§ 47. РАЗМЕТОЧНЫЕ ПРИСПОСОБЛЕНИЯ. Разметочная плита. Подкладки.
Разметочная плита. Является основным разметочным приспособлением, на ней устанавливают детали, подлежащие разметке, и от ее верхней поверхности откладывают все размеры, которые отмечают рисками на детали. Разметочная плита отливается из серого мелкозернистого чугуна и всегда в нижней части имеет несколько ребер жесткости, которые предохраняют ее от возможности прогиба под тяжестью размечаемых деталей и собственного веса. Верхнюю, рабочую поверхность и боковые стороны плиты обычно обрабатывают на строгальных станках и затем шабрят. На рабочей поверхности больших плит иногда делают продольные и поперечные канавки, образующие равные квадраты.
Канавки имеют глубину 2-3 мм, ширину 1-2 мм, они облегчают установку на плите различных приспособлений.
Эти плиты делают составными из двух или четырех меньших плит, скрепленных болтами и шпонками.
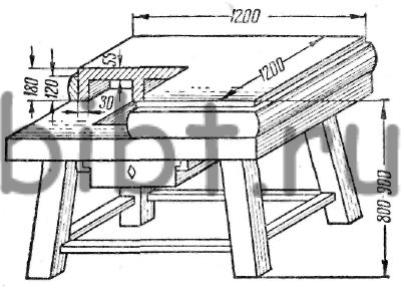
Рис. 67. Разметочная плита на деревянном столе
Размеры плит выбираются так, чтобы габариты размечаемого изделия были меньше рабочей поверхности плиты как по длине, так и по ширине.
Качество разметки во многом зависит от точности плиты, по этому к плитам необходимо относиться очень бережно.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту следует обмести щеткой, тщательно протереть тряпкой, смазать маслом для предохранения от ржавления и накрыть деревянным щитом. Не менее одного раза в неделю плиту следует промывать скипидаром или керосином. Не следует передвигать по плите размечаемые заготовки во избежание появления забоин и царапин. В большинстве случаев целесообразно устанавливать заготовки на специальные подкладки или на домкраты.
Применяемые при разметке инструменты и приспособления следует передвигать по плите плавно. Рабочую поверхность плиты рекомендуется натирать мелким графитовым порошком.
Подкладки. Являются разметочным приспособлением и служат для предохранения разметочных плит от царапин и забоин. Подкладки в зависимости от их назначения бывают разных конструкций. Самыми простыми подкладками являются плоские опорные (рис. 68, а); подкладки больших размеров выполняются пустотелыми или двутаврового сечения.
Призматические подкладки применяют при установке заготовок цилиндрической формы. Подкладки имеют точно обработанные наружные поверхности, а также поверхности призматических вырезов. Чаще всего применяются подкладки длиной 50-250 мм, шириной и высотой 50-100 мм. Для установки длинных цилиндрических заготовок используют комплекты подкладок одинаковых размеров.
Наиболее усовершенствованной конструкцией является призма, применяемая разметчиком-новатором П. А. Щербаковым.

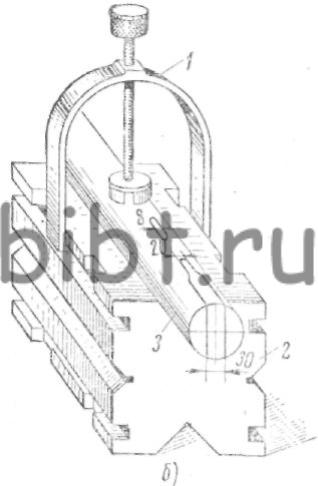
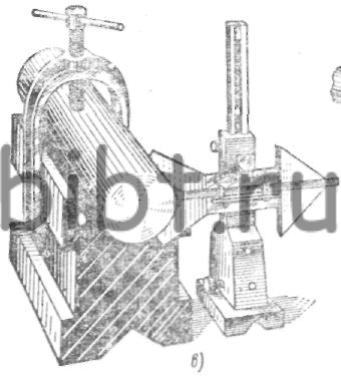
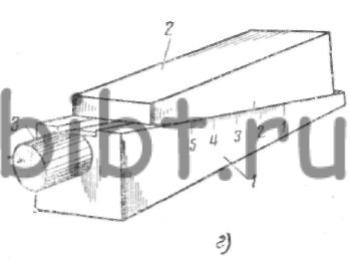
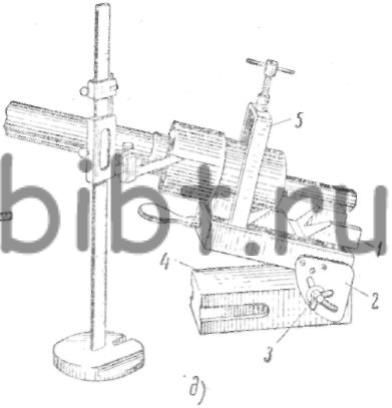
Рис. 68. Приспособления для разметки:
Преимуществом указанной призмы (рис. 68, б) является то, что боковые стороны скобы 1 не выступают за грани призмы 2; это дает возможность зажима деталей 3 с большим диапазоном диаметров. В обычных призмах со скобой (рис. 68, в) стороны скобы выступают за грани призмы, вследствие чего нельзя производить разметку в горизонтальной и вертикальной плоскостях без перестановки детали. Но этот недостаток в призме устраним.
