исправность оборудования, а при необходимости, устранить неисправность или приобрести новый аппарат.
Сварка косвенного действия
В этом случае дуга образуется между наконечником плазмотрона и электродом, газ выдавливает ее из сопла, в результате чего на выходе получается мощная струя плазмы.
Температура струи в данном случае намного ниже, чем при прямом воздействии. По этой причине косвенное воздействие часто применяют для соединения и резки деталей из материалов с низкой электропроводностью.

Давление газа контролирует силу выхода струи плазмы. Благодаря этому метод косвенного воздействия используется для напыления металла, прогрева заготовок.
От выбора режима работы зависит качество места соединения. При подборе режима необходимо учитывать тип подачи тока, какой материал подлежит сваривать, а главное — диаметр рабочей струи.
Плюсы и минусы
Как и любая технология, плазменная сварка имеет положительные и отрицательные стороны.
К плюсам можно определить:

К отрицательным же моментам относятся:
Несмотря на то, что минусы у плазменной технологии существуют, они незначительны. Да и стоимость оборудования окупается довольно быстро, особенно квалифицированным мастером.
Про оборудование
Работа с плазмой невозможна без соответствующего оборудования. Сварочный аппарат для плазменной сварки довольно компактный, обычно его вес не превышает 10 килограммов (самый компактный около 5 кг). Для образования плазмы требуется подключить к аппарату установку с газом для работы. Защитить сварное соединение от окислов поможет инертный газ, также подключаемый к аппарату. Ну и конечно горелка, она подключается на выходе аппарата.
Вспомним о том, что плазменная сварка производится при очень высоких температурах, а это требует охлаждения сопла плазмотрона. В любом аппарате для плазменной сварки имеется отсек с охлаждающей жидкостью.
Оборудование для плазменной сварки действительно дорогое — аппарат малой мощности с минимальным набором функций стоит около 30 тысяч рублей. Соответственно, чем больше настроек (пайка, закалка), тем дороже агрегат.

Рекомендации
Не всегда со сварочным аппаратом работает профессионал, часто встречается и самоучка. Для подобной категории людей квалифицированные специалисты дают несколько рекомендаций:

Плазменная сварка — современная технология соединения и резки не только металлов, но и других материалов. Сварка плазмой востребована и у профессионалов, и у любителей — проста в работе и приносит хороший заработок независимо от сезона. Несмотря на высокую стоимость, необходимое для работы оборудование пользуется спросом, ведь потратив деньги однажды, можно стать обладателем замечательного агрегата с множеством дополнительных функций.
Технология плазменной сварки
Плазменная сварка применяется во многих отраслях промышленности. Оборудование используют для соединения металлических листов любой толщины. Плазменный метод нередко путают с аргонодуговым, что объясняется внешней схожестью аппаратов. Однако технологии имеют существенные отличия.

Описание и сфера применения плазменной сварки
Главное отличие этого способа соединения деталей – высокая температура нагрева (до 8000 °С). Сварочная ванна защищается средой аргона. Система охлаждения препятствует критическому повышению температуры.
Без этого блока происходит расплавление плазмотрона, рабочая зона нагревается до 30000 °С.
Сущность сварки заключается в способности аргона принимать состояние плазмы под влиянием электрической дуги.
Ток, являющийся плазмогенератором, меняет физические свойства электропроводного газа.
Плазменная сварка используется для соединения заготовок из материалов, имеющих высокую температуру плавления. Чаще всего агрегаты такого типа применяют на производственных площадках. Реже встречаются модели для работы в домашних мастерских.
Разновидности технологии
Методы различаются параметрами работы оборудования, сферой применения и некоторыми другими характеристиками.
Прямого действия
Принцип работы агрегата при возбуждении электрической дуги тот же, что при электродуговой сварке: один контакт соединяется с электродом, другой – с обрабатываемой деталью. Образуется мощная дуга, падающая на металл.
Плазма вырабатывается так:
Чтобы понять, что такое плазменная сварка прямого действия и как работать этим методом, нужно знать, что мощность струи разогретого газа зависит от силы тока. Аргон не только удерживает устойчивую дугу, но и препятствует попаданию кислорода в сварочную ванну.
Косвенного действия
Принцип функционирования сварочных аппаратов этого типа основывается на следующих процессах:
При косвенном методе поддерживается устойчивая дуга, температура плазмы ниже, чем при прямой сварке. Установки используют для напыления порошков, получения термоэффектов, соединения материалов, обладающих низкой электропроводностью. Защитный газ подается автоматически.
Принцип работы плазменной сварки
Характер функционирования устройств зависит от способа регулировки параметров.
Ручной метод
Для простых операций по соединению цветных и черных металлов применяется оборудование, не имеющее автоматических блоков управления. После появления плазменной дуги мастер одной рукой подносит горелку к детали, другой – подает в сварочную ванну расходный материал.
Перемещая инструмент и присадку вдоль соединения, сварщик формирует прочный шов. Процесс ручной сварки может вестись и без проволоки.

