Сварка и сварные соединения. Терминология описания размерных параметров шва
Ранее мы рассматривали глубину проплавления стыка и ее связь с калибром шва для V-образных швов (с разделкой кромок). В случае швов с двусторонней разделкой кромок, у которых глубина проплавления стыка меньше полной глубины проплавления, размер сварного шва равен сумме глубин проплавления стыка с обеих сторон (рис.1, А).
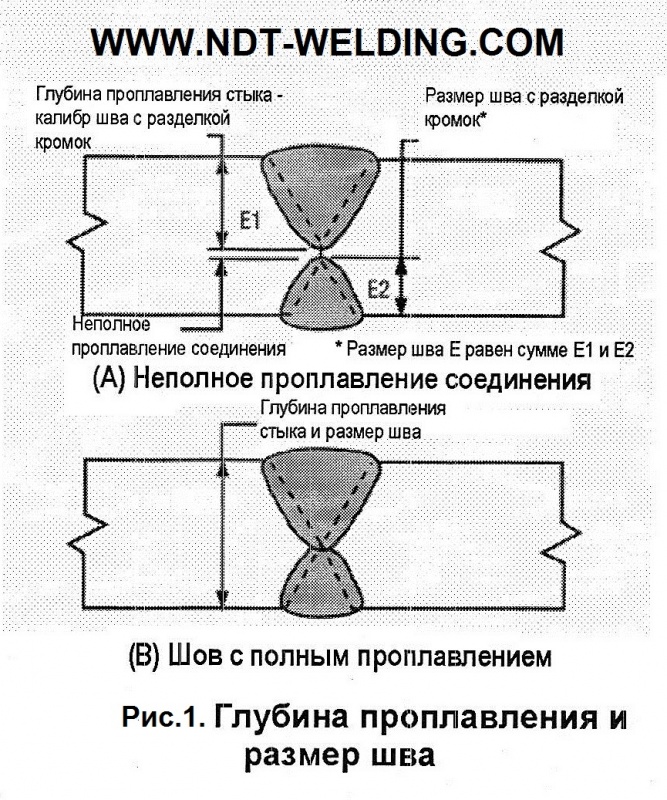
В швах с полным проплавлением размер шва принимают равным толщине более тонкого из двух соединяемых элементов, так как имеющаяся выпуклость сварного шва бесполезна (рис.1, В).
Когда требуется определить размер углового шва, необходимо прежде всего знать форму профиля законченного сваркой шва, которая может быть выпуклой или вогнутой. Выпуклая форма означает, что на лицевой стороне шва образуется утолщение, приводящее к тому, что поверхность выглядит слегка изогнутой наружу. Эта характеристика называется размером выпуклости. Выпуклость в случае угловых швов синонимична понятию усиления сварного шва, применяемому у швам с разделкой кромок. Если шов имеет вогнутый профиль, это означает, что его поверхность «вдавлена».
При любом профиле размер углового шва в случае угловых швов с равными катетами определяется как «длина катета наибольшего равнобедренного (имеющего два катета равной длины) прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва».
Такие вписанные равнобедренные прямоугольные треугольники показаны пунктирными линиями на рис.2.
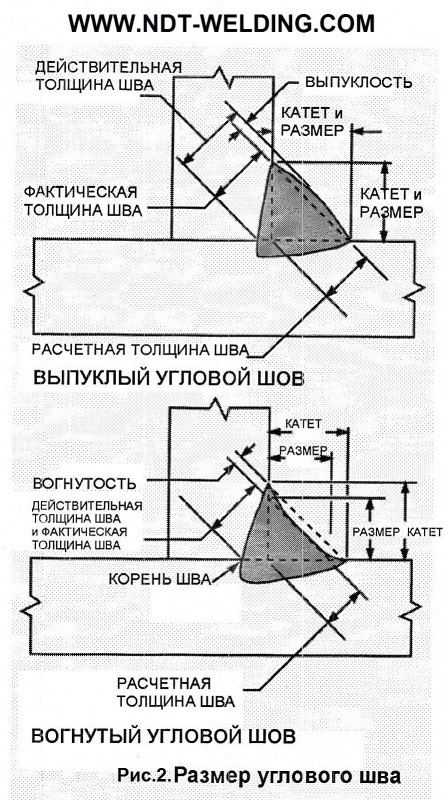
Поэтому у выпуклых угловых швов катет и размер равны. Но для вогнутых угловых швов размер шва несколько меньше, чем его катет.
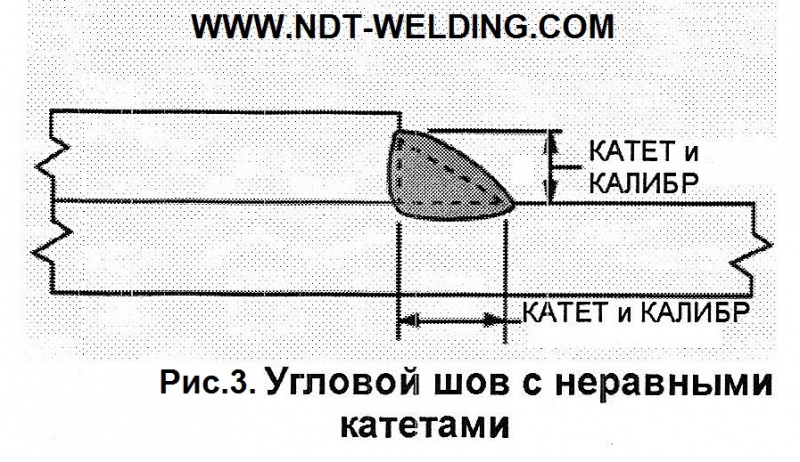
Для угловых швов с неравными катетами размер углового шва определяется как «длина катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва», рис.3.
Следует отметить, что на рис.3 приводятся дополнительные надписи, которые относятся к толщине угловых швов. В действительности, существуют три разновидности понятия толщины сварного шва. Первое понятие – это расчетная толщина, или «минимальный размер шва, на который рассчитывает конструктор, когда первоначально выбирает размер шва».
Расчетная толщина шва определяется как «расстояние от начала зазора между свариваемыми кромками в направлении, перпендикулярном гипотенузе (стороне треугольника, противолежащей по отношению к вершине прямого угла) наибольшего прямоугольного треугольника, который можно построить в пределах поперечного сечения углового шва. Этот размер определяют, исходя из допущения о нулевом зазоре между свариваемыми кромками».
В фактической толщине шва учитывается возможное дополнительное проплавление. Поэтому фактическая толщина шва может быть определена как «минимальное расстояние между корнем шва и лицевой стороной углового шва, за вычетом имеющейся выпуклости». В конечной толщине, или действительной толщине шва, учитываются как глубина проплавления стыка, так и дополнительная выпуклость лицевой стороны шва.
Действительная толщина шва – это «кратчайшее расстояние между корнем шва и лицевой стороной углового шва». Для вогнутого углового шва фактическая толщина шва равна его действительной толщине, поскольку в этом случае у него нет выпуклой части.
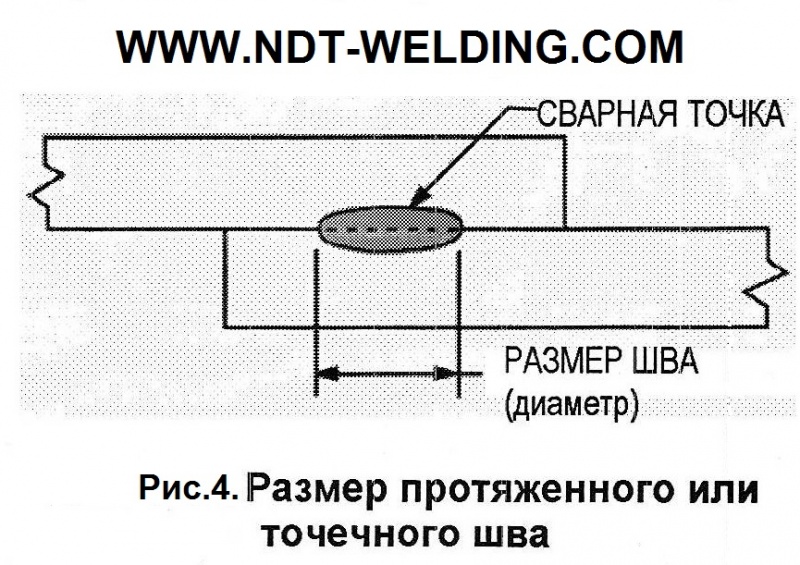
Инспектору по сварке, выполняющему контроль качества сварных соединений, может также потребоваться определять размеры сварных швов других видов. Например, это может быть точечный или роликовый шов, размер которого равен диаметру валика наплавленного металла в плоскости прилегающих поверхностей, рис.4.
Второй пример связан с торцевым швом в соединении с отбортовкой, рис.5, где размер шва равен полной толщине сварного шва от корня до лицевой стороны шва.
Руководящий документ РД 153-34.1-003-01 сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (стр. 34 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |

Примечание. С помощью переносного стилоскопа процентное содержание никеля может быть определено при наличии его в металле не более 20 %. При большем содержании никеля точное его количество не определяется и в протоколе на проверку присадочного материала (см. приложение 27, форма П27.17) пишется: «никеля более 20 %».
18.3.4. Недопустимыми дефектами, выявленными при визуальном контроле сварных соединений, являются: трещины всех видов и направлений; непровары (несплавления) между основным металлом и швом, а также между валиками шва; наплывы (натеки) и брызги металла; незаваренные кратеры-свищи; прожоги; скопления включений.
18.3.7. Корневая часть шва должна подвергаться визуальному контролю до заполнения остальной части шва. Этот контроль проводится сварщиком после зачистки поверхности корня шва. Результаты контроля считаются удовлетворительными, если не обнаружены трещины, незаваренные прожоги и кратеры, скопления включений, превышающие нормы табл. 18.2, и другие дефекты, свидетельствующие о нарушении режима сварки или о недоброкачественности сварочных материалов. При обнаружении недопустимых дефектов вопрос о продолжении сварки или способе исправления дефектов должен решать руководитель сварочных работ.
18.3.8. Результаты визуального контроля угловых сварных соединений штуцеров (труб) с коллекторами и трубопроводами считаются удовлетворительными, если выдержаны требования, приведенные в табл. 18.2, а также в подразделе 7.7.
Сварные соединения штуцеров с коллекторами или трубопроводами из хромомолибденованадиевой стали, не подвергающиеся после сварки термообработке, необходимо, кроме того, проверять в объеме не менее 10 % путем измерений с помощью шаблона размеров и формы шва; при этом должно быть обращено особое внимание на плавность перехода от шва к поверхности штуцера в соответствии с требованиями, изложенными в п. 7.7.10.
Нормы допустимых поверхностных дефектов, выявляемых при визуальном контроле сварных соединений
Размерный показатель сварного соединения*, мм
Допустимый максимальный размер дефекта, мм
Допустимое число дефектов на любых 100 мм шва
Отступления от размеров и формы шва
Западания (углубления) между валиками и чешуйчатость поверхности шва
От 2 до 4 включительно
Свыше 4 до 6 включительно
Свыше 6 до 10 включительно
От 2 до 3 включительно
Свыше 3 до 4 включительно
Свыше 4 до 5 включительно
Свыше 5 до 6 включительно
Свыше 6 до 8 включительно
Свыше 8 до 10 включительно
Свыше 10 до 15 включительно
Свыше 15 до 20 включительно
Свыше 20 до 40 включительно
Подрезы основного металла
Отклонения от прямолинейности сварных стыков труб
Просвет между линейкой и трубой на расстоянии 200 мм от стыка не должен быть более 3 мм
** Подрез размером 0,2 мм и менее измерению не подлежит, определяется визуально.
18.3.9. Выявленные при визуальном и измерительном контроле дефекты, которые могут быть исправлены (удалены) без последующей заварки выборок, должны быть исправлены до проведения контроля другими методами.
18.4. Измерение твердости металла шва
18.4.1. Измерение твердости металла шва производится с целью проверки качества термообработки сварных соединений или качества подогрева в случае приварки штуцеров (труб) к коллекторам и трубопроводам из хромомолибденованадиевой стали без последующей термообработки (в соответствии с требованиями подраздела 7.7).
18.4.2. Измерению твердости металла шва подвергаются:
а) все сварные соединения трубопроводов, выполненные хромомолибденовым и хромомолибденованадиевым присадочным материалом и подвергнутые термообработке;
18.4.3. Твердость металла шва следует измерять переносными твердомерами (см. приложение 26) на зачищенных до металлического блеска участках его поверхности. На каждом сварном шве должно быть подготовлено не менее трех участков в разных местах по периметру стыка и на каждом участке должно быть проведено не менее трех измерений. На стыках труб диаметром менее 60 мм измерение твердости может производиться на одном участке периметра.
18.4.4. Результаты измерений твердости металла шва после высокого отпуска оцениваются по нормам, приведенным в табл. 18.3. Твердость металла шва приварки штуцеров (труб) к коллекторам или трубопроводам из стали 12Х1МФ без термообработки не должна превышать значений, приведенных в п. 7.7.2 настоящего РД.
Твердость металла шва определяется как среднее арифметическое результатов измерений твердости на трех участках. Твердость каждого участка в свою очередь определяется как среднее арифметическое результатов трех измерений, при этом отклонение значения твердости, полученного при любом измерении, от норм, приведенных в табл. 18.3, должно быть не более 7 %.
18.4.5. Если твердость металла шва оказалась выше норм, приведенных в табл. 18.3, сварное соединение подлежит повторной термообработке, но не более 3 раз (с учетом первой термообработки), после чего проводится контроль твердости шва в соответствии с требованиями настоящего подраздела.
18.4.6. Вопрос о возможности допуска в эксплуатацию сварных соединений, подвергавшихся термообработке, с твердостью металла шва, не соответствующей нормам табл. 18.3 (с учетом приложения 29), а также угловых сварных штуцерных соединений из хромомолибденовой или хромомолибденованадиевой стали, выполненных без термообработки (согласно подразделу 7.7) и имеющих твердость шва больше 270 НВ, должен решаться заказчиком и специализированной научно-исследовательской организацией.
Допустимые значения твердости металла шва после высокого отпуска
Допустимая твердость НВ металла шва при толщине стенки, мм
20 и менее для стыковых соединений
более 20 для стыковых соединений, 20 и менее для угловых* соединений
Приложение 10. Нормы оценки качества сварных соединений
Нормы оценки качества сварных соединений
1.1. Настоящее приложение устанавливает основные требования к нормам оценки качества сварных соединений, работающих под давлением и выполненных дуговой, электрошлаковой, электронно-лучевой и газовой сваркой, при визуальном, измерительном, капиллярном, магнитопорошковом, радиографическом и ультразвуковом контроле, а также при механических испытаниях и при металлографическом исследовании.
Конкретные нормы оценки качества сварных соединений должны быть разработаны на основе требований и указаний настоящего приложения и приведены в нормативно-технической документации (НТД) на контроль сварных соединений, согласованной с Госгортехнадзором России.
Для сварных соединений, выполненных другими способами сварки, и сварных соединений, не работающих под давлением, а также для контроля сварных соединений не указанными выше методами нормы оценки качества устанавливаются НТД, согласованной с Госгортехнадзором России.
1.2. Использованные в настоящем приложении термины и определения приведены в разделе 9.
1.3. Нормы оценки качества принимают по следующим размерным показателям (РП):
При радиографическом контроле сварных соединений через две стенки нормы оценки качества следует принимать по тому же размерному показателю, что и при контроле через одну стенку.
1.5. Число и суммарная приведенная площадь одиночных включений и скоплений, выявленных применяемыми методами неразрушающего контроля, не должны превышать значений, указанных в настоящих нормах, на любом участке сварного соединения длиной 100 мм.
Для сварных соединений протяженностью менее 100 мм нормы по числу и суммарной приведенной площади одиночных включений и скоплений уменьшают пропорционально уменьшению протяженности контролируемого соединения. Если при этом получается дробная величина, то она округляется до ближайшего целого числа.
2. Визуальный и измерительный контроль
2.1. При визуальном и измерительном контроле сварных соединений не допускаются:
трещины всех видов и направлений;
непровары (несплавления) между основным металлом и швом, а также между валиками шва;
непровары в корне шва (кроме случаев, оговоренных в НТД);
наплывы (натеки) и брызги металла;
подрезы (кроме случаев, оговоренных в НТД);
отклонения размеров шва сверх установленных норм.
2.2. Нормы допустимых дефектов, выявленных при визуальном и измерительном контроле, приведены в табл. 2.1.
Нормы поверхностных дефектов в сварных соединениях
Допустимый максимальный размер, мм
Выпуклость стыкового шва с наружной стороны
Устанавливается НТД или конструкторской документацией в зависимости от вида сварки и типа соединения
Западания (углубления) между валиками и чешуйчатость поверхности шва
0,12 РП* + 0,6, но не более 2
0,12 РП + 0,2, но не более 2,5
Выпуклость корня шва при односторонней сварке труб без подкладных колец
1,5 при D до 25 включительно
2,0 при D свыше 25 до 150 включительно
2,5 при D свыше 150
Вогнутость корня шва при односторонней сварке труб без подкладных колец
0,12 РП + 0,4, но не более 1,5
3. Капиллярный контроль
3.1. При контроле сварного соединения по индикаторным следам не допускаются удлиненные и неодиночные индикаторные следы. Количество одиночных округлых индикаторных следов не должно превышать норм, указанных в табл. 2.1 для одиночных включений, а наибольший размер каждого индикаторного следа не должен превышать трехкратных значений этих норм.
3.2. Выявленные при контроле согласно п. 3.1 дефекты допускается оценить по их фактическим показателям после удаления реактива. При этом следует руководствоваться требованиями п. 2.1 и табл. 2.1 настоящего приложения. Результаты этой оценки являются окончательными.
4. Магнитопорошковый контроль
4.1. Нормы оценки качества при магнитопорошковом контроле должны соответствовать нормам для визуального контроля (п. 2.1 и табл. 2.1).
4.2. Выявленные при контроле согласно п. 4.1 дефекты допускается оценивать по их фактическому размеру после удаления эмульсии или порошка. Результаты этой оценки являются окончательными.
5. Радиографический контроль
5.1. Качество сварных соединений считается удовлетворительным, если на радиографическом снимке не будут зафиксированы трещины, непровары (за исключением случаев, оговоренных НТД), прожоги, свищи, недопустимые выпуклость и вогнутость корня шва (табл. 2.1), а размер, число и суммарная приведенная площадь одиночных включений и скоплений не превышают норм, приведенных в табл. 5.1 и НТД.
Нормы допустимых дефектов сварных соединений, выявленных при радиографическом контроле
Размерный показатель сварного соединения (РП), мм
Максимальный размер, мм
Число дефектов на 100 мм шва
От 2,0 до 15 включительно
Суммарное число одиночных включений и скоплений:
0,25РП + 12 при РП от 2 до 40;
0,1РП + 18, но не более 27 при РП свыше 40
Свыше 15 до 40 включительно
0,025РП + 3,0, но не более 5
От 2,0 до 15 включительно
Свыше 15 до 40 включительно
1,5 (0,025РП + 3), но не более 8,0
Одиночные протяженные включения
От 2,0 до 5 включительно
0,15РП + 5, но не более 14
Свыше 5 до 50 включительно
Требуемый уровень чувствительности снимка устанавливается НТД.
6. Ультразвуковой контроль
6.1. Качество сварных соединений считается удовлетворительным при соблюдении следующих условий:
выявленные несплошности не являются протяженными (условная протяженность несплошности не должна превышать условную протяженность соответствующего эталонного отражателя);
расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя (несплошности являются одиночными);
эквивалентные площади и количество одиночных несплошностей не превышают нормы, установленные в НТД, согласованной с Госгортехнадзором России.
7. Механические испытания
7.1. Качество сварных соединений по результатам механических испытаний считается удовлетворительным при условии выполнения следующих требований:
б) угол изгиба при испытании на статический изгиб и просвет между сжимаемыми поверхностями при испытании на сплющивание сварных стыков труб наружным диаметром менее 108 мм при толщине стенки менее 12 мм должны соответствовать требованиям табл. 7.1;
Требования к результатам испытания сварных соединений на изгиб и сплющивание
Тип (класс) стали сваренных деталей
Номинальная толщина сваренных деталей, S, мм
Угол изгиба при испытании на изгиб, град (не менее)
Просвет между сжимаемыми поверхностями при испытании на сплющивание (не более), мм
Законодательная база Российской Федерации

Бесплатная горячая линия юридической помощи
Бесплатная консультация
Навигация
Федеральное законодательство
Действия


РАЗМЕРНЫЕ ПОКАЗАТЕЛИ ДЛЯ НОРМ ОЦЕНКИ КАЧЕСТВА ПО РЕЗУЛЬТАТАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
1. Нормы оценки качества принимают по следующим размерным показателям:
2. Протяженность (длина, периметр) сварных соединений определяется по наружной поверхности сваренных деталей у краев шва (для соединений штуцеров, а также угловых и тавровых соединений по наружной поверхности привариваемой детали у края углового шва).
3. Число одиночных включений, выявляемых при визуальном контроле, не должно превышать значений, указанных в НД на любом участке сварного соединения, длина которого регламентируется в НД. Для сварных соединений меньшей протяженности допустимое число одиночных включений уменьшают пропорционально уменьшению протяженности контролируемого соединения.
Если при этом получается дробная величина, то она округляется до ближайшего целого числа.
4. Требования к числу одиночных включений для наплавленных поверхностей определяются согласно требованиям НД.
5. В сварных соединениях при визуальном и измерительном контроле не допускаются дефекты, превышающие установленные размеры.
Приложение Ж
(рекомендуемое)
Катет сварки и сварочного шва: что это такое простыми словами, таблица и измерение
Что такое катет шва при сварке и какие критерии его контроля?
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй — вдоль боковых по обеим сторонам.

Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня — наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.

Длина сварного шва.
Катет в сварочном соединении
Швом называют зону сплавления 2 деталей. Здесь имеется усиление, образованное материалом электрода. Его называют наплавкой.
Для понимания того, что такое катет сварного шва, необходимо представить поперечный разрез углового соединения. На нем наплавка имеет форму равнобедренного треугольника с выпуклым или вогнутым основанием.
Боковые стороны являются прямыми и прилегают к поверхностям свариваемых деталей. Длина каждой из них – это катет углового шва.
Данный параметр характеризует:
В серийном производстве требуется обеспечить необходимый минимальный катет, с тем чтобы не ослабить изделие и одновременно избежать перерасхода материалов и энергии. Это позволит снизить себестоимость продукции без ущерба для ее прочностных характеристик.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
При сварке под углом применяется модифицированный набор параметров:
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Оптимальная геометрия углового шва
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью). 
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания. Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Размер катета углового шва
Надежность сварного стыка зависит от его толщины и длины. Эти размерные величины должны быть достаточными, чтобы выдерживать заданные нагрузки. Согласно расчетной нагрузке выбирают катет углового шва.
Экспериментальным путем были разработаны специальные приспособления, определяющие характеристики будущего углового соединения. Наиболее распространенным прибором является сварочный шаблон. При его создании прибегли к известным законам геометрии, согласно которым произвели расчет катета сварного шва.

Схема определения катета сварного шва
Применяя шаблон на практике, придерживаются таких условий:
Слишком большой катет брать нерационально. Это, возможно, и приведет к усиленной прочности, но скажется негативно на других факторах:

Таблица минимальных катетов углового шва
Наружный контроль качества сварного соединения выполняется двумя способами – разрушающим и неразрушающим. При неразрушающем контроле применяют сварочный шаблон, с помощью него визуально определяют наличие дефектов. А для обнаружения внутренних дефектов используют метод внутреннего контроля, который проводят при помощи ультразвуковых и рентгеновских приборов.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:
Схема углового соединения
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.

Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая. Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
Сами спаи могут быть разными:

Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров. Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:

Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.

Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.

ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F – будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ – максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула:
L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой
К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет
К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод – размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:

Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.
Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
Приведенным методам присущи 2 недостатка:
Более эффективны следующие способы:
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:

Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
Ошибки при неверном вычислении катета сварного шва
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела.