Клиновидные подкладки (рис. 68, г) представляют собой два сдвоенных, точно обработанных стальных клина 1 и 2.
Размечаемая заготовка устанавливается на верхней поверхности клина 2. Подъем и опускание заготовки производятся вращением винта 3, находящегося в теле клина 1. Имея набор клиньев разной толщины, можно регулировать положение размечаемых заготовок по высоте. На боковой поверхности нижнего клина нанесена шкала, позволяющая контролировать и точно регулировать высоту клина.
Призма 1 для конических деталей (рис. 68, д) устанавливает. ся на нужный угол к основанию 4 по градуированному диску 2. Деталь при разметке крепится скобой 5. Положение призмы фиксируется гайкой-барашком 3.
Для чего используют проверочные плиты
Степень прямолинейности и плоскостности поверхности фундамента можно определить, если установить линейку на проверяемую поверхность и наблюдать просвет между ними; щупом можно измерить размер этого просвета на отдельных участках поверхности. Если линейку покрыть тонким слоем краски и перемещать по поверхности в разных направлениях, то по количеству отпечатков краски можно определить качество обработки всей поверхности.
Линейки подразделяются на три группы: лекальные с острым рабочим ребром (рис. 55, а), с широкой рабочей поверхностью (рис. 55, б, в) и угловые (рис. 55, г). Лекальные линейки самые точные.

Рис. 55. Проверочные линейки: а — лекальная с острым рабочим ребром; б — двутавровая с широкой рабочей поверхностью; в — типа «Мостик»; г — угловая трехгранная.
Линейки с широкой рабочей поверхностью изготовляют из мелкозернистого чугуна и стали, прошедших искусственное или естественное старение. Они бывают прямоугольного и двутаврового сечений с параллельными продольными гранями, а также в виде балок переменной высоты (рис. 55, в). Длина широких линеек 500—4000 мм и более. Длинные линейки могут прогибаться от собственной массы (табл. 13), что следует учитывать при проверке поверхностей фундаментов. Угловые линейки (трехгранные и трапецеидальные) используют для проверки поверхностей фундаментов на краску и изготовляют длиной 250—1000 мм с углом между рабочими поверхностями 45, 55 и 60°. В настоящее время на заводах начали применять оптическую линейку ИСП-36 с целью аттестации прямолинейности проверочных линеек, а также плоскостности проверочных плит.
| Длина линейки, мм | Опоры на концах линейки | Опоры в точках, отстоящих от концов линейки на 0,213 ее длины |
| 500 | 1,5/1,3 | 0,031/0,023 |
| 1000 | 16/13 | 0,31/0,27 |
| 1500 | 53/43 | 1,1/0,9 |
| 2000 | 117/96 | 2,4/2,0 |
| 2500 | 327/138 | 4,8/4,0 |
| 3000 | 327/274 | 6,8/5,7 |
Примечание. В числителе приведены значения для прямоугольного сечения линейки, в знаменателе — для двутаврового сечения линейки.
Проверочные плиты служат для проверки плоскостности фундаментов, планок, стальных клиньев и других деталей. Плиты бывают прямоугольные (рис. 56, а), квадратные (рис. 56,6) и круглые (рис. 56, в), причем разных размеров. Иногда проверку поверхностей выполняют сварными плитами (рис. 56, д). Точную проверку плоскостности больших круглых фундаментов производят литыми плитами. Такая плита (рис. 56, г) имеет три рымы 1 для транспортировки краном и контрольную площадку 2 диаметром 250 мм для установки уровня или квадранта при проверке ее положения на фундаменте по горизонтали.

Рис. 56. Проверочные плиты: а — прямоугольная; б — квадратная; в — круглая сплошная; г — литая; д — специальная кольцевая сварной конструкции; е — кольцевая с ручкой; ж — круглая с ручкой.
Сварные и литые плиты для проверки больших круглых фундаментов обычно изготовляют диаметром 1500—3000 мм. Использование этих плит упрощает проверку обработанных поверхностей фундаментов, так как отпадает необходимость многократной проверки прилегания и положения опорного фланца механизма на фундаменте.
Проверку на краску присоединительных поверхностей фланцев арматуры и наварышей коллекторов главных котлов осуществляют специальными плитами (рис. 56, е, ж). Их также используют при проверке на краску поверхностей специальных соединений трубопроводов.
Все проверочные плиты изготовляют из мелкозернистого серого чугуна с твердостью рабочей поверхности НВ150—210. Рабочие поверхности плит, предназначенных для проверки по отпечаткам краски, должны быть шаброваны, причем число отпечатков пятен краски в квадрате 25х25 для плит нулевого и первого классов должно быть не менее 25, второго — не менее 20 и третьего — не менее 12. В процессе проверки на рабочую поверхность плиты наносят тонкий равномерный слой краски (лазурь и сажа, разведенная в масле) тампоном из чистой ткани. Перед наложением плиты проверяемую поверхность следует тщательно очистить. Плиту перемещают по поверхности два-три раза круговыми движениями в разных направлениях, а затем снимают. Качество обработки (шабрение, шлифование) определяется количеством окрашенных участков пятен в квадрате размером 25х25 мм. Различие по количеству пятен на двух соседних участках не должно превышать двух-трех.
Для чего используют проверочные плиты
Поверочная плита — 9. Поверочная плита (п. 2.5) Основные технические требования должны соответствовать указанным в табл. 21 Таблица 21 Габаритные размеры Допуск прямолинейности в любых направлениях, мкм на всю длину измерения местный на длине, мм 160 250 Не менее… … Словарь-справочник терминов нормативно-технической документации
Плита — Плита «большой плоский с ровной поверхностью кусок твёрдого материала», обычно слово считают производным от греч. plínthos: Плита (строительная механика) Плита (строительная деталь): железобетонная плита; плита перекрытия здания; плита… … Википедия
ПЛИТА ПОВЕРОЧНАЯ — чуг. монолитная жёсткая коробчатая ребристая конструкция с точно обработ. наружной плоскостью для проверки плоскостности деталей и разметочных работ. См. рис. Плита поверочная … Большой энциклопедический политехнический словарь
ПЛИТА — (1) плоское прямоугольное (иногда круглое) монолитное изделие из твёрдого материала чугуна, стали, железобетона, камня и др., толщина которого в несколько раз меньше ширины и длины, а рабочая поверхность (обычно одна) ровная и гладкая (кроме… … Большая политехническая энциклопедия
ГОСТ 17734-88: Станки фрезерные консольные. Нормы точности и жесткости — Терминология ГОСТ 17734 88: Станки фрезерные консольные. Нормы точности и жесткости оригинал документа: 6. Контрольная цилиндрическая консольная оправка (пп. 1.4.13, 1.4.14, 1.4.15) Основныетехнические требования должны соответствовать указанным… … Словарь-справочник терминов нормативно-технической документации
Притирание — Притирание технологическая процедура по изменению геометрии плоскостей и их чистоты поверхностей. Суть операции заключается в придании сопрягающимся поверхностям определенной шероховатости. Также используется при изготовлении химической… … Википедия
Шабрение — (также шабровка[1], шабрование; от нем. schaben «скоблить») технология прецизионного (высокоточного) выравнивания поверхности изделия из металла (реже из дерева или пластика) специальным режущим инструментом шабером.… … Википедия
Витуорт, Джозеф — Джозеф Витуорт Sir Joseph Whitworth … Википедия
Свойство и назначение гранитной поверочной и разметочной плиты
 Для проверки точности обработки поверхности деталей используется специальная поверочная плита с контактной жесткостью и повышенным сопротивлением к износу. Контрольное приспособление изготавливается из пластика, полированного металла или природного камня, производство метрического приспособления осуществляется по условиям ГОСТ 10905–86 или «Рекомендациям по контролю средств измерения МИ 2007−89 для поверочных и разметочных плит».
Для проверки точности обработки поверхности деталей используется специальная поверочная плита с контактной жесткостью и повышенным сопротивлением к износу. Контрольное приспособление изготавливается из пластика, полированного металла или природного камня, производство метрического приспособления осуществляется по условиям ГОСТ 10905–86 или «Рекомендациям по контролю средств измерения МИ 2007−89 для поверочных и разметочных плит».
Назначение метрического приспособления
Плита поверочная применяется для осуществления измерения точности размерных и плоскостных параметров деталей и механизмов. Приспособление часто применяется для юстировки механизмов с целью совмещения двух показателей: точность исполнения и регулировка рабочих параметров механизмов. Благодаря ровной базовой поверхности метрический прибор является установочным измерительным инструментом для деталей или механизмов.
Среди большого перечня предложений от приборостроительных компаний наиболее популярными и наиболее дорогими, стали плиты эталонные и прецизионные поверочные плиты, изготовленные из благородного металла, высоколегированных сплавов и полудрагоценного полированного камня повышенной прочности.
Основным условием проведения точных измерений является установка оборудования на ровное прочное основание (стол, тумба, верстак) в термостатированном изолированном боксе.
Классы и размеры платформы
Контрольное оборудование выпускается с разными классами точности. Для нового приспособления класс поверочной точности определяется следующими показателями:
К бывшим в употреблении контрольным плитам предъявляются не столь жесткие требования. За счет небольшого износа установочной поверхности поверочного оборудования допускаются отклонения в классе точности с показателем 4 или 5.
Размеры установочной платформы могут варьироваться в пределах от 250 х 250 мм до 2500 x 1600 мм. К отличительным свойствам метрического прибора относится маркировка номером исполнения 1, 2, 3, 4 и 5, определяющим метод обработки поверхности и конструкции прибора. Классы поверочной плиты определены нормами допустимых отклонений по точности обработки поверхности, степени ее шероховатости и перпендикулярности боковых элементов.
Параметры метрических приборов
 Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Плита поверочная гранитная изготавливается в следующем исполнении: без бортовых захватов; с допусками отклонений по перпендикулярности боковой поверхности по отношению к установочной плоскости; взаимной перпендикулярностью боковых поверхностей, с бортовыми захватами. В комплектацию приспособления входят:
Каждый прибор оснащается Сертификатом соответствия европейскому стандарту качества и требованиям межгосударственного ГОСТа.
Маркировка и упаковка прибора для транспортировки
Каждая плита поверочная заводского исполнения должна иметь на боковой стороне товарный знак с информацией о заводе-изготовителе. На ярлыке также должны быть указаны:
В процессе подготовки оборудования к процессу консервации поверхность прибора необходимо закрыть щитом, само устройство помещается в деревянную, обтянутую стальной лентой, тару, выложенную гидроизоляционным материалом. Упакованная продукция может транспортироваться в крытых машинах, вагонах, контейнерах или прицепах с жесткой фиксацией страховочными ремнями.
При транспортировке платформы могут выдерживать вибрацию с частотой колебания до 120 перемещений в минуту. Для хранения оборудования рекомендуется выделить сухое отапливаемое помещение с температурой не выше +40 0 С и влажностью воздуха до 80%. Основным условием для сохранения плиты в рабочем состоянии является отсутствие в воздухе примеси агрессивных газов.
Приспособление для разметки деталей
При изготовлении деталей высокой точности для разметки заготовки используется плита разметочная из мелкозернистого чугуна. Нижняя сторона устройства оснащается ребрами жесткости, обеспечивающими надежное сцепление с верстаком и предохраняющими приспособление от прогиба в процессе механических нагрузок. Некоторые модели разметочного устройства могут иметь на лицевой поверхности продольные и поперечные углубления 3 мм шириной 2 мм.
Для получения точных размеров будущей детали поверхность плиты обрабатывается графитовым порошком или краской. Оттиск на заготовке получается при тесном контакте краски с поверхностью будущей детали. Полученное изображение вырезается по линии разметки с минимальным отклонением по размерам, точность исполнения детали доводится слесарными инструментами.
В комплектацию разметочной плиты для пространственной и плоскостной разметки входит домкрат, опорные подкладки, регулируемые клинья, чугунный угольник, сдвоенные клинья, призмы, кубики. Для выверки модели на поверхности приспособления используется контрольная шкала, позволяющая регулировать положение верхнего прижимного клина. После завершения разметки поверхность плиты очищается мягкой тканью, смоченной керосином или машинным маслом.
Инструменты и приспособления для разметки
Разметочная плита в модельном цехе является основным рабочим местом не только контролера, но и модельщика при разметке моделей и щитков, а также и сборке моделей. Размеры плит должны быть на 400—500 мм больше размеров размечаемых моделей. Это необходимо для того, чтобы на краях плиты можно было установить точные инструменты. Плиты отливают из чугуна и подвергают механической обработке. Пространственную разметку производят на разметочной плите с точно обработанными верхней и боковыми поверхностями. Для такой разметки применяют специальный разметочный инструмент.
Плиты ставят в местах с хорошим естественным освещением и ближе к рабочим местам модельщиков. Для контроля готовых моделей целесообразно использовать плиты размером 1500×3000 или 3000×5000 мм и больше. Высота рабочей поверхности от пола составляет 800—900 мм. Иногда на плитах прострагивают тонкие продольные и поперечные канавки глубиной 1—2 мм на расстоянии 200—500 мм друг от друга (квадратами), чтобы удобнее было производить разметку. Плиту нужно всегда содержать в чистоте и не допускать ржавления, ежедневно после работы ее надо протирать тряпкой с керосином. Нельзя на разметочной плите править какие-либо изделия, бить по ней молотком и т. д.

Рис. 18. Разметочные приспособления:
а — разметочная плита, б — домкраты, в — опорные подкладки, г — регулируемый клин, д — чугунный угольник
Вокруг разметочной плиты всегда должно быть свободно, чтобы можно было подходить к ней с любой стороны. На таких плитах можно размечать сразу несколько моделей. Малые плиты устанавливают на козлах, тумбах или устойчивых столах, а большие на фундаменте.
Чтобы установить размечаемую модель на плите в определенном положении, используют различные специальные приспособления: установочные домкраты, угольники, подкладные призмы, кубики, сдвоенные регулируемые клинья и другие подкладки (рис. 18, а—д). Удобным приспособлением для установки (выверки) модели является также регулируемый клин, состоящий из двух стальных клиньев, соединяющихся между собой по наклонной плоскости. При вращении винта 3 верхний клин 2 может перемещаться по нижнему клину 1, при этом верхняя плоскость все время находится параллельно нижней. Нанесенная на боковой плоскости шкала позволяет точно регулировать высоту клина.
по Вайнштейну / Курсовая_Поверочные плиты / МИ 2007-89 Рекомендация. ГСИ. Плиты поверочные и разметочные. Методика поверки
Описание
Принцип действия плит поверочных и разметочных чугунных основан на измерении отклонений от прямолинейности и плоскостности поверхности.
Плиты поверочные и разметочные чугунные выпускаются в следующих модификациях:
1- с ручной шабровкой рабочих поверхностей;
2- с механически обработанными рабочими поверхностями.
У плит размерами 630*400 мм и менее имеются три опорные точки, а у плит размерами свыше 630*400 мм не менее пяти опор.
Общий вид плит поверочных и разметочных чугунных представлен на рисунках 1 и 2.
Плиты поверочные, чугунные, класс точности «1», калибровка.
| № | Размер плиты, мм | Точность, мм | Вес плиты (без упаковки), кг |
| 1 | 250х250, м/о | 0,007 | 18,0 |
| 2 | 250х250, р/ш | 0,007 | 18,0 |
| 3 | 400х400, м/о | 0,010 | 40,0 |
| 4 | 400х400, р/ш | 0,010 | 40,0 |
| 5 | 630х400, м/о | 0,010 | 60,0 |
| 6 | 630х400, р/ш | 0,010 | 60,0 |
| 7 | 1000х630, м/о | 0,012 | 300,0 |
| 8 | 1000х630, р/ш | 0,012 | 300,0 |
| 9 | 1500х1000, м/о | 0,015 | 850,0 |
| 10 | 1500х1000, р/ш | 0,015 | 850,0 |
| 11 | 1600х1000, м/о | 0,016 | 870,0 |
| 12 | 1600х1000, р/ш | 0,016 | 870,0 |
| 13 | 2000х1000, м/о | 0,020 | 1100,0 |
| 14 | 2000х1000, р/ш | 0,020 | 1100,0 |
| 15 | 2000х1500, м/о | 0,020 | 2000,0 |
| 16 | 2000х1500, р/ш | 0,020 | 2000,0 |
| 17 | 2500х1500, м/о | 0,025 | 2900,0 |
| 18 | 2500х1500, р/ш | 0,025 | 2900,0 |
Р/Ш — ручная шабровка рабочих поверхностей; М/О — механическая обработка рабочих поверхностей.
Комплектность
Таблица 4 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Плита | — | 1 |
| Ручка | — | 2 |
| Опора регулируемая (в зависимости от размеров плит) | — | 3 или 5 |
| Паспорт | — | 1 |
Виды притирочных плит
Прежде чем перейти к видам, нужно сказать, что представляет собой притирочная плита. Это инструмент с прецизионно точной поверхностью, служащий для выравнивания плоскостей деталей. В зависимости от материала, из которого она изготовлена, на ней можно притирать разные по составу изделия. Точность после обработки может не выходить за отклонение в 0.3 мкм относительно заданной геометрии, шероховатость плоскости при этом, получаемая на разных притирах, разная – 0.1–0.025 мкм.
Притирочные плиты бывают двух основных типов. К одному из них относятся инструменты для выполнения черновых работ притирки. Их плоскость изборождена канавками глубиной до 2 миллиметров, технический смысл которых в отводе отработанной абразивной пасты и отходов материала в виде пыли. Так называемые чистовые имеют гладкую притирочную плиту.
Следуйте правилам! На какой бы плите ни происходила обработка, необходимо задействовать по возможности всю плоскость инструмента. Это позволит избежать выработки отдельных участков и, как следствие, снижения точности обработки.
Плиты, выполненные из чугуна
Чугунная плита – самый распространенный вид инструмента для получения ровных поверхностей. Они позволяют достигать точности обработки в пределах 0.0001 миллиметра. Стандартные размеры таких изделий, которые можно встретить в продаже, следующие (размеры даны в метрах):
Плиты притирочные из других материалов
Другие виды притирочных инструментов предназначены:
Кроме этого, можно встретить стальные, керамические, бронзовые, алюминиевые станины и притиры из древесных пород.
Плиты, не относящиеся к притирочным
Не стоит путать притирочные с другим типом плит. Поверочная и разметочная предназначены не для механической доводки изделий до состояния идеально гладкой плоскости, а для контроля состояния поверхности на предмет ровности. Поверхности таких плит подвергают шабрению машинным или ручным способом. Разметочные и поверочные инструменты, изготовленные из чугуна, бывают нулевого и первого классов точности.
В заводских условиях при изготовлении механизмов такие плиты устанавливают в сборочных цехах. Высокоточные шабреные инструменты ручной обработки используют в измерительных лабораториях.

Поверка
осуществляется по документу МИ 2007-89 «ГСИ. Плиты поверочные и разметочные. Методика поверки», утверждённому Всесоюзным научно-исследовательским институтом метрологии стандартных образцов (ВНИИМСО) 23.06.89 г.
Основные средства поверки:
— линейка металлическая измерительная 1000 мм, регистрационный номер в Федеральном информационном фонде 20048-05;
— образцы шероховатости поверхности (сравнения) модель 1833, регистрационный номер в Федеральном информационном фонде 25019-08;
— угольник поверочный 90° типа УШ, регистрационный номер в Федеральном информационном фонде 666-10;
— щупы, регистрационный номер в Федеральном информационном фонде 369-89;
— плита поверочная и разметочная, регистрационный номер в Федеральном информационном фонде 11605-10;
— линейки поверочные типа ШД, 3 разряда по ГОСТ 8.420-2002, регистрационный номер в Федеральном информационном фонде 3617-10;
— головка измерительная рычажно-зубчатая типа 1ИГ, регистрационный номер в Федеральном информационном фонде 2681-70;
— прибор для измерения твердости по методу Роквелла типа ТР 5006, регистрационный номер в Федеральном информационном фонде 11286-04.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Плиты поверочные
Плиты поверочные – незаменимый инструмент для поверки плоскостности методом «пятен на краску» или «линейные отклонения» для производства предельной точности разметки, а также в роли установочных и опорных плоскостей в процессе поверки, установки или сборки машин, узлов и агрегатов.
