21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения. 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
Поверхности, размеры, отклонения и допуски. Поверхности деталей бывают сопрягаемыми и несопрягаемыми, или свободными. При этом они могут быть цилиндрическими, плоскими, коническими, эвольвентными, сложными (шлицевые, винтовые) и др. Со-прягаемыми называют поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы — в механизмы. Несопрягаемыми, или свободными, — конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с парал-лельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими (их условно называют отверстиями; диаметры отверстий обозначают буквой D). Наружные отверстия (цилиндрическая поверхность вала, боковые грани шпонок) являются охватываемыми (их условно называют валами и обозначают буквой d).
Размеры — это числовое значение линейной величины (диаметра, длины и т.д.), они делятся на номинальные, действительные и предельные. В машино и приборостроении все размеры в технической документации задают и указывают в миллиметрах.
Номинальный размер (D) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действи¬тельный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dmin, dmin) Предельные размеры позво¬ляют оценивать точность обработки деталей.
Отклонение — это алгебраическая разность между действительным и соответствующим номинальными размерами. Отклонения отверстий обозначают буквой E, валов — e.
Действительное отклонение (Er, er) равно алгебраической разности действительного и номинального размеров: Er = Dr — D; er = dr — d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров: ES = Dmax — D; es = dmax — D.
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров: EI = Dmin — D; ei = Dmin — D.
Среднее отклонение (Em, em) равно полусумме верхнего и ниж¬него отклонений: Em = 0,5 (ES + EI), em = 0,5 (es + ei).
Пример. Определить предельные и средние отклонения для штифтов, у которых D = 20 мм, dmax = 20,01 мм и dmin = 19,989 мм.
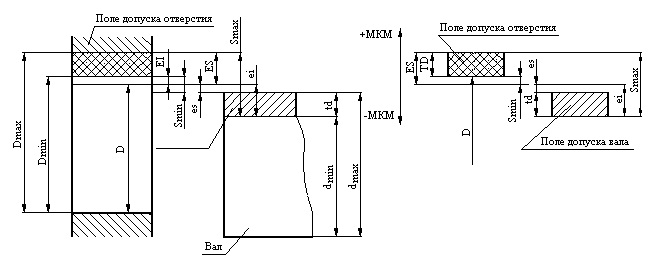
Для графического построения полей допусков и посадок проводят горизонтальную линию 00, называемую нулевой. Нулевая — это линия, положение которой соответствует номинальному размеру и от которой откладываются предельные отклонения размеров. По-ложительные отклонения — вверх от нулевой линии, отрицательные — вниз.
Поле допуска — поле, ограниченное верхним и нижним отклонения¬ми. Оно опре-деляется величиной допуска и его положением относитель¬но номинального размера. При графическом изображении поля допусков показывают зоны, которые ограничены двумя ли-ниями, проведенными на расстояниях, соответствующих верхнему и нижнему отклоне¬нию.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
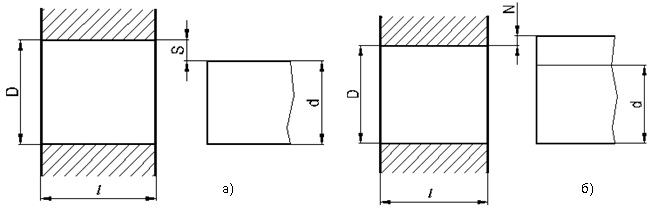
Понятия о посадках и допуске посадки. Если у соединяемых между собой деталей размер отверстия больше размера вала, то в соединении будет зазор (S). Если же размер ва-ла больше размера отверстия, то в соединении будет натяг (N). Зазором называется по-ложительная разность между размерами отверстия и вала S = D — d (рис. 42, а). а натягом — положительная разность между размером вала и отверстия N = d — D (рис. 42, б).
В машинах и приборах требуются посадки с различными зазорами и натягами. В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше. Если соединенные вал и втулка представляют собой как бы одно целое, они соединены с натягом и не могут перемещаться относительно друг друга.
Посадки подразделяют на три вида: подвижные, обеспечивающие зазор в соединении: неподвижные (прессовые), обеспечивающие натяг в соединении; переходные, ко-торые наз¬ваны так потому, что до сборки вала и втулки нельзя сказать, что будет в соединении — зазор или натяг, так как заданные отклонения на вал и отверстие перекрывают друг друга.