Использование автоматики
Такие плазменные сварочные аппараты применяют на производственных площадках. Оператор управляет всеми параметрами дистанционно.
Существуют автоматические установки следующих типов:
Автоматические устройства с проникающей дугой часто используются для сварки алюминия и сплавов на его основе.

Требования и условия для использования технологии
К плазменно-дуговой сварке предъявляются следующие требования:
Плюсы и минусы
К преимуществам плазменного метода относятся:
К отрицательным качествам такого способа сварки относят:
.jpg)
Как пользоваться плазменной сваркой
Для работы таким методом сварщик должен иметь допуск, соблюдать требования безопасности.
Общие положения и правила
При работе с плазменным оборудованием учитывают следующие рекомендации:
Техника безопасности
К рабочему процессу предъявляются требования по охране труда:

Работа с цветметом
При сварке таких материалов требуется меньшая температура воздействия. Однако из-за большой теплопроводности мощность электрической дуги должна быть достаточно высокой.
Сложность сварки может заключаться в окислении цветных металлов под воздействием кислорода, однако большинство оксидов легко восстанавливается.
Достаточно наличия в плазме органических окислителей радикалов – водно-спиртовых или ацетоновых растворов.
Тонкостенные металлы
При сварке и резке подобных заготовок горелку нельзя подносить слишком близко к обрабатываемой зоне. В этом случае повышается вероятность появления сквозных дефектов в шве. Давление плазменной дуги на материал выше, чем простой. Сварочный ток поддерживают на уровне 12-14 А. Иногда достаточно более низких значений.

Какими бывают плазменные аппараты
Агрегаты различаются техническими характеристиками и сферой применения. Главный классификационный признак – сила тока плазменной дуги. Эта величина, в зависимости от вида аппаратов, лежит в широком диапазоне.
Для микроплазменной сварки
Сила тока у таких агрегатов не превышает 25 А. Несмотря на это, они достаточно функциональны. Микроплазменные приборы используют для соединения тонкостенных элементов, точных и сложных работ, резки металла.
Они просты в использовании и обслуживании. Диаметр сопла горелки – менее 3 мм. Устройства функционируют на постоянном токе. Для выработки плазмы применяют ацетиленовые смеси, омедненные электроды.

Средние по силе тока
Прибор по некоторым характеристикам напоминает бытовой инвертор, выдающий силу тока в 50-150 А. Однако сфера применения среднеточного плазменного аппарата не так широка, в основном используется для резки листового металла.
Рабочим газом часто становится воздух, однако можно использовать аргон или гелий. Плазмотрон и горелка имеют сложное строение. Некоторые устройства снабжаются дополнительной жидкостной системой охлаждения.
Сильноточное оборудование
Устройство способно выдавать более 150 А. Приборы этого типа практически не применяются в бытовых условиях и на небольших строительных площадках. Их используют на крупных производственных предприятиях.
Установки отличаются сложной конструкцией. Горелки снабжаются современными охлаждающими системами. При сварке применяют легированные торием или бериллием неплавкие электроды.