Современная промышленность выпускает два типа плит: чугунные и плиты из твердокаменных пород. Каждый вид плит обладает своим списком достоинств, но для каждого вида работ подбирается оптимальный тип плит поверочных и разметочных.
Лучше всего купить плиты поверочные оптом, в этом случае цена на плиты поверочные будет значительно отличаться.
Плиты поверочные и разметочные, изготовленные из чугуна, производятся с высокоточной шабровкой и шлифовкой своих рабочих поверхностей. Они подразделяются на плиты поверочные с ручной шабровкой и плиты с механической обработкой рабочих поверхностей.
Оба типа плиты выливаются из серого литейного чугуна с пластинчатым графитом марки СЧ-18 и достигают своей твердости в 170-290 НВ (твердость металла по Бринеллю) в соответствии с ГОСТ 10905-86.
Серый чугун удобен для литья, прост в обработке и менее хрупок, чем, например, белый чугун. Выбор серого чугуна СЧ-18 для изготовления плит поверочных обусловлен также отличными антифрикционными свойствами этого металла, которые образуются ввиду наличия графита в своей структуре и пористого строения стали.
Плиты поверочные и разметочные из твердокаменных пород имеют больший срок службы, чем плиты поверочные чугунные. Это качество обусловлено материалом, из которого производится этот вид плит. Их изготавливают из твёрдых пород камня, таких как гранит, диорит, диабаз, габбро.
Натуральное происхождение материала обеспечивает плиты поверочные предельно высокой прочностью, сравнительно небольшим коэффициентом расширения при нагревании и достаточно высоким коэффициентом демпфирования (колебания). Они не обладают внутренним напряжением, ведущим к разрушению материала и располагают высокой степенью антикоррозии. Их не нужно размагничивать, а также к числу достоинств этой плиты можно отнести качество обработки рабочей поверхности.
Плита носит матовое покрытие и, в отличие от глянца чугуна, не отсвечивает и не утомляет работника. Плиты поверочные гранитные всегда есть в продаже, так как этот слесарный инструмент находится в числе наиболее востребованных инструментов и их стоимость значительно ниже, чем цена доработки неточно установленной детали.
Отрывок, характеризующий Поверочная плита
Примечания
Металлическая и каменная линейка с поверкой – в чем особенности?
По материалу можно разделить поверочные линейки на стальные, чугунные, твердокаменные. Стальные модели еще делятся на такие типы: ЛД, ЛТ, ЛЧ, ШП, ШД. Рассмотрим вкратце каждый из указанных видов, в зависимости от их формы и рабочих граней.
К инструментам, производимым из чугуна, относится всего два типа – ШМ (поверхность по типу «мостик») и УТ – угловые с тремя гранями. К твердокаменным инструментам можно отнести следующие подвиды: ШП-ТК (линейки, у которых прямоугольное сечение), ШМ-ТК (снова «мостики» и выполненная широкой рабочая поверхность), УТ-ТК (угловые с тремя гранями). Все упомянутые лекальные линейки выпускают двух классов точности – 0 и 1. Они применяются для произведения контроля прямой линии методом, именуемым «на просвет».
Инструменты типов ШП и ШМ уже идут тремя классами точности (0, 1, 2), благодаря чему возможен контроль прямолинейности и плоскостности (проверка поверхности на краску). Инструменты типов ШМ и УТ, как правило, производятся или с механической обработкой поверхности, которая будет участвовать в работе, или же она выполняется шаброванной. Классы точности – 0, 1, 2, а в конструкции пара пересекающихся поверхностей может образовывать угол в 45, 55, 60 градусов. Используются для того, чтобы одновременно контролировать плоскостность поверхностей, пересекающихся друг с другом, методом «на краску».
Линейки поверочные из пород твердого камня делаются из габбро-диабаза или достаточно твердых пород гранита, обладающего высоким пределом прочности на сжатие. По сравнению с этой разновидностью инструмента линейка металлическая с поверкой (чугунная или стальная) уступает по нескольким важным параметрам. Например, изделия из твердых камней никоим образом не подвержены ржавчине, не поддаются температурным деформациям. К минусам можно отнести то, что такие инструменты имеют гораздо более высокую цену, также их гораздо сложнее ремонтировать.



