 Синтеризация диоксида циркония — необходимый этап в изготовлении зубных протезов и коронок. Эта процедура позволяет добиться высокой прочности циркониевых коронок. Все особенности и нюансы процесса синтеризации диоксида циркония читайте в нашей статье.
Синтеризация диоксида циркония — необходимый этап в изготовлении зубных протезов и коронок. Эта процедура позволяет добиться высокой прочности циркониевых коронок. Все особенности и нюансы процесса синтеризации диоксида циркония читайте в нашей статье.
Один из самых популярных материалов для протезирования — диоксид циркония. Он не только эстетически привлекателен, но и обладает высокой прочностью. Его прочность достигает уровня 1200 МРа. Фрезеровать в чистом виде диоксид циркония практически невозможно. Учеными был найден выход: для фрезеровки используются циркониевые диски, которые представляют собой спрессованный порошок. А чтобы вновь вернуть полученному зуботехническому изделию изначальную прочность циркония, требуется провести синтеризацию — спекание.
Какие аспекты надо учесть при проведении спекания?
1. Отталкивайтесь от требований изготовителя
Блоки из диоксида циркония различных изготовителей отличаются по своим свойствам. Исходные материалы, технолгии, которые используются для производства дисков, отличаются по некоторым нюансам. Поэтому, когда вы купили диски диоксида циркония, обратите внимание на коэффициент расширения — scalling factor. Эта информация указывается на поверхности диска. Например, на диске диоксида циркония Aidite SHT scalling factor указан на торцевой стороне. К циркониевым дискам прилагается инструкция, которую нужно изучить перед работой.
2. Устанавливайте правильные параметры фрезеровки
Перед фрезерованием в программе CAM нужно рассчитать параметры для фрезеровки с учетом коэффициента расширения. Размеры могут увеличиться по сравнению с оригинальными на 20-25%.
3. Обработка каркаса после фрезеровки
По окончании процесса фрезерования заготовки будущих зубных протезов, коронок вырезаются из диска. Они сейчас абсолютно белые. Их нужно окрасить в оттенок, который имеет зубная эмаль пациента. Окрашивание каркаса производится в стерильных условиях и очень аккуратно. По окончании окрашивания изделие высушивается. Этот этап обязателен. В конструкции не должно остаться влаги, иначе в процессе синтеризации на каркасе могут появится микротрещины. Сушка изделия после окрашивания происходит с помощью различных приборов: ламп, специальных фенов, в синтеризационной печи.
4. Синтеризация
Теперь настала очередь одного из самых важных процессов — синтеризации (спекания). Каждый производитель предлагает проводить синтеризацию по определенной программе. Некоторые рекомендуют использовать цикл коротких программ по 90 минут. Другие производители рекомендуют применять длительные программы. Обычно время синтеризации составляет до 12 часов. Сюда же включается время на остывание изделия. Обратите внимание, каким типом циркония вы пользуетесь. Если это опаковый, требуется одна температура, если транслюцентный — другая. Поэтому синтеризировать каркасы из разных типов циркония вместе нельзя. Исключение составляет только печь для спекания, в которой можно выставить разную температуру одновременно.
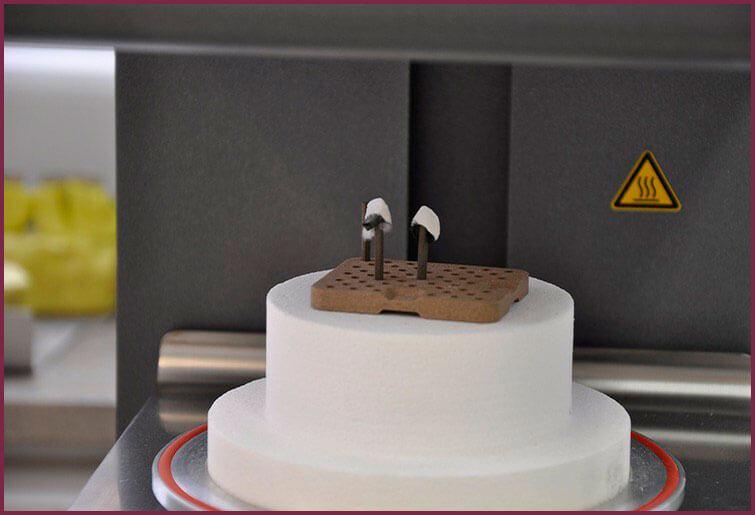
Для спекания циркония нужны специальные шарики, которые насыпаются в емкость, а сверху кладутся изготовленные изделия. Именно такой способ расположения позволяет циркониевому каркасу приобрести нужные размеры и сохранить форму.
Как видно, процесс синтеризации циркония очень важен, т.к. именно от него зависит качество производимой продукции. За более подробной информацией по изготовлению коронок из диоксида циркония рекомендуем обратиться к специалистам компании Axiorlab.
Особенности выбора печи для синтеризации циркония

