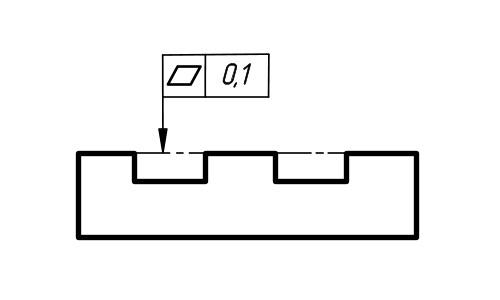
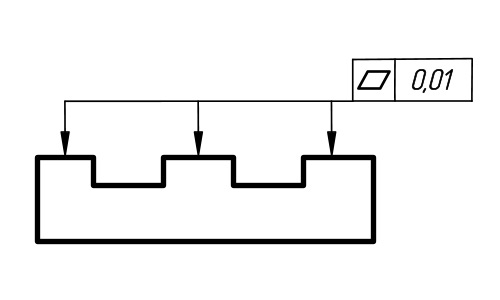
Допуск плоскостности
На плоскостях деталей в ходе обработки образуются поверхности с характерными отклонениями. Чтобы указать допустимые погрешности плоскостности, не снижающие качество последующего использования этой детали, на чертеже наносится знак в виде ромба и цифровое значение.


Способов контроля величины отклонения плоскостности описываемых в научно-технической литературе существует достаточно много, но направление методов измерения можно разделить на два вида, это оптическое и не оптическое измерение.
Оптические способы измерения основаны на сравнении реального состояния профиля с визирной осью светового луча. Не оптические средства контроля, производят анализ поверхности элементами конструкции измерительного прибора.
Для установления величины плоскостности чаще всего задействуются приборы с механическим оптическим и гидростатическим методом преобразования снимаемых данных.
В механических приборах измерительный механизм построен на кинематическом принципе действия, преобразующем небольшие перемещения измеряемых значений, в увеличенные передвижения которые принимаются регистрирующими устройствами.
Гидростатические приборы используют методы измерения с использованием жидкости. Принцип измерения основан на сравнении плоскости, которая образовывается поверхностью жидкости, всегда располагающейся горизонтально, с проверяемой поверхностью.
Измерительные оптические приборы являются средствами измерения, в которых при выполнении измерений задействован ряд оптических элементов таких как: объективы, зеркала, призмы, окуляры и передвигающие их рычаги, кронштейны, направляющие и т.д.
Анализ поверхности, производимый оптическими средствами измерения, осуществляется за счёт потока лучей, несущих информацию об измеряемой детали, проходящих через ряд элементов оптико-механической или оптико-электронной конструкции.
Поверочные плиты
Измерение отклонений от плоскостности производят с помощью специальных поверочных плит, принцип определения которыми заключается в том, что рабочую поверхность плиты принимают за исходную плоскость, по которой определяют отклонения реальной плоскости изделия.
Процесс измерения плитами в большинстве случаев связано с нанесением специальной краски, по которой выявляют неровности. На плиту наносят тонкий слой краски, после чего кладут на плоскость проверяемой детали. В результате перемещения плиты по поверхности детали определяют количество пятен, оставляемых после выдавливания краски во впадинах неоднородной поверхности.
Поверочные плиты, как правило, изготавливаются из серого чугуна, которые имеют свои достоинства и недостатки.
Помимо чугуна для изготовления поверочных плит используется ряд твердых каменных пород. Основным из преимуществ, каменных поверочных плит является износостойкость, и долгий срок службы по сравнению с чугунными плитами. В каменных плитах отсутствует внутреннее напряжение. Поверочные плиты из гранита меньше подвержены деформации из-за изменения температуры внешней среды, так как коэффициент теплового расширения у них меньше, чем у чугуна. Каменные поверочные плиты менее чувствительны к вибрациям.
Стандартные плиты выпускаются с размерами от 250 × 250 до 4000 × 1600 мм и используются как для измерения плоскости, так и для контрольно измерительных работ.
Прямолинейность и плоскостность
Прием, испытание металлургического оборудования.
Индивидуальное испытание оборудования без нагрузки производят в соответствии с требованиями СНиП, технической документации предприятия. Перед испытанием оборудования должен быть закончен монтаж систем смазки, гидравлики, пневматики и охлаждения, а так же электрооборудования и средств автоматизации. При подготовке к испытаниям необходимо убрать все лишние предметы, проверить поступление смазки, установить временные или постоянные ограждения на движущиеся части. Для контроля отдельных узлов машины при необходимости устанавливают манометры, термометры, вольтметры и др. В процессе испытаний необходимо устранить обнаруженные дефект монтажа и неисправности оборудования. Когда подготовительные мероприятия будут закончены машину сначала проворачивают без электродвигателя вручную, а затем с электродвигателем. При включении электродвигателя в самом начале работы необходимо проверить нормально ли она работает. Если при пробном испытании не выявлено посторонних шумов, стука, биения, вибрации, утечки масла регулируют тормоза и конечные выключатели и продолжают испытание. После успешно проведенных предварительных испытаний подписывается акт приема-передачи и машина сдается для испытания под нагрузкой.
Виды испытаний смонтированного оборудования.
Смонтированное оборудование испытывают в 3 этапа. 1 этап – индивидуальное холостое испытание. Этот способ особенно эффективен при испытании оборудования прокатных станов, бункерной эстакады и других объектов с многочисленными механизмами. Индивидуальное испытание продолжают до тех пор пока не будут выявлены и устранены все неполадки в работе машины, связанные с качеством монтажа. 2 этап – комплексное испытание машин. Выполняют так же в холостую, при этом проверяют взаимодействие всех машин связанных в технологическую цепочку, при этом должны работать все вспомогательные устройства, системы централизованной смазки, система подачи воды, воздуха, пара. Во время комплексного испытания регулируют тормоза, производят блокировку отдельных механизмов и уточняют положение конечных выключателей. 3этап – испытание оборудования под нагрузкой. Эти испытания проводятся по определенному графику с постепенным увеличением нагрузки. (25, 50, 75, 100%). При испытании так же проверяют все механизмы на шум и стук, а так же трущие поверхности на прирабатываемость. Нормы испытаний различны от 2 часов до 25 часов.
Испытание агломашины.
Перед пуском машины необходимо проверить подачу смазки к трущимся поверхностям, правильность и надежность прилегания очистных скребков, работу аварийного выключателя, подачу воды и регулирования давления.
Холостое испытание: машину непрерывно прокручивают в течение 12 часов при этом скорость движения тележек постепенно увеличивают от минимальной до максимальной. В течение испытания записывают показания КИП, равномерность шума, плавность работы зубчатых передач. Каждая тележка должна захватываться зубьями звездочек без перекосов и заеданий. Перед испытанием машины под нагрузкой пускают воду в систему охлаждения горна и зажигают горн. Затем включают эксгаустер, подают постель и шихту на машину и включают систему выдачи агломерата. Испытание под нагрузкой: во время испытания проверяют плотность соединения всех элементов газоотводной системы, уплотнение между вакуум камерами, температуру отходящей воды, подачу масла к трущимся поверхностям, плавность перемещения полет по верхнему пути и т.д.
Скиповая лебедка.
Скиповую лебедку испытывают после монтажа сначала вхолостую. Прокручивают вручную на 1-2 оборота барабана. Если в редукторе нет посторонних предметов, включаем электродвигатель и прокручиваем лебедку, сначала на малых оборотах, постепенно доводим до максимальных и прокручиваем 2 часа в каждую сторону, при этом проверяем работу тормозов, состояние подшипников, затем отключают и навешивают скиповые канаты. Обе ветви канатов должны быть нормально натянуты (не допускается слабина одной из ветвей), затем включают лебедку и испытывают вместе со скипом, при этом проверяют плавность опрокидывания скипа в приемную воронку, точность остановки скипов в скиповой яме, затем проводят комплексное испытание всей системы загрузки вхолостую в течение 24 часов, а испытание под нагрузкой производится при загрузке доменной печи задувочной шихтой. При этом проверяют систему смазки, смазку подшипников и работу редукторов.