В зависимости от использованного допуска у той и другой детали при переходной посадке может оказаться, что размер вала больше размера отверстия или размер отверстия больше размера вала.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. Допуск посадки равен также сумме допусков отверстия и вала.
Основные понятия о размерах и предельных отклонениях




![]()
![]()
Понятие погрешности и точности изготовления деталей
Вследствие различных влияющих факторов действительные значения геометрических, механических и других параметров деталей и изделий могут отличаться от расчетных (заданных), т. е. могут иметь погрешность.
Погрешность Dх – это разность между действительным значением хд и расчетным храсч размерами:
Расчетным размером для валов считают наибольший предельный размер, для отверстия – наименьший предельный размер.
Точностью изготовления называют степень приближения действительных значений изделий к их заданным значениям, указанным в чертежах или технических требованиях.
Различают нормированнуюточность изделий, т. е. совокупность допускаемых отклонений от расчетных значений параметров, и действительнуюточность, т. е. совокупность действительных отклонений, определенных в результате измерения (с допускаемой погрешностью).
Допуски и отклонения, устанавливаемые стандартами, относятся к деталям, размеры которых определены при нормальной температуре + 20 °С. Погрешность измерения может возникнуть также и от местного нагрева. Например, под действием тепла руки контролера в течение 15 мин размер скобы для проверки валов диаметром 175 мм изменяется на 8 мкм, а скобы для проверки валов диаметром 280 мм – на 11 мкм.
В отдельных случаях погрешность измерения, вызванную отклонением от нормальной температуры и разностью температурных коэффициентов линейного расширения материалов детали и средства измерения, можно компенсировать введением поправки (температурной погрешности) Δl, приближенно определяемой по формуле:
где l – измеряемый размер, мм;
Δt1(Δt2) = t1(t2) – 20 °С – разность между температурой детали (средства измерений), и нормальной температурой.
В случае, если температура детали и средства измерения одинакова, но не равна 20 ºС (Δt1 = Δt2 = Δt):
ГОСТ 25346-89 «ЕСДП. Общие положения, ряды допусков и основных отклонений» устанавливает следующие термины и определения:
1) размер – числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
2) действительный размер – размер элемента, установленный измерением с допускаемой погрешностью;
3) предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер;
4) наибольший предельный размер (Dmax – отверстия, dmax вала) – наибольший допустимый размер элемента (рисунок 3.1);
 |
5) наименьший предельный размер (Dmin – отверстия, dmin вала) – наименьший допустимый размер элемента (рисунок 3.1);
6) номинальный размер (D – отверстия; d – вала) – размер, относительно которого определяются отклонения (рисунок 3.1 и 3.2). Номинальные размеры вала и отверстия в посадке равны (D = d);
 |
7) отклонение – алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером;
8) действительное отклонение – алгебраическая разность между действительным к соответствующим номинальным размерами;
9) предельное отклонение – алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения;
10) верхнее отклонение (ES – отверстия, es – вала) – алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами (рисунок 3.2);
11) нижнее отклонение (EI – отверстия, ei – вала) – алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами (рисунок 3.2);
12) основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии (рисунок 3.3). Основные отклонения обозначают буквами латинского алфавита: прописными для отверстий (А…ZC) и строчными для валов (a…zc);
13) нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок (рисунок 3.2);
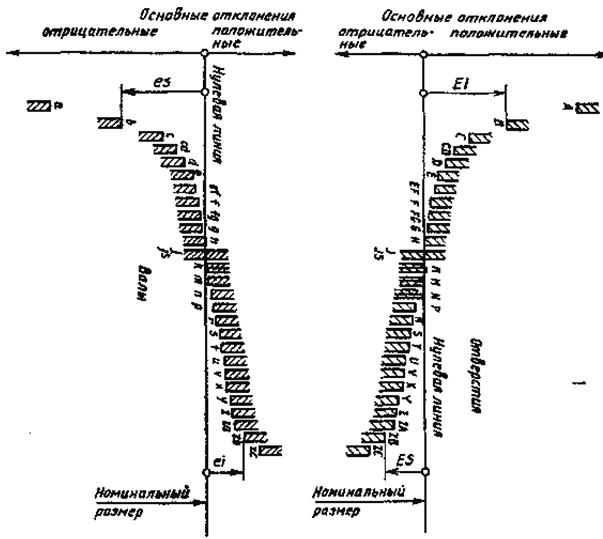
Рисунок 3.3 – Схема расположения и обозначения основных отклонений
14) допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями (рисунок 3.2). Допуск – это абсолютная величина без знака:
для отверстия: TD = Dmax – Dmin = ES – EI; (3.4)
для вала: Td = dmax – dmin = es – ei; (3.5)
16) поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 3.2). Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета, например: g6, js7, H7, H11;
17) вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы;
18) отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
19) основной вал – вал, верхнее отклонение которого равно нулю;
22) основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Содержание:
При измерении разных физических величин мы получаем их числовые значения с определенной точностью. Например, при определении размеров листа бумаги (длины, ширины) мы можем указать их с точностью до миллиметра; размеры стола – с точностью до сантиметра, размеры дома, стадиона – с точностью до метра.
