Значение слова «резьба»

1. Художественная обработка дерева, камня, кости и других материалов резанием. Художественная резьба. □ В простенках между окон вставлены были зеркала в вычурных рамах старинной резьбы. Достоевский, Братья Карамазовы. Я приступил к резьбе, стараясь ни на йоту не отходить от сущности живописного оригинала. И. Н. Павлов, Моя жизнь и встречи.
2. Рисунок, узор, вырезанный на дереве, кости, камне и т. п. На этой равнинке стояла очень старая изба, вся украшенная кружевной резьбой. Гладков, Повесть о детстве.
3. Тех. Винтовая нарезка. Наружная резьба. Треугольная резьба.
Источник (печатная версия): Словарь русского языка: В 4-х т. / РАН, Ин-т лингвистич. исследований; Под ред. А. П. Евгеньевой. — 4-е изд., стер. — М.: Рус. яз.; Полиграфресурсы, 1999; (электронная версия): Фундаментальная электронная библиотека
РЕЗЬБА’, ы́ (ре́зьба, ы — устар.), мн. нет, ж. 1. Вырезывание, выделка разных узоров на дереве, кости. Специалист по художественной резьбе. 2. Узорчатый рисунок, вырезанный на дереве, кости. Красивая р. Художественная р. Честолюбивой позолотой не ослепляя наших глаз, она (чаша) не суетной работой, не ре́зьбою пленяет нас. Пушкин. 3. Спиральная винтовая нарезка (тех.). Мелкая р. У винта стерлась р.
Источник: «Толковый словарь русского языка» под редакцией Д. Н. Ушакова (1935-1940); (электронная версия): Фундаментальная электронная библиотека
резьба́
1. вид декоративно-прикладного искусства, вырезание узоров, фигурок и пр. на твёрдых материалах или из них ◆ Каменные постройки на нашем севере начались собственно с христианских храмов, а в техническом отношении там мы, несомненно, должны были кое-чему поучиться у немцев, между прочим искусству каменной резьбы, особенно человеческих фигур. Д. И. Иловайский, «Начало Руси», 1876 г. (цитата из НКРЯ) ◆ Сложная рельефная и скульптурная резьба чаще всего выполнялась из липы или берёзы и отделывалась затем золочением по левкасу. Татьяна Матвеева, «Реставрация столярно-мебельных изделий», 1988 г. (цитата из НКРЯ) ◆ Резьба по металлу ― суровое ремесло, требовавшее от гравёра верного глаза и твёрдой руки, предельного внимания и недюжинного терпения. А. Домбровский, «Искусство первой буквы», 2008 г. // «Наука и жизнь» (цитата из НКРЯ)
2. техн. спиральная нарезка, позволяющая навинчивать одну деталь на другую ◆ Захар Павлович, не найдя … подходящего болта, принялся приспосабливать для прогонки гаечной резьбы один штырь. А. П. Платонов, «Чевенгур», 1929 г. (цитата из НКРЯ) ◆ Затягивая гайки на осях колёс, соблюдайте умеренность: резьбу сорвать довольно просто. М. Дмитревский, «Покупаем велосипед», 2007 г. // «Наука и жизнь» (цитата из НКРЯ)
Делаем Карту слов лучше вместе
 Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Спасибо! Я стал чуточку лучше понимать мир эмоций.
Вопрос: копьевидный — это что-то нейтральное, положительное или отрицательное?
Черчение
Что такое резьба?
Резьбовые соединения широко распространены в машиностроении. Они обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки, удобство сборки и разборки, простота изготовления.
Основным элементом всех резьбовых соединений является резьба.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбы классифицируются по следующим признакам (рис. 117):
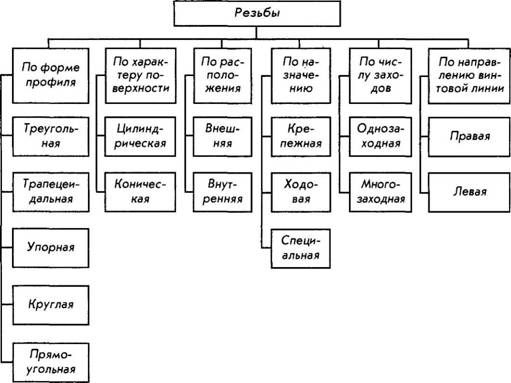
Все резьбы разделяют на две следующие группы: стандартизированные — резьбы с установленными стандартами параметрами: профилем, шагом и диаметром; нестандартизированные, или специальные (резьбы, параметры которых не соответствуют стандартизированным).