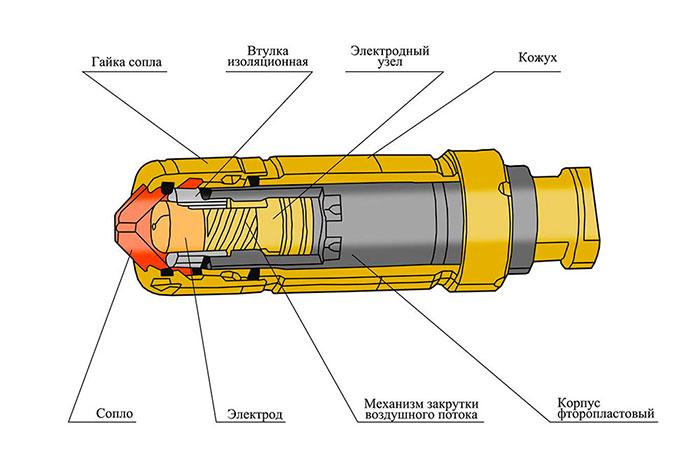
Конструкция и устройство плазменного аппарата
Процесс образования плазмы протекает в плазмотроне. Узел представляет собой открытый с 2 сторон конус, в центральной части которого установлен тугоплавкий вольфрамовый электрод с легирующими добавками.
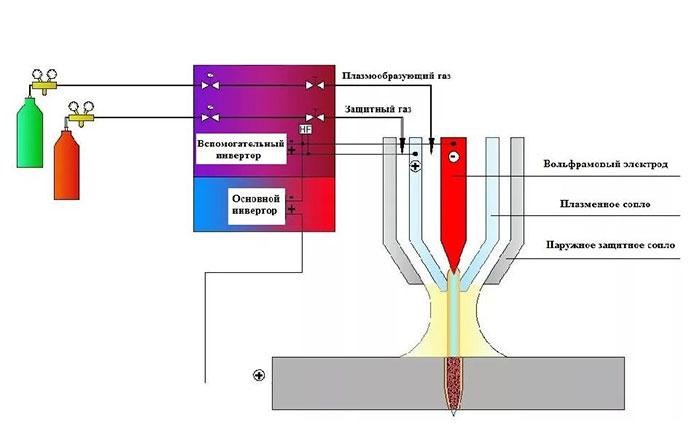
В нижнем отделе основного блока находится сопло, из которого под давлением подается плазма. Образующим ее веществом является смесь аргона с водородом. Газ принудительно подается в конус через верхнее отверстие. При нагреве он расширяется, выходит из плазмотрона мощной струей. Для регуляции подачи используется сопло.
Описание самого популярного устройства для плазменной сварки «Горыныч»
Данный аппарат стоит из 2 отдельных модулей – плазмогенератора и управляющего блока. В качестве плазмообразователя используется вода.
Агрегат отличается компактными размерами, низким энергопотреблением. Его часто применяют в бытовых условиях.
Принцип действия устройства таков:
Научиться работать с аппаратом «Горыныч» может любой домашний мастер. Устройство удобно в управлении, к нему прилагается инструкция с подробным описанием способов подключения. Агрегат можно применять для сварки, резки, пайки, тушения огня.
Коротко о самодельных устройствах
Создать простой прибор для плазменной сварки можно своими руками.
Конструкция включает следующие элементы:
Дуга образуется после нажатия клавиши «Пуск». Изначально искра загорается в сухой горелке. Затем дуга переходит в режим горения от тока. После нагрева анода вместо воздуха рабочим газом становится нагретая спиртовая смесь.
Нюансы плазменной сварки и область ее применения
Из большого многообразия методов обработки металлов – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Достоинства и недостатки плазменной сварки
Итак, что такое плазменная сварка? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.
К основным достоинствам данных аппаратов можно отнести:
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, аргонодуговую сварку не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.
К основным характеристикам дуги микроплазменной сварки относятся:
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
Устройство и принцип работы
Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной дуги можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали. В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус горелки выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.
Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах. В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для резки металлов, так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.