Нет необходимости указывать размеры стола с точностью до миллиметра, а размеры стадиона с точностью до сантиметра или миллиметра. Мы сами в каждой ситуации, опыте и эксперименте определяем, с какой точностью нам нужны данные физические величины. Однако очень важно оценивать, насколько точно мы определяем физическую величину, какую ошибку (погрешность) в ее измерении допускаем.
При измерении мы не можем определить истинное значение измеряемой величины, а только пределы, в которых она находится.
Пример:
Измерим ширину стола рулеткой с сантиметровыми и миллиметровыми делениями на ней (рис. 5.1). Значение наименьшего деления шкалы называют ценой деления и обозначают буквой С. Видно, что цена деления рулетки С = 1 мм (или 0,1 см).
Совместим нулевое деление рулетки с краем стола и посмотрим, с каким значением
шкалы линейки совпадает второй край стола (рис. 5.1). Видно, что ширина стола составляет чуть больше 70 см и 6 мм, или 706 мм. Но результат наших измерений мы запишем с точностью до 1 мм, то есть L = 706 мм.

Абсолютная погрешность измерения ∆ (ДЕЛЬТА)
Из рис. 5.1 видно, что мы допускаем определенную погрешность и определить ее «на глаз» достаточно трудно. Эта погрешность составляет не более половины цены деления шкалы рулетки. Эту погрешность называют погрешностью измерения и помечают ∆L («дельта эль»). В данном эксперименте ее можно записать 
Сам результат измерения принято записывать таким образом: ширина стола L = (706,0 ± 0,5) мм, читают: 706 плюс-минус 0,5 мм. Эти 0,5 мм в нашем примере называют абсолютной погрешностью. Значения измеряемой величины (706,0 мм) и абсолютной погрешности (0,5 мм) должны иметь одинаковое количество цифр после запятой, то есть нельзя записывать 706 мм ± 0,5 мм.
Такая запись результата измерения означает, что истинное значение измеряемой величины находится между 705,5 мм и 706,5 мм, то есть 705,5 мм ≤ L ≤ 706,5 мм.
Относительная погрешность измерения ε (ЭПСИЛОН)
Иногда важно знать, какую часть составляет наша погрешность от значения
измеряемой величины. Для этого разделим 0,5 мм на 706 мм. В результате получим:  . То есть наша ошибка составляет 0,0007 долю ширины стола, или 0,0007 · 100% = 0,07%. Это свидетельствует о достаточно высокой точности измерения. Эту погрешность называют относительной и обозначают греческой буквой (эпсилон):
. То есть наша ошибка составляет 0,0007 долю ширины стола, или 0,0007 · 100% = 0,07%. Это свидетельствует о достаточно высокой точности измерения. Эту погрешность называют относительной и обозначают греческой буквой (эпсилон):
 (5.1)
(5.1)
Относительная погрешность измерения свидетельствует о качестве измерения. Если длина какогото предмета равна 5 мм, а точность измерения – плюс-минус 0,5 мм, то относительная погрешность будет составлять уже 10%.