Основные элементы и параметры резьбы имеют следующие определения по ГОСТ 11708-82 и приведены ниже.
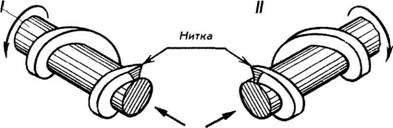
Левая резьба — образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлеции от наблюдателя (рис. 118,I).
Правая резьба — образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (рис. 118, II).
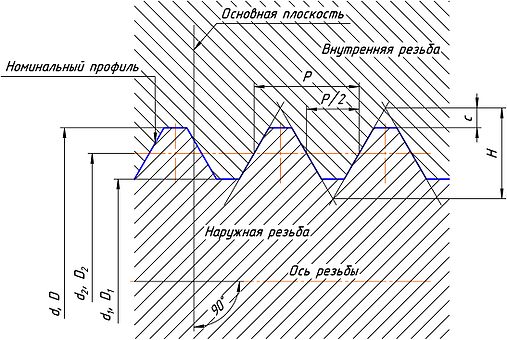
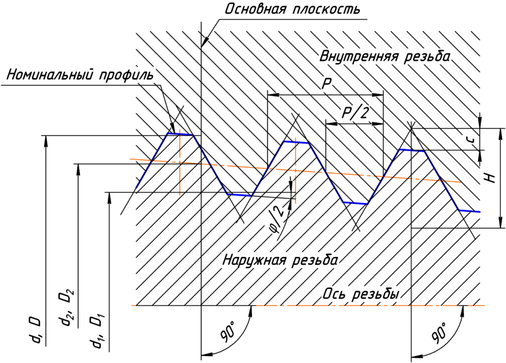
Профиль резьбы — контур резьбы в плоскости, проходящей через ее ось.
Угол профиля — угол между боковыми сторонами профиля.
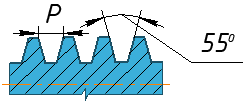
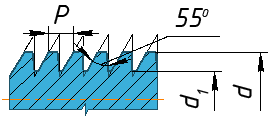
Шаг резьбы Р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
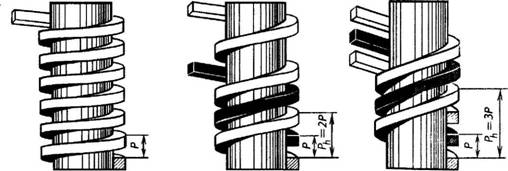
Ход резьбы Рh — расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот (рис. 119).
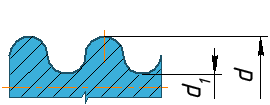
Наружный диаметр резьбы (d — для болта, D — для гайки) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы (d1 — для болта, — для гайки) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы.
Средний диаметр резьбы (d2 — для болта, D2 — для гайки) — диаметр воображаемого соосного с резьбой цилиндра, который пересекает витки резьбы таким образом, что ширина выступа резьбы и ширина владины (канавки) оказываются равными.
Резьба может быть однозаходной и многозаходной (см. рис. 119).
Резьба
Резьба́ — равномерно расположенные выступы или впадины постоянного сечения, образованные на цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой передачи [1] а также червячного соединения зубчато-винтовой передачи.


Содержание
Классификация и основные признаки резьб
Основные параметры резьбы и единицы измерения
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи ( ).
).
Питчевая резьба — шаг резьбы измеряется в питчах (p»). Для получения числового значения (в дюймах) достаточно число пи () разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
где  — число заходов;
— число заходов;
Типы резьбы
Метрическая, M
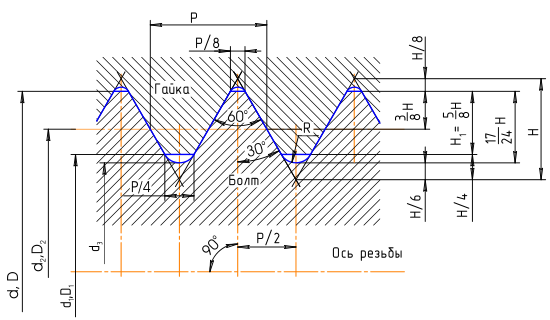
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в миллиметрах.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
| M0.25 | 0.075 | M1.1 | 0.25 | M5 | 0.8 | M17 | 2 |
|---|---|---|---|---|---|---|---|
| M0.3 | 0.08 | M1.2 | 0.25 | M5.5 | 0.8 | M18 | 2.5 |
| M0.35 | 0.09 | M1.4 | 0.3 | M6 | 1 | M20 | 2.5 |
| M0.4 | 0.1 | M1.6 | 0.35 | M7 | 1 | M22 | 2.5 |
| M0.45 | 0.1 | M1.8 | 0.35 | M8 | 1.25 | M24 | 3 |
| M0.5 | 0.125 | M2 | 0.4 | M9 | 1.25 | M25 | 3 |
| M0.55 | 0.125 | M2.2 | 0.45 | M10 | 1.5 | M26 | 3 |
| M0.6 | 0.15 | M2.5 | 0.45 | M11 | 1.5 | M27 | 3 |
| M0.7 | 0.175 | M3 | 0.5 | M12 | 1.75 | M28 | 3 |
| M0.8 | 0.2 | M3.5 | 0.6 | M14 | 2 | M30 | 3.5 |
| M0.9 | 0.225 | M4 | 0.7 | M15 | 2 | M32 | 3.5 |
| M1 | 0.25 | M4.5 | 0.75 | M16 | 2 |
Метрическая коническая, MK
Конусность 1:16 (угол конуса φ=3°34’48″). Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств. Существует два варианта резьбового конического соединения: коническая наружная резьба с конической внутренней резьбой и коническая наружная резьба с цилиндрической внутренней резьбой.
Стандарт: ГОСТ 25229-82 — Основные нормы взаимозаменяемости. Резьба метрическая коническая.
Условное обозначение: буквы MK, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1,5 мм обозначается как MK 24×1,5.
Цилиндрическая, MJ
Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена для аэрокосмической техники и других применений требующих высокую усталостную прочность и жаропрочность. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага.
Трубная цилиндрическая, G
Дюймовая резьба основанная на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSP (British standard pipe thread), имеет четыре значения шагов 28,19,14,11 ниток на дюйм. Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Стандарты: ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″, класс точности А — обозначается как G1 1/8-A.
Следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером.
Трубная коническая, R
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34’48″). Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней, числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″ — обозначается как: R1 1/4″.
Круглая для санитарно-технической арматуры, Кр
Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30°. Резьба применяется для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Стандарт: ГОСТ 13536-68 Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски.
Условное обозначение круглой резьбы: буквы Кр, номинальный диаметр резьбы, шаг и обозначение стандарта.
Трапецеидальная, Tr
Метрическая резьба с углом профиля при вершине 30°, теоретическая высота профиля Н=0,866Р.
Стандарт: ГОСТ 9484-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили. ГОСТ 24737-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Основные размеры. ГОСТ 24738-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги. 24739-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная многозаходная.
Условное обозначение однозаходной резьбы: буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска. Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50х8LH-7е.
Упорная, S
Метрическая резьба с углом наклона боковых сторон профиля 30° и 3°.
Стандарт: ГОСТ 10177-82 — Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры. Условное обозначение резьбы: буква S, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска.
Условное обозначение многозаходной резьбы: буква S, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение хода, в скобках Р с числовым значением шага, буквы LH для левой резьбы и обозначение поля допуска.
Упорная усиленная, S45°
ГОСТ 13535-87 Основные нормы взаимозаменяемости. Резьба упорная усиленная 45 градусов
Резьба с углом наклона боковых сторон профиля 45° и 3°, с номинальным диаметром от 80 до 2000 мм.
Условное обозначение резьбы: буква S, значение угла 45°, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение Тт.
Эдисона круглая, E
Применяется для электротехнических изделий, например цоколь ламп накаливания, см. также цоколь Эдисона.
Стандарт: ГОСТ 6042-83 Резьба Эдисона круглая. Профили, размеры и предельные размеры.
Условное обозначение резьбы: Буква E, номер резьбы, если резьба для неметаллических элементов буква N через наклонную черту (/) и номер ГОСТа, например E 27 ГОСТ 6042-83 или E 27/N ГОСТ 6042-83.
Метрическая EG-M
Дюймовая цилиндрическая UTS
Дюймовая BSW
BSW (British Standard Whitworth) — дюймовая резьба. Является Британским стандартом, предложена Джозефом Витуортом (Joseph Whitworth) в 1841 году, угол при вершине 55°, теоретическая высота профиля H=0,960491P. Резьба с мелким шагом называется: BSF (British Standard Fine).
Дюймовая трубная NPT
NPT (National pipe thread). Стандарты ANSI/ASME B1.20.1 дюймовой трубной присоединительной резьбы. Конусной (NPT) с конусностью 1:16 (угол конуса φ=3°34’48″) или цилиндрической (NPS). Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.
Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65.
Стандарт:
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 градусов. Пример условного обозначения конической резьбы 3/4″: К 3/4″ ГОСТ 6111-52.
Резьбы нефтяного сортамента
Способы изготовления
Применяются следующие способы получения резьб:
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
Историческая справка

Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретеный Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале н. э. Однако, из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил еще более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт (Joseph Whitworth) разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями.
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускающее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, используемых на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А.
К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Акме (Acme).
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Разъемные соединения. Резьба
Введение
Детали в машинах и механизмах каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции. Соединения делят на два типа: подвижные и неподвижные, которые, в свою очередь подразделяются на разъемные и неразъемные.
Разъемными называют соединения, повторная сборка и разборка которых возможна без повреждения (разрушения) их составных частей. К ним относятся резьбовые, шпоночные, штифтовые, шлицевые и другие виды соединений.
5.1 Резьбы
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
5.1.1 Классификация
5.1.2 Профили и параметры резьбы
5.1.2.1 Профили резьбы
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, расположенной в одной плоскости с осью поверхности вращения (осью резьбы).
Профили резьбы характеризуются следующими особенностями:
 |  Резьба метрическая (треугольная) |
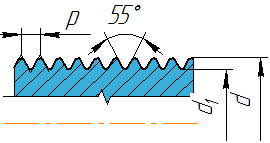 |  Резьба трубная цилиндрическая |
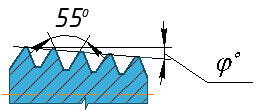 |  Резьба трубная коническая |
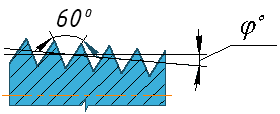 |  Резьба дюймовая коническая |
 |  Резьба круглая |
 |  Резьба трапецеидальная |
 |  Резьба упорная |
 |  Резьба прямоугольная нестандартная |
Рисунок 5.2 — Типы и параметры резьб
5.1.2.2 Параметры резьбы
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы — относительное осевое перемещение детали с резьбой за один оборот, равное произведению nР, где n – число заходов резьбы. У однозаходной резьбы ход равен шагу.
Резьбу, образованную движением одного профиля, называют однозаходной , образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т.д.).
5.1.3 Назначение резьбы и ее элементы
| Тип резьбы | Буквенное обозначение | Назначение |
|---|---|---|
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) | Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
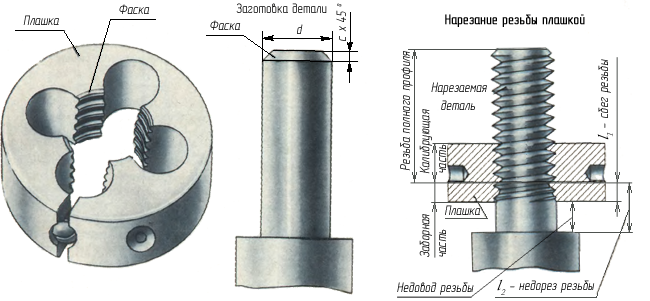
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
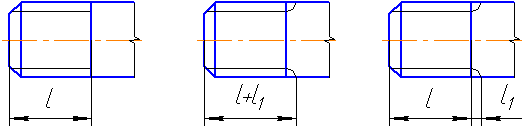
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l1 с постепенно уменьшающимся по высоте профилем (Рисунок 5.3, в). Этот участок с неполной резьбой называется сбегом резьбы . Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы . Сбег плюс недовод образуют недорез резьбы l2 (Рисунок 5.3, в).
 | ||
| а | б | в |
Рисунок 5.3 — Нарезание резьбы на стержне
Метчик (Рисунок 5.4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (см. таблицу 5.2. (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы)).
| Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 | Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 |
|---|---|---|---|---|---|
| 1 | 0,2 | 0,80 | 10 | 0,5 | 9,50 |
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 1 | 9,00 | |
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 11 | 0,5 | 10,50 | |
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 1 | 10,00 | ||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 12 | 0,5 | 11,50 | |
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 1 | 11,00 | ||
| 2 | 0,25 | 1,75 | 1,25 | 10,80 | |
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 14 | 0,5 | 13,50 | |
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 1 | 13,00 | ||
| 3 | 0,35 | 2,65 | 1,25 | 12,80 | |
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 2 | 12,00 | |
| 0,6 | 2,90 | 15 | 1 | 14,00 | |
| 4 | 0,5 | 3,50 | 1,5 | 13,50 | |
| 0,7 | 3,30 | 16 | 0,5 | 15,50 | |
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 1 | 15,00 | ||
| 5 | 0,5 | 4,5 | 1,5 | 14,50 | |
| 0,8 | 4,20 | 2 | 14,00 | ||
| 5,5 | 0,5 | 5,00 | 17 | 1 | 16,00 |
| 6 | 0,5 | 5,50 | 1,5 | 15,50 | |
| 0,75 | 5,25 | 18 | 0,5 | 17,50 | |
| 1 | 5,00 | 0,75 | 17,25 | ||
| 7 | 0,5 | 6,50 | 1 | 17,00 | |
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 1 | 6,00 | 2 | 16,00 | ||
| 8 | 0,5 | 7,50 | 2,5 | 15,50 | |
| 0,75 | 7,25 | 20 | 0,5 | 19,50 | |
| 1 | 7,00 | 0,75 | 19,25 | ||
| 1,25 | 6,80 | 1 | 19,00 | ||
| 9 | 0,5 | 8,50 | 1,5 | 18,50 | |
| 0,75 | 8,25 | 2 | 18,00 | ||
| 1 | 8,00 | 2,5 | 17,50 | ||
| 1,25 | 7,80 |
| Размеры, мм | |||||||
|---|---|---|---|---|---|---|---|
| Шаг резьбы (Р) | 0,75 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Глубина фаски | 1,0 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 |
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5.5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5.5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
 | |
| а | б |
Рисунок 5.5 — Наружная и внутренняя проточки
5.1.4 Изображение и обозначение резьбы на чертежах
Правила изображения и нанесения обозначения резьбы на чертежах устанавливает ГОСТ 2.311-68*.
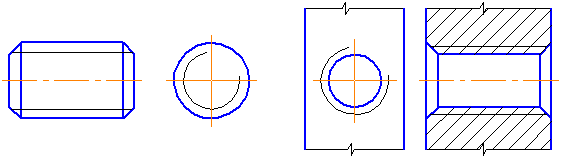
Резьбу изображают:
а) на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру на всю длину резьбы, включая фаску. На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте, но не по осям (Рисунок 5.6, а);
б) в отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте (Рисунок 5.6,б).
 | |
| а | б |
Рисунок 5.6 — Изображение резьбы на чертежах: наружная — на стержне (а), внутренняя — в отверстии (б)
Сплошную тонкую линию на изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображена как невидимая (Рисунок 5.7, 5.8), где lст — длина стержня на которой нарезается резьба, lсв — глубина сверления отверстия под резьбу. 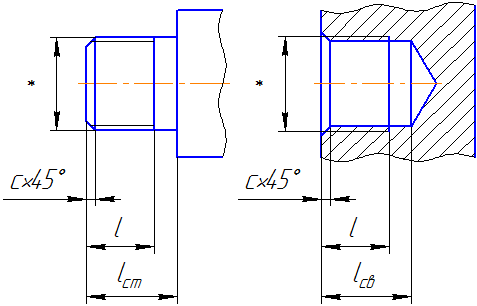
Рисунок 5.7 — Изображение видимой границы резьбы
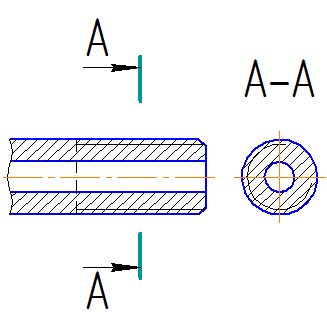
Рисунок 5.8 — Изображение невидимой границы резьбы
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
Размер длины резьбы с полным профилем (без сбега l) на стержне и в отверстии указывают, как показано на Рисунке 5.7, 5.9.
При необходимости указания величины сбега на стержне размеры наносят, как показано на Рисунке 5.9,в. Сбег резьбы изображают сплошной тонкой линией, проведенной либо по радиусу, либо отрезком примерно под углом 30 0 (Рисунки 5.9,б).
 | ||
| а | б | в |
Рисунок 5.9 — Изображение сбега резьбы, размер длины резьбы
Недорез резьбы, выполненной до упора, изображают как показано на Рисунке 5.7. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображают (Рисунки 5.6, а, б). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
На разрезах резьбового соединения в изображении на плоскости, параллельной к его оси, в отверстии показывают только часть резьбы, которая не закрыта резьбой стержня (Рисунки 5.10).
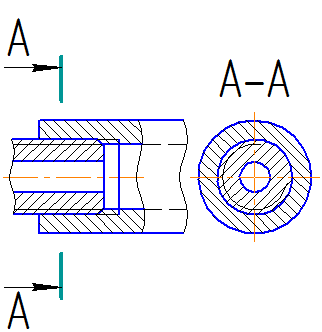
Рисунок 5.10 — Изображение резьбового соединения
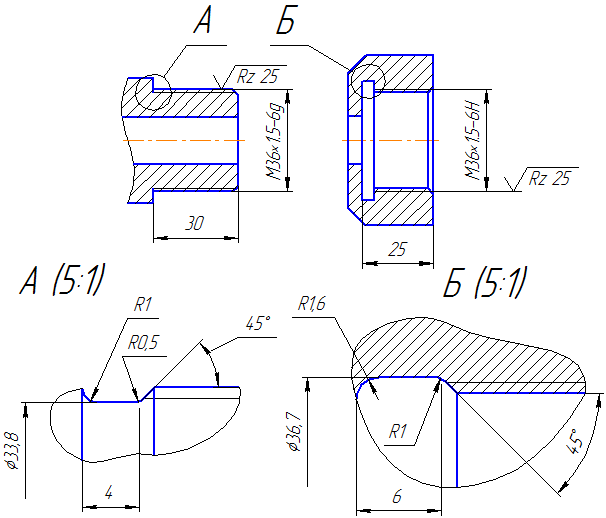
Обозначения резьбы указывают по соответствующим стандартам на размеры и предельные отклонения резьбы и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на Рисунках 5.4, 5.11.
 | |
| а | б |
Рисунок 5.11 — Нанесение размеров на резьбу
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на Рисунке 5.12.
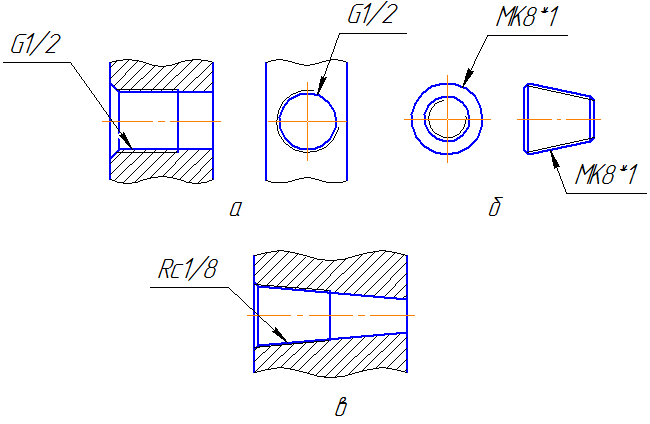
Рисунок 5.12 — Нанесение размеров на трубную и коническую резьбы
5.1.5 Крепежные резьбы
5.1.5.1 Резьба метрическая
Метрическая резьба наиболее широко используется в технике.
Профиль резьбы (Рисунок 5.2) установлен в ГОСТ 9150-81; основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы – в ГОСТ 24705-2004; диаметры и шаги — ГОСТ 8724-81 (Приложение А) — см. таблицу 5.6.
В условное обозначение входит буква М. Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра может быть несколько. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно.
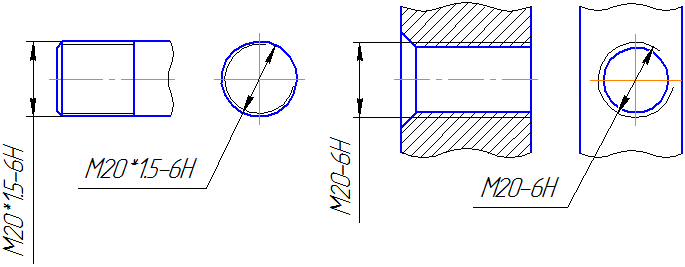
Обозначение: М20х1,5-6g – метрическая наружная резьба (на стержне) диаметром 20 мм с мелким шагом, равным 1,5 мм (рис. 5.11, а); М20 LH-6g – то же левая, с крупным шагом; М20х1,5 LH-6g – то же с мелким шагом; М20-6Н – внутренняя резьба (в отверстии) с крупным шагом (рис. 5.11, б). Указание поля допуска резьбы обязательно.
5.1.5.2 Резьба метрическая коническая
Метрическая коническая резьба (ГОСТ 25229-82) применяется для соединения трубопроводов.
Обозначение: МК8*1 — метрическая коническая диаметром 8 мм, измеряемым в основной плоскости и шагом 1 мм (рис. 5.12, б).
5.1.5.3 Резьба трубная цилиндрическая
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 5.2.
В условное обозначение входит буква G, размер резьбы в дюймам, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример: G 1/2 (рис. 5.12, а), G 1/4-А, G 1/2 LH-А, G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 5.13).
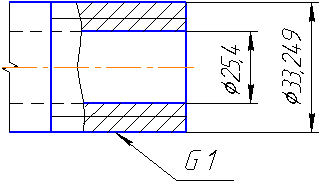
Рисунок 5.13 — Обозначение трубной резьбы
5.1.5.4 Резьба трубная коническая
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
Профиль резьбы см. на Рисунке 5.2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 5.14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).
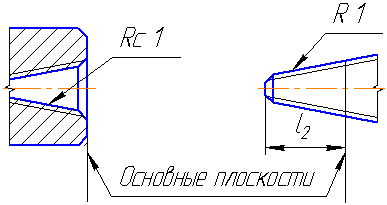
Рисунок 5.14 — Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R, внутренняя – Rc.
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример: R 1 1/2 LH — наружная левая, Rс 1/8 – внутренняя (рис. 5.12, в).
5.1.5.5 Резьба коническая дюймовая
Коническую дюймовую резьбу (ГОСТ 6111-52) применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Профиль резьбы представлен на Рисунке 5.2.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
5.1.5.6 Резьба круглая
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр, номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68.
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
5.1.6 Ходовые резьбы
5.1.6.1 Резьба трапецеидальная
Профиль резьбы представлен на Рисунке 5.2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81*.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
5.1.6.2 Резьба упорная
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профиль по ГОСТ 10177-82 резьбы на Рисунке 5.2.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 80х20 – 7h; S 80х20LН – 7h; S 80х20 (Р5) – 7h, где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (у четырехзаходной резьбы).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5 — 6g.
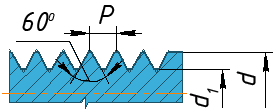
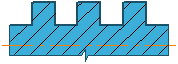
5.1.6.3 Резьба прямоугольная
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Так как профиль этой резьбы не стандартизован, то на чертеже приводят все данные, необходимые для ее изготовления (Рисунок 5.15).
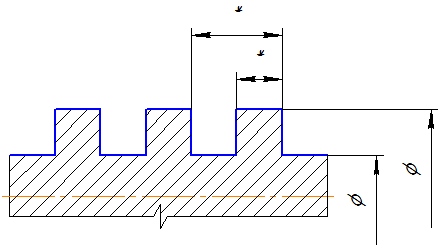
Рисунок 5.15 — Нанесение размеров на прямоугольную резьбу



