Глава VI. Правка и рихтовка металла (холодным способом)
§ 22. Общие сведения
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
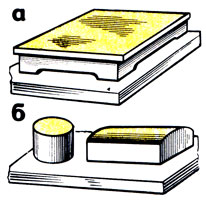
Рис. 80. Правильная плита (а), рихтовальные бабки (б)
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правильную плиту изготовляют (рис. 80,а) достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 × 400; 750 × 1000; 1000 × 1500; 1500 × 2000; 2000 × 2000; 1500 × 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Молотки для правки применяют с круглым гладким полированным бойком (рис. 81,6). Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Молотки со вставными бойками из мягких металлов (см. рис. 81,6) применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
ПРАВКА И РИХТОВКА МЕТАЛЛА Сущность и назначение правки и рихтовки
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей. Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка — это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка.
Под рихтовкой следует понимать выправление металла растяжением, т. е. удлинением той или иной его части. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком с острыми бойками. После рихтовки на заготовке или детали остаются ясно видимые следы молотка; при правке этого не бывает.
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов. Правке подвергаются стальные листы и листы из цветных металлов и их сплавов, полосы* прутковый материал, трубы, проволока, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. п.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных или чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах. При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите без выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100— 850°, а дюралюминия — 470—350° Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка и рихтовка металла
Во время эксплуатации либо обработки, детали, выполненные из металла, нередко утрачивают свою первоначальную конфигурацию. Такое же явление может наблюдаться при их неаккуратном хранении. Но чтобы параметры готового изделия соответствовали требованиям технического задания, для корректного выполнения всех дальнейших этапов обработки очень важно совпадение размеров заготовки и ее формы с заданными проектом значениями. Для этого выполняют промежуточно-подготовительную технологическую операцию, получившую название «правка металла».
Разновидности правки
Заготовка цилиндрическая под воздействием внешней нагрузки может искривиться, а имеющая листовую конфигурацию может помяться. Изделия в виде осей, даже не передающих момент вращающей силы, а также валов могут согнуться. Под технологической операцией правки металла понимается ряд действий, по завершении которых выполненной из металла заготовке возвращается изначальная форма. Дефекты/изъяны бывают самыми разными. Чаще всего встречаются такие:
выпуклость. Проявляется на плоском прокате в виде увеличения толщины – размера поперечного сечения листа – от краев по направлению к центру;
вмятина. Углубление на поверхности металлической пластины, обрамленное пологими краями;
волна. Это – отклонение формы поверхности листа от прямолинейности.
Правка бывает двух видов:
ручная. Осуществляется при изготовлении домашними мастерами уникальных по форме изделий. Хоть набор используемого инструмента довольно-таки несложен, к уровню квалификации работника предъявляются высокие требования;
механическая. Используется в условиях промышленного производства. Оборудование весьма сложное, крупногабаритное и имеет большой вес. Но оно характеризуется высоким уровнем производительности, и его конструкция обеспечивает возможность автоматизации технологического процесса правки.

Выполнять такую операцию при отрицательной температуре не допускается. Уровень пластичности материала в данном случае снижается, и он становится хрупким. Более того! Иногда требуется нагревать обрабатываемую деталь до температуры от 140°С до 400°С. После этого ее пластичность повышается
Правка металлических листов
Сложность этой операции зависит от разновидности обнаруженного дефекта. Но особые трудности возникают, когда выявляется их комбинация. Например, выпуклость по центру пластины и одновременно волнистость кромки.
Выпуклость
При правке выпуклости удары следует наносить по окружности. Начинать необходимо с линии, обрамляющей дефект. В ходе работы радиус окружности постепенно нужно уменьшать, перемещаясь от края выпуклости к ее центру. По мере продвижения, частота ударов возрастает, а их сила, наоборот, становится меньше.
Особый подход применяется, когда на листе имеется несколько таких дефектов. В данном случае ударами молотка нужно добиться чтобы выпуклости объединились в одну общую, после чего правка осуществляется по вышеописанной методике.
Волнистость
Правка металлического листа с волнообразными краями выполняется, начиная с его краев с последующим передвижением к центру. Волнистость кромок разглаживается после растяжения пластины в середине.
Тонкие листы
Обработка заготовок с небольшой толщиной с целью возвращения им плоской конфигурации посредством бойков не проводится. Причина – не исключено появление заломов металла в результате его расковки. Тонкий лист правится протяженными ровными плоскостями брусков-гладилок, выполненными из дерева либо из стали. Разглаживание производится по разным направлениям с постепенным усилением нажима.
Работа с полосовой заготовкой, изогнутой в плоскости
Такая правка входит в категорию относительно несложных видов обработки металла. Полосу нужно разместить на плите так, чтобы выгнутая сторона находилась сверху. По мере исправления изъянов, силу ударов нужно уменьшать. Необходимо периодически переворачивать обрабатываемую заготовку, чтобы не допустить образование выпуклости в противоположном направлении. Если полоса изогнута в нескольких местах, начинать ее правку следует с концов, постепенно приближаясь к середине.
Правка изделий из закаленного металла
В этом случае для рихтовки молотки, оснащенные мягкими бойками, не используются. С этой целью применяют инструмент с подобными элементами, изготовленными из стали с высокими прочностными характеристиками. При этом острую часть бойка – нос – скругляют, то есть придают ему округлую конфигурацию.
Выправка закаленного металла осуществляется нанесением импульсных точечных воздействий по вогнутому фрагменту заготовки. В результате ударов на данном участке обрабатываемой детали наблюдается растяжение структуры материала, из-за чего поверхность становится все более плоскостной. Проводится эта операция:
на рихтовочной/правильной бабке, отличающейся поверхностью полусферической формы;
с попеременным передвижением заготовки снизу-вверх и сверху вниз. Правка закаленного угольника, у которого нарушен прямой угол, выполняется одним из следующих двух способов (см. рис.):
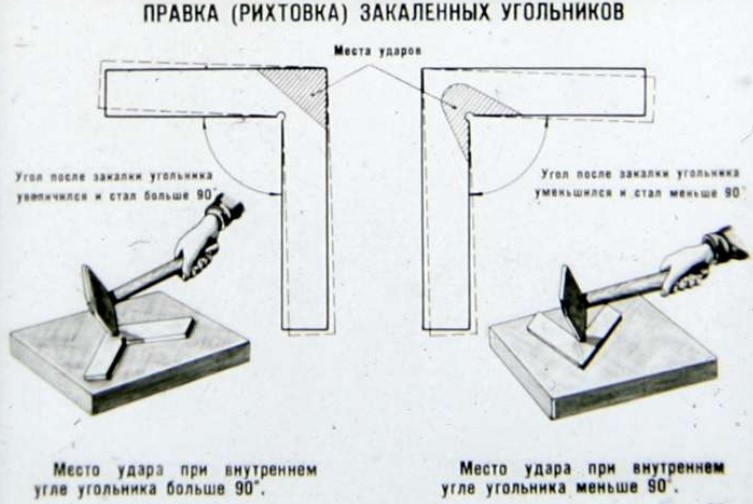
если угол стал острым, направление ударов – ближайший к точке пересечения лучей/сторон внутренний участок поверхности этой детали;
Правка округлых металлических деталей
Метод выполнения правки в данном случае, практически, такой же, как и при обработке полосы. Неровности подлежат маркировке мелом, а заготовку нужно размещать так, чтобы выпуклость была сверху. Удары следует наносить по направлению от периферийных участков дефекта к центральным.
После корректировки основного изъяна:
деталь переворачивается вокруг оси;
сила ударов снижается.
Делается это с целью недопущения деформации обрабатываемой заготовки в противоположную сторону.
Аналогичный подход актуален и при работе с прямоугольным либо квадратным металлопрокатом.
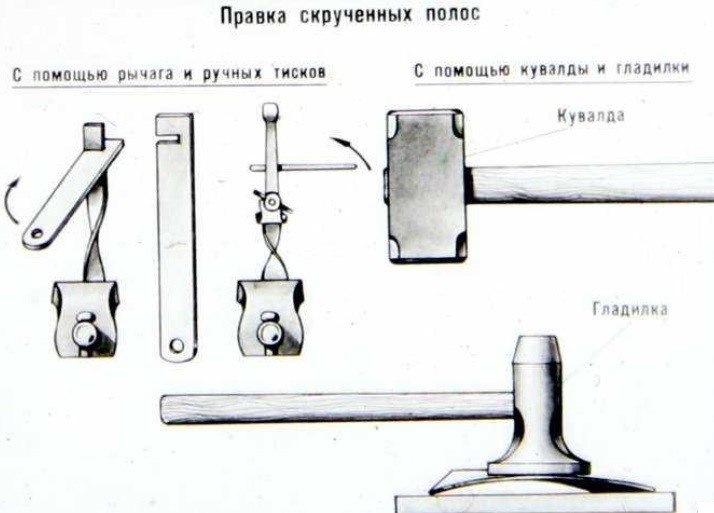
Правка металлической полосы, скрученной по спирали
В данном случае применяется метод раскручивания. Один из концов спирали фиксируется в специальной ручной струбцине, а другой – в тисках, установленных на правильную плиту, и на ней же надежно закрепленных.
После того, ка спираль будет частично раскручена, ее нужно приложить к плите, чтобы править по той же методике, что и при работе с круглым металлопрокатом.
При этом степень кривизны определяется на просвет.
Оснастка для выполнения рихтовки/правки
Ручная правка/рихтовка металлических листов и изготовленных из них элементов конструкции осуществляется при помощи молотков на специальной оснастке – рихтовальных бабках, а также правильных плитах.
Рихтовальные бабки
Для изготовления этих приспособлений используются стальные сплавы, подвергнутые термообработке. Рабочая поверхность рихтовальной бабки бывает:
в виде плоского круга на цилиндрическом основании, радиус которого (обозначение R) колеблется в диапазоне 150 мм≤R≤200 мм:
сферической. Это – боковая поверхность усеченного по плоскости симметрии и по краям цилиндра.
Также в домашних мастерских в качестве рихтовальной бабки часто используется железнодорожный рельс, обрезанный до длины от 0,5 м до 1 м. Его удобно перемещать по плите. Кроме того, рельс не подвергается деформации и остается, практически, неподвижным, когда по обрабатываемой детали наносятся удары молотком.
Правильные плиты
Правильные плиты выпускаются в двух модификациях.
Материал изготовления – чугун. Исполнение – конструкция с боковыми ребрами либо сплошная.
Материал изготовления – сталь.
Плита должна обладать большим весом и характеризоваться достаточной устойчивостью, чтобы удары молотка не вызывали ее сотрясение. Что же касается требований к состоянию ее поверхности, то они стандартны: она должна быть идеально ровной, и без присутствия посторонних частиц в виде грязи и остатков металлических осколков, мешающих получить качественный результат рихтовочных работ.
Устанавливать плиты нужно на подставках. Они могут быть и металлическими, и деревянными. Но самое главное, чтобы эти подставки обеспечивали помимо устойчивости еще и требуемую горизонтальность. Для удобства выполнения рихтовки нужно, чтобы вокруг плиты имелось достаточно пространства.
Существует еще один интересный вариант такой оснастки. В качестве материала изготовления плиты правильной выступает плотная резина со множеством небольших выступов, скорее, даже, бугорков с одинаковой высотой. Под воздействием ударов металл сам определяет свое место. В результате наблюдается значительное возрастание производительности процесса рихтовки, если сравнивать с использованием обычной правильной плиты, изготовленной из стали.
Молотки
К молоткам, используемым для правки, предъявляется следующее ключевое требование: они должны быть более мягкими, чем материал обрабатываемой заготовки. Ввиду этого, для рихтовки листовой стали обычно используется ударный инструмент со свинцовыми либо медными бойками. Причем, эти элементы должны характеризоваться закругленной формой. Боек квадратной конфигурации при ударе оставит на металлической пластине забоины. Когда же предстоит обрабатывать мягкие металлы или цветные сплавы, применять необходимо молотки, оснащенные бойками из резины либо дерева.
Удобство работы будет обеспечено при соотношении веса ударного инструмента и этого же параметра правильной плиты, равным 1:100.
Заключение
В заключение целесообразно будет назвать ведущие предприятия, специализирующиеся на производстве оборудования для рихтовки/правки. Из зарубежных особым спросом пользуется продукция компаний Roundo (Швеция, официальный представитель в России – компания «Дюкон» с головным офисом в Санкт-Петербурге), Kohler (штаб-квартира находится в Германии в городе Lahr/Schwarzwald), МG (Италия, город Фоссано, провинция Кунео). В число ведущих отечественных производителей листоправильного оборудования входят компании Промтехоснастка (штаб-квартира находится в Вологодской области), GROST (головной офис открыт в Санкт-Петербурге) и некоторые другие компании.
Правка и рихтовка металла




![]()
![]()
(холодным способом)
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия.
Правка выполняетсяручным способом на правильной плите или наковальне; машинным на вальцах или прессах.
Для правки применяют молотки с круглым гладким полированным бойком.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Правка металла.Кривизну деталей проверяют на глаз или по зазору между плитой и деталью.
При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне.
Правка полосового металла. Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят по выпуклым частям.

Раздел 1. Слесарные работы
Лекция «Основы слесарного дела»
«Управление общеобразовательной организацией:
новые тенденции и современные технологии»
Свидетельство и скидка на обучение каждому участнику
Правка и рихтовка металла (холодным способом)
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.

Рис. 80. Правильная плита (а), рихтовальные бабки (б)

Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правильную плиту изготовляют (рис. 80,а) достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 × 400; 750 × 1000; 1000 × 1500; 1500 × 2000; 2000 × 2000; 1500 × 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Молотки для правки применяют с круглым гладким полированным бойком (рис. 81,6). Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Молотки со вставными бойками из мягких металлов (см. рис. 81,6) применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Кривизну деталей проверяют на глаз (рис. 82,а) или по зазору между плитой и уложенной на нее деталью. Края изогнутых мест отмечают мелом.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
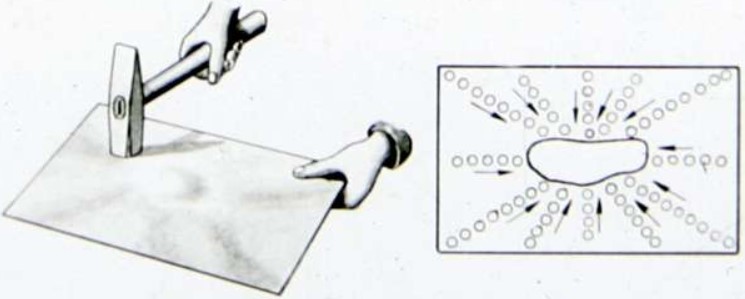
Правка полосового металла осуществляется в следующем порядке. На выпуклой стороне мелом отмечают границы изгибов, после чего на левую руку надевают рукавицу и берут полосу, а : в правую руку берут молоток и принимают рабочее положение (рис. 82,6).
Полосу располагают на правильной плите так, чтобы она плоской поверхностью лежала на плите выпуклостью вверх, соприкасаясь в двух точках. Удары наносят по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны; чем больше искривление и чем толще полоса, тем сильнее удары. По мере выправления полосы силу удара ослабляют и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
Правка металла круглого сечения. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем укладывают на плиту или наковальню (рис. 83) пруток так, чтобы изогнутая часть находилась выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к средней части, регулируя силу удара в зависимости от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, сначала правят ближайшие к концам, затем расположенные в середине.

Правка листового металла более сложная, чем предыдущие операции. Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. На заготовках, имеющих волнистость по краям (рис. 84, а), предварительно обводят мелом или мягким графитовым карандашом волнистые участки. После этого заготовку кладут на плиту так, чтобы края заготовки не свисали, а лежали полностью на опорной поверхности, и, прижимая ее рукой, начинают правку. Чтобы растянуть середину заготовки, удары молотком наносят от середины заготовки к краю так, как указано на рис. 84, в кружками. Кружки меньших диаметров соответствуют меньшим ударам, и наоборот.
Более сильные удары наносят в середине и уменьшают силу удара по мере приближения к ее краю. Во избежание образования трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту заготовки.
Особую аккуратность, внимательность и осторожность соблюдают при правке заготовок из тонкого листового материала. Наносят несильные удары, так как при неправильном ударе боковые грани молотка могут или пробить листовую заготовку или вызвать вытяжку металла.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл (рис. 84,6). Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку на плиту выпуклыми участками вверх, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к выпучине края, по которому наносят один ряд ударов молотком в пределах, указанных на покрытой кружочками поверхности (рис. 84,г). Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю, и так до тех пор, пока постепенно не приблизятся к выпучине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. После каждого удара учитывают воздействие его на заготовку в месте удара и вокруг него. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию нового выпуклого участка.

Рис. 83. Правка металла круглого сечения

Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности заготовки на небольшом расстоянии друг от друга имеется несколько выпучин, ударами молотка у краев отдельных выпучин заставляют соединиться эти вы пучины в одну, которую потом правят ударами вокруг ее границ, как указано выше.
Правка (рихтовка) металла

(киянкой), лическим бруском



В зависимости от характера рихтовки применяют молотки с закаленным бойком или специальные рихтовальные молотки с закругленной стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке (рис. 86,а). Удары наносят не по выпуклой, а по вогнутой стороне детали.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правка закаленного угольника, у которого после закалки изменился угол между полками, показана на рис. 86,6-г. Если угол стал меньше 90°, то удары молотком наносят у вершины внутреннего угла (рис. 86,6 и г слева), если угол стал больше 90°, удары наносят у вершины наружного угла (рис. 86,в и г справа).
Правку короткого пруткового материала выполняют на призмах (рис. 87,а), правильных плитах (рис. 87,6) или простых подкладках, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.

Рис. 89. Схема правки искривленного вала наклепом (а), наклепанный слой (б)

Рис. 90. Правка трубы газопламенным способом
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
Правку валов (диаметром до 30 мм) на ручных прессах (рис. 88,а) выполняют так. Вал 2 укладывают на призмы 4 и 5, а нажим осуществляют винтом 3. Величину прогиба определяют здесь же в центрах 7 при помощи индикатора 6 (рис. 88,6).
Правка наклепом производится укладкой изогнутого вала на ровную плиту выпуклостью вниз и нанесением небольшим молотком частых и легких ударов по поверхности вала (рис. 89,а). После возникновения на поверхности наклепанного слоя (рис. 89,6) просвет между валом и плитой исчезает, правку прекращают.
Правка методом подогрева (безударная). Профильный металл (уголки, швеллеры, тавры, двутавры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишневокрасного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрыми концами (ветошью) (рис. 90).
Поскольку нагретый металл более пластичный, то при охлаждении струей сжатого воздуха нагретое место сжимается и металл выпрямляется.
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.