Стандартная запись результата измерений и выводы
На точность измерения влияет много факторов, в частности:
Все это необходимо учитывать при проведении измерений.
Измерительные приборы
Устройства, с помощью которых измеряют физические величины, называют измерительными приборами.
Простейший и хорошо известный вам измерительный прибор — линейка с делениями. На ее примере вы видите, что у измерительного прибора есть шкала, на которой нанесены деления, причем возле некоторых делений написано соответствующее значение физической величины. Так, значения длины в сантиметрах нанесены на линейке возле каждого десятого деления (рис. 3.11). Значения же, соответствующие «промежуточным» делениям шкалы, можно найти с помощью простого подсчета.
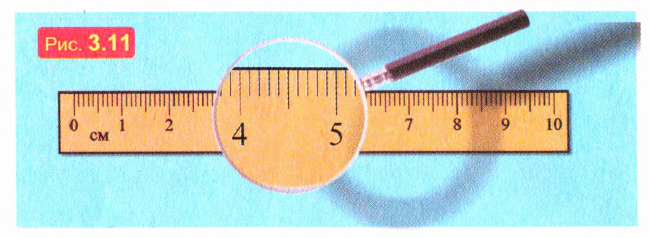
Разность значений физической величины, которые соответствуютближайшим делениям шкалы, называют ценой деления прибора. Ёе находят так: берут ближайшие деления, возле которых написаны значения величины, и делят разность этих значений на количество промежутков между делениями, расположенными между ними.
Например, ближайшие сантиметровые деления на линейке разделены на десять промежутков. Значит, цена деления линейки равна 0,1 см = 1 мм.
Как определяют единицы длины и времени
В старину мерами длины служили большей частью размеры человеческого тела и его частей. Дело в том, что собственное тело очень удобно как «измерительный прибор», так как оно всегда «рядом». И вдобавок «человек есть мера всех вещей»: мы считаем предмет большим или малым, сравнивая его с собой.
Так, длину куска ткани измеряли «локтями», а мелкие предметы — «дюймами» (это слово происходит от голландского слова, которое означает «большой палец»).
Однако человеческое тело в качестве измерительного прибора имеет существенный недостаток: размеры тела и его частей у разных людей заметно отличаются. Поэтому ученые решили определить единицу длины однозначно и точно. Международным соглашением было принято, что один метр равен пути, который проходит свет в вакууме за 1/299792458 с. А секунду определяют с помощью атомных часов, которые сегодня являются самыми точными.
Можно ли расстояние измерять годами
Именно так и измеряют очень большие расстояния — например, расстояния между звездами! Но при этом речь идет не о годах как промежутках времени, а о «световых годах». А один световой год — это расстояние, которое проходит свет за один земной год. По нашим земным меркам это очень большое расстояние — чтобы убедиться в этом, попробуйте выразить его в километрах! А теперь вообразите себе, что расстояние от Солнца до ближайшей к нему звезды составляет больше четырех световых лет! И по астрономическим масштабам это совсем небольшое расстояние: ведь с помощью современных телескопов астрономы тщательно изучают звезды, расстояние до которых составляет много тысяч световых лет!
Что надо знать об измерительных приборах
Приступая к измерениям, необходимо, прежде всего, подобрать приборы. Что надо знать об измерительных приборах?
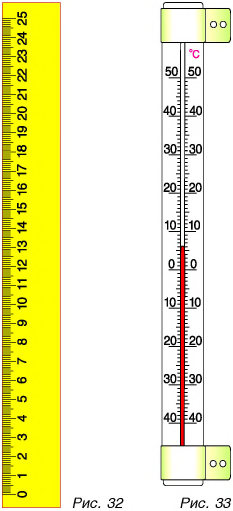
На рисунке 34 изображены три линейки с одинаковыми верхними пределами (25 см). По эти линейки измеряют длину с различной точностью. Наиболее точные результаты измерений дает линейка 7, наименее точные — линейка 3. Что же такое точность измерений и от чего она зависит? Для ответа на эти вопросы рассмотрим сначала понятие цена деления шкалы прибора.
