Постобработка 3D моделей
Типы и виды обработки напечатанных изделий.
Для начала пройдемся по основным известным типам постобработки печатных изделий доступным на данный момент.
— Ручная обработка.
Тип обработки, при котором для выравнивания поверхности используется некий абразивный материал. Например, наждачная бумага и ее производные.
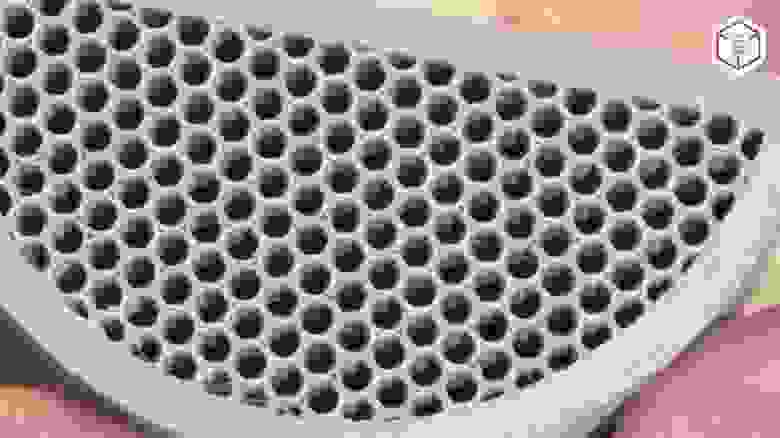
— Автоматизированная механическая обработка. (Галтовка)
Тип обработки, при котором применяются специальные устройства. Самым распространенным видом такого типа обработки является галтовка в основе которого лежит обработка поверхности трением абразивыми гранулами, т.н. «телами». Такой тип обработки применяют в основном для металлических изделий, но он подходит и для пластика.
— Ручная химическая обработка.
Ручная обработка поверхности предмета подходящим растворителем, до образования ровной и однородной поверхности, при которой реагент наносится кистью, пульверизатором, или в виде пара с помощью холодной или горячей «паровой бани».
— Автоматическая химическая обработка.
Автоматическая обработка парами соответствующего материалу изделия растворителя в специальных установках, точно контролирующих процесс.
— Ручная и автоматизированная температурная обработка.
Виды обработки, при которых используется пограничная, или температура расплавления материала для сглаживания поверхности. Обычно в ней применяют строительные фены или печи. В данной статье мы не будем касаться этого вида обработки.
В нашей практике наиболее часто мы используем комплекс из ручной механической и ручной химической обработки, о них и пойдет речь дальше.
Необходимые инструменты.
Техника безопасности
Подборка параметров и материала печати.




Подготовка поверхности.

Теперь возьмем более грубую наждачную бумагу и порежем ее, добиваясь удобного хвата рукой Далее, поперечно слоям начнем шкурить.
Необходимо приблизительно сравнять глубину рельефа слоев с бороздками оставляемыми наждачкой.
После грубой обработки, возьмите бумагу с зерном поменьше и шкурите уже круговыми движениями, там, где это возможно, для предфинишного выравнивания поверхности.
Если детали очень большие, подойдет ленточная шлифовальная машинка, которая позволить обрабатывать обширные поверхности в несколько раз быстрее. К счастью, в проекте с копьем она не понадобилась.
В итоге должно сняться порядка 100 – 200 микрон поверхности, что образует достаточно ровную поверхность, позволяющую перейти к следующему этапу.


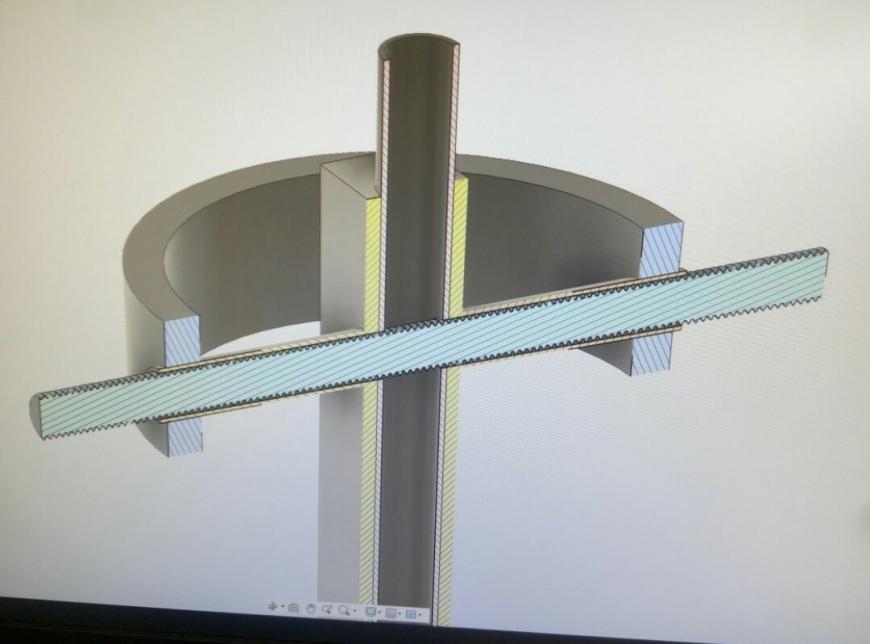
В нашем проекте мы использовали пазы для центровки и скрепления объектов между собой, вручную закладывая их в геометрии. А все копье собиралось на две алюминиевые трубы разных диаметров, в некоторых местах
Нанесение грунта и проявка.

Следующим этапом после подготовки поверхности идет грунтование и проявка.
Под проявкой имеется в виду нанесение одного – двух слоев грунта для того, чтобы все невидимые на пластике царапины и изъяны показались на матовом фоне грунта.
На фото хорошо видно, как грунт вскрыл вроде бы ровную поверхность шва. С ней еще предстоит поработать. Берем нашу двух компонентную шпатлевку и аккуратно выводим поверхность шлифуя после просушки.
После этого еще раз наносим грунт и убеждаемся в том, что поверхность ровная и готова к покраске.
Финишная покраска.


Выполняется в два – три этапа. Для начала вам необходимо положить первый слой краски, цвет которой будет доминирующим. Если вы пользуетесь баллончиками kudo, лучше всего положить 3 – 4 слоя с межслоевой просушкой около 15 минут. Далее, детали должны отстояться не менее 4 – 5 часов до полного высыхания. При температуре около 20 – 24 градусов.
После чего можно маскировать элементы требующие покраски другим цветом и нанести уже его.
Рекомендуется так же, положить не менее 4х слоев с тем же временем просушки и полного высыхания.
Финальным этапом покраски станет нанесение лака в 4 – 5 слоев. Мы используем обычный прозрачный лак Kudo. Он устойчив к истиранию и хорошо выравнивает поверхность.
В итоге, после нанесения кисточкой «боевых царапин, чтобы копье смотрелось более натурально, получается вот такая красота.


Если вам необходима помощь, консультация по приобретению, или другие вопросы, вы можете связаться с нашими менеджерами:
По почте: Sales@3dtool.ru
Или по телефону: 8(800) 775-86-69
Не забывайте подписываться на наш YouTube канал : 
И на наши группы в соц.сетях:
Наш сайт
INSTAGRAM
ВКонтакте
Facebook
Обзор способов постобработки FDM 3D-печатных моделей
Привет! С вами Top 3D Shop и сегодня у нас необычный обзор, он посвящен не технике, а постобработке 3D-печатных моделей.
Рассматривать мы будем обработку принтов напечатанных по технологии FDM, так как это самая распространенная и доступная технология, да и обработки таким моделям требуется больше всего.
Несколько моментов, которые стоит иметь в виду еще до печати изделия.
Первый момент – толщина слоя. Чем тоньше слой, тем выше качество поверхности и меньше постобработки требуется. Естественно, платить за высокое качество придется временем печати.
Если нужна глянцевая поверхность, нет смысла тратить время на печать с минимальной толщиной слоя — модель все равно надо будет шлифовать и полировать, либо наносить грунт и краску.
Стенки
Учесть будущую постобработку стоит и при установлении толщины стенки.

Обычно она составляет около 2 мм, а на деталях под последующую шлифовку или химическую полировку имеет смысл увеличить толщину стенки до 3-4 мм, так как эти процессы удаляют материал. При недостаточной толщине стенок, в процессе постобработки легко протереть или растворить поверхность до дыр.
Поддержки
На FDM принтерах мы почти всегда печатаем с поддержками. В идеале, если принтер может печатать двумя материалами, сделать поддержки растворимыми.
Крупные части таких поддержек удаляются механически, остальное растворяется, затем модель просто промывается и можно переходить к следующим операциям.

Если принтер печатает одним материалом и поддержки печатаются из материала модели, уделите им особое внимание при создании файла для печати.

При правильных настройках и несложной форме изделий поддержки снимаются легко.

Если места соединения поддержек занимают значительную площадь на модели, после их удаления останутся характерные следы, которые требуют дальнейшей обработки.

Не жалейте времени на настройку поддержек, вы сэкономите его при постобработке и принт будет выглядеть аккуратнее. Если модель крупная, зачастую стоит разрезать её на части, чтобы уменьшить количество поддержек. Швы после склейки обработать проще, чем следы от множества поддержек по всей площади принта.

Настройки
Современные слайсеры поддерживают продвинутые настройки поддержек. При настройке обратите внимание на их количество и пятно контакта между поддержкой и моделью, оба эти значения должны быть, по возможности, как можно ниже.
Также важно расположение поддержек: не оставляйте место их контакта с моделью в труднодоступных местах, если этого можно избежать. Помните о том, что модель для печати можно повернуть или разделить на части.
Химия
Поговорим немного о чудесах современной химии. Для постобработки применяются, в зависимости от материала модели и поддержек, различные растворители.

Использование дихлорметана и ацетона помогает и в склейке деталей, и в химической полировке.
Склеивание

Для склеивания частей крупных или сложных моделей можно использовать как бытовые клеи, создающие на поверхности собственную адгезивную пленку, так и растворители.
Второе предпочтительнее, если требуется максимально прочное соединение.

Самые распространенные растворители, используемые для обработки и клейки пластиков, это дихлорметан и ацетон.

Работайте с любым клеем, растворителями и лакокрасочными покрытиями в хорошо проветриваемых помещениях, в защитных перчатках и очках. Вдыхание этих веществ и попадание их на кожу или слизистые пользы вашему здоровью не принесет.

Ацетон часто используется для обработки пластика ABS, так как размягчает и растворяет его медленнее, чем дихлорметан, что делает обработку с его помощью более аккуратной. Используется как для склейки, так и для обработки поверхностей, с нанесением кистью или помещением детали в “ацетоновую баню”.

Дихлорметан предпочтительнее для склеивания, он действует быстрее. При склеивании растворителем, достаточно покрыть им склеиваемые поверхности и с усилием прижать друг к другу.



Образовавшийся шов убирается при дальнейшей обработке, после ошкуривания и грунтования его не будет видно.
Растворение поддержек
Для создания растворимых поддержек, при печати моделей из ABS, часто используется HIPS. Этот пластик растворяется лимоненом, который никак не реагирует с ABS, что делает такое сочетание идеальным.

Почти идеальным. Минусов тут два: стоимость лимонена и его резкий запах цитрусовых, который кому-то может не понравиться.
Шлифовка и полировка

Шлифовка
Самый простой способ обработки: берем наждачную бумагу и стираем верхний слой модели. При определенном навыке, можно добиться очень ровной поверхности.

Переусердствовав, можно протереть в изделии дыру, если толщина стенок слишком мала. Такой способ обработки больше подходит для ABS чем, например, для PLA, так как PLA начинает размягчаться уже при 60°C. Соответственно, если и шкурить PLA, делать это нужно медленно и аккуратно, чтобы пластик не скатывался под наждачной бумагой.

Процесс довольно грязный, заниматься им лучше в защитных очках и маске, так как в воздухе остается пластиковая взвесь, дышать которой неприятно и вредно.
Для обработки сложных мест можно использовать бормашину с различными насадками.


Полировка
Механическая полировка, в целом, не особо отличается от шлифовки, Производится самой мелкой наждачкой и тканью с полировальной пастой.

Если механическая обработка проводится после химической, перед ней необходимо подождать, пока растворитель полностью испарится а поверхность затвердеет.

Химическая полировка производится путем выравнивания поверхности растворением верхнего слоя. Растворитель наносится кистью, аэрозольно или путем помещения детали в закрытый бокс наполненный парами растворителя.
Грунтовка
Предпокрасочная грунтовка наносится в тех случаях, когда поверхность модели уже ровная, а грунт служит для заполнения микроскопических углублений и улучшения сцепления краски с поверхностью объекта. Грунт для этого мы используем аэрозольный, он недорог и удобен в обращении. При больших объемах лучше использовать аэрограф.

Корректирующая грунтовка более грубая, она призвана исправить изъяны модели, ошибки при печати, сгладить неровности или плохо зашлифованные швы.

Для нее можно использовать обычную латексную шпатлевку и, опять же, грунт. Процесс достаточно прост: замазываем все, что нам не нравится, ждем высыхания, проводим шлифовку и полировку.

Если результат не устраивает, повторяем.
Окрашивание
К этому этапу переходим только тогда, когда полностью достигнута желаемая фактура поверхности, отсутствуют незапланированные швы и изъяны, которые после покраски станут еще заметнее.
Перед покраской, как и перед предпокрасочной грунтовкой, убедитесь в отсутствии пыли и других посторонних включений на поверхности. Не забывайте о средствах защиты.

Проведение этих несложных процедур даст принтам высокое качество поверхности, которое будет радовать вас и ваших клиентов.

Материалы и реактивы для постобработки покупайте в Top 3D Shop — подберем необходимый набор для любого техпроцесса, оперативно оформим и доставим.
Узнать больше о 3D-печати можно на наших мастер-классах: каждый покупатель принтера получает право на бесплатное посещение мастер-класса, для остальных это будет стоить 2000 рублей.
21 сентября мастер-класс бесплатен для всех, в рамках выставки-конференции «Top 3D Expo. Цифровое образование 2018», само посещение которой также бесплатно, но требует предварительной регистрации на сайте. Количество мест ограничено, успейте записаться.
Хотите больше интересных новостей из мира 3D-технологий?
Постобработка 3D-печатных объектов. Что для этого нужно?
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Всем привет, друзья! С Вами 3DTool! В этой статье мы расскажем Вам о постобработке изделий, напечатанных на FDM 3D-принтере. В основном статья рассчитана на новичков и не содержит каких-то революционных откровений. Однако мы постарались передать наш опыт наиболее доступно и надеемся, он будет вам полезен.
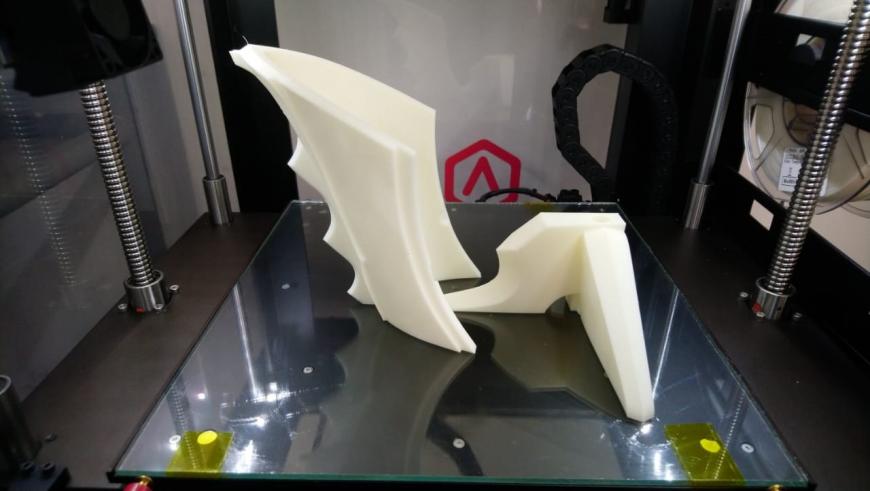
Речь пойдет о применяемых инструментах, методах и приемах, которыми пользуемся мы сами при выполнении заказов и в общей практике. Примером станет проект печати бутафорского копья персонажа из компьютерной игры для костюма на косплей-фестиваль. Мы проследуем весь путь от подбора параметров печати до финишной покраски элементов копья и попутно разберем несколько смежных вопросов.
Типы и виды обработки напечатанных изделий.
Для начала пройдемся по основным известным типам постобработки печатных изделий доступным на данный момент.
Тип обработки, при котором для выравнивания поверхности используется некий абразивный материал. Например, наждачная бумага и ее производные.
— Автоматизированная механическая обработка. (Галтовка)
Тип обработки, при котором применяются специальные устройства. Самым распространенным видом такого типа обработки является галтовка в основе которого лежит обработка поверхности трением абразивыми гранулами, т.н. «телами». Такой тип обработки применяют в основном для металлических изделий, но он подходит и для пластика.
— Ручная химическая обработка.
Ручная обработка поверхности предмета подходящим растворителем, до образования ровной и однородной поверхности, при которой реагент наносится кистью, пульверизатором, или в виде пара с помощью холодной или горячей «паровой бани».
— Автоматическая химическая обработка.
Автоматическая обработка парами соответствующего материалу изделия растворителя в специальных установках, точно контролирующих процесс.
— Ручная и автоматизированная температурная обработка.
Виды обработки, при которых используется пограничная, или температура расплавления материала для сглаживания поверхности. Обычно в ней применяют строительные фены или печи. В данной статье мы не будем касаться этого вида обработки.
В нашей практике наиболее часто мы используем комплекс из ручной механической и ручной химической обработки, о них и пойдет речь дальше.
Для достижения наилучшего результата мы сформировали свой список необходимых инструментов, наличие которых делает процесс более удобным и быстрым.
Для качественной постобработки нам понадобятся следующие инструменты и материалы.
Это не пустые слова. Даже в нашей практике (моей конкретно, прим. Ред) случались отравления и неприятные последствия пренебрежения правилами. И повторить их (правила) еще раз, отнюдь не будет лишним.
Для начала, проводите все обрабатывающие работы в просторном, проветриваемом помещении. Если помещение не оборудовано отдельной вытяжкой, откройте окна или двери и обеспечьте свободный ток воздуха. Высокая концентрация паров ацетона может вызвать головокружение и отравление.
Оставляйте баллоны с краской и растворителями в местах, куда не проникают прямые солнечные лучи. При разогреве баллонов с краской следите за температурой и временем нахождения баллона в воде. Не разогревайте баллоны и не держите растворители рядом с открытыми источниками огня. Зажигалка и паяльная горелка тоже являются такими источниками.
Надевайте респиратор и защитные очки перед работой с абразивами и нанесением краски. Респиратор не должен пропускать мелкие частицы и закрывать хотя бы половину лица.
И помните, что любой инструмент требует уважительного и внимательного отношения.
Подборка параметров и материала печати.
Итак, вернемся к началу.
У Вас появилась задумка распечатать и обработать некий предмет. Условимся, что этот предмет так же требует последующей сборки с обработкой швов. Как правило, это наиболее частый случай для небольших мастерских и домашней 3D-печати. Что нам необходимо сделать в первую очередь?
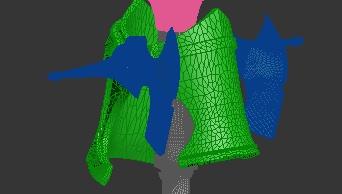
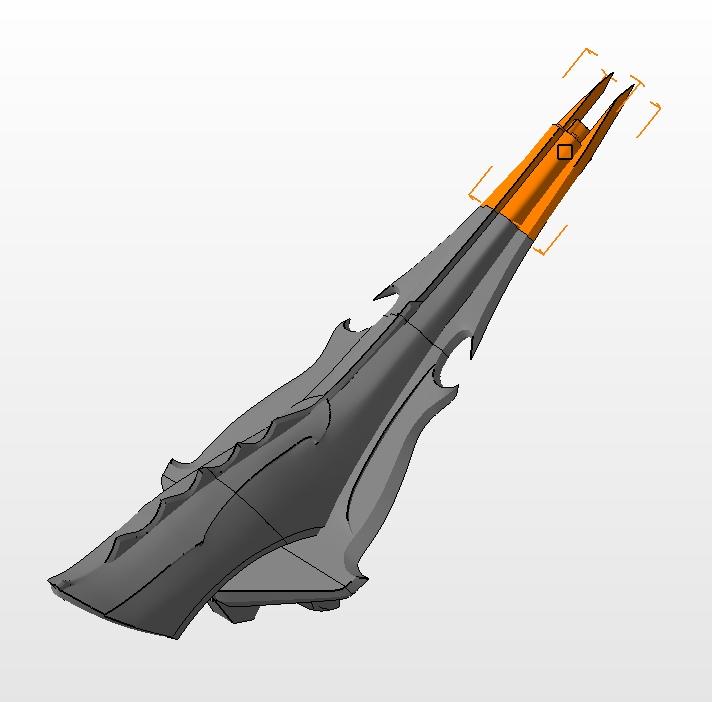
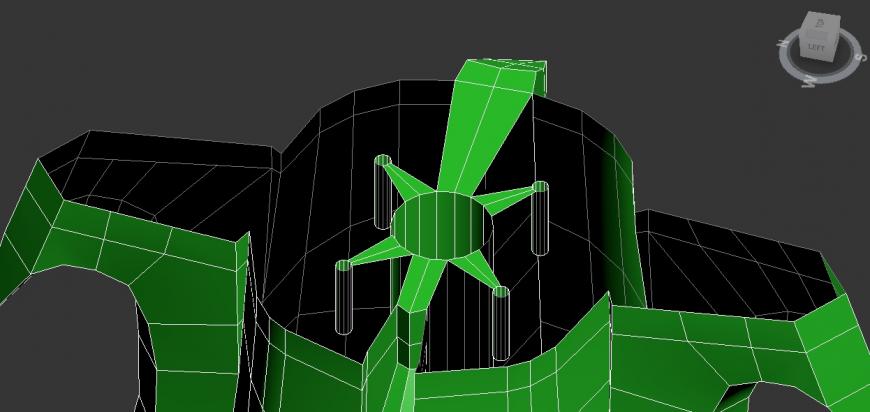
Для начала поделим нашу 3D-модель на сегменты, помещающиеся в рабочую область принтера, и определимся, как наш объект будет собираться после печати.
На иллюстрации хорошо видны этапы работы с 3D-моделью. Ретопология, упрощение излишне сложных элементов и расстановка сборочных замков.
Далее определимся с шероховатостью поверхности. Тобиш с толщиной (высотой) слоя. Она напрямую будет влиять на время печати и последующую обработку поверхности. Например, опытным путем мы выяснили, что 200 – 250 микрон, самый оптимальный размер при учете использования наждачной бумаги соответствующей зернистости. Движения поперек расположению слоев делают глубокие бороздки и активно сравнивают поверхность.
Так как обработка будет выполняться путем шлифования, стенки изделия должны быть достаточно толстые и крепкие. Обычно, параметра в 1 – 1.2 мм хватает. Наше копье мы печатали на 15% заполнения и с толщиной стенки в 1 мм на 0.4 сопле.
Важный этап, от которого зависит вся последующая работа – выбор материала для 3D печати.
Т.к. мы используем 3D-принтеры Raise 3D и Picaso Designer X, нам удобнее печатать из ABS пластика. Из всех существующих филаментов на данный момент он обрабатывается понятнее и проще всего. PLA тоже подойдет, но связываться с более токсичным чем Ацетон – Дихлорметаном желания не много. Однако и с ним наш метод работы сильно не меняется, разве что наносить растворитель на поверхность будет чуть сложнее, т.к. испаряется он активнее.
Итак. Метод проб и ошибок показал, что для обширных поверхностей, лучше всего работает комбинированный способ.
Для начала вымачиваем кисть в растворителе, слегка вытираем лишнюю жидкость о стенки емкости и немного влажной кистью проходим быстрыми движениями поперечно слоям по всей поверхности модели.
Это позволит сгладить особо сильные перепады и сплавить верхние слои между собой, что в дальнейшем хорошо скажется при покраске, т.к. лишние поры будут закрыты. Движения должны быть равномерными, с перекрытием около 10%, определяется на глаз. Главное, чтобы между полосами нанесенного растворителя не было промежутков.
Старайтесь не касаться только что обработанной поверхности частями тела и сторонними предметами, размягчённый пластик очень хорошо марается и образует каверны при касании.
Сразу после нанесения растворителя, нам понадобится компрессор, или мощный ток прохладного воздуха. Задача – высушить расплавленный слой изделия. Делать это нужно только холодным или прохладным воздухом, чтобы ацетон быстрее сходил с поверхности объекта, а не вспучивался пузырями. Если применять фен, или горячий воздух, ацетон будет испаряться слишком быстро, а поверхность вспучиваться и весь эффект будет потерян.
Если все сделать правильно, поверхность должна выглядеть примерно так.

Теперь возьмем более грубую наждачную бумагу и порежем ее, добиваясь удобного хвата рукой Далее, поперечно слоям начнем шкурить.
Необходимо приблизительно сравнять глубину рельефа слоев с бороздками оставляемыми наждачкой.
После грубой обработки, возьмите бумагу с зерном поменьше и шкурите уже круговыми движениями, там, где это возможно, для предфинишного выравнивания поверхности.
Если детали очень большие, подойдет ленточная шлифовальная машинка, которая позволить обрабатывать обширные поверхности в несколько раз быстрее. К счастью, в проекте с копьем она не понадобилась.
В итоге должно сняться порядка 100 – 200 микрон поверхности, что образует достаточно ровную поверхность, позволяющую перейти к следующему этапу.


Следующим этапом после подготовки поверхности идет грунтование и проявка.
Под проявкой имеется в виду нанесение одного – двух слоев грунта для того, чтобы все невидимые на пластике царапины и изъяны показались на матовом фоне грунта.
На фото хорошо видно, как грунт вскрыл вроде бы ровную поверхность шва. С ней еще предстоит поработать. Берем нашу двух компонентную шпатлевку и аккуратно выводим поверхность шлифуя после просушки.
После этого еще раз наносим грунт и убеждаемся в том, что поверхность ровная и готова к покраске.


Выполняется в два – три этапа. Для начала вам необходимо положить первый слой краски, цвет которой будет доминирующим. Если вы пользуетесь баллончиками kudo, лучше всего положить 3 – 4 слоя с межслоевой просушкой около 15 минут. Далее, детали должны отстояться не менее 4 – 5 часов до полного высыхания. При температуре около 20 – 24 градусов.
После чего можно маскировать элементы требующие покраски другим цветом и нанести уже его.
Рекомендуется так же, положить не менее 4х слоев с тем же временем просушки и полного высыхания.
Финальным этапом покраски станет нанесение лака в 4 – 5 слоев. Мы используем обычный прозрачный лак Kudo. Он устойчив к истиранию и хорошо выравнивает поверхность.
В итоге, после нанесения кисточкой «боевых царапин, чтобы копье смотрелось более натурально, получается вот такая красота.


А на этом у нас все. С вами был 3DTool, увидимся в следующих статьях!
Выбор ЧПУ-станков для гравировки и реза, на нашем сайте: https://3dtool.ru/category/chpu/?utm_source=3dtoday Выбор огромного количества различных 3D-принтеров в разных ценовых категориях: https://3dtool.ru/category/3d-printery/?utm_source=3dtodayЛюбые интересующие вас вопросы относительно аддитивной техники и ЧПУ-станков, вы можете задать нашим менеджерам.
По почте: Sales@3dtool.ru Или по телефону: +8(800) 775-86-69
Не забывайте подписываться на наш YouTube канал:
Не забывайте подписываться на наши группы в соц.сетях:



