Метрология
Погрешность измерений штангенинструментами
Погрешности линейных измерений
Как и при измерениях любыми инструментами, штангенинструментом можно измерить линейные размеры детали с некоторой предельной степенью точности, которая зависит не только от качества и точности изготовления измерительного средства, но и от некоторых других факторов.
Погрешности, возникающие в процессе измерений, можно разделить на систематические и случайные.
 Кроме этого, в процессе измерения могут появиться грубые (очень большие) погрешности, а также могут быть допущены промахи.
Кроме этого, в процессе измерения могут появиться грубые (очень большие) погрешности, а также могут быть допущены промахи.
К систематическим погрешностям относят составляющую погрешности измерений, которая остается постоянной или закономерно изменяется при повторных измерениях одной и той же величины.
Как правило, систематические погрешности могут быть в большинстве случаев изучены и учтены до начала измерений, а результат измерения может быть уточнен за счет внесения поправок, если их числовые значения определены, или за счет использования таких способов измерений, которые дают возможность исключить влияние систематических погрешностей без их определения.
К случайным погрешностям измерения относят составляющие погрешности измерений, которые изменяются случайным образом при повторных измерениях одной и той же величины.
Эти погрешности, в отличие от систематических, нельзя предвидеть заранее, поскольку их появление носит случайный характер.
Основными причинами грубых погрешностей и промахов могут являться ошибки экспериментатора, резкое и неожиданное изменение условий измерения, неисправность прибора и т. п.
Суммарная погрешность измерения с помощью штангенинструментов состоит из следующих составляющих:
Принцип Аббе (компараторный принцип, принцип последовательного расположения) заключается в следующем: линия измерения должна являться продолжением линии рабочих (снимающих размер) элементов измерительного прибора, т. е. необходимо, чтобы ось шкалы прибора располагалась на одной прямой с контролируемым размером проверяемой детали.
В случае расположения измерителя и измеряемого предмета не на одной прямой при измерении возникает ошибка первого порядка, величина которой будет тем больше, чем больше при одних и тех же условиях было расстояние между предметом и измерителем.
При уменьшении этого расстояния уменьшается и возможная ошибка, которая сделается равной нулю, когда измеряемый предмет и измеритель, с которыми производится сравнение, будут расположены на одной прямой.
Это положение было впервые высказано Э. Аббе в 1890 г. на съезде в Бремене. Оно легло в основу устройства ряда измерительных приборов, сконструированных фирмой К. Цейса в Йене и получило название принцип Аббе.
Если этот принцип не выдерживается, то перекос и не параллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
При соблюдении принципа Аббе погрешностями, вызываемыми перекосами, можно пренебречь, так как они являются ошибками второго порядка малости.
Суммарная погрешность определяется суммой квадратов всех перечисленных погрешностей:
Из этих формул видно, что основные и наиболее значимые составляющие погрешности механического и электронного штангенинструмента – погрешности, обусловленные нарушением принципа Аббе (перекосами инструмента при измерениях) и отклонением температуры. Поэтому наличие инкрементного преобразователя и цифрового отсчета не повышает точность электронного штангенинструмента, несмотря на меньшую дискретность отсчета (0,01 мм) и более удобное считывание показаний.
Фирмы-изготовители часто приводят эмпирические формулы для расчета погрешности измерения собственных инструментов.
Так, фирма «Tesa» (Швейцария) приводит следующие формулы для ориентировочного расчета предельно допустимой погрешности измерения штангенциркулем:
— с нониусом или циферблатом с ценой деления нониуса 0,1 или 0,05 мм: Δ lim = (20 + ℓ/10 мм) мкм;
— для штангенциркулей с ценой деления нониуса 0,02 мм: Δ lim = (22 + ℓ/50 мм) мкм.
Однако во всех случаях практически предельно допустимая погрешность измерения штангенинструментов будет более 50 мкм.
