Попутное и встречное фрезерование
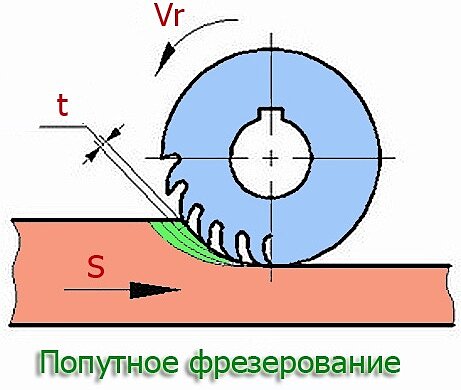
Рассмотрим две разновидности фрезерования, которые считаются самыми распространенными на производстве. При встречном происходит вращение фрезы против направления подачи заготовки. Толщина срезаемого слоя возрастает от 0 до максимального значения. Попутное фрезерование представляет собой вращение фрезы в направлении подачи. Толщина срезаемого слоя уменьшается от максимума до нуля.
 Иллюстрация
Иллюстрация 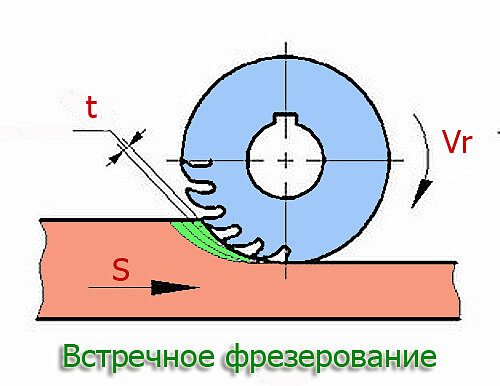 Виды фрезерования
Виды фрезерования
Особенности встречного фрезерования
Во время встречного фрезерования движение режущего инструмента происходит навстречу заготовке. Применение этой техники фрезеровки дает большую производительность, но в то же время возрастает износ режущей фрезы.
Главным недостатком метода считается повышенный износ инструмента. При работе большая часть стружки попадает на работающую фрезу, что приводит к ее быстрому износу. Помимо этого, способ требует жесткой фиксации заготовки к станку, что ограничивает возможности оборудования и, таким образом, снижает эффективность операции.
Также, этот метод имеет еще 1 недостаток. Стружка, попадая на деталь, ощутимо повреждает ее поверхность. Вследствие чего изделию требуется дополнительная чистовая обработка.
Особенности попутного фрезерования
Стружка, появляющаяся в процессе работы, не создает препятствий для работы инструмента. Поскольку появляется уже сзади фрезы. Также, отсутствует необходимость в установке специальных фиксирующих механизмов. Так как деталь прижимается к рабочей поверхности непосредственно во время резки. Кроме этого, метод:
Недостатком метода является то, что точность производимых операций здесь ниже. Также, рабочая поверхность стола не должна иметь никаких зазоров. Иначе работа будет выполняться в условиях чрезмерной вибрации. Что отрицательно скажется на итоговом качестве изделия. Зубья фрезы в это же время также будут испытывать ощутимую нагрузку.
 Фрезерование
Фрезерование
Рекомендации по применению
Применять попутное фрезерование рекомендуется исключительно на жестком оборудовании. При этих условиях деталь крепко и надежно фиксируется, что приводит к более качественному результату. Но этот метод малопригоден, когда требуется обработка штамповок, поковок, и изделий с наличием дополнительной необработанной поверхности.
При встречном фрезеровании обрабатываемая деталь приобретает дополнительное уплотнение, что так же относят к преимуществам метода. Но высокий износ инструмента, снижающий производительность, делает этот метод приемлемым не для всех.
Попутное фрезерование, как правило, используется для чистовой обработки, а встречное – для черновой.
Поэтому конкретную методику необходимо выбирать в соответствии с тем, какое качество обработанной детали вы хотите получить.
ВЫСОКИЕ ТЕХНОЛОГИИ
Главная страница » Попутное и встречное фрезерование
Попутное и встречное фрезерование


Попутное фрезерование
2. Силы резания прижимают заготовку к столу станка, стол к направляющим, а пластины в гнезда фрезы.