Чугуновозный ковш.
Чугоновозный ковш испытывают на холостом ходу, при этом проверяют работу механизма поворота корпуса (наклоняют в обе стороны на 180°) и ходовой части чугуновоза (Проверяют работу сцепных устройств, тормозов, а так же нагрев подшипников). При прохождении пути с минимальным радиусом 120 м проверяют: наименьший зазор (не менее 10мм) между боковыми поверхностями главной соединительной балкой и боковыми поверхностями продольных балок; между корпусом ковша и ходовой частью зазор должен быть не менее 15мм. При переходе с криволинейного участка на прямолинейный тележки чугуновоза должны возвращаться в исходное положение с помощью демпферных устройств и двигаться прямолинейно без перекосов. Испытание под нагрузкой (с жидким чугуном) проводит заказчик. Испытание шлаковозов проводят так же как и чугуновозов.
По окончанию индивидуальных испытаний без нагрузки оборудование принимают по акту рабочая комиссия для комплексного испытания. Комплексное испытание оборудования в холостую и под нагрузкой проводит предприятие-заказчик с привлечением монтажных организаций. Монтажная организация во время испытания должна оперативно принять меры по устранению дефектов монтажа выявленных в период комплексного испытания.
Отклонения и допуски формы
(ГОСТ24462-83)
 Рисунок 1. Средний профиль поверхности |
 Рисунок 2. Отклонение от прямолинейности в плоскости |  Рисунок 3. Выпуклость |  Рисунок 4. Вогнутость |

Частными видами отклонения от прямолинейности являются выпуклость и вогнутость.
Вогнутость — отклонение от, прямолинейности при котором удаление точек реального профиля от прилегающей прямой увеличивается от краев к середине (рис. 4).
Поле допуска прямолинейности оси (линии) в пространстве :
1). Область в пространстве, ограниченная цилиндром, диаметр которого равен допуску прямолинейности Т.
2). Область в пространстве, ограниченная прямоугольным параллелепипедом, стороны сечения которого равны допускам прямолинейности оси (линии) в двух взаимно перпендикулярных направлениях Т1 и Т2 боковые грани соответственно перпендикулярны плоскостям заданных направлений.

Рисунок 6.Отклонение от прямолинейности оси (или линии) в заданном направлении

Вогнутость—отклонение от плоскостности, при котором удаление точек реальной поверхности от прилетающей плоскости увеличивается от краев к середине (рис.9).
Рисунок 10. Поле допуска плоскостности

 Рисунок 12. Овальность |  Рисунок 13. Огранка |  Рисунок 14. Поле допуска круглости |
 |  | ||||
 |  | | | ||

 Рисунок 18. Конусообразность |  Рисунок 19. Бочкообразность |  Рисунок 20. Седлообразность |




























































