Что такое правка и гибка металла




§ 38. Правка и гибка металла
Правка. На изготовленных из металла заготовках и деталях после отжига, сварки, вырезки и других операций появляются изгибы, местные неровности, выпучины и вмятины различной формы, волнистость и прочие дефекты. Операция по устранению этих дефектов называется правкой.
Ручную правку листового металла производят на плите или наковальне при помощи деревянных молотков или молотков, сделанных из меди, свинца, алюминия или резины.
Заготовки из прутковой и профильной стали правят стальными молотками с круглым выпуклым бойком. Крупные заготовки правят ударами кувалды или на механических молотах и прессах.
Так как при ударах стальным молотком на металле неизбежно остаются следы, при правке изделий с уже обработанной поверхностью применяют подкладки из мягких материалов (дерево, латунь и др.). Тонкий листовой драгоценный металл (золото, серебро), а также фольгу правят, разглаживая деревянными или металлическими гладилами.
Наиболее трудоемкой является операция правки листового металла. Различают три случая: правка волнистости полосы или на краях (рис. 95, а), правка изогнутых (серповидных) заготовок под линейку (рис. 95, б) и правка выпучин.
При правке волнистости полосы или по краям заготовки, которая чаще всего получается при вырезании ее из листа, наносят удары молотком, начиная от наиболее выпуклых мест к краям (рис. 95, а). Наиболее сильные удары наносят в середине и силу удара уменьшают по мере приближения к краям. Таким образом, выпуклые участки полосы осаживаются и волнистость выравнивается.
Чем тоньше листовая заготовка, тем аккуратнее и внимательнее надо производить правку, так как при неправильном ударе молотком его боковые грани легко могут испортить заготовку или даже пробить ее.
Гибка. При помощи гибки из прямолинейной заготовки получают криволинейное изделие. Гибку заготовки производят путем сгибания ее вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. На рис. 96 изображены оправка и последовательные операции гибки (1-6) квадратного прутка для изготовления элемента решетки. При толстых заготовках гибку осуществляют ударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Иногда гибку производят на глаз или по шаблону. Проволоку гнут плоскогубцами или круглогубцами (рис. 97).
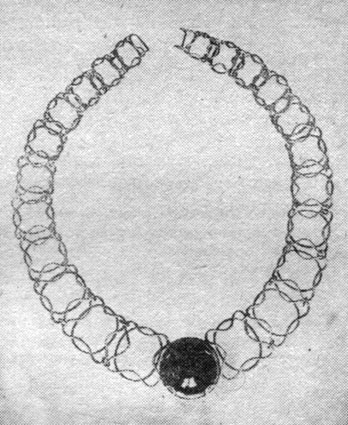
Рис. 97. Современное ювелирное украшение, выполненное гибкой круглогубцами. Автор С. Д. Кирюшкин, 1976 г. МВХПУ (учебная работа)
В процессе гибки наружные слои металла растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются. Неизменным по длине остается так называемый нейтральный слой, который у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) лежит на равном расстоянии от сторон, посередине, а у несимметричных профилей (треугольного, полукруглого) нейтральный слой проходит через центр тяжести сечения.
Расчет длины заготовки, подлежащей гибке, производят по чертежу, ориентируясь на нейтральный слой, который в процессе деформации сохраняет длину неизменной.
Если после гибки внутренний угол должен быть без закругления, длину заготовки L определяют по формуле
Если гибку производят с определенным радиусом закругления, длину заготовки L вычисляют по формуле
Пример 1. Определить длину заготовки, сгибаемой под прямым углом без закругления; длина прямых участков: l1 = 10 мм; l2 = 20 мм; толщина заготовки квадратного сечения 4 мм.

Округление до большего значения необходимо, если после гибки предполагается запиливание краев в размер.
Пример 2. Определить длину заготовки, сгибаемой под углом а = 90° при радиусе R = 6 мм и толщине (круглого по сечению) материала m = 4 мм; длина участков по обе стороны загиба l1 = 30 мм и l2 = 20 мм.

