Посадки с зазором, натягом и переходные
Графическое изображение отклонений и допуска
Рассмотренные понятия ‑ номинальный размер, предельные размеры (наибольший, наименьший), предельные отклонения (верхнее, нижнее), допуск ‑ можно представить графически.
Однако изобразить отклонения и допуск в одном масштабе с размерами детали практически невозможно (размер равен 10 мм, отклонения 0,2 и 0,1 мм).
Поэтому вместо полного изображения отверстий и валов с предельными размерами применяют схематичные ‑ только с указанием предельных отклонений.
Такие схемы можно вычерчивать в принятом масштабе, они получаются более наглядными, простыми и компактными.
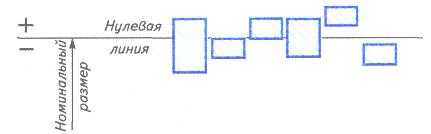
Построение схемы начинается с проведения нулевой линии, соответствующей номинальному размеру, от которой откладывают предельные отклонения размеров (вверх ‑ со знаком плюс и вниз ‑ со знаком минус).
Поле допуска – это поле, ограниченное верхним и нижним отклонениями.
Поле допуска отличается от допуска тем, что оно определяет не только величину допуска, но и его положение относительно номинального размера.
Поле допуска по отношению к нулевой линии может располагаться по-разному:
Все разнообразные машины, станки, приборы, механизмы состоят из деталей, имеющих сопрягаемые и несопрягаемые поверхности.
Сопрягаемые ‑ это поверхности, по которым детали соединяются в сборочные единицы (узлы).
Несопрягаемые (свободные) ‑ это конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Требования к конструкциям могут быть различными. В зависимости от назначения соединения элементы деталей должны во время работы механизма либо обеспечить возможность движения деталей друг относительно друга, либо, наоборот, сохранить их полную неподвижность относительно друг друга.
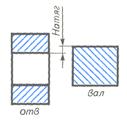
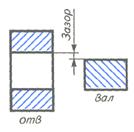
Для обеспечения подвижности соединения нужно, чтобы действительный размер охватываемого элемента (вала) был меньше действительного размера охватывающего элемента (отверстия). Разность действительных размеров отверстия и вала называется зазором (S).
Для получения неподвижного соединения нужно, чтобы действительный размер охватываемого элемента (вала) был больше действительного размера охватывающего элемента (отверстия). Разность действительных размеров вала и отверстия называется натягом (N).
Посадка ‑ это характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть с зазором, натягом или переходная.
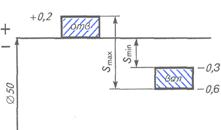
Посадка с зазором – посадка, при которой гарантируется зазор в соединении, (поле допуска отверстия располагается выше поля допуска вала).
 Пример 3: Для сопряжения
Пример 3: Для сопряжения 


Посадка с натягом – посадка, при которой гарантируется натяг в соединении, (поле допуска вала располагается выше поля допуска отверстия).
Пример 4: Для сопряжения 