Штангенциркули, штангенглубиномеры и штангенрейсмасы так же, как и другие средства измере-ния, подлежат обязательной поверке и калибровке. Поверку и калибровку штангенинструментов проводят в соответствии с ГОСТ 8.113-85.
Поверку погрешностей показаний штангенинструментов производят с помощью концевых мер длины в нескольких точках диапазона измерений.
При поверке губки штангенинструмента должны быть перпендикулярны широким нерабочим плоскостям мер.
Поверка показаний производится при свободной и закрепленной рамке для двух положений блока мер на ближнем и дальнем расстоянии от штанги.
Губки штангенинструмента должны прижиматься к мерам с усилием, обеспечивающим нормальное скольжение по рабочим поверхностям мер.
Штангенциркуль




![]()
![]()
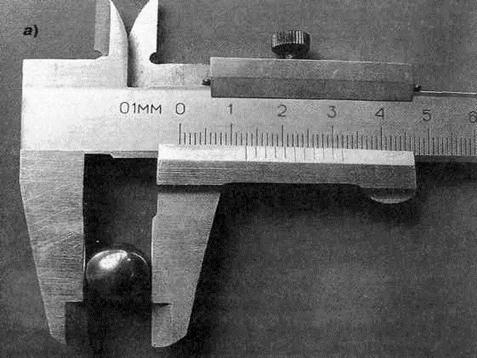
Штангенциркуль состоит из стальной миллиметровой линейки, с одной стороны которой имеется неподвижная ножка. Цифры на линейке обозначают сантиметры. Вторая ножка расположена на подвижной части, которая может передвигаться вдоль линейки. Между ножками образуется зазор, в который вставляется измеряемый предмет. На подвижной части нанесены деления нониуса.
Нониус – это вспомогательная шкала, которая позволяет производить более точный отсчёт. Штангенциркуль, как правило, имеет цену деления 0,1мм. Следовательно, с помощью такого штангенциркуля можно производить измерения с точностью 0,1мм. Если принять во внимание, что за систематическую погрешность градуировки прибора можно принять половину цены деления прибора, то систематическая погрешность штангенциркуля равна Dс = 0,05 мм.
Микрометрический винт применяется в точных измерительных приборах (микрометр, микроскоп) и даёт показания до сотых долей миллиметра, то есть имеет цену деления 0,01мм. Микрометрический винт представляет собой стержень, снабжённый точной винтовой нарезкой. Высота подъёма винтовой нарезки за один оборот называется шагом микрометрического винта. Микрометр состоит из двух основных частей: скобы и микрометрического винта. Микрометрический винт проходит через отверстие скобы с внутренней резьбой. Против микрометрического винта на скобе имеется упор. Между упором и винтом образуется зазор, в который вставляется измеряемый предмет. При вращении винта барабан передвигается вдоль линейной шкалы, расположенной на стебле. Эта шкала имеет продольную линию, ниже которой расположены деления основной миллиметровой шкалы. Сверху от продольной линии имеются вспомогательные штрихи, которые делят каждый миллиметр основной шкалы пополам. Наиболее распространён микрометр, у которого шаг винта составляет 0,5 мм (или 50 сотых долей миллиметра). Поэтому по окружности барабана нанесены 50 делений, каждое из которых соответствует 0,01 мм. Так как цена деления микрометра равна 0,01 мм, то систематическая погрешность градуировки микрометра Dс=0,005 мм.

Определить объёмы исследуемых тел.
При выполнении задания № 1 студент должен научиться:
1. Измерять размеры тел с помощью штангенциркуля и микрометра.
2. Находить систематическую погрешность данного измерительного прибора.
3. Находить среднее арифметическое значение измеренной величины и случайную погрешность.
4. Находить общую абсолютную погрешность при прямых измерениях.
5. Выводить формулу для расчёта погрешности при косвенных измерениях и применять её для своих измерений.
ПОГРЕШНОСТИ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Погрешность измерительных приборов вносит, как уже было сказано, систематическую ошибку, которую нельзя устранить с помощью поправок. Эта погрешность измеряемой величины уже заложена при изготовлении прибора и поэтому может быть оценена до начала измерений.
