Гальваническое покрытие: свойства, разновидности, альтернативы
Смотрите также




Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.

Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
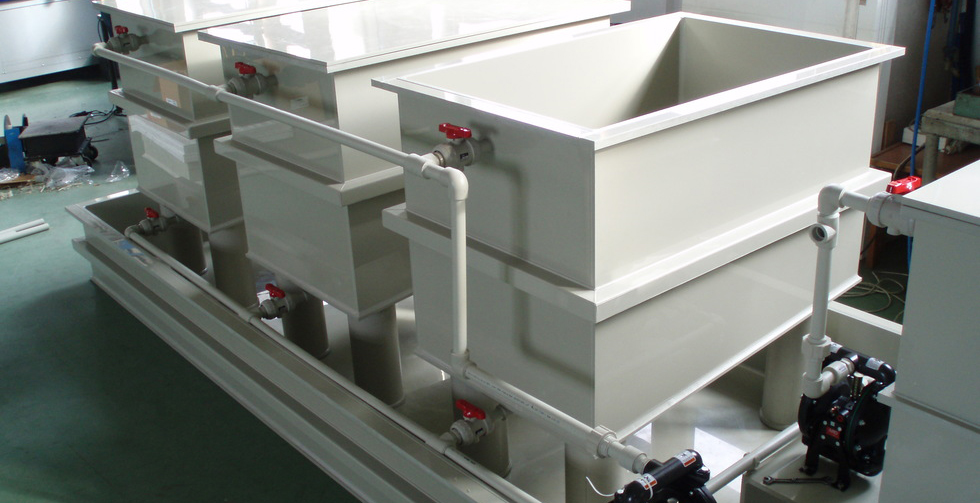
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.
С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Области применения гальванических покрытий
Прочность и износостойкость гальванических покрытий позволяет использовать данный вид защиты:
В радиотехнической промышленности
В электронной промышленности
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения. Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах.
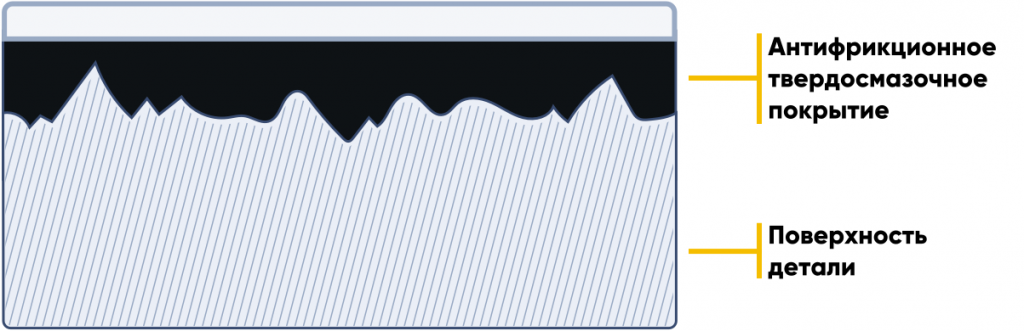
Рассмотрим особенности антифрикционных твердосмазочных покрытий на примере материалов MODENGY. Их основу составляют неорганические и органические связующие вещества, а также твердые смазочные материалы: графит, дисульфид молибдена, политетрафторэтилен (ПТФЭ), нитрид бора, дисульфид вольфрама, фториды бария и кальция.
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.
Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
В зависимости от используемых в качестве покрытий материалов выделяют следующие виды гальванизации.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.

Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.

В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.

Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.

Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.

Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.

Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.

Присоединяйтесь
© 2004 – 2021 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Хромирование, никелирование и меднение в домашних условиях

В зависимости от требований, предъявляемых к покрываемым изделиям различают три вида гальванических покрытий – защитно-декоративные покрытия, применяемые для придания изделиям красивого внешнего вида и защиты их от коррозии, защитные покрытия (защита деталей от коррозии и воздействия агрессивной среды), функциональные покрытия, предназначенные для придания изделиям специальных свойств (электропроводности, паяемости, твердости и т. д.).
Теоретически процесс нанесения гальванического покрытия на металлическое изделие в домашних условиях представляет собой процесс электрохимического осаждения на поверхности покрываемого изделия ионов другого металла (хрома, меди, никеля и др.), т. е. в теории все как и в промышленной гальванике.
Содержание
Вопросы безопасности гальваники своими руками
Первым вопросом, который Вы должны решить, если решили заняться гальваникой в своем гараже или мастерской, это обеспечение безопасности. Требования техники безопасности в домашней гальванике примерно те же, что и в промышленной – для начала необходимо обеспечить место проведения работ качественной принудительной вентиляцией (в процессе нагрева электролиты могут выделять опасные для здоровья газообразные вещества). Наличие респиратора, защитных очков, резиновых перчаток и защитного фартука также необходимо. Все электрические приборы должны быть заземлены. Огнетушитель и аптечка должны быть легко доступны. В месте проведения гальванического процесса исключается прием пищи или воды.
Важно: Необходимо помнить, что процесс растворения веществ может сопровождаться выделением или поглощением тепла, что необходимо учитывать при приготовлении растворов электролитов. Например, при растворении концентрированной серной кислоты в воде выделяется большое количество тепла и резко повышается температура, что может сопровождаться вскипанием и разбрызгиванием капель жидкости. Растворяемый концентрированный раствор всегда льется в воду, а не наоборот.
Теоретические основы гальваники (гальваника это. )
В зависимости от требований, предъявляемых к покрываемым изделиям различают три вида гальванических покрытий – защитно-декоративные покрытия, применяемые для придания изделиям красивого внешнего вида и защиты их от коррозии, защитные покрытия (защита деталей от коррозии и воздействия агрессивной среды), функциональные покрытия, предназначенные для придания изделиям специальных свойств (электропроводности, паяемости, твердости и т. д.).
Теоретически процесс нанесения гальванического покрытия на металлическое изделие в домашних условиях представляет собой процесс электрохимического осаждения на поверхности покрываемого изделия ионов другого металла (хрома, меди, никеля и др.), т. е. в теории все как и в промышленной гальванике.
Основные понятия в гальванике:
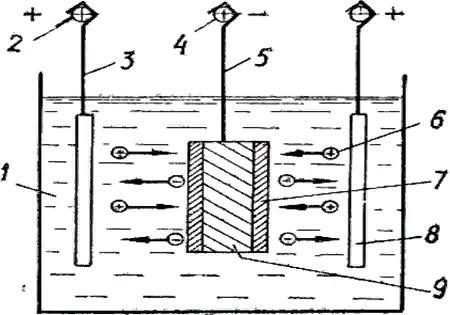
В теории все выглядит просто – в гальваническую ванну, представляющую собой термостойкую диэлектрическую емкость и наполненную электролитом помещают два анода, погружают в ванну обрабатываемое изделие, которое используется в качестве катода. Катод и анод подключаются к источнику постоянного тока, процесс начинается.
 Схема гальванического процесса
Схема гальванического процесса
Рассмотрим подробно, какое оборудование, материалы и приспособления вам понадобятся для практической реализации гальванического процесса в домашних условиях.
 Набор для гальваники
Набор для гальваники
Требуемое оборудование и материалы
Подготовка поверхности детали
Перед нанесением гальванического покрытия необходимо провести тщательную обработку поверхности детали.
Важно: Следует помнить, что после нанесения покрытия все дефекты поверхности в том числе повышенная шероховатость будут значительно более заметны, чем на непокрытом изделии.
Поверхность детали шлифуем и полируем до получения требуемого класса чистоты поверхности. Всего различают 14 классов, для получения качественного декоративного покрытия хромом, никелем или цинком требуется 7-9 класс (чистая поверхность). В гальванических мастерских, как правило используются специальные наборы эталонных образцов, изготовленных из того же металла, что и обрабатываемое изделие, т. е. определение класса чистоты поверхности проводится визуальным сравнением образца и изделия. Существуют и специальные методы для измерения данного параметра, например, использование специальных приборов – профилометров или визуальные методы с использованием микроскопа.
В нашем случае, для получения ровной глянцевой поверхности достаточно произвести тщательную полировку изделия на войлочном круге с использованием полировочной пасты. На первом этапе поверхность изделия замыливается – обрабатывается мелкой шкуркой смоченной водой до получения матовой поверхности, затем полируется. В качестве полировочной пасты можно использовать пасту гои.
После полировки поверхность изделия необходимо обезжирить. Для обезжиривания металлических поверхностей обычно используются щелочные растворы с добавлением поверхностно активных веществ. В домашних условиях обезжирить поверхность можно просто ацетоном или спиртом. Качественное обезжиривание изделий из стали обеспечивает их выдержка в растворе фосфорнокислого натрия, нагретого до 90 0 С, цветные металлы обезжириваются в том же растворе без нагрева.
Меднение в домашних условиях

В качестве электролитов меднения используют щелочные, кислые и аммиакатные. В домашних условиях используют электролит основным ингредиентом которого является медный купорос. Химический состав электролита и режим процесса меднения:
При меднении в домашних условиях следует придерживаться тех-же несложных правил, предъявляемых к технологии процесса нанесения металлических покрытий гальваническим способом:
Приготовление кислого электролита меднения заключается в простом вливании в гальваническую емкость предварительно растворенного в теплой воде медного купороса (через фильтр) с последующем добавлении расчетного количества серной кислоты. Скорость осаждения меди при плотности тока 1,5 а/дм 2 составляет примерно 1 мк за 3,4 минуты. После меднения изделие достают из электролита, промывают проточной водой и сушат.
Меднение в домашних условиях процесс несложный, если соблюдать требования, перечисленный выше. Химикаты для электролита меднения достать не сложно, а результат может приятно удивить.
Никелирование в домашних условиях
Никелирование дает, пожалуй, самый впечатляющий результат по сравнению с другими видами домашней или гаражной гальваники. Изделие, покрытое никелем, имеет отличные декоративные качества – глянцевую, блестящую светлую металлическую поверхность, а также приобретает защиту от коррозии. К недостаткам никелевых покрытий следует отнести то, что слой никеля имеет микропоры, которые могут доходить до поверхности основного металла. Наличие таких микропор снижает прочностные и антикоррозионные свойства покрытия, поэтому слой никеля лучше наносить на предварительно осажденный медный подслой или произвести специальную обработку никелированной детали. Существует химический метод нанесения никелевого покрытия, но в рамках данной статьи мы расскажем о гальваническом методе.

Начинать процесс (как и при нанесении других покрытий) следует с подготовки рабочего места, материалов, оборудования и средств защиты. Электролит никелирования включает в себя следующие компоненты:
Полученное данным способом покрытие будет матовым и для придания ему декоративных качеств деталь полируется. Получение глянцевого покрытия прямо из гальванической ванны возможно, но требует введения в состав электролита дополнительных компонентов – блескообразователей. Состав для блестящего никелирования следующий:
Особенностью блестящего никелирования является повышенная до 40-50 0 С температура, немного более высокая плотность тока (1-3 а/дм 2 ) и необходимость непрерывного перемешивания раствора.
После нанесения никелевого покрытия требуется специальная обработка поверхности изделия. Различные источники предлагают множество различных составов для такой обработки, вплоть до использования жидкой смазки или рыбьего жира. Эффективным будет способ, при котором деталь тщательно протирается густой смесью воды с окисью магния и погружается на 1-2 минуты в 50% раствор соляной кислоты.
Хромирование в домашних условиях
Прежде всего, отметим, что хромирование в домашних условиях потребует химикатов, приобретение которых частными лицами невозможно. В частности, основной компонент электролита хромирования оксид хрома CrO3, другое название – хромовый ангидрид в своем шестивалентном воплощении является ядовитым веществом. На гальванических производствах действует ряд серьезных ограничений и требований к работе с такими веществами, а также их утилизации.
Внимание: Хромовый ангидрид является сильным канцерогеном и требует крайне осторожного обращения. Необходимо избегать его попадания на открытые участки кожи. Перед тем как принять решение о целесообразности домашнего хромирования внимательно ознакомьтесь с требованиями техники безопасности. Ни в коем случае не следует сливать отработанный электролит в канализацию или почву, он подлежит специальной утилизации.
Таким образом, техническому воплощение процесса хромирования целесообразно только в хорошо оборудованной гаражной мастерской или на специально подготовленном гальваническом участке.
Считается, что непосредственное нанесение хрома на поверхность стального изделия невозможно, но данное утверждение справедливо только для азотированной стали. Изделия из углеродистых сталей перед процессом хромирования подвергают анодному декапированию в хромовом электролите в течении 3-5 минут. Мы будем рассматривать процесс осаждения хрома на предварительно нанесенную подложку из тонкого слоя никеля или меди. Процесс нанесения меди и никеля в домашних условиях рассмотрен в данной статье. После нанесения подслоя никеля или меди поверхность детали полируется и обезжиривается.

Сам процесс хромирования отличается от процессов никелирования или меднения только составом электролита и материалом катода. В качестве катода используется лист из свинца или сплава свинца с оловом. Площадь поверхности катода должен быть больше поверхности обрабатываемого изделия. Подключается катод к положительной клемме выпрямителя. Анод – обрабатываемая деталь, подключается к отрицательному электроду.
Важно: Анод и катод в гальванической емкости не должны касаться стенок сосуда, а также не должны соприкасаться между собой.
Состав электролита и режим хромирования:
Приготовление электролита хромирования проводится следующим образом: в воде, предварительно разогретой до 70 0 С растворяют хромовый ангидрид, раствор охлаждают, затем по каплям или тонкой струйкой вливают концентрированную чистую серную кислоту. Температура процесса хромирования в пределах 45-55 0 С. В процессе хромирования необходимо точно соблюдать технологический режим – температуру электролита и плотность тока. Рассеивающая способность электролита данного состава средняя, что означает, что возможно осаждение более толстого слоя хрома на выступающих частях деталей, и соответственно в углублениях и пазах детали слой хрома меньше.
Продолжительность осаждения хрома зависит от таких параметров как катодная плотность тока и выход по току в %. При средних значениях примерное время осаждения слоя хрома в 1 мк – 3 минуты.
После нанесения хромового покрытия деталь промывают в дистиллированной воде и сушат. В большинстве случаев, последующая полировка детали значительно улучшает декоративные характеристики покрытия.
В заключение отметим, что данная статья дает общие значения и понятия гальванического процесса хромирования и перед тем как приступить к практической реализации этого процесса необходимо тщательно ознакомится со специальной литературой.
Если Вас не остановили трудности, перечисленные в данной статье, и вы все же решили заняться гальваникой в своем гараже или домашней мастерской то еще раз внимательно перечитайте правила техники безопасности и дерзайте. Результат может превзойти ожидания или сделать гальванику не только вашим хобби, но и источником заработка, особенно это касается такого раздела гальваники как гальванопластика. В настоящее время в свободной продаже можно найти не только готовые электролиты для нанесения различных покрытий, но и целые наборы для гальваники в домашних условиях. Если же вам требуется нанесение покрытий на серийные партии изделий и гарантированное качество, целесообразнее будет обратиться к специалистам.