Переходная посадка – посадка при которой в соединении может получатся как зазор, так и натяг (поля допусков отверстия и вала частично перекрываются). В переходных посадках определяются максимальные зазоры и натяги.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Основные таблицы допусков и посадок
Основные термины и определения
  Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
  Термины приведены согласно ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок».
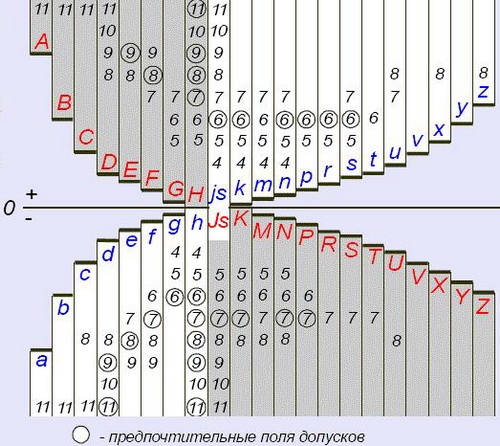
СХЕМА ОСНОВНЫХ ПОЛЕЙ ДОПУСКОВ
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
— для сменных зубчатых колес в станках;
— в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
— для соединения деталей, которые должны легко передвигаться при затяжке;
— для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
— для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
— для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
— посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
  ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие Н) и в системе вала (основной вал h).
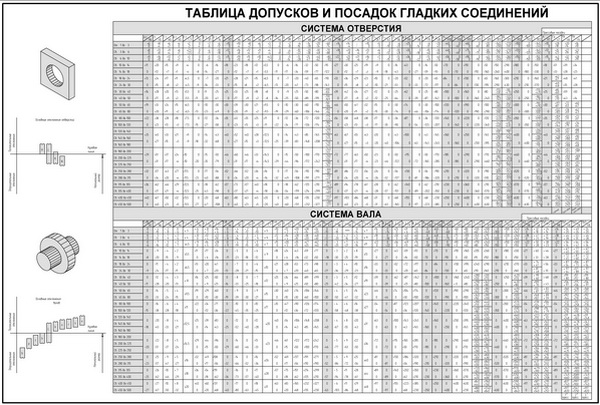
РЕКОМЕНДУЕМЫЕ ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ
при размерах от 1 до 500 мм
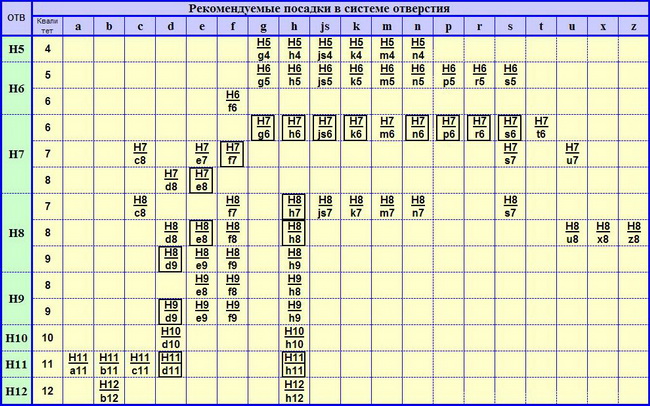
  Предпочтительные посадки помещены в рамку.
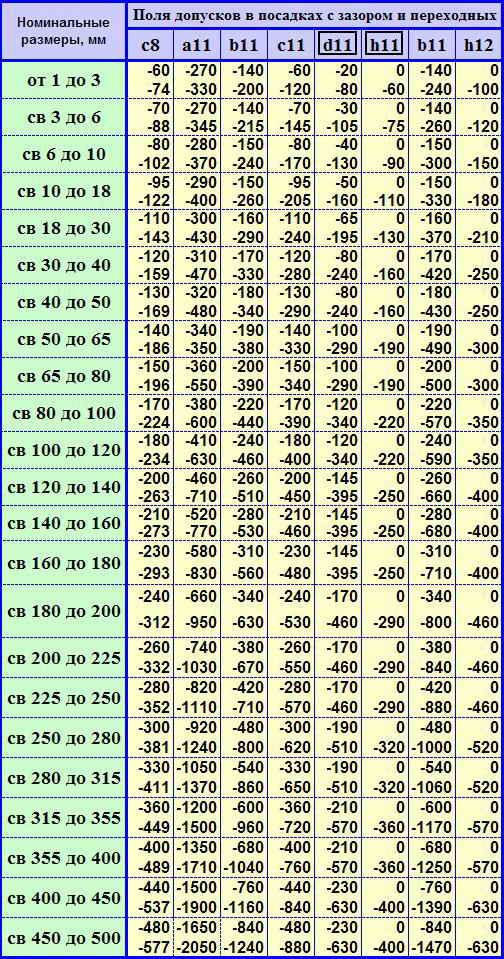
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С ЗАЗОРОМ И ПЕРЕХОДНЫХ
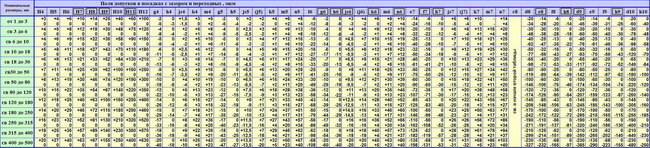
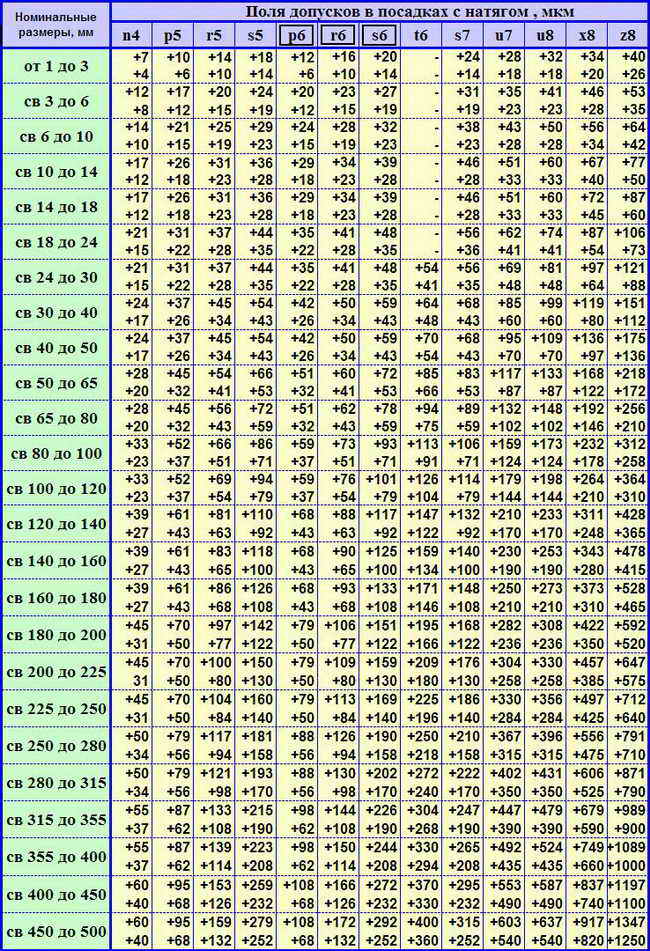
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С НАТЯГОМ
  Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
  Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Таблицы Допусков углов
ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений»
ГОСТ 8908-81 «Основные нормы взаимозаменяемости. Нормальные углы и допуски углов»
ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения»
ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения»
ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей»
ГОСТ 14140-81 «Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей»
Основные понятия о допусках и посадках
Основные понятия о допусках и посадках