3. Нет возможности налипания стружки на пластине, и попадания ее между заготовкой и пластиной в момент последующего врезания. Стружка остается позади фрезы и не портит поверхность, удаляется из зоны резания.
4. Трения меньше, температура меньше, износ пластин по задней поверхности меньше это позволяет использовать большие скорости резания, чем при встречном фрезеровании.
5. Требуется станок достаточной мощности и жесткости, чтобы выдерживать удары в момент врезания. Жесткость приспособления также должна быть достаточной, чтобы выдерживать удары при врезании и не позволять сдвинуть заготовку в ту или иную сторону.
6. Требуется отсутствие зазоров между винтом и гайкой стола, так как в момент врезания при ударе может произойти сдвиг стола на величину зазора, что приведет к поломке фрезы. Этот фактор имеет место в основном на универсальных станках. Современные станки с ЧПУ обладают большой точностью и отсутствием каких-либо люфтов.
7. Стойкость фрезы выше, чем при встречном фрезеровании, при равных прочих условиях, кроме случаев, когда фрезерование осуществляется по твердой корке.
8. Обеспечивается высокая точность обработки.
9. Зуб фрезы нагружается скачкообразно, ввиду удара при врезании, что снижает ресурс инструмента.
11. Также хорошо подходит при обработке тонких деталей при отрезном и прорезном фрезеровании.
12. При попутном фрезеровании боковых стенок происходит отжим инструмента, что приводит к погрешностям обработки, это видно на рисунке ниже. Но если съемы не большие, то этот отжим не так значителен. Поэтому часто необходимы чистовые проходы. При встречном фрезеровании режущую кромку уводит в глубь материала и отжима не происходит.

Встречное фрезерование
1. Толщина стружки на входе в резание равна нулю, на выходе максимальная. Режущая кромка в момент врезания некоторое расстояние скользит по поверхности пока не наберется толщина достаточная для врезания режущей кромки. Так на входе происходит трение кромки и выглаживание поверхности, возможно даже упрочнение поверхностного слоя, а также повышенные температуры и отжим фрезы под действием сил трения.
2. Большой износ задней поверхности зуба в результате трения в момент врезания.
3. Более низкие режимы резания ввиду быстрого износа по задней поверхности.
4. Требуется обильное охлаждение.
5. Радиальные силы резания стремятся оторвать заготовку от стола или приспособления. Требуется более надежное крепление заготовки.
6. Стружка большой толщины, образованной на выходе режущей кромки пластины, может налипать и оказаться между пластиной и заготовкой при следующем врезании, что может привести к поломке пластины. Также такое налипание плохо сказывается на стойкости пластины.
7. Резкая разгрузка фрезы на выходе негативно сказывается на устойчивости фрезы.
8. Зуб фрезы нагружается более плавно, что способствует повышению ресурса инструмента.
9. Первый выбор при черновой обработке, обработке по корке, упрочненном поверхностном слое.
10. Не происходит отжима инструмента, так как кромку затягивает при врезании в глубь материала.
11. При встречном фрезеровании требуется больше энергии, чем при попутном.
Несмотря на то, что встречное фрезерование характеризуется больше негативно этот метод в ряде случаев является более выигрышным нежели попутное фрезерование.
Когда используем встречное фрезерование
1. Когда припуск распределен не равномерно.
2. При фрезеровании корки отливки или поковки, при использовании здесь попутного резания будет наблюдаться быстрое притупление кромки и даже поломка пластины.
3. Когда используем керамические пластины при обработке жаропрочных сплавов, так как они плохо переносят удары, которые возникают на входе при попутном фрезеровании.
4. Если производите отрезку куска металла фрезерованием, то часто встречное фрезерование позволяет откинуть кусок в сторону, когда как попутное наоборот может этот кусок переместить под фрезу, что уже не безопасно либо он отлетит в человека, либо сломает фрезу. Поэтому необходимо, чтобы кусок был закреплен отдельным прижимом в любом из случаев.
5. При фрезеровании методом копирования сферическими фрезами встречное фрезерование является предпочтительным, хотя здесь наблюдается чередование и встречного и попутного фрезерования. Здесь максимальная толщина стружки снимается на благоприятных скоростях резания.