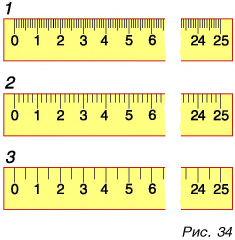
Цена деления — это значение наименьшего деления шкалы прибора.
Как определить цену деления шкалы? Для этого необходимо:
Полученное значение и будет ценой деления шкалы прибора. Обозначим ее буквой С.
Точно так же можно определить и цену деления шкалы мензурок 1 и 2 (рис. 35). Цена деления шкалы мензурки 1:

Цена деления шкалы мензурки 2:

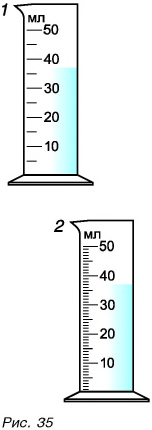
А какими линейкой и мензуркой можно измерить точнее?
Измерим один и тот же объем мензуркой 1 и мензуркой 2. Но показаниям шкал в мензурке 1 объем воды V = 35 мл; в мензурке 2 — V = 37 мл.
Итак, любым прибором, имеющим шкалу, измерить физическую величину можно с точностью, не превышающей цены деления шкалы.
Линейкой 1 (см. рис. 34) можно измерить длину с точностью до 1 мм. Точность измерения длины линейками 2 и 3 определите самостоятельно.
Главные выводы:
Для любознательных:
В истории науки есть немало случаев, когда повышение точности измерений давало толчок к новым открытиям. Более точные измерения плотности азота, выделенного из воздуха, позволили в 1894 г. открыть новый инертный газ — аргон. Повышение точности измерений плотности воды привело к открытию в 1932 г. одной из разновидностей тяжелых атомов водорода — дейтерия. Позже дейтерий вошел в состав ядерного горючего. Оценить расстояния до звезд и создать их точные каталоги ученые смогли благодаря повышению точности при измерении положения ярких звезд на небе.
Пример решения задачи
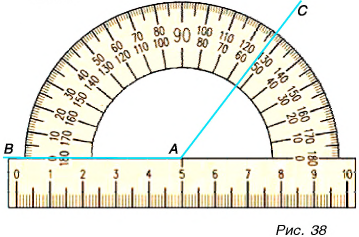
Для измерения величины угла используют транспортир. Определите: 1) цену деления каждой шкалы транспортира, изображенного на рисунке 38; 2) значение угла BАС, используя каждую шкалу; укажите точность измерения угла ВАС в каждом случае.
Решение:
1) Цена деления нижней шкалы:

Цена деления средней шкалы:

Цена деления верхней шкалы:
2) Определенный но нижней шкале с точностью до 10°  определенный по средней шкале с точностью до 5°
определенный по средней шкале с точностью до 5°  определенный по верхней шкале с точностью до 1°
определенный по верхней шкале с точностью до 1° 
При копировании любых материалов с сайта evkova.org обязательна активная ссылка на сайт www.evkova.org
Сайт создан коллективом преподавателей на некоммерческой основе для дополнительного образования молодежи
Сайт пишется, поддерживается и управляется коллективом преподавателей
Whatsapp и логотип whatsapp являются товарными знаками корпорации WhatsApp LLC.
Cайт носит информационный характер и ни при каких условиях не является публичной офертой, которая определяется положениями статьи 437 Гражданского кодекса РФ. Анна Евкова не оказывает никаких услуг.
Понятия о точности и погрешности размера
Точность в технике – это степень приближения истинного значения параметра, процесса, объекта к его заданному значению.
Качество машин, их надежность и долговечность зависят, в значительной мере, от точности обработки деталей при их изготовлении. Совершенствование и усложнение конструкций автомобилей, станков и других машин, увеличение рабочих скоростей, нагрузок предъявляют все более высокие требования к качеству деталей и точности обработки.
При проектировании конструктором определяются номинальные размеры и форма каждой детали, которые обеспечивают необходимые эксплуатационные характеристики соединений деталей и, в конечном счете, – механизма или машины в целом. Однако, при изготовлении деталей, в связи с большим количеством факторов, проявляющихся при обработке, появляются отклонения от заданных размеров и формы.
Точность обработки часто бывает различной даже в пределах одной поверхности в разных сечениях и точках.