Так, погрешность измерительных линеек, штангельциркулей, микрометров и некоторых других измерительных инструментов иногда наносят на самом приборе или указывают в прилагаемом к ним паспорте. Например, предельная погрешность металлических линеек при измерении длины до 500 мм равна 0,1 мм, до 1000 мм – 0,2 мм; у деревянных линеек длиной до 300 мм предельная погрешность равна 0,1 мм, до 1000 мм – 0,5 мм. Для пластмассовых линеек допускается погрешность 1 мм.
У штангенциркулей погрешность 0,1 мм (с нониусом в 10 делений) и 0,05 мм (с нониусом в 20 делений). Предельная погрешность микрометров с ценой деления 0,01 мм равна 4 мкм.
Гири массой 10 – 100 мг имеют погрешность в 1 мг, а погрешность для гирь в 200, 500, 1000, 2000 мг составляет, соответственно, 2, 4, 6, 8 мг.
У механических секундомеров погрешность составляет 1,5 цены деления за один оборот секундной стрелки, у электрических – 0,5 цены деления за один оборот.
Жидкостные термометры измеряют температуру с точностью до цены деления шкалы (и если цена деления менее одного градуса – то с точностью до двух делений).
На хороших измерительных приборах цена деления шкалы согласована с классом точности прибора и нецелесообразно пытаться на глаз оценивать доли деления, если они не отмечены на шкале.
 Если же погрешность измерительного прибора не известна, то её можно оценочно принять равной половине цены деления шкалы.
Если же погрешность измерительного прибора не известна, то её можно оценочно принять равной половине цены деления шкалы.
Когда линейка имеет нониус (т.е. вспомогательную шкалу линейки с числом n делений, которая может передвигаться вдоль делений шкалы основной линейки), то это позволяет увеличить точность измерения в n раз. Например, чтобы получить результат измерения с помощью штангенциркуля (рис. 1) необходимо на шкале основной линейки (1) найти деление, после которого располагается первое деление вспомогательной шкалы-нониуса передвигающейся линейки (2).
После этого нужно определить, какое деление нониуса лучше всего совпадает с каким-либо делением шкалы основной линейки. Результат измерения с помощью штангельциркуля состоит из целого числа делений (миллиметров), считываемого по шкале основной линейки, и долей деления (миллиметра), считываемых с нониуса. Итак: измеряемая длина равна целому числу делений основной шкалы линейки, расположенных до первого деления нониуса, плюс цена деления нониуса, умноженная на номер деления нониуса, который лучше всего совпадает с каким-либо делением шкалы основной линейки. Результат измерения с помощью штангенциркуля, показанного на рисунке 1: x = 14 + 0,3 = 14,3 мм.
У микрометра (рис.2) основная шкала нанесена на тубусе (1), причём деления шкалы снизу риски тубуса указывают миллиметры, а сверху – полуцелое значение миллиметров.
 Вращая барабан (2) микрометра до упора (зажима в зазоре микрометра измеряемого объекта), замечается, какое деление шкалы барабана совпадает с риской тубуса. Это деление указывает сотые доли миллиметра, которые следует прибавить к делениям шкалы тубуса, видным из-под левого края барабана: причём если последнее открытое деление шкалы тубуса находится внизу – то прибавление идёт к целому числу миллиметров, если вверху, – то к полуцелому. Например, в случае, указанном на рисунке 2, результат измерения x = 1,5 + 0,22 = 1,72 мм.
Вращая барабан (2) микрометра до упора (зажима в зазоре микрометра измеряемого объекта), замечается, какое деление шкалы барабана совпадает с риской тубуса. Это деление указывает сотые доли миллиметра, которые следует прибавить к делениям шкалы тубуса, видным из-под левого края барабана: причём если последнее открытое деление шкалы тубуса находится внизу – то прибавление идёт к целому числу миллиметров, если вверху, – то к полуцелому. Например, в случае, указанном на рисунке 2, результат измерения x = 1,5 + 0,22 = 1,72 мм.