6. Если большой вылет инструмента вызывает вибрацию необходимо использовать встречное фрезерование на чистовых проходах.
7. Если мощность шпинделя станка не достаточна и при фрезеровании уступа появляется вибрация попробуйте использовать встречное фрезерование.
8. Если наблюдается пакетирование стружки при фрезеровании глубокого паза попробуйте встречное фрезерование.

При фрезеровании паза на всю ширину наблюдается чередование двух вариантов на одной стороне попутное, на второй встречное фрезерование. Это негативно сказывается на стойкости инструмента и не делает возможным работать с большой глубиной резания и подачей. Часто для такой обработки используют трохоидальный метод обработки.

Понимая механизм каждого метода, Вы сделаете правильный выбор способа фрезерования для любой Вашей ситуации и тем самым продлите срок службы инструмента, повысите качество, точность, а также и производительность обработки.
Глава 11
1.Какие работы можно выполнять на фрезерных станках, какие режимы резания при обработке на них?
Фрезерование является одним из высокопроизводительных и распространенных методов обработки металлов резанием.
Этот процесс обеспечивает точность обработки в пределах 8…10 квалитетов точности и шероховатость поверхности Rа = 10…1,25 мкм.
По технологическому признаку различают фрезы для обработки:плоскостей;пазов;шлицев;фасонных
Для закрепления фрезы используют оправки. В единичном и мелкосерийном производствах для закрепления различных заготовок применяют универсальные приспособления (машинные тиски, прижимные планки и т.д.), а в серийном и массовом – специальные приспособления.
В единичном, мелко- и среднесерийном производствах наиболее распространены консольные фрезерные станки.
Универсальный консольный горизонтально-фрезерный станок имеет горизонтальный шпиндель, выдвижной хобот, на который устанавливают фрезу, поддерживающую оправку с фрезой. Консоль перемещается по направляющей стойке. На консоли расположены салазки и стол.
Наиболее распространенными типами фрезерных станков являются консольные универсальные горизонтально- и вертикально-фрезерные. На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т.п.
Для фрезерных станков характерны исполнительные движения: непрерывного вращательного движения инструмента, определяющего скорость резания, и прямолинейного, кругового или винтового движения подачи. При этом движение подачи сообщается заготовке, реже инструменту.
2.Что такое попутное и встречное фрезерование, равномерное и неравномерное фрезерование?
Встречное фрезерование, когда направление подачи Sпр заготовки противоположно вращению фрезы. Резание зубом начинается при толщине срезаемого слоя а = 0 и заканчивается в точке с наибольшей толщиной срезаемого слоя аmax.
Попутное фрезерование, когда направление подачи совпадает с направлением вращения фрезы. Резание зубом начинается в точке с наибольшей толщиной срезаемого слоя аmax и заканчивается в точке с нулевой толщиной (а = 0) срезаемого слоя.
В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. При некоторых условиях может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вошел в контакт. В этом случае площадь поперечного среза будет изменяться от нулевого значения до максимального с последующим падением до нуля, или от максимального значения до нуля. Так же неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Указанное явление носит название неравномерности фрезерования. Чем больше число одновременно работающих зубьев прямозубой фрезы, тем больше равномерность фрезерования. Большую равномерность фрезерования можно обеспечить при работе с фразами с винтовыми канавками.
Однако и при фрезеровании цилиндрическими фрезами с винтовыми канавками можно достичь разной степени равномерности фрезерования. Однако существуют условия, при которых можно обеспечить постоянство сечения среза, а следовательно, и постоянную силу резания.
Площадь поперечного сечения будет постоянной только тогда, когда ширина фрезерования В, угол наклона винтовой канавки фрезы ω и окружной шаг фрезы τ связаны соотношением
Это условие можно сформулировать так: для обеспечения равномерного фрезерования ширина фрезерования должна равняться осевому шагу фрезы. В справедливости этого условия можно убедиться из рассмотрения.
Для данного диаметра фрезы длина дуги контакта зависит от глубины фрезерования. Проследим за изменением длины контакта зубьев фрезы с обрабатываемой заготовкой и время поворота фрезы на один зуб при соответственном перемещении заготовки на
величину подачи на зуб sz.