После фрезеровки диоксиду циркония необходим процесс синтеризации: только после этого процесса материал приобретает качества, сделавшие его популярным в протезировании. В этой статье мы расскажем, какие параметры печи для спекания циркония влияют на итоговый результат.

Отличия нагревательных элементов
Самые ходовые модели – с нагревательными элементами SiC (из карбида кремния) и MoSi2 (из дисилицида молибдена). Первый вариант дешевле, но есть недостатки: высокая чувствительность в работе, неустойчивость к резким температурным перепадам, отсутствие возможности ускорить процесс. Если такую печь открыть до полного остывания, возможно её деформирование. Показатели рабочей мощности у SiC меньше, чем у MoSi2. И ещё в таких печах лучше не использовать материалы с красителями на кислотной основе.
Печи MoSi2 позволяют не отвлекаться от работы: поверхность из кремния защищает от оксидов, образующихся от нагревания. Это не только обеспечивает надёжность, но и не оказывает влияния на цвет материала в процессе обработки. Но стоит учитывать, что при долгой работе кремниевый слой быстро разрушается и ему необходим цикл очистки при максимальном нагреве.
Модели MoSi2 способны работать в экстремальном режиме быстрой синтеризации. Для быстрого цикла нужна специальная чашка, которая выдерживает резкие перепады температур. Нужно размещать конструкцию в центральной части чашки, чтобы нагрев был равномерным, иначе возможна деформация.
Если в составе нагревательного элемента есть вольфрам, печь прослужит намного больше и точно не возникнет проблемы окрашивания циркона в желтый цвет спустя пару лет эксплуатации. Перед тем, как купить печь для синтеризации циркония, рекомендуем сразу уточнить, сколько стоит замена нагревательного элемента.

Температурный режим
Кристаллы диоксида циркония увеличиваются при синтеризации, что сказывается на их светопроницаемости. Чем они больше, тем хуже в коронке отражается свет от граней кристаллов. Если создать определённое давление и выставить температуру 2200-2300°C, получится фианит, напоминающий алмаз по степени прозрачности.
Стандартная температура нагрева циркония – 1450-1550°C. Чем она выше, тем он прозрачнее, но из-за появления микропустот между кристаллами конструкция становится менее прочной. При нагреве 1450°C прочность циркония составляет 1200-1400 МПа, а при нагреве до 1600°C она уменьшается до 100 МПа. Поэтому гнаться за слишком высокими температурами при выборе печи не обязательно.
Время синтеризации
Непосредственно спекание происходит за два часа при температуре от 1450-1550°C. Весь же процесс занимает примерно восемь часов, три из которых уходят на постепенное нагревание, и столько же – на плавное остывание. Такая программа подходит для одиночных коронок и небольших мостов.
Большим конструкциям понадобятся стабилизаторы – подставки, которые предотвратят деформацию изделия. Для синтеризации используется длинная программа на 18-20 часов. Схема аналогичная: два часа на пиковой температуре + медленное нагревание и остывание. Крупные изделия не стоит запекать на быстром режиме, так как есть риск деформации и трещин.
Быстрый цикл на 1-2 часа актуален для 1-3 маленьких изделий. Температура увеличивается резко, её пиковое значение держится в течение получаса, затем – быстрое остывание. Ускорение остывания достигается за счёт плавного открывания печи. Этот способ подойдёт не для всех конструкций: возможно появление дефектов в цвете и прозрачности циркония.
Каждый производитель рекомендует определенную программу для спекания своего циркония. Поэтому все современные печи не ограничены одним фиксированным профилем спекания: в них вручную можно настроить конечную температуру, время удержания, скорость охлаждения. В продвинутых моделях можно сохранять программы для конкретного производственного цикла.