Степень соответствия действительных геометрических размеров параметрам, заданных чертежом, принято называть точностью обработки. Под погрешностью обработки понимают разность между приближенным значением некоторой величины и ее точным значением.
Когда употребляют термин “точность”, то обычно имеют в виду качественный показатель, характеризующий отличие этого показателя от заданного значения. Термин “погрешность” используется для количественной оценки точности.
Для оценки точности деталей принято использовать укрупненную классификацию отклонений геометрических параметров:
-отклонения расположения поверхностей;
Факторов, влияющих на точность обработки, достаточно много.
Точность элементов станка, их взаимное расположение (биение шпинделя, отклонения от прямолинейности направляющих станины или суппорта, отклонения от параллельности и перпендикулярности перемещений суппорта относительно оси шпинделя, несовпадение оси центров передней и задней бабок и т.п.) влияют на точность размеров, формы и взаимное положение обрабатываемых поверхностей.
Особое значение имеют погрешности элементов приспособлений, предназначенных для установки обрабатываемой детали, а также для определения положения режущего инструмента.
Существенное влияние оказывает точность мерного инструмента (сверла, развертки, метчики и т.п.) и профильного (фасонного) инструмента (резцы, фрезы и т.п.), так как точность их изготовления непосредственно влияют на форму и размер обрабатываемой поверхности.
Еще одним фактором, влияющим на точность обработки деталей для всех режущих инструментов, является износ их режущей части.
Погрешность установки инструментачаще всего называют погрешностью настройки инструмента на размер. Возникает она при первоначальной установке режущего инструмента или при его замене.
Деформации элементов станка, приспособления, инструмента возникают под действием сил резания в процессе обработки. Величина этих деформаций определяется жесткостью системы “станок – приспособление – инструмент – заготовка” и зависит, в основном, от его конструкции и качества изготовления.
Погрешность обработки может возникать в результате действия сил зажима нежестких деталей (тонкостенные цилиндры, длинные валы, кольца и т.п.) при их закреплении и сил резания при обработке, а также в результате перераспределения остаточных напряжений.
Деталь, поступившая на определенную операцию, имеет погрешности, возникшие на предшествующих операциях (будь то заготовительные, промежуточные или финишные). Они влияют на точность обработки, достигаемую на данной операции. Это так называемая наследственная погрешность.
Температура отдельных частей станка, приспособления, инструмента, заготовки в процессе обработки изменяется не одинаково. Материалы, из которых они изготовлены, имеют различные коэффициенты линейного расширения. В результате первоначальное взаимное положение поверхностей изменяется, что является причиной возникновения погрешностей.
Погрешности, возникающие при измерении или контроле, погрешность изготовления и настройки средств измерения, другие факторы не позволяют определять истинные значения размеров, полученных при обработке, и вынуждают пользоваться действительными размерами.
Указанные причины не постоянны во времени, и они вызывают различные по величине отклонения геометрических параметров деталей при обработке каждой последующей детали. В результате действительные размеры деталей в одной партии отличаются друг от друга и происходит, так называемое, рассеяние размеров.
Размеры, предельные отклонения,
Допуски и посадки
Основные термины и определения установлены ГОСТ 25346 – 89 “Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений”.
Все размеры делят на номинальные, действительные и предельные.
Номинальный размер – размер, служащий началом отсчета отклонений и относительно которого определяются предельные размеры. Как отмечалось выше, номинальный размер выбирают как результат расчета деталей при их проектировании, или исходя из конструктивных, технологических и эксплуатационных факторов. Для деталей, входящих в соединение, номинальный размер является общим.
Для сокращения количества типоразмеров заготовок и деталей, режущего и измерительного инструмента, а также для облегчения типизации технологических процессов значения размеров, полученных при расчете, округляются, как правило, в большую сторону в соответствии со значениями нормальных линейных размеров по ГОСТ 6636–69 “Нормальные линейные размеры”.
В стандарте представлено четыре ряда линейных размеров Rа5, Rа10, Rа20, Rа40, устанавливающие нормальные линейные размеры от 0,001 до 20000 мм. Так для ряда Ra5 предусмотрены нормальные размеры: 1,0; 1,6; 2,5; 4,0; 6,0, 10,0 и т.д., для ряда Ra10 – 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 и т.д., для ряда Ra20 – 1,0; 1,1; 1,2; 1,4; 1,6; 1,8; 2,0 … и т.д.
