Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.

Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.

Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.

Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.

Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Поверхностная закалка




![]()
![]()
Для некоторых деталей при эксплуатации необходима высокая твердость и износостойкость поверхности в сочетании с хорошей вязкостью в сердцевине. Это касается деталей, работающих в условиях износа с одновременным действием динамических нагрузок (например, шестерни, пальцы, скрепляющие звенья трака гусеничных машин).
В таких случаях подвергают упрочнению не всю деталь, а только тонкий (несколько мм) поверхностный слой.
Поверхностная закалка – это нагрев до закалочных температур только поверхностного слоя детали с последующим быстрым охлаждением и образованием мартенситной структуры только в этом слое.
Осуществляют такую закалку быстрым нагревом поверхности, при котором сердцевина не успевает прогреваться за счет теплопроводности. При таком нагреве температура по сечению детали резко падает от поверхности к центру.
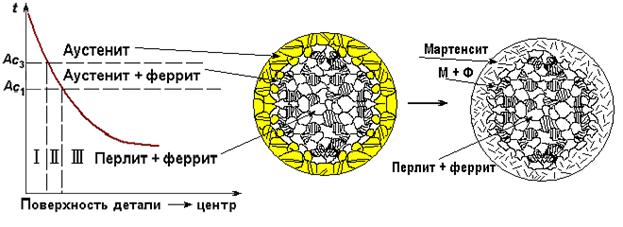
После охлаждения в сечении детали получаются три характерных зоны с разной структурой и свойствами (рис. 46).
 а б в
а б в
Рис. 46. Поверхностная закалка стали:
а – распределение температур по сечению; б – структура при поверхностном нагреве;
в – структура после закалки
В зоне I после закалки получается мартенситная структура с максимальной твердостью, так как эта зона нагревалась выше критической температуры Ас3.
В зоне II после закалки в структуре, кроме мартенсита, будет присутствовать и феррит. Следовательно, твердость там будет ниже.
В зоне III нагрев и охлаждение не приводят к каким-либо изменениям структуры. Значит, здесь сохраняется исходная феррито-перлитная структура с низкой твердостью, но высокими пластическими свойствами.
После поверхностной закалки деталь может сопротивляться динамическим нагрузкам за счет вязкой сердцевины и хорошо работать в условиях износа благодаря твердой поверхности.
Быстрый нагрев поверхности, необходимый при такой технологии, осуществляется чаще всего индукционным способом (закалка ТВЧ). Деталь помещается в индуктор, подключенный к генератору тока высокой частоты (рис.47). Переменное магнитное поле высокой частоты наводит в тонком поверхностном слое металла вихревые токи, и нагрев осуществляется за счет сопротивления металла протеканию этих токов. Немедленно после нагрева, который длится секунды, деталь помещают в спрейер для охлаждения.

Рис.47. Схема закалки ТВЧ
Поверхностная закалка должна сопровождаться низким отпуском.
Чем выше частота внешнего переменного магнитного поля, тем тоньше слой, в котором сосредоточены вихревые токи. Поэтому глубина закаленного слоя может легко регулироваться и составляет от десятых долей миллиметра до 3–5 мм. Операцию закалки ТВЧ можно полностью автоматизировать. Способ очень производительный; коробление и окисление поверхности детали при этом минимально.
Иногда, для поверхностной закалки используют и другие способы нагрева – газопламенный (рис.48), лазерный, а также нагрев краткосрочным погружением в расплав солей.
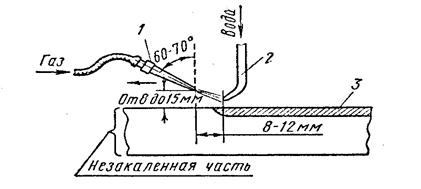
Рис.48.Схема газопламенной закалки
Для способа упрочнения поверхностной закалкой созданы специально стали пониженной прокаливемости, например, 55ПП (0,55 % С и не более 0,5 % примесей).
Поверхностная закалка
Видео
Применение рессорной стали для изготовления ножа
Какие выделяют виды домашней закалки?
Перед тем как закалить нержавейку, следует выяснить, какие существуют методы, доступные для работы дома. Многое зависит от правильно поставленной задачи. Важно учитывать, какая марка стали у нержавейки. Существуют различные режимы закалки металла:

Охлаждение клинка
Существует 2 способа охлаждения закаленной стали – в емкости с водой или маслом. Нержавеющие сплавы необходимо охлаждать с помощью минерального масла, низколегированные профили – в воде с добавлением поваренной соли. Неверный выбор способа охлаждения может свести на нет всю процедуру закаливания. Не рекомендуется использовать комбинированное охлаждение – последовательное опускание изделия в емкости с водой и маслом.
Как выбрать правильный метод охлаждения? Выбор зависит от цели и способа каления:
Общие сведения о процессе цементации стали
Для того чтобы проводить подобную обработку металла в домашних условиях следует рассмотреть особенности термического воздействия на сталь подробнее.
Среди особенностей цементации выделим следующие моменты:

Цементация нержавеющей или другой стали более сложный процесс, в сравнении с закалкой, но позволяет достигнуть более высоких эксплуатационных качеств.
Что потребуется для закалки ножа в домашних условиях?
Как правильно закалять ножи в домашних условиях? Процедура закалки не отличается особой сложностью и трудоемкостью. Необходимо следить за временем обработки сплава, соблюдать необходимую температуру нагрева и охлаждения.
Высокоуглеродистые сплавы можно закаливать дома только при наличии специального оборудования – муфельной печи. Для прокаливания клинков из конструкционной стали подойдет самый обычный костер или газовая горелка. Также для проведения работы потребуются угли для розжига костра и несколько больших емкостей. Чтобы удерживать над пламенем огня раскаленную сталь, используются кузнечные щипцы. Для защиты глаз следует заранее подготовить специальные очки. Чтобы закрыть лицо и тело от летящих из костра искр, понадобится защитный костюм из натуральных материалов – например, хлопка.
Самостоятельному закаливанию подлежат самодельные ножи и клинки, изготовленные из подручных средств. Для этого подойдут напильники, пилы, клапаны, подшипники, рессоры и прочее. Закаленный по всем правилам инструмент приобретает прочность и высокую износостойкость, при этом новые свойства могут сохраняться на протяжении десятилетий.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
Есть две основные цели термообработки:
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.

При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как изготовить камеру для закаливания металла
Понятно, что изготавливая такую камеру, к процессу лучше подойти серьезно, так как делать вы ее будете не на один день или раз. Попробуем кратко описать процесс изготовления такой камеры, также называют ее – муфельная печь.
На этом, можно сказать, что печь для каления металла готова. Как видите, нет ничего сложного в изготовлении муфельной печи для дома.
Что нужно знать для проведения процедуры закаливания нержавейки в домашних условиях?
Перед проведением данной операции дома следует узнать некоторые правила:
Как закалить отдельные части лезвия?
Самая распространенная ошибка при домашнем закаливании стали – перегрев изделия. В результате перекаливания инструмент становится хрупким, и на нем могут образоваться трещины, которые значительно ухудшают качество сплава.
Чтобы избежать таких последствий, следует отдельные зоны лезвия ножа закалять в разных условиях. Режущую часть лезвия прокаливают однократно до появления ярко-оранжевого цвета, температура каления при этом доходит до 1000 С. Ту часть, которая после закалки не нужно затачивать, следует трижды прокалить до температуры 280 С. При отсутствии прибора для измерения температуры интенсивность нагрева в камере определяют по оттенку раскаленного сплава – он должен стать фиолетовым.
Особенности технологии
В качестве охлаждающей среды при выполнении закалки как в производственных, так и в домашних условиях используют различные материалы. Так, наиболее распространенные охлаждающие среды – вода и масло – обеспечивают следующие скорости охлаждения нагретого стального изделия:
Отжиг ножа на открытом огне требует пристального внимания
Существует несложное правило, которого следует придерживаться, чтобы не столкнуться с такой проблемой: та часть лезвия, которая не будет затачиваться, нагревается трижды до фиолетового цвета, что соответствует температуре 285°, а режущая часть нагревается только один раз до желтого цвета, после чего степень ее нагрева проверяют при помощи магнита. Более подробно познакомиться с такой методикой можно, просмотрев соответствующее видео.

Цвета каления и побежалости углеродистых и малолегированных сталей

На нержавеющих сталях цвета побежалости появляются в той же последовательности, но при более высоких температурах