Производственный опыт показал, что задачу выбора оптимальной точности можно решить установлением для каждого размера детали (особенно для сопрягаемых ее размеров) пределов, в которых может колебаться ее действительный размер; при этом исходят из того, что узел, в который входит деталь, должен соответствовать своему назначению и не терять работоспособность в требуемых условиях функционирования с необходимым ресурсом.
Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера.
Номинальный размер соединения является общим для отверстия и вала, составляющих соединение. По номинальным размерам выполняют в том или ином масштабе чертежи деталей, сборочных единиц и приборов.

Посадки
Действительный зазор будет находиться между указанными пределами, т. е. между максимальным и минимальным зазором. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор.
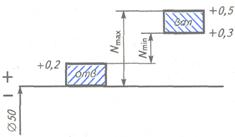
В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями – Nmax и Nmin :
Посадки в системе отверстия и системе вала
Посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
На промышленных предприятиях в основном применяют систему отверстия, так как она требует меньшего количества режущего и измерительного инструмента, т. е. более экономична. Кроме того, технологически удобнее подгонять вал под отверстие, а не наоборот, поскольку удобнее производить обработку и контрольные измерения внешней поверхности, а не внутренней.
Систему вала, как правило, применяют для наружных колец шарикоподшипников и в тех случаях, когда на гладкий вал насаживают несколько деталей с различными посадками.
Квалитеты

В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения:
Графическое изображение допусков и посадок
Построение выполняется следующим образом.
От горизонтальной линии, условно изображающей поверхность детали при ее номинальном размере, откладывают предельные отклонения в произвольно выбранном масштабе. Обычно на схемах величины отклонений указывают в микронах, но можно строить поля допусков и в миллиметрах, если отклонения достаточно большие.

На схемах указывают номинальный D и предельные ( Dmax, Dmin, dmax, dmin ) размеры, предельные отклонения ( ES, EI, es, ei ) поля допусков и другие параметры.
Использование всех основных отклонений и квалитетов позволяет получить 490 полей допусков для валов и 489 для отверстий. Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки.
При разработке национальных систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи.