Производительность
Особенности печей для крупных производств – большой объём камеры нагрева, производительность от 150 до 200 единиц за длинный цикл. Равномерное нагревание камеры с большим объемом диоксида циркония внутри требует много времени и это, как правило, самые дорогие и наиболее производительные печи.
Второй тип – печи, которые могут обработать от 60 до 100 единиц продукции в течение 6-8 часов. Это самый распространённый вариант, потому что он доступнее и подойдёт для стандартных лабораторий и фрезеровальных центров.
Компактные печи могут обработать от 20 до 50 единиц за короткий 90-минутный цикл: небольшие камеры быстрее нагреваются и остывают. Но стоит учитывать, что такой вариант подойдёт не для всех марок диоксида циркония, поэтому прочностью изделий лучше не рисковать.
В условиях регулярного производства рекомендуем использовать несколько печей, чтобы рабочий процесс не прерывался. Иначе, к примеру, при спекании подковы придётся отложить другие работы примерно на 18 часов.
Вам не нравится цирконий, который выдает ваша печь?

Вам не нравится цирконий, который выдает ваша печь?
Вы просто не умеете его «готовить»!
Мало кто говорит о вопросе спекания (синтеризации) циркона, а ведь за закрытой дверцей печки происходят различные процессы, которые могут повлиять на качество полученной в итоге работы!
Есть несколько ключевых моментов, на которые стоит обращать внимание, чтобы не испортить работу из оксида циркония!
Существует также быстрый цикл синтеризации, который длится 1-2 часа. Основной его принцип это набор температуры с максимально возможной скоростью, выдержка при слегка завышенной температуре пол часа, и быстрое остывание с автоматическим плавным открыванием печки для ещё более быстрого охлаждения.
Данный метод экстремальный и не рекомендуется для стандартного использования. В быстром режиме есть ограничения по протяжённости конструкции до трёх единиц, а также могут возникнуть нюансы с транслюцентностью (прозрачностью) циркония и его цветом.
3. Обращаем внимание на положение работы в чашке для спекания.
При размещении большой работы на стабилизаторе, старайтесь поместить конструкцию по центру, параллельно нагревательным элементам, для обеспечения равномерности нагрева.
Иначе при неравномерном нагреве, в процессе синтеризации и усадки (900-1050 градусов) может произойти деформация конструкции.
4. Обращаем внимание на температура спекания.
При программировании печки установите рекомендуемые параметры. В процессе синтеризации в диоксиде циркония проходит укрупнение кристаллов, что придаёт транслюцентность материалу. Чем крупнее кристаллы в структуре, тем меньше в объёме коронки отражается свет от граней кристаллов и коронка становится более транслюцентной. (Если спекать при 2200-2300 градусов цельсия, при определенном давлении, можно получить прозрачный фианит похожий на алмаз).
В среднем температура спекания оксида циркония составляет 1450-1550 градусов. При повышении температуры увеличивается прозрачность материала, но в результате возникновения микропустот между кристаллами теряется прочность материала.
К примеру, если стандартная прочность спеченного при 1450С циркония порядка 1200-1400 мпа, то при спекании на 1600С прочность может уменьшится менее 1000 мпа!
Учитывая все перечисленное и среднем объёме работ из оксида циркония в лаборатории (молчу о фрезерных центрах) просто необходимо наличие нескольких печей для синтеризации!
Так, к примеру, при спекании подковы в течении 18 часов, все текущие работы могут автоматически задержаться на сутки просто ожидая своей очереди на синтеризацию.
В нашем cad cam центре Sтахановец, уже установлены несколько печей и скоро ожидаем следующую.
Чтобы не потратить лишние деньги при выборе печки, поинтересуйтесь сколько будет стоить замена нагревателя? К сожалению нагревательные элементы в печке имеют свой срок службы, и чтобы потом не возникло неприятного удивления, стоимость их замены лучше знать заранее.
К примеру на рынке есть предложение как печек за 8-12 тыс евро от именитых компаний со стоимостью нагревательного элемента 400-500 евро (а их там может быть 6 штук),
так и проверенные варианты менее известных компаний со стоимостью от 4000 евро и нагревателями по 100-200 евро
Мы у себя используем и первые и вторые.
(Кстати если у вас сгорел нагреватель, либо хотите приобрести запасной, мы можем вам помочь, возможно нагреватели вашего размера есть у нас на складе)
Пользуйтесь или сохраните себе эту статью, чтобы при необходимости была возможность вспомнить как выбрать печь для оксида циркония если это будет нужно.
Фрезерование диоксида циркония
Диоксид циркония является сложным материалом для создания протезов. Плотность и механические свойства делают его непростой задачей для фрез. Оснастка оборудования часто повреждается и имеет ограниченный ресурс, пользоваться нужно исключительно специальными компонентами, которые способны обрабатывать вещества с высокой твердостью. Технология cad cam 3d позволяет обрабатывать материал в любом состоянии.

Помимо соответствия указанных моментов нужно строго выдержать условия реализации процессов. Температурный режим, длительность обработки и прочие аспекты важно учитывать, чтобы готовые изделия соответствовали высоким стандартам качества и анатомическим особенностям клиента.
Виды материала
Распространены блоки в виде дисков, которые обрабатываются при условиях, зависящих от типа сырья. Подходят элементы для выпуска коронок и каркасов.

Существует три класса:
— High Strength Zirconіа;
— High Translucency Zirconia;
— Full Contour Zirconіа.
| Дисковые заготовки, вид и особенности: | Стоимость в розничной сети, рублей: |
| Многослойные заготовки диоксида циркония ML A Light 98,5х18 | около 12 тысяч |
| Заготовки диоксида циркония ZICERAM с оттенком В1 | в районе 7000 |
| Многослойные заготовки диоксида циркония A Dark 95х18 | от 10500 |
| Заготовки диоксида циркония ZICERAM с оттенком А3 95x10T, транслюцентные | около 5000 |
| Заготовки диоксида циркония ZICERAM с оттенком А3.5 95x18T, транслюцентные | около 8000 |
Все варианты поставляются в белом цвете, но возможен подбор по существующим системам оттенков.
Первая группа – это самые прочные составы, прочность которых находится в среднем на уровне 1500 МПа (отклонения от значения в обе стороны не должны превышать 50 МПа). Подойдет вещество для выпуска каркасов, восстанавливающих дистальные дефекты рядов, когда не хватает двух единиц.
Применяется в случае подготовки встречных коронок, полностью соответствующих индивидуальным анатомическим особенностям, позволяющим зафиксировать высоту прикуса. Кроме того, подходит высокопрочный цирконий для адгезивных протезов, шин, в том числе между клыками, при формировании каркасов первичных балочных конструкций для имплантатов с телескопическим строением. Современная зуботехническая лаборатория должна иметь фрезерный станок для работы с веществом.

Наиболее эстетичен второй класс – транслюцентный цирконий. Прочность сырья находится в среднем на уровне 1100 МПа с допуском, аналогичным предыдущей группе. Транслюцентность составляет 30 процентов, а значит эстетика готовых элементов на высоте, они практически идентичны природному виду. За счет внешних данных материал применяется для операций на фронтальном участке рядов. Выступает марка еще и в форме более дорогой альтернативы первого класса.

Третья группа обладает более скромными характеристиками по прочности, выдерживает нагрузки в пределах 900 МПа с допуском в обе стороны по 100 МПа. Подходит для использования в форме заготовки под анатомические коронки и протезы мостовидной конструкции. Данный вариант отличается методом окраски поверхности, для чего не происходит погружения в жидкость, как при альтернативах. Окрашивается изделие специальными микрощетками, причем, с внутренней и внешней стороны одновременно.

В итоге коронка приобретает необходимый оттенок еще до синтеризации. Чтобы получить конечные параметры доводка осуществляется после указанного этапа. Техник корректирует контур, создает необходимую форму поверхностей, шлифует и полирует готовый компонент. Данный класс лучше потому, что не требуется глазурование, что упрощает работу, при том, что качество описанной методики выше.
Особенности моделирования
С учетом усадки и прочностных показателей диоксида циркония нужно соблюдать требования к толщинам и размерам отдельных частей при создании заготовки. Например, значения для мостовидных систем, используемых для трех зубов следующие:
— циркулярная толщина от 0,5 мм;
— по режущим кромкам — 0,7 мм;
— сечение не менее 7 мм2.
Для четырех зубов с промежутком в две единицы:
— циркулярная толщина 0,7 мм;
— по режущей кромке – 1 мм;
— площадь участков соединения не менее 9 мм2.
Для бокового отдела требования выше из-за увеличенных нагрузок при эксплуатации, в частности, сечение не меньше 12 мм2.
Процесс моделирования должен происходить в вертикальном направлении с небольшим смещением в сторону полости рта. Этот критерий позволит не просто получить высокие показатели эстетики, но так же высокую прочность готовых компонентов. В случае несоблюдения многократно повышается риск поломки, что должны учитывать техники при работе.

Фрезерование происходит в автоматическом режиме. С помощью сканера и обследования собираются данные о строении челюсти пациента и все необходимые параметры, для этого необходимо купить скан боди. Далее все обрабатывается на компьютере с помощью соответствующих программ, создается электронная модель, которую формирует из диска станок с ЧПУ. Преимущества коронок из диоксида циркония делают материал идеальным для восстановления резцов и клыков.

После фрезерования необходима конечная подгонка и обработка компонента. В первую очередь нужно сошлифовать точки крепления каркаса к основе. Работу удобно проводить до температурного этапа, когда каркас еще мягкий и легко поддается фрезам ручного инструмента. Однако, нужно соблюдать осторожность, так как до спекания диоксид циркония легко ломается.

Предыдущее поколение станков при компьютерной обработке модели автоматически создавались утолщения у основания креплений протеза. После фрезерования требовалось удалить значительный слой материала, что повышает трудоемкость. Современные системы позволяют выставлять настройки максимально точно, потому нет больших утолщений. В этом случае ручной труд техника сводится к минимуму.
Свойства материала могут пострадать, если не использовать установленный метод обработки. При доводке инструмент применяется с постоянным или периодическим орошением зоны шлифования водой. Это необходимо, чтобы избежать перегрева диоксида циркония, в противном случае структура повреждается и часто образуются сколы и трещины. Поддается заготовка специальным алмазным борам.

Эксперты утверждают, что обрабатывать материал дисками категорически нельзя. Дело в том, что на участке образуются сколы и трещины из-за локального перегрева. Особенно внимательным нужно быть при обработке компонентов с нанесенным слоем керамики, если основа и покрытие имеют одинаковый цвет.

В любом случае конструкция не защищена от микроповреждений, потому ряд техников применяют этап восстановительного обжига. Он проводится в качестве завершающей операции, упрочняющей поверхность и исключающей появление глубоких повреждений.
На базе рассматриваемого вещества выпускается обширный ассортимент компонентов конструкций, начиная от простейших вкладок и заканчивая абатментами из диоксида циркония, которые обладают оптимальными показателями внешнего вида и прочности. Коронки цельнокерамические и из диоксида циркония имеют схожие параметры по эстетике.
Синтеризация
Синтеризация диоксида циркония является обязательной операцией, без которой смысла в фрезеровании вообще нет. Заготовки под обработку обладают пористой структурой, что снижает износ фрез, упрощает процесс придания формы каждому компоненту. В таком виде диски довольно хрупкие и необходима дополнительная обработка для получения комплекса выдающихся свойств материала.

Заготовка создается путем прессования порошка, блоки позволили упростить задачу техника. Во-первых, для процесса достаточно менее мощных и компактных устройств, которые работают в полностью автоматическом режиме. Во-вторых, подгонка и корректирование заготовок становится возможной даже в ручном варианте, если требуется. Учитывая прочность в 1500 и более МПа в готовом варианте, обработка таких деталей была бы значительно сложнее.

Важно учесть, что порошок в процессе синтеризации сильно усаживается, потому подготовленная деталь в финале будет заметно меньше, чем на ранних этапах. Очевидно, что при проведении обработки нужно оценить коэффициент расширения материала и уже с опорой на это значение увеличить в соответствующих пропорциях заготовку.

Коэффициент производители размещают либо на самом диске, либо в приложенной инструкции. Для каждого применяемого состава значения уникальны, обычно разброс укладывается в диапазон от 20 до 25 процентов.
После проведения этапа компоненты вырезаются из основы. В таком виде они шлифуются, чтобы убрать метки от точек присоединения к диску. Параллельно подбирается цвет для покраски, нужно добиться стопроцентной идентичности натуральному оттенку и особенностям сохранившихся единиц ротовой полости пациента. Работа ведется в условиях стерильности, используются чистые перчатки, чтобы исключить попадание в состав посторонних компонентов.

После нанесения краски нужно высушить конструкцию, это позволит удалить всю влагу из полученных деталей. Подойдет для этого духовка, специальный фен или печь для стоматологических систем. Если упустить этот этап обработки, то в каркасе или коронке появятся микротрещины, что обычно приводит к быстрой поломке.
Сама синтеризация проводится с соблюдением определенной технологии, режима температур и периодов ее воздействия. Каждый производитель для своих составов материала рекомендует определенный набор требований, которые позволят получить изделие с высокими характеристиками. Безметалловая коронка на основе диоксида циркония является лучшим вариантом, но и дорогим.

Все программы можно разделить на три типа:
— короткие циклы, укладывающиеся в полтора часа;
В среднем на процесс требуется 9-12 часов, если учитывать период, за который происходит остывание готовой конструкции для протезирования.
Стоит учесть, что разные составы могут вести себя по-разному в одном и том же режиме, потому изделия из различных дисков вместе обрабатывать не рекомендуется. Из-за этого для проведения процесса в условиях лаборатории необходима печь, реализующая различные температурные режимы и временные промежутки. Перед пуком программы лучше удостовериться во введенных значениях.

В печь заготовка укладывается на специальную чашку с шариками. Шарики необходимы для того, чтобы на них опирался каркас или коронки при спекании. За счет естественных смещений в процессе удается компенсировать сжатие компонента, исключить залипание и сцепление с поверхностью, которые могут привести к возникновению дефектов, деформаций при достижении конечного размера.
Малейшие отклонения при проведении работы могут привести к разрушению конструкции. Важно строго соблюдать параметры и условия синтеризации.
Цены и сроки
В целом параметры стоимости и сроков исполнения заказа зависят от его сложности, опыта специалистов, технической оснащенности, сезона в плане загруженности и даже региона расположения лаборатории. В среднем разброс не превышает 20-25 процентов.

Средние расценки следующие:
— колпачок из ZrO2 обойдется около 4-х тысяч рублей и на его создание уйдет в среднем два дня;
— в 5 тысяч обойдется единица мостовидного протеза, компоненты индивидуального исполнения под особо сложные случаи в плане анатомии, коронка на имплантированную основу;
— коронка с винтовой фиксацией, включая сам крепеж дороже – 6500 рублей;
— цельнофрезерованная вкладка – 3500;
— разборная культевая вкладка и аналог с одним разборным винтом стоит примерно одинаково, в районе 4,5 тысяч;
— вкладка с двумя разборными штифтами сложнее, а потому дороже – не дешевле 5-ти тысяч.

Помимо перечисленных выше аспектов значительное влияние на ценник оказывает сложность и срочность. Некоторые случаи, связанные с врожденными дефектами или последствиями серьезной травмы, могут оказаться на столько сложными, что рост цены приравнивается к 30-ти процентам. Аналогичным образом сказываются особые предпочтения по эстетике и сложная окклюзия. В случае повышенной срочности доплата может составить до половины суммы.