На измерительных приборах, имеющих шкалы измерения (стрелочные, зайчиковые и т.д.) обычно указывается класс точности прибора g. Например, электроизмерительные приборы характеризуются классом точности g от 0,05 до 4,0. Если внизу шкалы прибора указано, предположим, число 0,5 (g = 0,5), то это означает, что показания прибора правильны с точностью до 0,5 % от всей действующей шкалы прибора. При этом абсолютная приборная ошибка измерения Dxпр будет одинакова по всей шкале прибора:
где xmax – предельное значение шкалы прибора, если нулевая отметка находится на краю шкалы, или xmax равно сумме конечных значений шкалы прибора по обе стороны от нуля, если нулевая отметка находится где-то в середине шкалы прибора. (Иногда число, определяющее класс точности прибора, обведено кружочком – тогда это число определяет приборную относительную ошибку dпр, выраженную в процентах).
На рисунке 3 приведена шкала милливольтметра с классом точности 2,0, измеряющего напряжение от 0 до 50 мВ. Приборная абсолютная ошибка измерений, полученных с помощью такого миллиамперметра:
 DV = 50× 2,0/100 = 1,0 мВ.
DV = 50× 2,0/100 = 1,0 мВ.
 Если стрелка прибора перемещается не плавно, а “скачками” (например, как у ручного секундомера), то приборная погрешность принимается равной величине “скачка” (цене деления шкалы прибора).
Если стрелка прибора перемещается не плавно, а “скачками” (например, как у ручного секундомера), то приборная погрешность принимается равной величине “скачка” (цене деления шкалы прибора).
Цифровые приборы имеют погрешность, составляющую, как правило, величину единицы последнего разряда, отображаемого на цифровом табло.
Так как обычно приборная абсолютная ошибка одинакова по всей шкале прибора, рекомендуется для снижения относительной ошибки проводить измерения на том приборе (или для многопредельных приборов – на том пределе измерения), максимальное значение шкалы которого не на много превышает значение измеряемой величины (конечно, эта рекомендация относится к приборам и шкалам одного класса точности).
Электроизмерительные приборы различаются по роду измеряемого тока:
 а) постоянного тока (принятое обозначение );
а) постоянного тока (принятое обозначение );
б) постоянного и переменного тока (обозначение  );
);
в) однофазного переменного тока (обозначение  );
);
г) трёхфазного переменного тока (обозначение  ).
).
Принято обозначать электрические приборы (на шкалах приборов и в электрических схемах): амперметры – А, вольтметры – V, гальванометры – G, миллиамперметры, милливольтметры – mA, mV, микроамперметры, микровольтметры – mA, mV.
Обычно у прибора имеется несколько пределов измерения (предельных значений шкалы). Для перехода от одного к другому пределу предусмотрены рычажные или штепсельные переключатели, или же имеется несколько зажимов, около которых в этом случае проставлено предельное значение шкалы прибора. Зажим, отмеченный звёздочкой (*) или знаком минус (-), является общим (с отрицательным потенциалом при измерениях постоянного тока).
Погрешности приборов
В лабораторных работах метод измерений обычно задан, поэтому из систематических погрешностей учитываются только приборные.
Все приборы и инструменты, используемые для измерений физических величин: амперметр, вольтметр и т.д., характеризуются классом точности и (или) ценой деления. Класс точности L – это обобщенная характеристика прибора, показывающая относительную погрешность прибора выраженную в процентах. Класс точности обозначается числом на шкале прибора: 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4. Приборы класса точности 0,1; 0,2; 0,5; применяются для точных измерений и называются прецизионными. В технике применяют приборы классов 1,0; 1,5; 2,5; 4, которые называются техническими. Если на шкале прибора класс точности не указан, то данный прибор внеклассный, то есть имеет большую погрешность измерений.