Поле допуска в ЕСДП СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения и номером квалитета, например 65f6; 65e11 — для вала; 65Р6; 65H7 — для отверстия.
Основные отклонения зависят от номинальных размеров деталей и остаются постоянными для всех квалитетов. Исключение составляют основные отклонения отверстий J, К, М, N и валов j и k, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения. Поэтому на схемах поля допусков с отклонениями J, К, М, N, j, k, обычно разделены на части и показаны ступенчатыми.
Специфичны поля допусков типа js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение – это отклонение ближайшее к нулевой линии. Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо.
Допуски и посадки установлены для четырех диапазонов номинальных размеров:
Средний диапазон является наиболее важным, поскольку применяется значительно чаще.
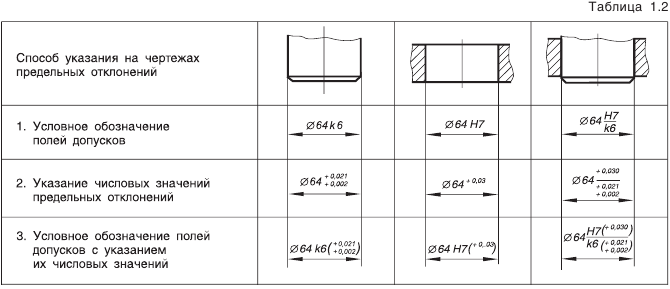
Обозначение допусков на чертежах
Указания и обозначения на чертежах предельных отклонений формы и расположения поверхностей регламентируются ГОСТ 2.308-79, который предусматривает для этих целей специальные знаки и символы.
С основными положениями этого стандарта, используемыми знаками и символами для обозначения предельных отклонений, можно ознакомиться в этом документе (формат WORD, 400 кБ).
Допуски и посадки
Здравствуйте, на этой странице я собрала полный курс лекций по разделу «допуски и посадки»
| Если что-то непонятно — вы всегда можете написать мне в WhatsApp и я вам помогу! |
Допуски и посадки гладких соединений
Рассмотрим сопряжение с зазором (рис. 1.1, а). Для получения зазора  в сопряжении размер
в сопряжении размер  отверстия втулки должен быть больше размера
отверстия втулки должен быть больше размера  вала.
вала.
При изготовлении деталей размеры и выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т. е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Конструктор устанавливает два предельных размера для вала,  , и два предельных размера для отверстия —
, и два предельных размера для отверстия —  . внутри которых должны находиться действительные размеры сопрягаемых деталей (рис. 1.1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском —
. внутри которых должны находиться действительные размеры сопрягаемых деталей (рис. 1.1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском —  и
и  .
.
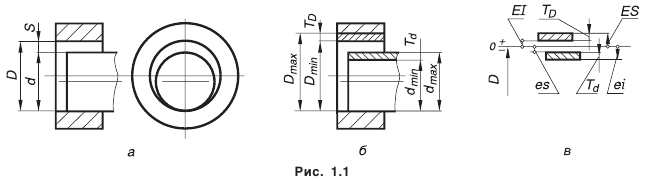
Нанесение на чертеже соединения такого количества размеров крайне неудобно, поэтому было принято устанавливать один общий размер для вала и отверстия, называемый номинальным — , и указывать от него предельные отклонения (рис. 1.1, в).
Верхнее отклонение  — алгебраическая разность между наибольшим и номинальным размерами.
— алгебраическая разность между наибольшим и номинальным размерами.

Нижнее отклонение  — алгебраическая разность между наименьшим и номинальным размерами.
— алгебраическая разность между наименьшим и номинальным размерами.

Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Графическое изображение полей допусков посадки с зазором приведено на рис. 1.1, в.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
Положение допуска относительно нулевой линии определяется основным отклонением — одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетанием) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные — к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности — величине допуска.
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены на рис. 1.2, а, б.
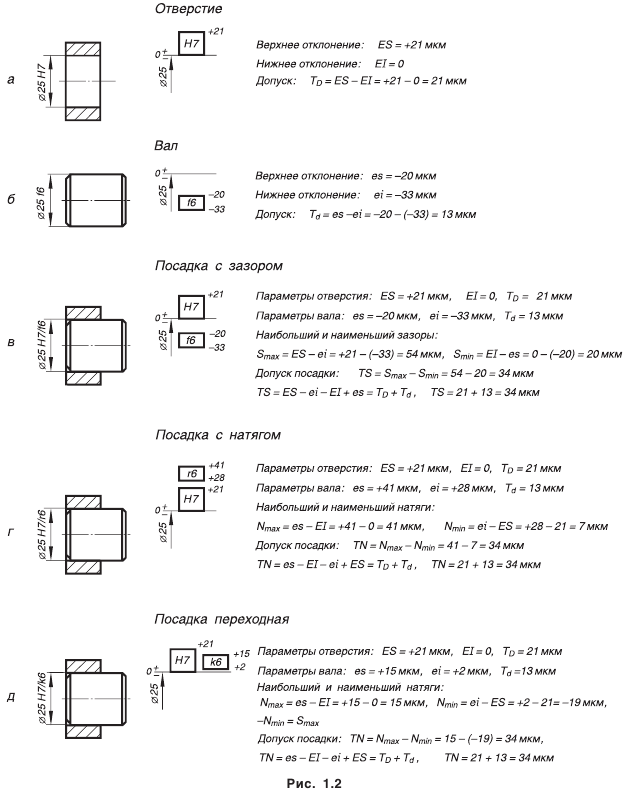
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, с натягом и переходные.
На рис. 1.2, в, г, д приведены примеры различных посадок. Указаны формулы для расчета зазоров и натягов в соединениях и амплитуды их колебаний, называемые допуском посадки (TS, TN).
Нетрудно заметить, что допуск посадки, независимо от ее типа, есть сумма допусков отверстия и вала, составляющих соединение.
Наибольший зазор переходной посадки часто представляют в виде отрицательного наименьшего натяга (см. рис. 1.2, д).
При расчете и выборе посадок конструктора могут интересовать не только предельные зазоры и натяги, но и средние, обычно наиболее вероятные, зазоры и натяги:
средний зазор: 
средний натяг: 
Определения терминов, вошедших в раздел, по ГОСТ 25346-89
Размер — числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения.
Действительный размер — размер элемента, установленный измерением с допустимой погрешностью.
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки. Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
Зазор  — разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
— разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
Натяг  — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
— разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т. е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (см. рис. 1.2, е).
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т. е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (см. рис. 1.2, г).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (см. рис. 1.2, д).
Принципы построения системы допусков и посадок
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обусловливает их качество.
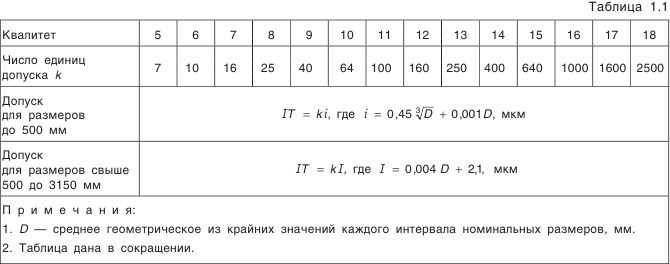
Первый принцип построения СДП (установлено 20 квалитетов и определены формулы для расчета допусков)
Было принято, что две или несколько деталей разных размеров следует считать одинаковой точности (принадлежащими одному квалитету), если их изготавливают на одном и том же оборудовании при одних и тех же условиях обработки (режимах резания и т. д.).
Отсюда следует, что точность валов, изготовленных, например, шлифованием, во всем диапазоне диаметров одинакова, несмотря на то что погрешность обработки, как показали эксперименты, растет с увеличением размера обрабатываемой детали (рис. 1.3).
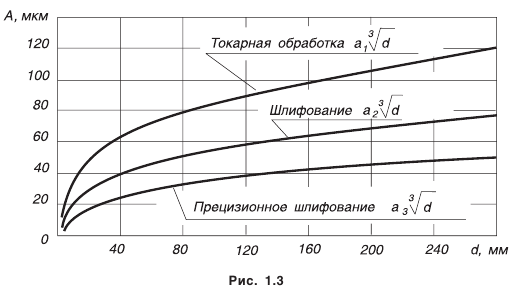
Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть (а) характеризовала тип станка, другая — зависела лишь от размера детали  :
:

где  — амплитуда рассеяния размеров, характеризующая погрешность обработки, мкм;
— амплитуда рассеяния размеров, характеризующая погрешность обработки, мкм;  — диаметр обрабатываемой детали, мм;
— диаметр обрабатываемой детали, мм;  — коэффициент, зависящий лишь от типа станка. В дальнейшем было решено, что допуски одного квалитета должны меняться так же, как изменяется погрешность обработки на станке в зависимости от размера обрабатываемой детали. Допуск
— коэффициент, зависящий лишь от типа станка. В дальнейшем было решено, что допуски одного квалитета должны меняться так же, как изменяется погрешность обработки на станке в зависимости от размера обрабатываемой детали. Допуск  рассчитывается по формуле:
рассчитывается по формуле:

где  — число единиц допуска, установленное для каждого квалитета;
— число единиц допуска, установленное для каждого квалитета;  — единица допуска, зависящая только от размера (табл. 1.1).
— единица допуска, зависящая только от размера (табл. 1.1).
Стандартом установлены квалитеты: 01, 0, 1, 2, 3, 4, 5, …, 11, 12….. 18.
Самые точные квалитеты (01, 0, 1,2, 3, 4), как правило, применяются при изготовлении образцовых мер и калибров.
Квалитеты с 5-го по 11-й, как правило, применяются для сопрягаемых элементов деталей. Квалитеты с 12-го по 18-й применяются для несопрягаемых элементов деталей.
Чтобы максимально сократить число значений допусков при построении рядов допусков, стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется.
Значения допусков для установленных интервалов в диапазоне размеров до 1350 мм приведены в табл. П.1.1 приложения 1.
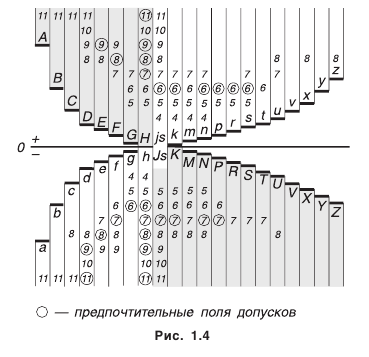
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500 мм приведена в сокращении на рис. 1.4. Затемненная область относится к отверстиям.
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными.
Третий принцип построения СДП (предусмотрены системы образования посадок)
Предусмотрены посадки в системе отверстия и в системе вала.
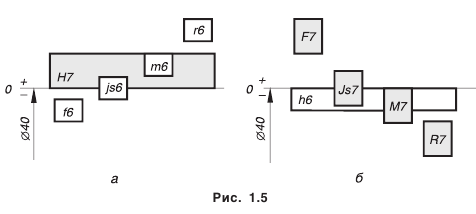
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а). Основное отверстие  — отверстие, нижнее отклонение которого равно нулю.
— отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б). Основной вал  — вал, верхнее отклонение которого равно нулю.
— вал, верхнее отклонение которого равно нулю.
Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
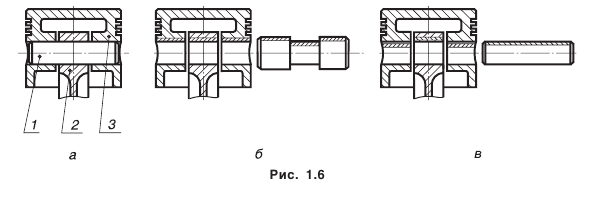
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками на одном валу. На рис. 1.6, а показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 1.6, е), а не в системе отверстия (рис. 1.6, б).
Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут быть изготовлены из точных холоднотянутых прутков без дополнительной механической обработки их наружных поверхностей.
В некоторых случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, при котором ни одна из деталей не является основной. Такие посадки называются внесистемными.
Четвертый принцип построения СДП (установлена нормальная температура)
Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре +20 °С.
Правила образования посадок
Отверстия при прочих равных условиях изготавливаются с большими погрешностями, чем валы, поэтому и допуск посадки делится не поровну, большая часть отдается отверстию, меньшая — валу.
Нанесение предельных отклонений размеров
Способы нанесения предельных отклонений линейных размеров приведены в табл. 1.2. При указании предельных отклонений следует руководствоваться следующими правилами.
Общие допуски установлены по четырем классам точности: точный —  средний —
средний —  ; грубый —
; грубый —  очень грубый —
очень грубый —  Числовые значения предельных отклонений приведены в ГОСТ 30893.1-2002.
Числовые значения предельных отклонений приведены в ГОСТ 30893.1-2002.
• при назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636-69;
• при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347-82;
• при назначении предельных отклонений размеров уступов с несимметричным полем допуска.
Методы выбора посадок
Выбор посадок производится одним из трех методов.
Метод прецедентов, или аналогов. Посадка выбирается по аналогии с посадкой в надежно работающем узле. Сложность метода заключается в оценке и сопоставлении условий работы посадки в проектируемом узле и аналоге.
Метод подобия — развитие метода прецедентов. Посадки выбираются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком метода является, как правило, отсутствие точных количественных оценок условий работы сопряжений. Расчетный метод является наиболее обоснованным методом выбора посадок. Посадки рассчитываются на основании полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, происходящих в сопряжении.
В любом случае новые опытные образцы изделий перед запуском в серийное производство проходят целый ряд испытаний, по результатам которых отдельные посадки могут быть подкорректированы. Квалификация конструктора, в частности, определяется и тем, потребовалась ли корректировка посадок в разработанном им узле.
Лекции:
Допуски и посадки типовых соединений
Лекции:
Геометрические параметры деталей: выбор и нанесение размеров на чертежи
Лекции:
Эти дополнительные страницы возможно вам будут полезны:



