Что такое пуансон и где встречается этот элемент оснастки
 Ни одно штамповочное и прессовое производство не может обойтись без пуансона. Эта деталь применяется для маркировки деталей, при штамповке и металлообработке. Чтобы выполнить штамповку детали или сделать ее маркировку, на деталь производится непосредственное давление. Именно для производства такой технологической операции и предназначен пуансон.
Ни одно штамповочное и прессовое производство не может обойтись без пуансона. Эта деталь применяется для маркировки деталей, при штамповке и металлообработке. Чтобы выполнить штамповку детали или сделать ее маркировку, на деталь производится непосредственное давление. Именно для производства такой технологической операции и предназначен пуансон.
Он может иметь самую разную конструкцию:
Принцип работы пуансона
 В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Для чего нужна матрица?
 Чтобы получить определенную форму изделия применяется матрица, которая может быть изготовлена из самого разного материала:
Чтобы получить определенную форму изделия применяется матрица, которая может быть изготовлена из самого разного материала:
Для изготовления стальных заготовок, материалом матрицы становится специальная высокопрочная сталь, повышенной износостойкости. Такая конструкция всегда имеет стенки без крышки.
Матрица может иметь несколько видов конструкции:
Особо сложные конструкции применяются редко, их изготавливают по специальному заказу.
Наиболее простые матрицы можно встретить при изготовлении пустотных кирпичей и блоков.
Штамп и пуансон
 В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия.
В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия.
Пуансон — это маленький пресс, который способен штамповать и маркировать детали. С его помощью можно штамповать детали любой формы или нанести маркировку, причем она может быть обыкновенной или в зеркальном отражении.
В основном пуансон применяется в металлообрабатывающей промышленности, там, где используется прессование металлов, формируются листовые заготовки. В строительном производстве с помощью пуансона получают газобетонные блоки, имеющие фигурные пустоты.
Материалы матрицы и пуансона
 Как уже было сказано выше, основной задачей пуансона является продавливание заготовки сквозь матрицу. Операция осуществляется под большим давлением, причем там, где используется горячее прессование, детали испытывают мощное тепловое воздействие. Поэтому для изготовления матрицы и пуансона, учитывая сферу их деятельности, применяются самые разные материалы.
Как уже было сказано выше, основной задачей пуансона является продавливание заготовки сквозь матрицу. Операция осуществляется под большим давлением, причем там, где используется горячее прессование, детали испытывают мощное тепловое воздействие. Поэтому для изготовления матрицы и пуансона, учитывая сферу их деятельности, применяются самые разные материалы.
При холодном прессовании, детали изготавливают из специальной высокопрочной стали, отличающейся повышенной прокаливаемостью. Твердость закалки по Роквеллу составляет более 60 единиц. Применяется и особая инструментальная сталь — 6ХВ2С. Эти материалы отличает:
При высоких температурах нельзя использовать легированные стали. Они под влиянием высокой температуры становятся хрупкими. Каждый пуансон имеет максимальную твердость по всей высоте своей поверхности.
В горячем производстве верхнюю часть штампа изготавливают из специальных износоустойчивых сталей, которые не деформируются при высокой температуре. Таким образом обеспечивается наивысшая стойкость штампа.
В некоторых случаях используются и современные полимеры. Чаще всего применяется полиуретан. Он отличается высокой эластичностью и повышенной прочностью. Его твердость достигает 98 единиц по Шору.
Характеристика пуансонов
 Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Любой штамп имеет определенный срок эксплуатации. Его основные детали — пуансон и матрица, изнашиваются быстрее всего. Их приходится часто менять, особенно если приходится работать в массовом производстве. В основном эти детали могут прослужить без замены максимум шесть лет.
Оснастка вибропрессов штамповочного оборудования имеет различную конфигурацию. Она применяется для самых разных технологических операций. Все зависит от нескольких параметров:
К оснастке штамповочных прессов предъявляются конкретные требования. Не допускаются:
 Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Поэтому при изготовлении цилиндрических пуансонов проводится двойное шлифование. Сначала делается черновая обработка, а затем выполняется чистовое шлифование. На завершающем этапе деталь полируется и затачивается.
Для изготовления фасонных пуансонов применяется технологический оттиск. Деталь закаливают в термопечи в течение примерно восьми минут при температуре 780 градусов по Цельсию. Затем ее подвергают финишной обработке.
Для получения оснастки, имеющей сложный контур, используется целый парк специальных станков. В этом случае практически невозможно обойтись без строгального и фрезерного оборудования.
Такое же оборудование необходимо для изготовления матрицы, когда необходимо учесть соответствующие размеры.
Если пресс-формы изготовлены с высоким качеством, а пуансон имеет точную линию среза, то такой штамп будет отличаться минимальным износом и максимальным сроком эксплуатации.
Матрица и пуансон

Изготовление металлических деталей и бетонных изделий осуществляется на специализированном высокотехнологичном оборудовании.
Без формообразующей оснастки изготовить некоторые детали очень трудно, поэтому прессы, штампы и другое оборудование оснащается матрицами и пуансонами.
Качество выпускаемых изделий напрямую зависит от точности изготовления матриц и пуансонов. Они должны иметь точные геометрические размеры и нормальный внешний вид.
Что такое матрица и пуансон?
По конструкции пуансоны могут быть:
Из каких материалов изготавливают пуансоны и матрицы?
На нашем производстве матрицы и пуансоны применяются:
Особенности пуансонов и матриц
Оснастка промышленных станков отличается практичностью, многофункциональностью и простотой в обслуживании. Для нормальной работы станка требуется регулярная очистка поверхностей от остатков бетонной смеси и металла. Для этого применяют различные механические способы с использованием скребков, шпателей, щеток-сметок. Перед остановом вибропресса или станка его промывают под напором воды и просушивают.
Оснастка вибропрессовальных и штамповочных станков должна иметь ровную поверхность без зазоров, заусениц, рванин и трещин. Цилиндрические пуансоны подвергают черновому и чистовому шлифованию, а также полировке и заточке. Фасонные пуансоны изготавливают оттиском, при этом деталь проходит закалку (процесс протекает при температуре 780 градусов в течение 8 минут) и финальную обработку. Оснастка со сложным контуром производится при помощи строгальных или фрезерных станков. На этом же оборудовании изготавливают матрицы, с учетом соответствующих размеров. Качественно изготовленные прессовальные формы обеспечивают чистую линию среза, с максимально точностью, при минимальном износе самого штампа.
Важную роль играет зазор между матрицей и пуансоном:
Зазор зависит от рода и толщины материала (от 0,5 до 12 мм.) и колеблется в пределах 4-16% толщины исходника.
Только при грамотно настроенном зазоре между пуансоном и матрицей, а также остроты их кромок будет обеспечиваться качество выпускаемых деталей согласно заданным параметрам технического проекта.
Пуансоны и матрицы
Пуансоны и матрицы

Пуансон и матрица используется в производстве для придания необходимого внешнего вида и объёма. Качественная форма будущего элемента всецело зависит от модификации данных элементов и их состояния. Именно поэтому при выборе (пуансон) важно разбираться в их типах, видах и особенностей работы.
Для расчета стоимости изготовления пуансонов, матриц или штампов пошлите запрос с чертежами на электронную почту [email protected]
Что такое пуансон и матрица?
Матрица – металлический короб, создающий форму продукта. Конструкция обладает пропорциональными параллельными границами и не имеет крышки.
По конструкции их разделяют на:
Простые матрицы применяются для изготовления несложных строительных материалов (кирпичи и блоки), сложные же изготавливают исключительно на заказ, без массового производства.
Пуансон – элемент, закрывающий сверху матрицу, точно повторяющий её размеры и форму. Сам по себе он представляет собой пресс небольшого размера для штамповки и маркировки изделий. Деталь может выполнять несколько функций:
 Штамповка с помощью пуансона производится в следующей последовательности действий:
Штамповка с помощью пуансона производится в следующей последовательности действий:
Если обобщить, то действие пуансона направлено на изготовление однотипных заготовок (или единичных) большим тиражом, что безусловно является неотъемлемой частью любого массового производства. Ведь с помощью этой детали можно быстро и качественно выпускать большое количество товара, не проверяя каждое изделие на соответствие и ее прилагая особых усилий.
У каждого отверстия предварительно установлены параметры, по которым оборудование вытесняет или вырезает узоры или текст. Каждое из них при использовании качественного прессинга не требует дополнительной обработки и прочих манипуляций. То есть изделие изготавливается за 1-2 действия (если необходимо дополнительное снятие листа специальными инструментами).
Матрица и пуансон для пресса – неотъемлемая часть любого штамповочного или прессового производства. Продукция созданная данным методом наиболее часто используется в строительной сфере и там, где применимы предметы металлообработки. Широкое распространение оборудование получило в процессе формирование листовых заготовок из стали и создания фигурных пустот в газобетонных блоках.
Из каких материалов изготавливают пуансоны и матрицы?
Матрица является основой данного приспособления и всегда представлена только в металле, как и (материалы пуансона), однако, их разновидности варьируются в зависимости от температуры при осуществлении процесса давления. Ведь при горячем прессовании показатели очень велики. Именно этот нюанс и диктует из чего должно быть изготовлено оборудование, чтобы не расплавиться и не деформироваться.

Типы и виды пуансонов
Виды пуансонов классифицируются посредством техники воздействия на материал и типу конструкции:
 Первый вид состоит из пуансона вырубного штампа, задающего форму будущему изделию и матрицы с его силуэтом. Зачастую заготовку приходится снимать с помощью дополнительных инструментов, так как она плотно прилегает к оборудованию под воздействием высоких температур. Удаление производится таким же методом.
Первый вид состоит из пуансона вырубного штампа, задающего форму будущему изделию и матрицы с его силуэтом. Зачастую заготовку приходится снимать с помощью дополнительных инструментов, так как она плотно прилегает к оборудованию под воздействием высоких температур. Удаление производится таким же методом.
Пуансон вырубной и матрица, которые изготовлены из высококачественных сплавов могут использоваться для гидравлических прессов. Но самое большое распространение они получили в стандартном промышленном оборудовании. Для менее качественных изделий альтернативой может стать использование плоского позитива (штампа) с прорезью в стальном листе. Именно таким методом успешно пользовались в самом начале в области авиастроения.
Для такого вида штамповки рекомендовано выбирать высокоуглеродистую сталь. При правильной работе, очистке, выборе материалов и подготовке оборудования оно создаст больше сотни заготовок.
 Пробивной (тип пуансона) создан специально для того, чтобы не только делать отверстия в детали, но и оставлять очертания нужного отпечатка на следующем листе заготовки. Такой процесс повторяется и по уже существующим наметкам гораздо оперативнее создаются следующие изделия.
Пробивной (тип пуансона) создан специально для того, чтобы не только делать отверстия в детали, но и оставлять очертания нужного отпечатка на следующем листе заготовки. Такой процесс повторяется и по уже существующим наметкам гораздо оперативнее создаются следующие изделия.
Если используется элемент с рифленой поверхностью, это в разы увеличивает износоустойчивость будущего изделия. Эта технология снижает риск возникновение заусенцев и прочих неровностей на поверхности листов. Также упрощается процедура отсоединения готового продукта от оборудования: для этого не нужно использование дополнительных инструментов.
Прошивным пуансоном делают сквозные отверстия. Его устанавливают в специальное гнездо, предназначенное для пауснодержателя. Перед использованием детали цилиндрической формы предварительно обрабатывают на токарном и строгальном оборудовании. Прошивка также подготавливается отдельно и затем крепится к верхней части элемента. В большинстве пуансонов такого типа проделывают небольшое отверстие в 1,5 мм с целью отвода образовавшихся газов.
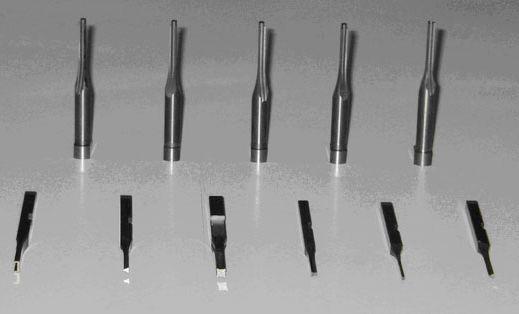
Штампы с просеянными пуансонами предназначены для холодного воздействия и поэтому изготавливаются из высокопрочной стали, которая не подвергается коррозии. Также используются для горячей работы с заготовками из углеродистого материала небольших деталей и элементов. Кромки по контуру используют исключительно острозаточенные. Штамповка происходит за счёт прорезывания листов ножевыми выступающими элементами. Для того, что снять готово изделие с оборудования, используют специализированный выталкиватель. На (фото пуансона) просеянного типа видны ножевые штампы, которые и выполняют основные задачи. Именно эти элементы должны быть тщательно обработаны и наточены для выхода четких линий без затяжек и заусенцев.
Особенности пуансонов и матриц
Данные детали очень просты в эксплуатации, но из-за активной работы с ними под воздействием высоких температур и недостатке должного ухода часто подлежат замене. Чтобы увеличить срок их службы необходимо регулярно очищать их от оставшегося на стенках материала с помощью специальных приспособлений: щёток, скребков, шпателей различного размера и жесткости. Также осуществляется промывка пресса с помощью шланга с проточной водой под большим напором. Перед следующим использованием поверхности полностью просушивают.
Но несмотря на бережный уход за матрицами и пуансонами их срок службы составляет от 4 до 6 лет. Разработчики системы предусмотрели момент недолгой службы деталей и поэтому они с легкостью поддаются замене в случае необходимости. В специализированных магазинах представлен широкий ассортимент различных конфигураций (пуансонов для штампа) или пресса. Также можно выбрать материал изделия согласно необходимому процессу воздействия на сталь.
 Пуансон – инструмент, который должен иметь идеальную поверхность без пробоин, зазоров и выступов, чтобы при изготовлении изделия не деформировать его. Поэтому пуансоны цилиндрической формы перед первым применением тщательно отшлифовывают в 2 этапа, а элементы тиснения затачивают. Формы для штампа изготавливают при определенной температуре, чтобы добиться максимально гладкости поверхностей и чётких оттисков.
Пуансон – инструмент, который должен иметь идеальную поверхность без пробоин, зазоров и выступов, чтобы при изготовлении изделия не деформировать его. Поэтому пуансоны цилиндрической формы перед первым применением тщательно отшлифовывают в 2 этапа, а элементы тиснения затачивают. Формы для штампа изготавливают при определенной температуре, чтобы добиться максимально гладкости поверхностей и чётких оттисков.
Для различных видов операций выбирают разные пуансоны. Обращают внимание на следующие параметры:
Выбрав необходимую модификацию деталей, следует обратить внимания на следующие критерии:
Обработка (пуансона для пресса) со сложным тиснением требует особо внимания. Для данных целей используют большое количество различных станков, в том числе строгальный и фризеровочный. Матрица проходит дополнительную подготовку такими же средствами.
Главное помнить, что даже самое качественное оборудование перед применением стоит предварительно обследовать и обработать. Только в этом случае можно добиться желаемого результата по чистоте среза.
Роль зазора между матрицей и пуансоном
Наличие зазора между матрицей и пуансоном – одно из основных требований при их совместное работе для качественного точного среза. При его отсутствии или не соответствующем размере могут возникнуть следующие проблемы:
Для изготовления высококачественных изделий допустимый зазор колеблется между 4-16%. В противном случае товар не идёт на реализацию, а попадает под списание.
В этом процессе очень важна точность, поэтому при разработке любого проекта индивидуально до миллиметров подбирается толщина зазора и при хорошо наточенном пуансоне осуществляется качественный оттиск изделия. Чем лучше заточены и обработаны (пуансон и матрица в штампе), тем дольше они прослужат на производстве.
Несмотря на то, что матрица и пуансон – лёгкие в эксплуатации элементы оборудования стоит тщательно подходить к их подбору каждый раз. Ведь с их помощью можно изготовить не только грубые изделия для черновой строительной отделки, но и изделия с красивым тонким оттиском для декоративных целей. Если гарантировать деталям своевременную очистку и их смену, то в результате получится качественный товар на продажу, который можно производить как больших тиражом, так и в единичных экземплярах, в зависимости от потребностей заказчика и изготовителя.
Менеджер, Леонид Макеев
Для расчета стоимости за 1 день пошлите чертежи на [email protected]
Пуансон и матрица

Пуансон и матрица
Пуансон и матрица — технологическая формообразующая оснастка промышленных станков, которая меняет параметры металла, бетона и иных материалов: размеры, конфигурацию поверхности.
Закажите пуансоны, матрицы! Высылайте чертежи на [email protected] Цех +7 912 291 59 18. Высокое качество, выгодная цена!
Матрица представляет собой основу (короб), в которую вкладывается заготовка. Матрица задает параметры будущей детали, выступает ответным узлом пуансона, профили совпадают.
Пуансон – инструмент, действующий в роли замыкающего элемента системы. Он образует форму изделия сверху, работает в качестве пресса, маркировщика, либо штампа.
Материалы для пуансона и матрицы
 В ходе производства оснастка претерпевает следующие воздействия:
В ходе производства оснастка претерпевает следующие воздействия:
С учетом перечисленных факторов матрица и пуансон для штампа должны быть изготовлены из материала с следующими качествами:
 Кроме того, при нагревании материал не должен сильно менять размеры – это чревато порчей изготавливаемых деталей. Учитывается и то, что некоторые материалы при повышенном температурном фоне изменяют свойства. Так, легированная сталь под воздействием жара приобретает хрупкость, поэтому пуансоны из нее для горячих процессов не используют.
Кроме того, при нагревании материал не должен сильно менять размеры – это чревато порчей изготавливаемых деталей. Учитывается и то, что некоторые материалы при повышенном температурном фоне изменяют свойства. Так, легированная сталь под воздействием жара приобретает хрупкость, поэтому пуансоны из нее для горячих процессов не используют.
Рекомендованные металлы для пуансонов и матриц
Для холодных процессов:
Для горячих процессов:
Типы и виды пуансонов и матриц
 Типы пуансонов различаются конструкцией, которая продиктована технологическим назначением:
Типы пуансонов различаются конструкцией, которая продиктована технологическим назначением:
Каждый тип инструмента предназначен для выполнения операций, в каталоге находятся фото пуансонов всех видов.
Пробивной пуансон: выполняет пробивку, просечку отверстий в листовом материале, отделяет часть материала, образуя внутренний замкнутый контур. Может быть использован для перфорации листового материала. Часто оборудован отлипателем для сброса высеченной детали.
Вырубной пуансон (шплинтон): отделяет заготовки внешний замкнутый контур детали. Пуансон вырубного штампа в зависимости конфигурации может вырубать металл под углами с 1 градуса, в 1-2 этапа. Пуансон вырубной и матрица чаще используются для работы с материалом толщиной до 1,5 мм.
Прошивочный пуансон для пресса: создает в заготовке отверстия (сквозные/глухие) путем вытеснения металла. Может быть сплошным/пустотелым, создавая отверстия малых, либо больших (500-800 мм) диаметров соответственно.
Формовочный пуансон: создает из металлического листа объемное рельефное изделие замкнутого контура, часто за один этап.
Гибочный пуансон: сгибает металл по заданной линии, вдавливаясь в заготовку на требуемую глубину, тем самым формируя гиб.
Деталь пуансон может иметь разную форму: простую геометрическую (цилиндр, шестигранник, квадрат, прямоугольник), либо фасонную (сложную), которая применяется для создания деталей со сложным контуром.
По типу своей конструкции матрица может быть
 В зависимости от характеристик производимого изделия, пуансон и матрица могут применяться как взаимодополняющие части комплекта, либо по отдельности. Так, основа может быть использована без пуансона, если требуется изготовить деталь с плоской подошвой. При производстве строительных материалов в некоторых случаях его применение также не требуется: например, при формовании стандартного кирпича, когда качество поверхности не имеет важности. Если штампуется листовой материал, работы могут быть проведены без модуля основы — под заготовку помещают лишь ровное основание.
В зависимости от характеристик производимого изделия, пуансон и матрица могут применяться как взаимодополняющие части комплекта, либо по отдельности. Так, основа может быть использована без пуансона, если требуется изготовить деталь с плоской подошвой. При производстве строительных материалов в некоторых случаях его применение также не требуется: например, при формовании стандартного кирпича, когда качество поверхности не имеет важности. Если штампуется листовой материал, работы могут быть проведены без модуля основы — под заготовку помещают лишь ровное основание.
Особенности матриц и пуансонов
Чтобы выпускаемые изделия имели надлежащее высокое качество, геометрические размеры модулей оснастки должны быть чрезвычайно точными, соответствовать друг другу, их поверхность абсолютно гладкой, линия среза – ровная, точная, а пресс должен быть точно отцентрован. Для обеспечения этих показателей инструмент подвергается двойному шлифованию (черновому, чистовому), полировке, заточке. Модули фасонного типа производят путем технологического оттиска, а сложно контурные изготавливают на фрезерных, строгальных станочных агрегатах. Затем оснастка проходит закалку под высокими (около 780°) температурами.
В случаях, если конфигурация пуансона сложнее матрицы, в первую очередь изготавливают его, а затем по его оттиску создают основу. Особый контроль ведется за соблюдением величины зазора между узлами. Просвет соблюдают посредством независимой обработки, либо взаимной подгонки.
При достойном качестве комплекта он прослужит долго, даст точную линию среза, а изготовленные на нем детали не потребуют дополнительной обработки.
Пуансон и матрица в штампе выгодны своей многофункциональностью, универсальностью, практичностью. Во время работы такая оснастка легко и без дополнительных усилий монтируется/демонтируется, наносимые на нее покрытия равномерно осаждаются по всей поверхности, доступна функция планетарного вращения.
Сервисное обслуживание оснастки не затруднительно: требуется систематически очищать поверхность от металлических, бетонных и прочих остатков (с помощью скребков, щеток), промывать напором водной струи с последующей просушкой.
Изношенные комплекты не восстанавливаются, а своевременно заменяются на новые, поскольку их поверхность истирается, их размеры теряют нужную величину, точность.
Инструмент, изготовленный из материала, подобранного под конкретную задачу, функционирует без потери качества до нескольких лет (4-6 максимально). Поэтому приобретение оснастки с большим запасом прочности и сроком службы рациональнее, чем частая замена менее прочных комплектов.
Принцип работы матрицы
В матрицу, либо в пространство между ней и пуансоном помещают заготовку, либо заливают исходную смесь. Пуансон непосредственно, либо передавая усилие через пресс-шайбу, давит на материал, прижимая его к матрице, либо продавливая его сквозь нее. Если материал сыпучий, дополнительно может быть применено воздействие вибрацией с целью увеличения плотности.
Роль зазора между матрицей и пуансоном
 Величина зазора между пуансоном и матрицей определяет чистоту, ровность среза, и зависит от:
Величина зазора между пуансоном и матрицей определяет чистоту, ровность среза, и зависит от:
Рекомендованный просвет — 4-16% толщины обрабатываемого материала. Допустима штамповка с помощью пуансона с зазором в 30%, если его кромки достаточно остры. Однако при этом изготовленные детали будут иметь лишь удовлетворительное качество. Во время работы у режущих кромок пуансона и матрицы образуются поверхности сдвига. Они должны совпадать между собой и формировать общую поверхность скалывания. Это происходит, только если зазор между элементами оснастки оптимален.
Причины чрезвычайной важности величины просвета:
Неправильно подобранный зазор приводит к отрицательным последствиям:
Правильно подобранный зазор обеспечивает:
 Определить правильность зазора можно по следующим признакам.
Определить правильность зазора можно по следующим признакам.
Использование пуансонов и матриц при производстве, обработке материалов чрезвычайно ускоряет изготовление однотипных деталей, удешевляет штучное производство. Комплекты изготовлены не только для промышленных предприятий, но и для использования в бытовых масштабах.