Дата добавления: 2015-01-30 ; просмотров: 14 | Нарушение авторских прав
Попутное и встречное фрезерование
При обработке металлов резанием с помощью цилиндрических, дисковых и торцевых фрез имеется возможность выбора направления подачи инструмента относительно движения заготовки – попутное и встречное. У каждого из способов обработки есть свои достоинства и недостатки, выбор направления движения зависит от характера обработки детали. Попробуем всё же с Вами в этом подробно разобраться.
Однако попутное фрезерование является наиболее распространенным видом в современной металлообработке на станках с ЧПУ. Рассмотрим два этих варианта.
2. Силы резания прижимают заготовку к столу станка, стол к направляющим, а пластины в гнезда фрезы.
3. Нет возможности налипания стружки на пластине, и попадания ее между заготовкой и пластиной в момент последующего врезания. Стружка остается позади фрезы и не портит поверхность, удаляется из зоны резания.
4. Трения меньше, температура меньше, износ пластин по задней поверхности меньше это позволяет использовать большие скорости резания, чем при встречном фрезеровании.
5. Требуется станок достаточной мощности и жесткости, чтобы выдерживать удары в момент врезания. Жесткость приспособления также должна быть достаточной, чтобы выдерживать удары при врезании и не позволять сдвинуть заготовку в ту или иную сторону.
6. Требуется отсутствие зазоров между винтом и гайкой стола, так как в момент врезания при ударе может произойти сдвиг стола на величину зазора, что приведет к поломке фрезы. Этот фактор имеет место в основном на универсальных станках. Современные станки с ЧПУ обладают большой точностью и отсутствием каких-либо люфтов.
7. Стойкость фрезы выше, чем при встречном фрезеровании, при равных прочих условиях, кроме случаев, когда фрезерование осуществляется по твердой корке.
8. Обеспечивается высокая точность обработки.
9. Зуб фрезы нагружается скачкообразно, ввиду удара при врезании, что снижает ресурс инструмента.
10. Первый выбор для чистовой обработки и при малых съемах. Иногда на стали делают встречное фрезерование, но это сугубо индивидуально, или при больших вылетах, чтобы исключить вибрации.
11. Также хорошо подходит при обработке тонких деталей при отрезном и прорезном фрезеровании.
12. При попутном фрезеровании боковых стенок происходит отжим инструмента, что приводит к погрешностям обработки, это видно на рисунке ниже. Но если съемы не большие, то этот отжим не так значителен. Поэтому часто необходимы чистовые проходы. При встречном фрезеровании режущую кромку уводит в глубь материала и отжима не происходит.
13. Попутное фрезерование является предпочтительным методом фрезерования.
1. Толщина стружки на входе в резание равна нулю, на выходе максимальная. Режущая кромка в момент врезания некоторое расстояние скользит по поверхности пока не наберется толщина достаточная для врезания режущей кромки. Так на входе происходит трение кромки и выглаживание поверхности, возможно даже упрочнение поверхностного слоя, а также повышенные температуры и отжим фрезы под действием сил трения.
2. Большой износ задней поверхности зуба в результате трения в момент врезания.
3. Более низкие режимы резания ввиду быстрого износа по задней поверхности.
4. Требуется обильное охлаждение.
5. Радиальные силы резания стремятся оторвать заготовку от стола или приспособления. Требуется более надежное крепление заготовки.
6. Стружка большой толщины, образованной на выходе режущей кромки пластины, может налипать и оказаться между пластиной и заготовкой при следующем врезании, что может привести к поломке пластины. Также такое налипание плохо сказывается на стойкости пластины.
7. Резкая разгрузка фрезы на выходе негативно сказывается на устойчивости фрезы.
8. Зуб фрезы нагружается более плавно, что способствует повышению ресурса инструмента.
9. Первый выбор при черновой обработке, обработке по корке, упрочненном поверхностном слое.
10. Не происходит отжима инструмента, так как кромку затягивает при врезании в глубь материала.
11. При встречном фрезеровании требуется больше энергии, чем при попутном.
Несмотря на то, что встречное фрезерование характеризуется больше негативно этот метод в ряде случаев является более выигрышным нежели попутное фрезерование.
Когда используем встречное фрезерование
1. Когда припуск распределен не равномерно.
