Постановка и снятие болтов
§ Е5-1-19. Постановка и снятие болтов
Указания по применению норм
Нормами предусмотрены постановка и снятие болтов при работе с подмостей.
При постановке болтов
1. Подноска болтов, гаек.
2. Подъём.
3. Постановка болтов, гаек и шайб.
4. Подтягивание гаек на постоянных болтах до проектного усилия.
При снятии болтов
1. Снятие болтов.
2. Комплектовка снятых болтов.
3. Складирование.
Нормы времени и расценки на 100 болтов
| Наименование работ | Состав звена | Н.вр. Расц. | № |
| Постановка постоянных болтов | Монтажники конструкций 8-57 | 1 | |
| Снятие болтов | То же | 4,5 3-35 | 2 |
Примечания: 1. Нормой предусмотрена узловая постановка болтов. При рядовой постановке болтов Н.вр. и Расц. умножать на 0,85 (ПР-1).
2. При постановке болтов с контргайками Н.вр. и Расц. умножать на 1,25 (ПР-2).
3. При постановке постоянных болтов с земли Н.вр. и Расц. умножать на 0,7 (ПР-3).
Постановка болтов и гаек




![]()
![]()
Операция сборки резьбовых соединений с болтами и гайками включает следующие переходы:
1) предварительное соединение деталей узла с постановкой болтов или гаек;
2) установка подсобранного узла в приспособлении;
3) навинчивание болтов или гаек;
4) снятие собранного узла.
Процесс навинчивания болтов или гаек условно можно представить состоящим из трех переходов: наживление, свободное навинчивание и затяжка с заданным моментом.
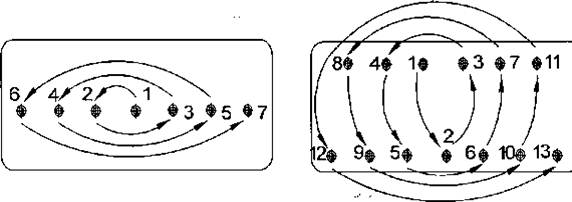
При большом числе болтов или гаек рекомендуется завертывать их по методу спирали (рис. 8.11).
Причем затягивать болты и гайки необходимо постепенно, т.е. сначала затянуть все болты и гайки на 1/3 момента, затем на 2/3 и, наконец, на полную затяжку.
Если в сопряжении имеется упругая прокладка, через 24 или 48 ч после сборки еще раз следует подтянуть болты или гайки. Максимальный момент, создаваемый при затяжке, не должен быть более

Для предотвращения самоотвинчивания болтов и гаек, при действии динамических нагрузок, производят стопорение.
Существуют следующие методы стопорения:
1) стопорение контргайкой;
2) стопорение винтом;
3) стопорение специальными гайками;
4) стопорение шплинтом;
5) стопорение пружинными шайбами;
6) стопорение деформируемой шайбой с наружными выступами;
7) стопорение проволокой;
8) стопорение накерниванием.
Операция сборки соединения, в котором скрепляющей деталью является винт, состоят обычно из следующих переходов:
1) установки подсобранных деталей соединения на подставку (в случае сборки мелких и средних узлов);
2) захвата винта механической отверткой;
3) завинчивания винта в деталь;
4) снятия собранного соединения.
При сборке крупных узлов или общей сборке изделия процесс состоит из нажиапе- ния и завинчивания винта.
Величина момента затяжки винта:
1) с цилиндрической, сферической или шестигранной головками
2) с потайной головкой
Рекомендации и нормативы по технологии постановки болтов в монтажных соединениях металлоконструкций
Купить бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
Документ предназначен для инженерно-технических работников и рабочих-монтажников.
Оглавление
2. Классификация болтов, области применения, технические условия на поставку
3. Технические требования к изготовлению стальных конструкций, собираемых на болтах
4. Технологические операции, выполняемые при монтаже металлоконструкций с соединениями на болтах
5. Технология подготовки болтов, гаек и шайб
6. Технология подготовки контактных поверхностей соединений на болтах
7. Технология сборки соединений на болтах
8. Натяжение болтов одним гайковертом, тарированным по углу поворота гайки
9. Натяжение болтов одним гайковертом переменной мощности по углу поворота гайки
10. Натяжение болтов двумя гайковертами разной мощности
11. Натяжение болтов пневматическими гайковертами редкоударного действия по числу ударов
12. Натяжение болтов электрогайковертами ИЭ-3112 по числу ударов
13. Натяжение болтов ручным инструментом по углу поворота
14. Натяжение болтов гайковертами, тарированным по осевому усилию
15. Натяжение болтов динамометрическими ключами по моменту закручивания
16. Технология выполнения соединений на болтах без контролируемого натяжения
17. Особенности технологии выполнения болто-клепанных соединений
18. Особенности технологии выполнения фланцевых соединений
19. Особенности технологии выполнения фрикционно-срезных соединений на высокопрочных болтах
20. Инструмент, применяемый при выполнении соединений на болтах
21. Контроль качества, приемка и герметизация соединений на болтах
22. Типовой технологический процесс выполнения соединений на болтах с контролируемым натяжением
23. Техника безопасности
| Дата введения | 01.02.2020 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот документ находится в:
Организации:
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ГОССТРОЙ СССР СОЮЗМеГАЛПОСТРОЙНИИГ.ЯОбКТ
Центральный ордена Трудового Красного Знамени научно-исследовательский и проектам» институт строительных металлоконструкций имени Н.П.Мельиикова
РЕКОМЕНДАЦИИ И НОРМАТИВЫ ПО ТЕХНОЛОГИИ ПОСТАНОВКИ БОЛТОВ В МОНТАЖНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОКОНСТРУКЦИЙ
Госстрой СССР Совзметаллоотройюгапроект Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций имени II.П.Мельникова
1ЩИИПР0ЕКТСТАЛШ0НСТРУКЦИЯ им. Мельникова
конструкции им. Мельникова
J&L В.В.Кузнецов 1988 г.
РЕКОМЕНДАЦИИ И НОРМАТИВЫ ПО ТЕХНОЛОГИИ ПОСТАНОВКИ БОЛТОВ В МОНТАЖНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОКОНСТРУКЦИЙ
вовать требованиям табл.2.3-2.5.
Геометрические размеры болтов,»гаек и пгчб должны- соответствовать требованиям табл.2.6-2.7.
Высокопрочные болты должны иметь клеймо завода-изготовителя, а также маркировку, показывавшую временное сопротивление в 1СГ’*’ МПа, и условное обозначение номера плавки. Болты климатического исполнения ХЛ донолк^-елвно маркируются. На головках болтов, изготовленных по ГОС? 7736-70*, долг?» быть нанесена иарки-ровка с указанием клейма завода-изготовитзля и класса прочности.
На рис.2.1 показана маркировка болтов, принятая в настоящее время заводами-изготовителями.
У б) й;
а. Высокопрочный болт Дружковского завода
б. Высокопрочный болт Магнитогорского завода
в. г. Высокопрочный болт Щелковского заводе л. Высокопрочный болт Воронежского завода
е. Болт класса прочности 10.9 Магнитогорского завода
ж. Болт класса прочности 8.8 Автозавода им.Лихачева
з. Болт класса прочности 5.8 Магнитогорского завода
Области применения болтовых соединений, работающих на сдвиг
Условия работа соединения
0 контролируемым натяжением болтов
Без контролируемого натяжения болтов
фрикционные на высокопрочных болтах
на несущих • ВЫООКОПрОЧв
классы прочноети болтов и ГОСТ’ы
IIOi.IIOM ГОСТ, 22353—77
оминалышх д и болтов, ы
В кояструкциях.не-иосредетвенно воспринимающих дина-ипескве нагрузки
В конструкциях, J 1 которых перемещения сдвига в соединениях не ограничены
В слабо нагруженных соединениях связей, фахверков, прогонов и т.д.
Примечание:* при JP^O меньшее по абсолотной величине усилия должно восприниматься трением.
1. Отклонение диаметра и овалыюоть отверстий 0; +0,5 нм.
/ Jin»я расчетных нагрузок.
Области применения монтажных соединений на болтах классов прочности 5.8; в,8; 10,9 и высокопрочных в стальных строительных конструкциях промышленных зданий
Области применения соединений |****>*^
‘метров отверстий и 1 болтов, т
Фрикционные сое-! диненнч на высокопрочных болтах
В конструкциях, роботвдвое в особо тяжелых условиях а росочитиамма на выяоолжвооть:
баям перекрытий технологических и рабочих плооеадок, опеки балок между собой;
yarn горизонтальных и вертикальных связей по поясам отропяльных ферм;
Фланцевые соединения на высокопрочных болтах с контролируемым натяжением
Соединения на болтах классов прочности 5.8; 8.8 и 10.9, работающих иг оре: и растяжение ое: контролируемого натяжения
отыки раотянутчх поясов стропильных и подстропильных ферм на накладках;
узлы крепления вертикальных связей по колоннам
стыки поясов стропильных ферм; стыки колонн;
узлы крепления вертикальных связей по колоннам*’;
стыки балок между собой;
рамные соединения ригелей с колоннам!
В конструкциях, воспринимающих статические нагрузки:
узлы крепления горизонтальных и вертикальных связей по поясам стропильных ферм для зданий с кранами легкого и среднего режимов работы
узлы крепления путей подвесного транспорта и монорельсов
узлы крепления элементов фахверка
узлы крепления балок перекрытий, технологических и рабочих площадок
узлы крепления прогонов, элементов фонарных конструкции
углы крепления крановых рельсов, разрезных подкрановых балок между собой я к холоинам
х) Допускается по прочных болтах
узлы крепления стропильных ферм к колонна. и подстропилыз»;.! фермам, а также подстропильных феом к колоннам при условии передачи вертикального опорного давления через столик
стыки бачок, поясов стропильных ’ и подствопндьнчх феом яч нздлздках
1М«НС-!П!Ч фрикционных создкнениЗ па высоко-
Йехашгческав свойства болтов
Хлаес | Веминаль^ Временное I Твердость го ) Относительное
»f»v>tftTrw( ntftf msm nnmrirtwrtk— I P*wm*MPin eit HR I Mntatna \JJ »
болтов j оезьды, ‘(наямай-
при расчетной температуре
) Отяосл- 1 Ударная ‘ Ьарка тельное вязкость стали
1100 с но 1000(100) 900 (90)
1 ||,20,22j 1000(100)
йрмеиявтся сталь о суженными пределам содержания углерода от 0,37 ДО
Механические овойотьа гаек
твердость по Бринеллю, ед-НВ
Високо-прочные по гост 22353-7
Механические свойства шайб
Класс прочности болтов
Твердость по Роквеллу од. ИКС
ВСт5 сп2; ВСт пс2 ‘ГОСТ 0Ст5Г ПС2; 35 и 40 22355-77
Геометрические размеры высокопрочных болтов, гаек я шайб
Номинальный диаметр резьбы,
Геометрические размеры болтов, гаек и шайб общего применения
Шайбы ГОСТ II37I-78
Значения расчетных площадей сечений и максимальных нагрузок при испытании болтов и гаек на растяжение
Расчетная площадь сечения при разрыве.
Класс прочности и временное сопротивление материала болтов разрыву* МПа
нагрузка относительно рас’ площади, кН
Высокопрочные Солты должны, как правило, иметь специальное покры-. тие, например, парафиновое, исключающее их последующую обработку перед установкой. Каждая партия высокопрочных метизов и болтов классов прочности 5.6; 8,8 и 10,9 должна быть снабжена сертификатом, в котором указывается номер сертификата; предприятие-изготовитель; наименование, тип и размеры изделий; марка стали; номера партии и плавки; результаты проведенных испытаний; масса нетто. Образование отверстий. ■’ расчетных соединениях, работающих на срез и смятие о болтами классов прочности 5,8; 8,8 я 10,9, следует предусматривать сверлением в кондукторах или на поточных линиях, при этом допускаемые отклонения расстояний между центрами отверстий в группе не должны превышать ±1 мм, а диаметров отвер-
Таблица 2.9 Теоретическая масса высокопрочных болтов, гаек и шайб
Теоретическая масса 1000 пт. изделий в кг при номинальном диаметре резьбы, w
Соединения на высокопрочных болтах
Высокопрочные болты согласно ГОСТу P 52643-2006 – это стержневые крепежные детали с прочностными характеристиками не ниже класса 8.8. В качестве сырья для их производства используются легированные, а также низколегированные стали, в которых углерода содержится не более 0,4%. Технология изготовления – горячая либо холодная высадка. По завершении данного процесса на стержень наносится резьбовая нить. Заключительный этап производства – термическая обработка. На поверхность может наноситься слой защитного покрытия. Его толщина обычно не превышает 50 мкм.
Немного теории
Как известно, болты обычной прочности работают на срез. В отличие от них рассматриваемые метизы работают на растяжение. Иная ситуация наблюдается в отношении соединения, сформированного высокопрочными болтами. Оно работает на трение. Благодаря данному фактору прочность и, соответственно, надежность сопряжения повышаются в разы.
Чего следует ожидать, если на посадочное место, отведенное под высокопрочный крепеж, установить обычные стержневые соединительные детали? При эксплуатации такого скрепления причинно-следственная цепочка выглядит следующим образом: в сечении возникает поперечно направленная сила → там же появляется сдвигающая сила → пластины сдвигаются по причине недостаточной степени натяжения болта, обусловливающей небольшую силу трения → происходит деформация болта → скрепление утрачивает прочность.
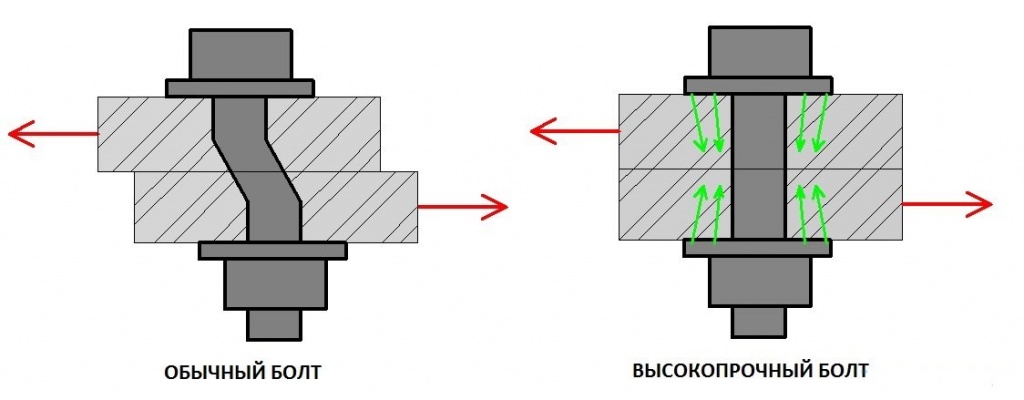
В соединении, сформированном на основе высокопрочных болтов, эти детали прижимают металлические пластины одну к другой, ввиду чего возникает сила трения, препятствующая сдвигу скрепляемых элементов конструкции. Поэтому требование об обязательной необходимости предварительной очистки поверхности пластин от загрязнений и ее обезжиривания перед скреплением в данном случае очень актуально.
Сфера применения
Используются соединения на болтах высокой прочности во многих отраслях современной промышленности, в частности, в:
ü процессе сборки узлов транспортных средств;
ü строительной индустрии;
ü сфере возведения мостовых сооружений; железнодорожных магистралей и т.д.
Встречаются такого рода соединения и в быту. Например, когда необходимо закрепить на бетонной несущей стене массивный широкоформатный плазменный телевизор. В данном случае высокопрочные болты выполняют функцию анкера.
Прочность
Государственным стандартом за номером P 52643-2006 установлены требования к высокопрочному крепежу, используемому для создания соединений. Под таковым подразумеваются болты с 6-гранной шляпкой, гайки шестигранной конфигурации, размер под ключ которых увеличен, а также шайбы.
Прочностные характеристики данного болтокомплекта определяются согласно ГОСТа 32484.1-2013 по двум системам – Роквелла (показатель НR) и Виккерса (показатель НV). При этом НR для болта может принимать одно из двух значений – 10.9 либо 8.8, а НV только одно – 10.9. В тексте данного нормативного документа отдельно оговорено, что формирование соединения не должно допускать смешивание деталей пусть даже с одинаковой прочностью, но определенной по разным системам.
Технические характеристики болтов
Технические характеристики болтов, обладающих высокой прочностью, установлены ГОСТом P 52644-2006. Его положения утверждают одно исполнение данных крепежных деталей. 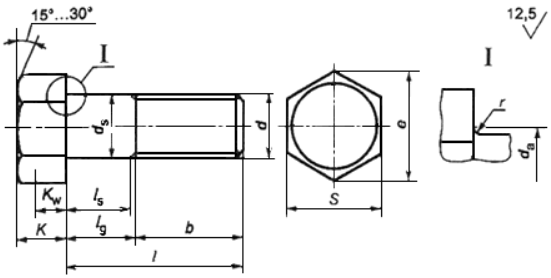
Значения параметров, отображенных на этом чертеже, представлены в таблице. Единица измерения миллиметры.
| Диаметр резьбы, параметр d Диаметр резьбы, параметр d Параметр l (длина стержня) изменяется в диапазоне 40,0 мм≤l≤300 мм. Для предотвращения коррозии на поверхность болтов может наноситься защитный слой. Максимальная толщина такого покрытия (обозначение W) зависит от диаметра резьбы крепежной детали. В цифрах это выглядит следующим образом: резьба M16 – W≤25,0 мкм; резьба M22, M20, M18 – W≤30,0 мкм; резьба M27. M24 – W≤40,0 мкм; резьба M48, M42, M36, M30 – W≤50, мкм. Основные положения CHиП III 18 75В данном нормативном документе указаны правила, которыми нужно руководствоваться при изготовлении конструкций из металла. Кроме того, им описаны все виды соединений, созданных с использованием высокопрочных болтов, в частности: совместно с клеящим составом – болтоклеевое. Реализуется в случае необходимости учета наряду с изгибающим моментом еще и других сдвигающих усилий. В число таковых входят силы с векторами, ориентированными в продольном и поперечном направлениях. Соприкасающиеся элементы подобных конструкций покрываются пленкой из клеевого компаунда – чаще всего это олигомерный реакционноспособный вязкий продукт ЭД16, а также ЭД20. Состоят данные вещества из: химических соединений, увеличивающих пластичность покрытия. Они так и называются – пластификаторы; олигомеров, содержащих 3-членные насыщенные гетероциклы – а это уже эпоксидные смолы; продукта, обеспечивающего полимеризацию смолы – отвердителя; масс, затвердевающих под воздействием комнатной температуры – специальные наполнители в виде корунда. Фрикционное. Здесь метизы формируют силу трения заданной величины между скрепляемыми компонентами конструкции, плотно прижимая их один к другому. Такое соединение должно обладать несущей способностью, превышающей, 75% от значения данного показателя детали, прикрепляемой к конструкции; С несущими высокопрочными болтами. В этих соединениях сдвигающее усилие передается через: деформацию, носящую местный характер – смятие; нагрузку, работающую на срез; силу трения между контактирующими поверхностями. Расчет несущей способности проводится для каждого болта отдельно. Одновременно вычисляются индивидуальные прочностные показатели всех таких крепежных деталей и их стойкость к воздействию внешних нагрузок. Сфера применения несущих высокопрочных болтов – сборка конструкций следующих разновидностей: постоянных, рассчитанных на работу под исключительно статическими нагрузками; временных, устойчивых к воздействию вышеуказанных нагрузок; временных, а также постоянных, при расчете которых учитываются нагрузки динамического характера, либо воздействия, работающие на сдвиг. Необходимо отметить, что проектирование любого фрикционного соединения проводится на основе специальных нормативов. Их полный перечень содержится в CHиПе II.B.3-72. Разработка соединений иных видов осуществляется в соответствии с техническими условиями, представленными конкретной компанией-контрагентом, являющейся производителем работ. По причине широкого спектра разновидностей болтовых соединений, на чертежах они обозначаются каждое по-своему. Данное правило и цифробуквенные последовательности обозначения не претерпевали изменений с момента вступления в силу ГОСТа 2.315. А произошло это в далеком 1968 году. Особенности натяжения высокопрочных болтовРегулировка вращающего усилия в ходе натяжения этих крепежных деталей осуществляется следующими способами: по величине момента закручивания; углу, на который поворачивается гайка; осевому натяжению самого болта; количеству тангенциальных ударов гайковерта. Независимо от выбранного метода затягивания высокопрочных соединительных элементов необходимо применять стяжные болты. И здесь есть еще один момент. Формулируется он так: в начале натяжения шляпку высокопрочных деталей нужно придерживать. Место, с которого следует начинать формировать соединение – середина либо его наиболее жесткий участок. Затягивание болта с определенным усилием выполняется посредством динамометрического ключа. Последовательность этапов скрепления компонентов конструкции с использованием данного инструмента выглядит так: совмещение отверстий в сопрягаемых пластинах путем сквозного забивания пробок в некоторые из этих отверстий; фиксация пакета в заданном положении стяжными болтами; все резьбовые крепежные детали (включая стяжные) подлежат затягиванию с требуемым усилием; пробки удаляются аккуратными ударами молотка по предварительно установленной направке. Далее там, где они находились, монтируются с помощью динамометрического ключа высокопрочные болты. Технологические нюансыПри формировании соединения необходимо соблюдать определенные требования. Рассмотрим лишь ключевые. Обработка поверхностейОбработка контактирующих поверхностей скрепляемых элементов осуществляется: пневматическим методом с использованием кварцевого песка; огневой методикой посредством ацетиленовых многопламенных горелок; вручную либо механически щетками со стальным ворсом. Выполнять данную операцию необходимо с максимальной тщательностью. Ведь она призвана изменить коэффициент трения так, чтобы несущая способность формируемого соединения повысилась. Приступать к сборке объекта нужно не позднее 72 часов после проведения обработки. Если этот временной интервал будет превышен, ранее выполненную процедуру нужно будет повторить. Подготовка болтовПодготовка метизов предусматривает их расконсервацию с последующей: очисткой от грязи и следов коррозии; прогонкой резьбы отбракованных болтов. Смазочный слой удаляется путем помещения высокопрочного крепежа в кипящую воду на непродолжительное время. По окончании данной процедуры болты следует окунуть в раствор, состоящий из 15 процентов автола и 85 процентов неэтилированного бензина. И здесь на срок хранения до формирования соединения действует ограничение – не больше 10 суток. Данное требование связано с возможным увеличением коэффициента закручивания при превышении этого временного интервала. Прогонку резьбовой накатки высокопрочных болтов следует выполнять, применяя специальный гайковерт с пневматическим приводом. УстановкаМонтаж осуществляется с использованием двух (тоже высокопрочных!) шайб – одна идет под шляпку болта, а вторая размещается под гайкой. Гайка должна навинчиваться на резьбовую накатку свободно, то есть от руки. Иные варианты недопустимы. Гайка, накручивающаяся с трудом, подлежит замене. Впрочем, можно заменить сам высокопрочный болт. Теперь несколько слов о пробках. Они должны размещаться в 10 процентах отверстий. Соответственно, удалять их допускается лишь после того, как во все остальные гнезда будут установлены болты и затянуты с требуемым усилием. При этом нужно действовать, не мешкая. Удалив пробку, монтировать на ее место высокопрочную соединительную деталь следует сразу же. Затягивание крепежа M24 часто осуществляется гайковертом. Для его тарировки применяется такой показатель, как поворот ответной гайки на заранее определенный угол. Момент закручивающего усилия, обеспечиваемый подобным инструментарием, может достигать отметки 1600 Нм. Тарирование устройства для болтов M24 должно предварять начало выполнения монтажных работ. Гайковерт может комплектоваться сменными головками конусообразной конфигурации, отличающимися повышенным весом. Это обусловливает снижение потерь мощности при скручивании.
Помимо большой массы, у головок имеется еще одна особенность: они в обязательном порядке проходят этап термообработки. По его завершении твердость сменных приспособлений находится в диапазоне от НRС35 до НRС45. Часто для формирования соединения на высокопрочных болтах M24 применяются последовательно два динамометрических ключа. Это предоставляет возможность получения максимально точной величины момента закручивания. Выглядит данная методика так: первым ключом, который принято называть «малый», закручивают болты с моментом, не превышающим 200 Нм; вторым инструментом, называемым «большой», производится финишное затягивание с моментом, равным 1600 Нм. При закручивании всех высокопрочных болтов за исключением M24 ориентиром обычно является осевое усилие. Для выполнения данной процедуры применяется ключ с пневматическим приводом. Он подлежит обязательному тарированию перед формированием соединения. Впрочем, для крепежа M20 и ряда иных типоразмеров можно осуществлять корректировку затягивания на величину момента закручивания. Способ достаточно сложен. Его реализация предусматривает расчет момента закручивания с последующим его измерением в ходе затяжки болта. Выполняется эта операция с болтами M20 и M24 с помощью электрического ударного гайковерта так: сначала стержневой высокопрочный крепеж устанавливается в место, указанное на чертеже создаваемой конструкции; затем осуществляется затягивание болтов посредством вышеупомянутого инструмента нанесением 3-х единичных ударов; финишная затяжка. Гайковертом наносятся удары в количестве, требуемом для получения в высокопрочном стержневом крепеже осевого напряжения заданной величины. Обычно это 14-18 воздействий импульсного характера. ЗаключениеВ заключение стоит отметить один момент. При формировании соединения посредством высокопрочных болтов допускается депланация (так по-научному называется перепад поверхностей) сопрягаемых элементов конструкции до 0,5 мм. Если этот показатель (обозначение ПВ) находится в диапазоне 0,5 мм 3,0 мм, тогда устанавливаются металлические прокладки подходящей толщины.  Приветствую, уважаемые дети! Сегодня я хочу рассказать  Приветствую вас, уважаемые дети! Сегодня я хочу рассказать  Приветствую вас, дорогие дети! Сегодня я хочу рассказать  Приветствую вас, дорогие дети! Сегодня я хочу рассказать |