Нередко требуется осуществить зонный отпуск уже закаленного ножа, чтобы сделать его среднюю часть более упругой, сохранив твердость режущих лезвий. В домашних условиях такая технологическая операция выполняется по нижеприведенному алгоритму.
Определять температуру отпуска можно по цветам побежалости – радужной пленке, появляющейся при нагреве зачищенной поверхности ножа: от светло-желтого (поз. 1) до голубоватого (поз. 6)
Отпуск заготовок
Обработка высокой температурой приводит к созданию в металле внутреннего напряжения. Это отрицательно сказывается на гибкости и прочности металла. Заготовка становится хрупкой – при неправильном нажиме или перекосе она начинает крошиться или лопается.
Для того чтобы металл стал более пластичным проводится процедура отпуска – доведение температуры заготовки до момента наивысшей пластичности металла и постепенное, естественное его охлаждение. В муфельной печи для этого разогревают металл до необходимой температуры, а после, при закрытой дверце плавно охлаждают в течение 2-3 суток.
Проверить правильно ли закалился клинок довольно просто – достаточно провести напильником по лезвию – если лезвие скользит, закалка прошла удачно, ну а если задевает металл, то процедуру придется повторить.
Выбор стали для закалки ножа
Как известно, сталь это есть не что иное, как сплав углерода с железом. В них добавляются в небольших дозах добавки. Большую роль на качество будущего клинка они не играют. Важнейшим элементом является углерод. Добавки могут быть такие, как цинк, хром, молибден, кальций и т.д.
А вот чем меньше углерода в стали, она приобретает высокую прочность, но изнашивается быстрее и коррозия развивается быстрее. Для правильной закалки нужно обязательно знать состав будущего клинка. Лучше всего провести углеродный анализ стали.
 Идеальная закалка лезвия ножа.
Идеальная закалка лезвия ножа.
Если будущее изделие будет, к примеру, из напильника или рессоры автомобиля. Закалка в данном случае просто необходима, тем более ковка такого металла подразумевает его обязательный нагрев. Проверить качество закалки, можно в домашних условиях, но он довольно «жестокий».
Нужно готовый клинок затянуть в тисках и начать постепенно гнуть его, и если излом клинка произойдет на отметке приблизительно в 45 градусов. Можно смело сказать – закалка была проведена верно. Но так следует сделать, после первой вашей самостоятельной закалки клинка, нужно хорошо запомнить весь процесс и повторить его заново.
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
Последний совет можно выполнить, если ознакомиться с таблицей:
поверхностная закалка
90 % тепла выделяется в этом слое толщиной γ = 5000√ ρ/μf см, которая зависит от электросопротивления ρ, Ом • см, нагреваемого металла, магнитной проницаемости μ, Гс/Э, и частоты тока f, Гц. В последние годы все чаще начинают применять для нагрева изделий для поверхностной закалки концентрированные излучения с высокой плотностью энергии (плазменные, лазерные, электронные лучи и др.). При их использовании поверхностная закалка может идти с оплавлением поверхности, что обеспечивает формирование неравновесной структуры поверхностного слоя в результате перехода из жидкого состояния в твердое. Реже, главным образом для крупных изделий, применяют поверхностную закалка с нагревом газовым пламенем. Требуемая глубина закаленного слоя, определяемая размерами и условиями работы детали, 0,5-3,0 мм. При поверхностной закалке твердость поверхностного слоя, как правило, выше достигаемой у той же стали при обычных способах закалки в связи с особенностями структуры аустенита, образующейся при быстром нагреве, и значительными напряжениями в поверхностной зоне;
Смотри также:
— Закалка
— ступенчатая закалка
— объемно-поверхностная закалка
— полная закалка
— изотермическая закалка
— закалка с самоотпуском
— закалка с обработкой холодом
— закалка из жидкого состояния
— закалка двойная
— закалка в двух средах
— неполная закалка
— закалка в горячей среде
— закалка без полиморфного превращения
Полезное
Смотреть что такое «поверхностная закалка» в других словарях:
поверхностная закалка — Процесс поверхностного упрочнения, при котором поверхность стальной заготовки при нагреве и закалке образует мартенситный слой, сохраняя контуры детали и окружает сердцевину с перлитной структурой. [http://www.manual steel.ru/eng a.html] Тематики … Справочник технического переводчика
поверхностная закалка — paviršinis grūdinimas statusas T sritis fizika atitikmenys: angl. flame hardening; surface hardening vok. Brennhärtung, f; Oberflächenhärtung, f rus. пламенная закалка, f; поверхностная закалка, f pranc. durcissement de la surface, m;… … Fizikos terminų žodynas
Поверхностная закалка — Shell hardening Поверхностная закалка. Процесс поверхностного упрочнения, при котором поверхность стальной заготовки при нагреве и закалке образует мартенситный слой, сохраняя контуры детали и окружает сердцевину с перлитной структурой. (Источник … Словарь металлургических терминов
объемно-поверхностная закалка — [bulk shallow hardening] закалка, при которой глубина прокаливаемости регулируется химическим составом стали и режимом индукционного нагрева; глубина залегания полумартенситного слоя при этом 0,15 0,25 диаметра или толщины изделия; Смотри также:… … Энциклопедический словарь по металлургии
Объёмно-поверхностная закалка — Эта статья или раздел носит ярко выраженный рекламный характер. Это не соответствует правилам Википедии. Вы можете помочь проекту … Википедия
Объемно-поверхностная закалка — (металлов) это современная технология закалки стали. Данная технология разработана ведущими российскими учеными, является новым словом в области упрочнения металлов. Разработка этой технологии это результат более чем 10 летнего труда… … Википедия
Пламенная поверхностная закалка — Flame hardening Пламенная поверхностная закалка. Процесс повышения твердости поверхности железных сплавов, в которых интенсивное пламя используется для нагрева поверхностных слоев выше верхней критической температуры превращения, после чего… … Словарь металлургических терминов
пламенная поверхностная закалка — Процесс повышения твердости поверхности железных сплавов, в которых интенсивное пламя используется для нагрева поверхностных слоев выше верхней критической температуры превращения, после чего заготовка немедленно охлаждается. [http://www.manual… … Справочник технического переводчика
закалка с самоотпуском — [temper quenching] закалка стали, в процессе охлаждения которой за счет аккумулирования теплоты может протекать отпуск; Смотри также: Закалка ступенчатая закалка объемно поверхностная закалка … Энциклопедический словарь по металлургии
закалка с обработкой холодом — [cold quenching] закалка, включающая охлаждение стали до температуры ниже комнатной, обеспечивающая превращение остаточного аустенита в мартенсит; Смотри также: Закалка ступенчатая закалка … Энциклопедический словарь по металлургии