2. При фрезеровании корки отливки или поковки, при использовании здесь попутного резания будет наблюдаться быстрое притупление кромки и даже поломка пластины.
3. Когда используем керамические пластины при обработке жаропрочных сплавов, так как они плохо переносят удары, которые возникают на входе при попутном фрезеровании.
4. Если производите отрезку куска металла фрезерованием, то часто встречное фрезерование позволяет откинуть кусок в сторону, когда как попутное наоборот может этот кусок переместить под фрезу, что уже не безопасно либо он отлетит в человека, либо сломает фрезу. Поэтому необходимо, чтобы кусок был закреплен отдельным прижимом в любом из случаев.
5. При фрезеровании методом копирования сферическими фрезами встречное фрезерование является предпочтительным, хотя здесь наблюдается чередование и встречного и попутного фрезерования. Здесь максимальная толщина стружки снимается на благоприятных скоростях резания.
6. Если большой вылет инструмента вызывает вибрацию необходимо использовать встречное фрезерование на чистовых проходах.
7. Если мощность шпинделя станка не достаточна и при фрезеровании уступа появляется вибрация попробуйте использовать встречное фрезерование.
8. Если наблюдается пакетирование стружки при фрезеровании глубокого паза попробуйте встречное фрезерование.
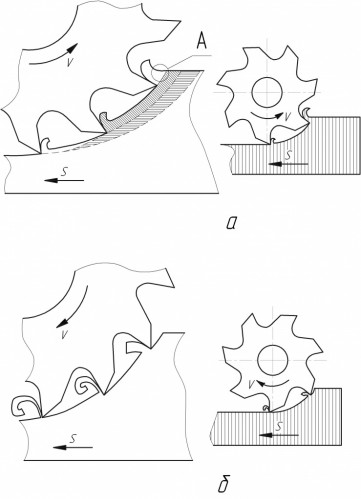
На рисунке выше видно, как действуют силы резания: при попутном фрезеровании (б) силы стремятся прижать заготовку к столу, а при встречном (а) наоборот стремятся оторвать заготовку от стола.
При фрезеровании паза на всю ширину наблюдается чередование двух вариантов на одной стороне попутное, на второй встречное фрезерование. Это негативно сказывается на стойкости инструмента и не делает возможным работать с большой глубиной резания и подачей. Часто для такой обработки используют трохоидальный метод обработки.
Люфт и попутное фрезерование
При определенных условиях попутное фрезерование создает отрицательную геометрию резания.
До этого момента, вы, вероятно, думали, что стоит использовать попутное фрезерование везде где можно. Ведь такой подход создает лучшее качество обрабатываемой поверхности, требует меньше энергии и менее подвержен отклонению режущего инструмента. А операторы, работающие в ручном режиме, говорят что не стоит использовать попутное, потому что это опасно при работе на машине с люфтом. На самом деле, правда где-то посередине. Можно отметить следующие эмпирические правила:
При фрезеровании на глубину в половину диаметра фрезы или меньше лучше использовать попутное (при условии, что у вашей машины низкий люфт, и это безопасно);
При фрезеровании на глубину ¾ диаметра фрезы способ фрезерования не имеет значения;
Отклонение инструмента и точность реза при фрезеровании на подаче и против подачи
Каким образом направление фрезерования подачи влияет на отклонение и точность инструмента?
На следующем рисунке показаны небольшие стрелки (называемые векторами), показывают направление отклонение инструмента, когда резец перемещается по траектории инструмента:
Стрелки показывают где режущее усилие пытается отклонить фрезу. Встречный рез вверху, попутное фрезерование внизу
Обратите внимание, что вектор отклоняющей силы более параллелен разрезу при встречном фрезеровании (хотя стрелки длиннее и показывают более высокие силы резания). При фрезеровании на попутной подаче вектор силы практически перпендикулярен разрезу. Если ваша фреза отклоняется на 3 сотки, не является ли более предпочтительным направить его вдоль подачи? Также альтернативой может быть удаление или углубление фрезы в линию реза(изменения съема за проход). Обратно, длины векторов при встречном больше, чем при попутном. Это говорит о том, что силы резания более мощные, и инструмент с большей вероятностью отклонится.
Попробуйте использовать попутное фрезерование для черновой обработки, потому что это даст вам возможность работать быстрее, а эффект от отклонения инструмента существенно не влияет на точность и не имеет значения – последующий финишный проход обеспечит точность. Вы можете грубо работать значительно быстрее, потому что усилие резания меньше и толсто-тонкий профиль стружки переносит тепло на стружку. Стружка уносит тепло, что особенно важно для обработки твердых материалов таких как нержавеющая сталь. Тем самым обеспечивается лучшее качество обрабатываемой поверхности, если вы можете позволить повторный финишный проход.
Встречное фрезерование для финишной обработки
Это противоречит здравому смыслу, по мнению большинства операторов станков. При прочих равных условиях они правы, но есть нюансы.
Проблема в том, что отклонение влияет и на чистоту поверхности. Если вектор сил резания почти параллелен направлению подачи, вы можете считать, что часть вектора, которая толкает его «от параллели» очень мала. Потому инструмент будет иметь небольшую тенденцию отклоняться и наносить «волны».
Обратите внимание, что это может быть особенно важно при работе с тонкими стенками, где они очень тонки!
Поэтому важно перейти на встречное фрезерование для финишной обработки, если вам вообще неприемлемо отклонение. По крайней мере, следует избегать слишком большой глубины реза при попутном фрезеровании, чтобы избежать отклонений. Чтобы свести отклонения к минимуму, следует использовать не более 30% диаметра режущего инструмента для встречного фрезерования и 5% для попутного.
Правильное управление отклонением может помочь вам избежать необходимости дополнительного фрезерования для очистки поверхности.
Встречное фрезерование для микрообработки
Понимая механизм каждого метода, Вы сделаете правильный выбор способа фрезерования для любой Вашей ситуации и тем самым продлите срок службы инструмента, повысите качество, точность, а также и производительность обработки.
Встречное и попутное фрезерование
Разбираемся в разнице качества фрезерования при встречном и попутном направлении режущих граней относительно материала.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием.
Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала.
В зависимости от направления вращения фрезы выделяют 2 типа фрезерования: встречное и попутное.
Попутным называют такой способ фрезерования, при котором подача материала совпадает с направлением вращения фрезы, рис.1.
Если же направление фрезерования и подача противоположно направлены, то имеем дело со встречным фрезерованием
Как недостатки, так и преимущества есть у обоих способов.
При попутном фрезеровании происходит уплотнение обрабатываемой поверхности. Это, конечно, нельзя однозначно отнести к достоинствам или недостаткам. Уплотнение связано с тем, что непосредственно в зоне обработки происходят пластические деформации срезаемого слоя материала, а благодаря тому, что силы давления фрезы и реакции заготовки в зоне обработки направлены встречно, происходит сминание (то самое уплотнение) слоя материала заготовки.
Благодаря тому, что фреза в процессе работы давит на заготовку, прижимая ее к опорной поверхности и тем самым увеличивая жесткость сопряжения, точность обработки получается выше, по сравнению со встречным фрезерованием.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием. Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала. В области же плотной корки (выделена область «А» на рис.1 б) разделение материала происходит во многом за счет сил растяжения и изгиба. Эти виды нагрузки требуют гораздо меньшего усилия для разрушения материала, в отличие от сминания, которое имеем в случае с попутным фрезерованием.
При встречном способе фрезерования изменение плотности обрабатываемого слоя материала происходит в меньшей степени. Однако при этом возможно проскальзывание зуба по поверхности заготовки, что приведет к упрочнению продавленного слоя и последующему увеличению требуемой для обработки нагрузки.
При встречном способе обработки материала фреза в процессе работы стремится вытянуть слой материала из заготовки. При этом толщина срезаемой стружки непостоянна. Из-за вызываемых при этом упругих деформаций возникает вибрация и, как следствие, снижается качество обрабатываемой поверхности.
Итак, учитывая названные преимущества и недостатки рассматриваемых способов фрезерования можно сделать выводы, что попутное фрезерование больше подходит для:
— в случаях, когда снимается тонкий слой за проход;
— обработки поверхностно не уплотненных материалов.
Встречное фрезерование больше подходит для:
— черновой обработки материала;
— обработки поверхностно уплотненных материалов.