Во всех случаях необходимо стремиться применять одно из основных предпочтительных чисел, указанных в таблице. Причем, при округлении размера параметров, следует отдавать предпочтение значениям ряда Ra5 перед значениями ряда Ra10, ряда Ra10 – ряду Ra20, ряда Ra20 – ряду Ra40.
Указанный стандарт не распространяется на производные размеры, зависящие от принятых исходных размеров и параметров, в том числе на технологические межоперационные размеры, а также размеры, регламентированные в стандартах на конкретные изделия (например, средний диаметр резьбы).
Действительный размер – размер, установленный при измерении с допустимой погрешностью. Как уже отмечалось, деталь изготовить с абсолютно точными размерами и измерить без внесения погрешностей практически невозможно, поэтому и введено это понятие.
Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали (рис.2.7, а). Больший из них называется наибольшим предельным размером, меньший – наименьшим предельным размером. Эти размеры принято обозначать Dmaxи Dmin — для отверстий, dmaxи dmin – для валов (рис.2.7, б). Если сравнить величину действительного размера (dд, Dд) с его предельными значениями, то можно сделать заключение о годности детали.
Так, если для вала выполняется условие:
то вал считается годным. Для отверстия условие годности детали выглядит следующим образом:
Проходной предел – термин, применяемый к одному из предельных размеров, который соответствует максимальному количеству материала, то есть верхнему пределу для вала или нижнему пределу для отверстия (рис.2.8, а).
Непроходной предел – термин, применяемый к одному из предельных размеров, который соответствует минимальному количеству материала, то есть нижнему пределу для вала или верхнему пределу для отверстия (рис.2.8, б).
В соответствии с ГОСТ 25346 – 89 для упрощения чертежей введены понятия предельных отклонений от номинального размера (рис.2.7, б):
— верхнее предельное отклонение (ES, es) – алгебраическая разность
между наибольшим предельным размером и номинальным размером:
— нижнее предельное отклонение (EI, ei) – алгебраическая разность между наименьшим предельным размером и номинальным размером:
— действительное отклонение – алгебраическая разность между действительным размером и номинальным размером.
Отклонения могут быть положительными, если предельный или действительный размер больше номинального, и отрицательными, если предельный или действительный размер меньше номинального.
На конструкторских и технологических чертежах номинальные и предельные размеры, а также их отклонения указывают в миллиметрах без обозначения единицы (ГОСТ 2.307–68 “ЕСКД. Нанесение размеров и предельных отклонений”), например, 85  ; 42
; 42  ; 50
; 50  ; 50
; 50  .
.
Угловые размеры и их предельные отклонения указываются в градусах, минутах или секундах с указанием единицы, например, 30  15
15  40
40  .
.
При равенстве абсолютных значений отклонений они указываются один раз со знаком  рядом с номинальным размером, например 85 ± 0,02;
рядом с номинальным размером, например 85 ± 0,02;
Отклонение, равное нулю, на чертежах не проставляется. Наносят только одно отклонение – положительное на месте верхнего отклонения, отрицательное – на месте нижнего предельного отклонения, например, 60 ; 89  .
.
Одним из основных понятий, определяющих точность изготовления деталей, является допуск. Допуском T называют разность между наибольшим и наименьшим допускаемыми значениями параметра.
Если говорят о допуске размера, то под этим понимается разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним предельными отклонениями (рис.2.7, б).
Допуск всегда положительная величина.
От величины допуска во многом зависит качество деталей и стоимость их изготовления. С увеличением допуска, как правило, качество деталей ухудшается, а стоимость изготовления становится меньше.
На рис. 2.7, а представлено условное изображение деталей: отверстия и вала. Заштрихованная зона между наибольшим и наименьшим предельными размерами является допуском. Однако, такая схема, хотя и достаточно наглядна, но трудно выполнима в масштабе, так как разница между значениями номинального размера, отклонений и допусков очень большая. Поэтому применяется графическое изображение допусков и предельных отклонений в виде поля допуска (рис. 2.7, б).
Введены понятия “основной вал” и “основное отверстие”:
— основной вал – это вал, верхнее предельное отклонение которого равно нулю (es = 0),
— основное отверстие – это отверстие, нижнее предельное отклонение которого равно нулю (EI = 0).
Допуски размеров охватывающих поверхностей принято сокращенно называть допуском отверстия и обозначать его TD, а охватываемых поверхностей – допуском вала с условным обозначением Td.
Когда говорят о деталях, находящихся в соединении, применяют термин “посадка”. Посадкой называется характер соединения деталей одинакового номинального размера, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения деталей в соединении или степень сопротивления их взаимному перемещению.
Различают посадки с зазором (рис. 2.9, а), с натягом (рис. 2.9. в) и переходные (рис. 2.9, д).
К посадкам с зазором относятся также такие посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала, т. е. Dmin = dmax. В этом случае Smin= 0.
Посадка с натягом –посадка, при которой натяг в соединении обеспечивается за счет разности размеров вала и отверстия. На рис. 2.9, г показана посадка с натягом. Видно, что поле допуска отверстия 1 располагается под полем допуска вала 2 и в любом случае, в данном соединении, размеры вала будут больше размеров отверстия. Основные параметры посадки с натягом:
К посадкам с натягом также относятся такие посадки, в которых нижняя граница поля допуска вала совпадает с верхней границей поля допуска отверстия, т. е. Dmax= dmin. В этом случае Nmin= 0.
-допуском посадки TS(N) = TD + Td
В качестве примеров расчета посадок рассмотрим три типа соединений деталей, имеющие различные виды посадок.
Необходимо определить предельные размеры сопрягаемых деталей, допуски, зазоры и натяги в соединениях.
Предельные отклонения выбираются из ГОСТ 25346–82.
Пример 2.1:посадка с зазором Æ 50 H7/f7.
Отверстие: номинальный размер Æ 50 мм, верхнее предельное отклонение ES = +25 мкм, нижнее предельное отклонение EI = 0.
Предельные размеры отверстия: Dmax= D + ES = 50 + 0,025 = 50,025 мм;
Предельные размеры вала: dmax= d + es = 50 + (- 0,025) = 49,975 мм;
Величины зазоров в посадке этих деталей составят:
Допуск посадки с зазором:
или TS = TD + Td = 0,025 + 0,025 = 0,05 мм.
Схема расположения полей допусков для этой посадки представлена на рис. 2.10.
Пример 2.2: посадка с натягом Æ 50 H7/p6.
Отверстие: предельные размеры и величина допуска остаются такими же как в примере 1.
Вал: номинальный размер Æ 50, верхнее предельное отклонение es = + 42 мкм, нижнее предельное отклонение ei = + 26 мкм.
Предельные размеры вала: dmax= d + es = 50 + 0,042 = 50,042 мм;
Величины натягов в посадке составят:
Допуск посадки с натягом:
или TN = TD + Td = 0,025 + 0,016 = 0,041 мм.
Схема расположения полей допусков для этой посадки представлена на рис. 2.11.
Пример 2.3: посадка переходная Æ 50 H7/m6.
Отверстие: предельные размеры и величина допуска остаются такими же как в примере 1.
Вал: номинальный размер Æ 50, верхнее предельное отклонение es = + 25 мкм, нижнее предельное отклонение ei = + 9 мкм.
Предельные размеры вала: dmax= d + es = 50+ 0,025 = 50,025 мм;
Величины натягов в посадке составят:
TS(N) = TD + Td = 0,025 + 0,016 = 0,041 мм.
Схема расположения полей допусков для этой посадки представлена на рис. 2.12.
Предельные отклонения размеров деталей, находящихся в сопряжении, записываются в виде дроби (ГОСТ 2.307–68) (рис. 2.13, а). В числителе дроби указываются числовое значение предельных отклонений отверстия, а в знаменателе – числовые значения предельных отклонений вала.
Например, Æ 40  .
.
При нанесении числовых значений отклонений на сборочных чертежах в некоторых случаях допускаются надписи, поясняющие, к какой из деталей относятся эти отклонения (рис. 2.13, б,в).