Абсолютная систематическая погрешность  прибора
прибора
 , (1)
, (1)
где Д – наибольшее значение физической величины, которое может быть измерено по шкале прибора.
Если класс точности прибора не известен, то его абсолютная систематическая погрешность принимается равной половине цены наименьшего деления шкалы:
 (2)
(2)
При измерении линейкой, наименьшее деление которой 1мм допускается погрешность 0,5мм.
Для приборов, оснащенных нониусом, за приборную принимают погрешность, определяемую нониусом. Для штангенциркуля (рис. 1) – 0,1мм или 0,05мм; для микрометра (рис. 2) – 0,01мм.
Штангенциркуль – прибор для наружных и внутренних измерений. Он построен по принципу штанги 1 с основной шкалой, представляющей собой миллиметровую линейку, и подвижной рамки 2 с нониусом 3 (рис.1). Рамка может передвигаться по штанге. Закрепление рамки на штанге осуществляется с помощью винта 4. Нониус ‑ это вспомогательная шкала штангенциркуля, расположенная на рамке и служащую для отсчета долей миллиметра. В нашей стране стандартизированы штангенциркули с нониусами 0,1; 0,05; и 0,02 мм. Отсчет размеров производится по основной шкале и нониусу.
На рис. 1 представлен штангенциркуль с нониусом 0,05мм. Шкала этого нониуса получена при делении 39 мм на 20 частей. Следовательно, каждое деление нониуса равно 1,95 мм, то есть на 0,05 мм меньше делений основной шкалы. Если расположить нониус ровно так, что первый штрих нониуса совпадет с первым штрихом основной шкалы, то основное деление нониуса отойдет от основного деления шкалы на 0,05 мм. Для получения нониуса с ценой деления 0,1 мм делят 19 мм на 10 частей (19 мм : 10 = 1,9 мм), тогда каждое деление нониуса будет на 0,1 мм меньше, чем 1 мм.
Измеряемый предмет располагают между ножками 5, 6 штангенциркуля и закрепляют винтом 4. Целые значения в миллиметрах отсчитывают по основной шкале от «0» основной шкалы до «0» нониуса. Затем смотрят, какое деление нониуса совпало с делением основной шкалы. Если номер совпавшего деления нониуса умножить на цену деления прибора, то получаются сотые доли миллиметра. Если с делением основной шкалы совпадает нулевое или последнее деления нониуса, то сотых долей не будет.
На рис. 2 представлены измерения штангенциркуля с нониусом 0,05 мм.
Микрометр – это инструмент, применяемый для точных измерений. Принцип действия микрометра основан на работе винтовой пары, то есть преобразования вращательного движения в поступательное.
В скобе 1 микрометра при вращении барабана 2 перемещается микрометрический винт 3, между торцом которого и пяткой 4 помещают измеряемую деталь (рис. 3). Шаг микрометрического винта равен 0,5 мм, а конусная поверхность барабана разделена на 50 равных частей. Следовательно, поворот барабана на одно деление соответствует перемещению винта на 0,01мм. Вращения барабана нужно производить с помощью трещотки 5, обеспечивающей постоянное усилие на измеряемую деталь. Зажим детали производят, вращая трещотку до появления первого треска во избежание порчи инструмента.

На стебле 6 микрометра расположены две шкалы. Деления нижний шкалы нанесены через 1 мм, деления верхней расположены посередине между штрихами нижней шкалы. По нижней шкале отсчитывают целые миллиметры, а по верхней ‑ половину миллиметра. При измерении встречаются два характерных случая. В первом случае (рис. 4) деления нижний шкалы расположены ближе к барабану, нежели деления верхней шкалы. При этом целые значения миллиметров отсчитываются по нижней шкале, а сотые доли ‑ по барабану. Например, показания инструмента соответствуют размеру 18,04 мм. Во втором случае деление верхней шкалы расположены ближе к барабану, чем деление нижней шкалы. При этом учитываются целые, половинка и сотые доли миллиметра. Например, показания инструмента соответствует размеру 18 целых + половинка 0,50 + 9 сотых, то есть 18,59 мм.
Дата добавления: 2016-10-07 ; просмотров: 8369 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Изучение простейших измерительных приборов
Цель работы: Изучить порядок оценки погрешностей при прямых и косвенных измерениях физических величин; ознакомиться с устройством, принципом действия простейших измерительных приборов.
Приборы и принадлежности: Штангенциркуль, микрометр, измеряемое тело.
Измерение физической величины — процесс сравнения измеряемой величины с Помощью технических средств с однородной ей величиной, Условно принятой за единицу.
Различают прямые и косвенные измерения.
Прямым измерением называют измерение, при котором искомое значение величины находят непосредственно из данных опыта.
Косвенным измерением называют измерение, при котором искомое значение величины находят на основании известной функциональной зависимости (т. е. по формуле) между ней и величинами, являющимися результатами прямых измерений.
Погрешность измерения есть величина отклонения результата измерений от истинного (действительного) значения измеряемой величины.
Действительное значение физической величины есть ее значение, найденное экспериментальным путем и максимально приближенное к истинному значению. В качестве действительного значения может быть использовано среднее арифметическое отдельных измерений
 , (1)
, (1)
Где X — результат I-го замера величины Х, П — число измерений.
Абсолютная погрешность DX — погрешность, выраженная в единицах измеряемой величины.
Относительная погрешность — погрешность, выраженная отношением абсолютной погрешности к действительному значению измеряемой величины
 . (2)
. (2)
Погрешность, представленная в любом виде, может содержать систематическую и случайную составляющие.
Систематическая погрешность – погрешность, сохраняющая постоянное значение и знак или меняющаяся по известному закону при повторных измерениях одной и той же величины в одинаковых условиях. Природа систематической погрешности заключена в несовершенстве (неидеальности) измерительных устройств.
Случайная погрешность – погрешность, возникающая при повторных измерениях одной и той же величины в одинаковых условиях и имеющая случайные (непредсказуемые) значения. Случайная погрешность обусловливается влиянием огромного количества внешних факторов на процесс измерения.
Грубые погрешности («промахи») — отклонения, которые существенно отличаются от ожидаемых при данных условиях значений погрешности.
Доверительная вероятность — отношение числа результатов измерений в некотором диапазоне значений измеряемой величины к общему (достаточно большому) числу полученных результатов, т. е. доля результатов, соответствующих некоторому диапазону значений измеряемой величины
 , (3)
, (3)
Доверительный интервал — диапазон значений измеряемой величины, соответствующий некоторому (выбранному) значению доверительной вероятности.
Коэффициент Стьюдента — коэффициент, учитывающий изменение ширины доверительного интервала при использовании конечного числа проведенных замеров измеряемой величины.
Средняя арифметическая погрешность измерения физической величины
 , (4)
, (4)
Где DXi — абсолютная погрешность I—Го измерения величины Х.
Среднеквадратичное отклонение результата измерения величины Х
 . (5)
. (5)
Порядок оценки погрешности при прямых измерениях физической
Величины х (см. также приложение)
1. Проведение замеров величины Х. Результаты измерений, полученные при выполнении опыта, заносятся в таблицу.
2. Исключение «промахов». Введение поправок на известную постоянную систематическую погрешность (например, смещение стрелки измерительного прибора с нулевого положения, влияние изменения температуры при проведении измерений и др.).
3. Заполнение таблицы скорректированных результатов измерений величины X: X1, X2, …,Xn — Значения измерений, П – число измерений.
4. Расчет действительного (среднего) значения по формуле (1).
6. Оценка систематической составляющей среднеквадратичного отклонения
 , (6)
, (6)
Где DC — систематическая погрешность, определяемая как
 , (7)
, (7)
Где С — цена деления измерительного прибора, g — класс точности измерительного прибора, АN — нормативный множитель, определяемый классом точности, K — коэффициент, определяемый выбранной доверительной вероятностью Р Согласно табл. 1.