Пример 3. Определить длину заготовки для обручального кольца при внутреннем диаметре 18 мм и толщине материала прямоугольного сечения 2 мм.

Полученные в примерах размеры следует округлить до большего значения на припиловку краев в размер после гибки.
Часто длину заготовки указывают на чертеже; тогда определять ее нет необходимости. Если радиус гибки очень мал, то в металле могут образоваться трещины. Чтобы этого избежать, не следует гнуть по радиусам, меньшим двойной толщины заготовки.
Листовой металл после прокатки имеет волокнистую структуру. Чтобы не получалось трещин, его следует гнуть поперек волокон или так, чтобы линия гиба составляла с направлением прокатки угол, равный 45°.
При гибке деталей из листового металла (а в отдельных случаях также и проволоки круглого и квадратного сечения, полос и т. п.) происходит явление распружинения, т. е. угол изгиба несколько увеличивается, а деталь выпрямляется после снятия напряжения. Величина угла, на который распрямляется деталь, вследствие упругой отдачи зависит от степени упругости металла, его толщины и радиуса изгиба. Заранее точно определить угол пружинения очень трудно, поэтому приходится заготовки загибать сильнее, т. е. с заведомо меньшими радиусами и углами изгиба, а оснастку (оправки) для получения точных изгибов деталей необходимо подбирать и дорабатывать (доводить) опытным путем.
Правка и гибка металла
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Дата добавления: 2015-01-24 ; просмотров: 12250 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Правка и гибка металла




В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Гибка труб в горячем состоянии.
При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов.

Гибка труб в холодном состоянии выполняется при помощи различных приспособлений.
Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.

Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба,
5 — труба, 6 — ролик-шаблон, 7 — хомутик
Гибка медных и латунных труб.Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имеющие вмятин, вы- пучин и складок.
При гибке труб необходимо соблюдать следующие условия:
Развальцовка (вальцевание) трубзаключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров.
Правка, рихтовка и гибка при слесарных работах
Правка — слесарная операция по устранению дефектов заготовок в виде вогнутости, выпуклости, коробления, искривления и т.д. Сущность правки заключается в сжатии выпуклого слоя металла и расширения вогнутого слоя. Правку осуществляют в холодном или нагретом состоянии заготовки (в зависимости от ее размеров и материала). Правка может быть ручной или машинной на специальных вальцах или прессах. Различают правку заготовок из листа, профильного металла и труб.

Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком; заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком — киянкой.
Наиболее сложна правка листов. Лист укладывают на плиту, линейкой определяют места выпуклостей, границы которых обводят мелом. Схемы нанесения ударов при правке выбирают в зависимости от числа выпуклостей и их расположения. При наличии одной выпуклости в середине листа удары наносят, начиная от края листа по направлению к выпуклости, изменяя силу и место ударов молотком. При правке листа с несколькими выпуклостями удары начинают наносить от промежутка между выпуклостями, постепенно приближаясь к их середине.
Для правки лист кладут на плиту выпуклостью вверх, поддерживая его левой рукой; правой наносят удары молотком. Удары должны быть частыми, но не сильными.
Правку полос, изогнутых по ребру, осуществляют следующим образом: определяют кривизну линейкой или на глаз, отмечая ее границы мелом. Широкой поверхностью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Полоса односторонне вытягивается в результате «разгона» металла, принимая прямолинейную форму. Этот способ применяют при правке уголка с небольшой кривизной полки.
Заготовки круглого сечения (прутки) правят на плите, в призмах или с помощью ручного пресса. Удары молотком наносят по выпуклой части от края изгиба к его средней части. Правку заканчивают легкими ударами, поворачивая деталь вокруг своей оси. Этот способ правки используют и для правки стальных труб.
Когда сила удара молотком не обеспечивает правку, применяют ручные винтовые прессы. На столе пресса устанавливают две призмы, на которых размещают изогнутый вал или трубу так, чтобы призматический наконечник на штоке пресса находился над местом наибольшей кривизны. Плавно вращая маховик, подводят наконечник винта к месту изгиба. Затем винтом нажимают на исправляемый вал.
Профильный металл правят подогревом газопламенной горелкой или резаком. В частности, серповидность выправляют путем формирования зоны подогрева в виде треугольника или трапеции с основанием, обращенным в сторону выпуклости; в процессе остывания происходит деформация заготовки, величина которой определяется площадью и степенью нагрева.
Рихтовка является разновидностью правки. Рихтовку выполняют на термообработанных деталях. Особенность рихтовки заключается в том, что выпрямление детали происходит в результате нанесения ударов носком закругленного и закаленного бойка молотка по вогнутой части детали. Последнюю устанавливают на стальной термообработанной рихтовальной бабке. Рабочая поверхность рихтовальной бабки цилиндрической формы должна иметь сферу радиусом 150…200 мм.
Плоские заготовки рихтуют на плоской правильной стальной плите. Полосу располагают на плите вогнутой стороной вверх. Удары молотком наносят на месте соприкосновения детали с плитой от края вогнутости к ее середине. Силу удара выбирают в зависимости от толщины и кривизны детали.
Гибка — слесарная операция, при которой заготовке или ее части придается изогнутая форма в соответствии с требованиями чертежа. Гибке подвергают заготовки из полосовой и листовой стали, прутка, а также труб. Последовательность операции гибки зависит от размеров и материала заготовки. Расчет длины и ширины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки (табл. 1).
При гибке заготовок из полосового и листового материала их наружная часть вытягивается, а внутренняя сжимается. Поэтому при разметке надо учитывать припуск с внутренней стороны на каждый изгиб в пределах 0,5…0,8 толщины заготовки. Для гибки под прямым углом заготовку после разметки зажимают в тисках с нагубниками так, чтобы риска изгиба совпала с верхней плоскостью нагубника. Ударами молотка загибают одну сторону заготовки и, повторяя операцию, загибают при необходимости вторую сторону. При криволинейной гибке используют различные оправки, которые и зажимают в тисках вместе с заготовкой. Ударами молотка конец заготовки загибают по оправке, добиваясь плотного прилегания ее к поверхности оправки. Если требуется, заготовку с оправкой переставляют и операцию повторяют.
Основной подготовительной операцией при изготовлении трубопроводов является гибка труб под различными углами, которую выполняют с помощью специальных приспособлений или на трубогибочных станках. В зоне изгиба толщина стенки трубы по наружной стороне уменьшается, а по внутренней увеличивается. Радиус изгиба устанавливают по нормативным документам; его обычно назначают не менее 2Dн, где
Dн — наружный диаметр. Допускаемая овальность в зоне изгиба труб Dн до 250 мм не должна превышать 10 %, а для Dн = 300…400 мм — 6…8 %.
Таблица 1. Минимально допустимые радиусы гибки (мм) заготовок из листового материала
| Толщина заготовки, мм | Материал заготовки | ||||
| Сталь | Дуралюмин | Алюминий | Медь | Латунь | |
| 0,4 | 0,5 | 1,5 | 0,5 | 0,4 | 0,5 |
| 0,5 | 0,6 | 0,5 | |||
| 0,6 | 0,8 | 1,8 | 0,6 | ||
| 0,8 | 1,0 | 2,4 | 1,0 | 0,8 | |
| 1,0 | 1,2 | 3,0 | 1,0 | ||
| 1,2 | 1,5 | 3,6 | 1,2 | 1,0 | 1,2 |
| 1,5 | 1,8 | 4,5 | 1,5 | ||
| 2,0 | 2,5 | 6,5 | 2,0 | 1,5 | 2,0 |
| 2,5 | 3,5 | 9,0 | 2,5 | 2,0 | 2,5 |
| 3,0 | 5,5 | 11,0 | 3,0 | 2,5 | 3,5 |
| 4,0 | 9,0 | 16,0 | 4,0 | 3,5 | 4,5 |
| 5,0 | 13,0 | 19,5 | 5,5 | 4,0 | 5,5 |
| 6,0 | 15,5 | 22,0 | 6,5 | 5,0 | 6,5 |
Гибку труб в холодном состоянии применяют при изготовлении трубопроводов Dн до 150 мм. Для холодной гибки труб используют три основных способа: на двух опорах, обкаткой роликом и с внутренним дорном. Гибку на двух опорах осуществляют в специальных станках. Ее применяют для труб диаметром до 125 мм. Холодная гибка труб обкаткой роликом рекомендуется для труб диаметром до 32 мм. Трубу жестко прикрепляют скобой к неподвижному гибочному диску, а обкатывающий ролик перемещают по дуге вокруг гибочного диска и изгибают трубу. Радиусы ручьев гибочного диска и обкатывающего ролика должны точно соответствовать наружному диаметру изгибаемой трубы.
Холодную гибку с внутренним дорном используют для тонкостенных труб наружным диаметром 32…219 мм. Изгибаемую трубу надевают на штангу с внутренним дорном, который располагают в месте изгиба. Это предохраняет трубу от возникновения овальности и образования гофр. Конец трубы зажимают между гибочным диском, имеющим полукольцевую выточку (ручей), и вкладышем с такой же полукольцевой выточкой. В процессе гибки диск, поворачиваясь, увлекает за собой трубу, сталкивая ее с внутреннего дорна. Труба, прижатая к ползуну, в результате трения продвигается вперед. Форма внутренних дорнов может быть ложкоили шарообразной. Трубы при холодной гибке продувают сжатым воздухом, а их внутреннюю поверхность смазывают машинным маслом или мыльной эмульсией.
Гибку труб в горячем состоянии выполняют двумя способами: с нагревом токами высокой частоты (ТВЧ) и с нагревом в пламенных печах или горнах с наполнителем (набивкой песком). Гибка труб с нагревом ТВЧ, применяемая наиболее широко, заключается в непрерывном последовательном изгибе небольшого участка трубы, нагреваемого в кольцевом индукторе под действием электромагнитного поля, которое создается ТВЧ. При гибке труб с нагревом ТВЧ используют три схемы: с отклоняющим роликом, с водилом и «подсадкой».
Гибку труб из цветных металлов осуществляют в холодном состоянии: диаметром до 38 мм при радиусе изгиба не менее 2,5 Dн без дорна и наполнителя, а диаметром более 38 мм с радиусом изгиба не менее 3 Dн с дорном или наполнителем (песком).
Слесарные работы. Правка и гибка металла.
Правка может быть машинной или ручной, выполняемой слесарными молотками на стальной или чугунной плите или на наковальне. При ручной правке лучше пользоваться молотком с круглым, а не квадратным бойком, чтобы не повредить поверхность выпрямляемого листа.
Правка стальных листов, прутков и заготовок производится стальным молотком. Правка деталей с обработанной поверхностью, а также тонких стальных изделий или деталей из цветных металлов и сплавов производится молотками из мягких материалов — меди, латуни, свинца, дерева.
Правке не подвергаются чугунные и бронзовые детали; они легко дают трещины и раскалываются. Правка стальной полосы на плите показана на рис. 1.
Исправленную полосу кладут на плиту и, придерживая ее левой рукой, правой наносят удары молотком по выпуклым местам, ударяя сначала по краям выпуклости и постепенно, по мере выпрямления полосы, приближая удары к середине выпуклости.
Тонкие листы правят деревянными молотками. Очень тонкие листы выглаживают на гладкой и ровной плите гладкими и ровными деревянными или металлическими брусками (рис. 2)
Закаленные детали выправляют специальным молотком на плита с прямолинейной или выпуклой поверхностью, причем удары наносят не по выпуклым, а по вогнутым местам, работая очень осторожно, чтобы не сломать деталь.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае интервал температур 1100 0 С — 850 0 С, т.к. нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т.е. к неисправному браку.
Машинная правка осуществляется путем использования различных приспособлений и правильных машин. Правка листового и сортового металла производится на правильных вальцах и прессах. Машины для прокатки, в которых рабочими органами являются валки, называются правильными вальцами. При правке лист подается в валки и благодаря силе трения, возникающей между валками и листом, втягивается в них. Проходя между валками, лист перегибается то в одну, то в другую сторону, таким образом, выравниваются его волокна. Искривленный лист многократно пропускают сквозь вальцы (иногда до 5 раз).
В правильных вальцах правят и сортовой металл. По конструкции эти вальцы сходны с листоправильными вальцами. На валках (роликах) таких вальцов имеются ручьи, соответствующие профилю выпрямляемого металла. Процесс правки аналогичен правке листов. Для правки давлением применяют также и прессы.
Гибка применяется для придания заготовке изогнутой формы по заданному контуру: под углом, по радиусу и по фасонным кривым. Ручную гибку часто производят в тисках с помощью слесарного молотка, используя при этом различные приспособления. Гибку можно выполнять по образцу, по месту, по разметке и по шаблону.
При изготовлении деталей из тонкого полосового металла и проволоки методом гибки применяют плоскогубцы для захвата, зажима и удержания мелких деталей (рис. 5)
Окончательное формирование хомутика производят на оправке в тисках с помощью молотка.
Круглогубцами пользуются при загибании проволоки. Их губки имеют круглую конусную форму. Отрезку проволоки в процессе изготовления пружин и стержней сечением до 3мм производят острогубцами.
В условиях современного производства применяется главным образом механизированная гибка, выполняемая в основном на гибочных прессах, листогибочных вальцах. Гибка труб производится в холодном и горячем состоянии. Чтобы при гибке не помять трубу, ее предварительно набивают наполнителем (песком). Трубы с наполнителем обычно гнут на стальных оправках, шаблонах и роликовых приспособлениях. Гибка труб в холодном состоянии производится с наполнителями или без них, а в нагретом состоянии — преимущественно с наполнителями. Трубы небольшого диаметра (примерно до 20мм) при радиусе загиба до 50мм можно гнуть в холодном состоянии без наполнителей. На рис. 6, а показана гибка трубы по кривой большого радиуса в холодном состоянии с наполнителями при помощи шаблона, а на рис. 6, б — при помощи роликового приспособления. В этом случае гибка производится между гибочными 2 и нажимным 3 роликами. Радиус и угол загиба зависит от диаметра гибочного ролика.
Гибку трубы холодным способом с наполнителем — песком осуществляют следующим образом:
После этого трубу снимают, вынимают пробки и высыпают песок. Гибка труб без нагрева производится на ручных и приводных трубогибочных станках разных типов.
На рис. 7 показано приспособление для гибки труб оно имеет опорную планку 5, с помощью которой крепится болтами к верстаку. Рабочими органами приспособления являются неподвижный ролик 3 с хомутиком 4, укрепленный на стержне 6, скоба 7, подвижный ролик 2 и рукоятка 1. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу вокруг оси неподвижного ролика до получения требуемого изгиба, возвращают скобу в исходное положение и вынимают трубу.
Вальцовка труб. Эта операция заключается в раскатывании (расширении) концов труб изнутри особым инструментом — вальцовкой. Вальцевание применяют с целью укрепления труб во во фланцах паропроводов и для других целей.
Навивка пружин. Пружины небольшого диаметра навивают в тисках на цилиндрической оправке. Диаметр оправки должен быть меньше внутреннего диаметра пружины, т.к. пружина после снятия ее с оправки немного расходится, т.е. увеличивается в диаметре. На конце оправки сверлят отверстие диаметром на 0,1 — 0,2мм больше диаметра проволоки, из которой навивается пружина. Конец пружинной проволоки заправляют в отверстие и загибают под углом, чтобы она при навивке не соскочила с оправки. Оправку со вставленной в ее отверстие проволокой зажимают в тисках между деревянными нагубниками.



