СЛЕСАРНАЯ ОБРАБОТКА МЕТАЛЛОВ




![]()
![]()
Слесарной обработкой металлов называется ручная обработка режущим инструментом, производимая для придания деталям необходимой формы и размеров или для пригонки одной детали к другой с определенным допуском.
Припуск с заготовки удаляют на металлорежущих станках или вручную при слесарной обработке. Последний относится к холодной обработке металлов резанием и состоит из разметки, рубки, резки и опиловки, правки и гибки, сверления, нарезания резьбы, шабровки и притирки.
Разметка(плоская или пространственная) заключайся в нанесении на поверхность заготовки контурных линий детали, до которых нужно снять слой металла. При разметке сначала проводят горизонтальные линии, зачем — вертикальные и последними наносят закругления, дуги и окружности. Чтобы наносимые линии были хорошо видны, поверхность обрабатываемой детали натирают сухим мелом, покрывают лаком, быстросохнущими красками или раствором медного купороса в воде. Предназначенную для разметки заготовку устанавливают на разметочной плите с очень ровной поверхностью. Для разметки применяют специальные разметочные инструменты. Так, чертилка служит для нанесения на обрабатываемую поверхность прямых линий при помощи линейки. Чертилку делают из стальной проволоки, концы ее заостренные, один конец загнут под прямым углом. Рейсмус предназначен для проведения на разметочном изделии горизонтальных линий (рисок), расположенных на определенном расстоянии от плиты.
Размеры плиты отсчитывают масштабной линейкой, которую закрепляют на угольнике так, чтобы ее нулевой штрих касался рабочей поверхности плиты.
Угольник применяют для нанесения чертилкой вертикальных рисок, для проверки вертикального положения какой-либо плоскости заготовки, а также для построения прямых углов.
Угольник-центроискатель предназначен для нанесения диаметральных рисок на торцах валов и отыскания центров на торцах.
Кернер служит для нанесения углублений на линиях или наметки центров отверстий.
Рубку и резку металла применяют, когда необходимо удалить лишний металл с заготовкой и придать ей определенный размер.
Для закрепления изделий при слесарных работах используют тиски, которые устанавливают на верстаке. Тиски бывают стуловые и параллельные.

Толщина снимаемой зубилом стружки зависит от угла его наклона: чем меньше угол наклона, тем тоньше стружка. При рубке металла применяют слесарные молотки с квадратными и круглыми бойками.
Опиловка предназначена для устранения неровностей после рубки и распиловки металла. При опиловке применяют напильник, который представляет собой стальную закаленную полосу с мелкими зубьями. Опиловка бывает черная и чистая (отделочная).
Напильники в зависимости от числа зубьев на 1 см длины подразделяются на следующие виды:
По профилю поперечного сечения слесарные напильники бывают плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные.
Гибку металла выполняют для придания заготовке необходимой формы (под углом, по радиусу, по фасонным кривым) в холодном и нагретом состоянии при помощи молотка, в тисках.
Нарезание резьбы. Резьба необходима для соединения деталей между собой. Резьба бывает двух типов; крепежная и специальная. Крепежная резьба имеет треугольную форму (профиль), ее применяют для крепежных болтов, шпилек, винтов.
Различают виды резьбы: метрическую (диаметр и шаг резьбы, мм), дюймовую или трубную, которые характеризуются числом ниток на 1″.
Специальные резьбы бывают прямоугольные, трапецеидальные, упорные и круглые. Прямоугольную и трапецеидальную резьбу используют на деталях, преобразующих вращательное движение в поступательное. Примером такого соединения может служить шпиндель и винт механизма подъема автолестницы.
Упорную резьбу нарезают на деталях, которые испытывают давлением в одном направлении, например шпиндель пресса для гидравлического испытания ручных пенных огнетушителей.
Плашка представляет собой круглую или квадратную стальную пластину с центральным отверстием, имеющим соответствующую нарезку.
Шабровка и притирка предназначены для окончательной точной отделки поверхностей и заключаются в соскабливании тонкого слоя металла при помощи шабера. Точность шабрения 0,005. 0,01 мм.
Шаберы бывают прямые и изогнутые, а по форме поперечного сечения- плоские, полукруглые и трехгранные.
Качество шабровки проверяют при помощи поверочной плиты, имеющей гладко выстроганную и точно обработанную плоскость, линеек, призмы и конусов. При шабровке поверочную плиту покрывают тонким слоем краски, а изделие передвигают по обрабатываемой поверхности. При этом выступы на поверхности изделия окрашивают краской, а углубленные остаются не закрашенными. При помощи шабера окрашенные места соскабливают, захватывая вместе с краской тончайший слой металла. После снятия первого слоя стружки обрабатываемую плоскость вытирают начисто и снова перемещают ее по поверочной плите, смазанной тонким слоем краски, и опять шабером снимают окрашенные места. Операции повторяют до тех пор, пока поверхность не покроется мелкими пятнами, равномерно рассеянными по всей площади.
Притирка представляет собой окончательную отделку поверхностей изделий абразивными порошками и шлифовочными пастами. Притирка обеспечивает точность обработки до 0,001. 0,002 мм. Притирку осуществляют притирами, изготовленными из чугуна, мягкой стали, меди, латуни или дерева. В качестве шлифующих порошков используют карборунд, наждак, стекло. Большое распространение получили специальные пасты ГОИ (разработанные Государственным оптическим институтом).
Для притирки шлифующие порошки и пасты смешивают с машинным маслом, керосином, бензином, скипидаром. Притирку используют при изготовлении и ремонте внутренних пожарных кранов, пожарных стволов, разветвлений, пожарных колонок и т. д. При ремонте двигателей пожарных автомобилей клапаны притирают непосредственно к гнездам без притиров.
Слесарная обработка металлических изделий
Слесарные работы по металлу в основном относятся к процессам холодной обработки металлов резанием. Такая обработка может осуществляться вручную или с помощью специального механизированного инструмента. Такими инструментами являются зубило, кернер, молоток, шабер, ножницы гильотинные, напильник и многие другие.
Слесарная обработка заготовки из металла выполняется в определенной последовательности. Первым делом осуществляют подготовительные работы по изготовлению заготовки или изменению ее формы — правку, резку, рубку, гибку материала. Затем заготовку размечают и осуществляют её основную обработку: последовательно снимают лишний слой металла, чтобы она приобрела размеры, форму и состояние поверхностей, близких к указанным на чертеже.
 Инструмент слесаря
Инструмент слесаря
Потом выполняется отделочная обработка металлических изделий, после которой деталь должна соответствовать всем требованиям чертежа.
Слесарно-ремонтные работы
Существуют слесарно-ремонтные работы, заключающиеся в замене или исправлении поврежденных и изношенных деталей, изготовлении недостающих деталей, сборке узлов, механизмов и даже целой машины, выполнении подгоночных работ и работ по регулировке собранных механизмов и проведении испытаний готовой машины. У каждого слесаря имеется свое рабочее место — небольшой участок производственной площади цеха, где есть все необходимое оборудование: ручные инструменты для обработки металла, контрольно-измерительные приборы, вспомогательные приспособления.
Основным оборудованием рабочего места для слесарной обработки является слесарный верстак с тисками, закрепленными на нем, и набором необходимых рабочих и контрольно-измерительных инструментов и приспособлений. Чтобы на рабочем месте можно было перемещать деталь или узлы массой более 16 кг, оно должно обслуживаться кранами или подъемниками. Для выполнения сборочных или разборочных работ рабочие места оснащают стендами, конвейерами, рольгангами, специальными тележками или другими транспортирующими устройствами.
Разметка, рубка, правка и гибка
Слесарная обработка металлов включает в себя такие операции, как разметка, рубка, правка и гибка, а также резка металла ножовкой и ножницами, нарезание внутренней или наружной резьбы, шабрение и соединение деталей с помощью паяния или склеивания.
Разметка заготовки
Разметка — это процесс нанесения на поверхность заготовки специальных линий (рисок), которые согласно требованиям чертежа определяют места или контуры детали, подлежащие обработке. Разметка создает необходимые условия для получения детали определенной формы и нужных размеров, удаления с заготовок припуска металла до заданных границ и для максимальной экономии материалов. История художественной обработки металла знает множество примеров, когда с помощью разметки и последующим гравированием или насечкой получались настоящие произведения искусства.
Поруб металла
Процесс рубки представляет собой снятие металла заготовки с помощью зубила и молотка. Она производится в тисках, на наковальне или плите.
Правка и гибка изделия
Правка — это операция, с помощью которой устраняют различные недостатки формы заготовки (неровности, кривизну). Ручная правка выполняется молотком на правильной наковальне или плите, а машинная — на правильных машинах.
С помощью гибки заготовке придается заданная форма (при изготовлении петель, скоб, колец, кронштейнов и других изделий). Как и любая другая обработка металла, ручная гибка может производится в тисках с применением слесарного молотка и всевозможных приспособлений. Механизированная гибка осуществляется на гибочных станках и гибочных прессах с ручным и механизированным приводом.
Обработка металла резанием
Для резки металла может применяться специальная ножовка или ножницы (гильотина для металла). Листовой металл режут ручными или механическими ножницами, трубами, а профильный материал — ручными или механическими ножовками по металлу. Для резки труб применяют труборезы, а также дисковые и ленточные механические пилы.
Техника обработки металла резанием включает в себя такую операцию, как опиливание. Этот процесс заключается в снятии с поверхности обрабатываемого изделия слоя металла с целью придания ему более точных размеров и необходимой чистоты поверхности. Опиливание выполняется напильниками.
При слесарной обработке металлов может производиться такая операция, как сверление — получение цилиндрических отверстий при помощи сверла. Сверление можно осуществлять на многих металлорежущих станках: сверлильном, токарном, револьверном и других. Наиболее приспособленными для этой операции являются сверлильные станки. Во время сборочных и ремонтных работ сверление часто производят с помощью переносных дрелей: пневматических, электрических и ручных.
Изготовление деталей из металла может включать в себя нарезание резьбы — процесс образования на внутренних и наружных цилиндрических и конических поверхностях заготовок спиралей, служащих для соединения деталей. Такие детали образуют разъемные соединения. Резьбу на болтах, винтах и прочих деталях нарезают в основном на станках. При сборке и ремонте агрегатов, а также при монтажных работах прибегают к нарезанию резьбы вручную при помощи метчиков и плашек.
Технологии ручной обработки металла немаловажное значение придают шабрению — операции по обработке поверхностей металлических деталей, в процессе которой соскабливают слой металла специальным режущим инструментом — шабером. Шабрение применяют для обеспечения точного соприкосновения трущихся поверхностей без нарушения их смазки. Данную операцию выполняют вручную или на специальных станках.
При слесарных работах финишная обработка металла часто осуществляется с помощью притирки, которую выполняют с использованием твердых шлифовальных порошков, наносимых на специальные притиры из серого чугуна, меди, мягкой стали и других материалов. Притир по форме должен соответствовать форме обрабатываемой поверхности. Путем перемещения притира по обрабатываемой поверхности с неё снимают очень тонкий (0,001—0,002 мм) слой шероховатостей, что способствует достижению плотного соприкосновения сопрягаемых деталей.
Неразъемные соединения
Для получения неразъемных соединений из металлических деталей нередко применяются такие способы обработки металла, как клепка и паяние (пайка). Клепка — способ получения неразъемного соединения из двух или нескольких деталей с помощью заклепок. Клепку можно производить пневматическим молотком, ручным слесарным молотком или на специальных клепальных машинах.
Пайка деталей
Пайка это процесс соединения металлических частей с помощью расплавленного сплава, который называется припоем и имеющий температуру плавления гораздо ниже, чем металл соединяемых деталей. Обработка металла в домашних условиях зачастую включает в себя пайку — её широко применяют при ремонтных работах, а также для заделки трещин, устранения утечек жидкостей из сосудов и т. п.
Существуют разные типы обработки металла давлением. Подробно о каждом из них вы можете прочитать в этой статье.
При сваривании высокопрочных сталей нужно обладать определенными знаниями и навыками — только так можно достичь успеха в этом деле. Интересную информацию по этому вопросу вы найдете в нашей статье по https://elsvarkin.ru/texnologiya/vysokoprochnye-stali-i-osobennosti-ix-svarki/ ссылке.
Требования по технике безопасности во время проведения слесарных работ
При выполнении слесарных работ по металлу, которые выполняются в производственном помещении, и особенно когда производится металлообработка в домашних условиях, необходимо соблюдать следующие требования по технике безопасности:
Слесарное дело

Учебное пособие подготовлено в соответствии с государственным стандартом для начального профессионального образования. Рассматриваются оборудование, инструменты и приспособления, приемы выполнения слесарных операций, основные виды дефектов и способы их устранения. Предназначено для студентов профтехучилищ, а также тех, кто решил овладеть основами слесарного дела самостоятельно.
Оглавление
Приведённый ознакомительный фрагмент книги Слесарное дело предоставлен нашим книжным партнёром — компанией ЛитРес.
Все права защищены. Никакая часть электронной версии этой книги не может быть воспроизведена в какой бы то ни было форме и какими бы то ни было средствами, включая размещение в сети Интернет и в корпоративных сетях, для частного и публичного использования без письменного разрешения владельца авторских прав.
1.1. Понятие слесарного дела. Актуальность его в современных условиях
В современном машиностроении роль слесарных работ достаточно велика. Ни одна машина (механизм, прибор) не может быть собрана и отрегулирована без участия слесарей. Овладение квалификацией слесаря важно для повышения производительности труда рабочих многих специальностей. В работе с металлом и машинами постоянно встречается необходимость в применении таких слесарных операций, как правка, резка и рубка металлов, нарезание резьбы, паяние, притирка и подгонка деталей, умение изготовить и восстановить рабочий инструмент. Слесарные работы охватывают различные отрасли производства. Поэтому слесари-универсалы стали подразделяться по видам работ: слесари-ремонтники, слесари-инструментальщики, слесари по монтажу приборов и т. д. В числе видов таких работ существенное место занимают слесари-наладчики различных станков, полуавтоматов и автоматов. Изучение слесарного дела необходимо механизаторам сельского хозяйства, механизаторам в дорожно-строительном деле, водителям автомобилей. Овладевшие слесарным делом трактористы, комбайнеры, крановщики, водители скорее и лучше налаживают машины, устраняют и предупреждают всякого рода простои, самостоятельно ремонтируют обслуживаемые механизмы. В результате применения механизированного инструмента, приспособлений и станочного оборудования профессия слесаря стала приближаться к профессиям рабочих-станочников. Теперь от слесаря требуется умение работать на строгальных, шлифовальных, притирочных и других станках. Объем слесарной обработки характеризуется уровнем технологии и зависит от типа производства. На предприятиях, выпускающих разнородные изделия в малых количествах, от слесарей требуется универсальность. Слесарь на таком предприятии выполняет работы различной сложности. Он изготовляет инструмент и отдельные детали от начала до конца, подгоняет детали друг к другу и собирает их в изделия, а при необходимости паяет, лудит, производит ремонт и монтаж станков, изготовляет приспособления. На таких предприятиях много ручных работ, поэтому слесари составляют основную рабочую силу. Большая доля ручной работы на предприятиях серийного производства, где изготовляют однородные детали большими партиями, повышается точность механической обработки и уменьшается объем слесарных работ. Все ручные работы выполняет слесарь, что повышает его значимость при изготовлении деталей. Труд слесаря продолжает быть необходимым на предприятиях массового производства, где однородная продукция выпускается в большом количестве и в течение длительного времени. Ручная обработка менее производительная, чем механическая, и требует больших физических усилий рабочего. Поэтому там, где можно, ручную обработку заменяют механической. На таких предприятиях квалифицированные слесари выполняют ручную работу, которая не может быть заменена работой машин, например сборку изделий. На предприятиях слесари нужны для установки производственных паропроводов и устройства отопительных систем, а также для выполнения водопроводных, газопроводных, санитарно-технических работ. Из всего сказанного можно сделать вывод, что в любом производстве или хозяйстве, где имеются машины, механизмы, приспособления и различные устройства из металла, необходима работа слесаря.
1.2. Рабочее место слесаря
Рабочее место — часть производственной площади, на которой расположены оборудование, инвентарь, инструмент и материалы, нужные для выполнения производственного задания. Оно оборудуется так, чтобы слесарю было удобно работать. Размер рабочего места слесаря зависит от характера выполняемой работы и должен быть не менее 1,6 кв. м. Рабочее место должно хорошо освещаться рассеянным естественным светом. Исходя из этого условия слесарные участки и верстаки, как правило, располагают у окон южной и юго-западной стороны цеха. Рабочие места слесарей оборудуются слесарными верстаками, на которых слесарь располагает необходимые для работы инструменты, приспособления, материалы, детали, чертежи и т. д. Верстаком бывает устойчивый металлический или деревянный стол. Крышки верстаков могут покрываться линолеумом для предохранения деталей от повреждения. Для большей устойчивости ножки верстака располагают друг от друга на расстоянии 1,5–1,6 м. Высота верстака колеблется в пределах 0,8–0,9 м, а длина составляет 1,5 м. Если за верстаком работает несколько человек, то длина его увеличивается. Каждый верстак в зависимости от количества рабочих мест имеет ящик для хранения инструмента.
Верстаки могут быть индивидуальные, двухместные и многоместные — для одновременной работы нескольких слесарей. Наибольшее распространение получили верстаки одноместные (индивидуальные) и двухместные. Крышки верстаков оборудованы с трех сторон бортами высотой 60–80 мм, которые предназначены для удержания от падения предметов, расположенных на верстаке. При выполнении точных работ общего освещения может быть недостаточно, поэтому на каждом рабочем месте слесаря устанавливается электрическая лампа с регулируемым направлением света.
На верстаках устанавливаются слесарные тиски, в которых крепятся обрабатываемые детали. Для крепления крупных деталей применяют параллельные поворотные и неповоротные тиски с губками длиной 120–150 мм, а для обработки мелких деталей применяют параллельные поворотные тиски с губками длиной 60 мм. Для рубки губки применяют стуловые тиски, так как параллельные тиски для выполнения этих работ не являются достаточно прочными. Корпусы параллельных тисков всех типов отливают из серого чугуна. К губкам тисков привинчены закаленные пластины, которые имеют перекрестную насечку, служащую для увеличения трения между губками и зажатой в них деталью. Для повышения эффективности производственного процесса применяют пневмопружинные тиски. Особенностью тисков является то, что рабочее усилие при зажиме детали создается в них пружинами, а кратковременное действующее усилие для освобождения детали производится сжатым воздухом. В конструкции тисков предусмотрено регулирование расстояния между губками, в результате чего может изменяться величина зажимного усилия.
Правильное размещение на верстаке инструмента играет немаловажную роль при производстве слесарных работ. Оптимальным считается следующее расположение инструмента. Все инструменты и приспособления, которые берутся левой рукой, располагаются в левой части верстака, те, что берутся правой рукой — в правой части. Вблизи от слесаря располагаются предметы, которыми он пользуется чаще всего. Такое расположение должно быть неизменным для того, чтобы работник мог брать необходимый предмет, не затрачивая большого количества времени на его поиск. Хранить инструмент нужно в выдвижных ящиках или шкафу в таком порядке, чтобы режущий инструмент не портился, а измерительный инструмент не получал забоин и царапин от ударов. Для этого в выдвижном инструментальном ящике верстака делают поперечные полочки шириной 150–160 мм. Каждая ячейка предназначается для одного вида инструмента. В одном из инструментальных ящиков, вдоль его боковых сторон, прибивают по 3–4 ступенчатые планки, на которые кладут напильники, при этом напильники больших размеров располагают на нижних ступеньках, а малых — на верхних. Дно ящика делится на несколько клеток для хранения сверл, разверток, метчиков и плашек. На остальной площади ящика хранится более грубый инструмент: молотки, зубила, крейцмейсели.
После окончания работы напильники очищают от опилок и грязи проволочной щеткой, а затем вытирают чистой тряпкой или салфеткой. Рабочие части режущего и измерительного инструментов смазывают тонким слоем вазелина. Слесарный инструмент, который редко применяется, хранится в инструментальной кладовой.
1. Как возникло слесарное дело?
2. Основные пути развития слесарного дела в настоящее время?
3. Как называется основное рабочее место слесаря и его основные характеристики.
4. Как правильно оборудовать рабочее место слесаря?
слесарные работы
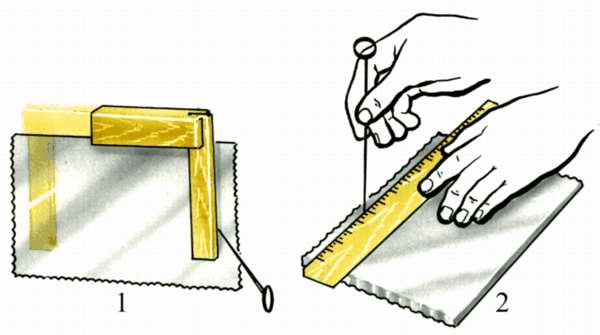
Рис. 1. Разметка.
слеса́рные рабо́ты обработка заготовок и деталей, преимущественно металлических, выполняемая обычно с помощью ручного или механизированного инструмента.
Рабочее место домашнего слесаря. В домашней мастерской для выполнения слесарных работ желательно иметь отдельный слесарный верстак металлический или обитый металлическим листом деревянный стол с ящиками для инструмента. Если нет специального верстака, то в качестве рабочего места проще всего приспособить старый хозяйственный стол. Большая нагрузка на стол при работе, как правило, требует более прочного основания. При необходимости ножки хозяйственного стола упрочняют с внешней или внутренней стороны с помощью привинчиваемых деревянных планок либо металлических уголков. С боков и сзади ножки стола укрепляют крест накрест привинчиваемыми досками. Нормальная толщина крышки хозяйственного стола составляет около 20 мм, однако, для слесарных работ этого может оказаться недостаточно. Рекомендуется изготовить вторую крышку (плиту) из досок толщиной 30 мм и скрепить её снизу шурупами со старой крышкой. Плита должна выступать за кромки стола со всех сторон приблизительно на 50 мм, чтобы можно было закрепить на ней струбцину или заточный станок, привинтить тиски и т. д. К плите снизу, сбоку или (и) спереди привинчивают металлические уголки, чтобы можно было обрабатывать деталь. Чтобы стол во время работы не расшатывался и не сдвигался с места, его желательно поставить в угол помещения и прикрепить металлическими уголками к полу либо к стене; крышку можно привинтить шурупами к планке на стене. Электрический ток к рабочему месту следует подавать по двум раздельным электрическим цепям: одна для электрического инструмента и станков, другая для освещения (свет на рабочее место должен падать спереди!).
Из приспособлений для слесарных работ прежде всего понадобятся стационарные и ручные тиски, наковальня, рихтовальная плита, а также приспособления для нарезания резьбы плашкодержатели, воротки, клуппы. Необходимый в домашней мастерской набор слесарных инструментов: стальная линейка, штангенциркуль, измерительный циркуль (с острыми концами), кронциркуль, угольник, угломер, чертилка, кернер для измерения и разметки; молотки, используемые как ударный инструмент при рубке, гибке, правке, клёпке; клещи для захвата, удержания, перемещения заготовок, перекусывания проволоки, выполнения других операций; комплект напильников для опиливания металлов; зубило для обработки металлических заготовок, срубания старых заклёпок и т. п.; метчики и плашки для нарезания соответственно внутренней и наружной резьбы; свёрла для сверления отверстий; ножовка по металлу и слесарные ножницы для разрезания заготовок; наборы отвёрток, гаечных ключей, разводной ключ для завинчивания и развинчивания болтов, винтов, гаек и т. п.; паяльный инструмент (паяльник, паяльная лампа, паяльная горелка), шабер, проволочная щётка, паяльные клещи для пайки и лужения; поддержка, натяжка и обжимка для ручной клёпки. Практически все необходимые для слесарных работ инструменты можно приобрести в магазинах. Некоторые инструменты, но главным образом приспособления домашние умельцы делают сами.
Домашнему слесарю приходится иметь дело в основном с обработкой и изготовлением изделий из стали, меди и её сплавов (латуни, бронзы) из алюминия и его сплавов (дуралюмина, силумина) и некоторых других металлов. Однако далеко не все металлы и сплавы можно соединять между собой, создавая сборные конструкции. Дело в том, что ряд металлов и сплавов несовместим между собой: в местах их плотного соприкосновения под действием атмосферной влаги образуются так называемые гальванические (электрические) пары, которые способствуют усиленной коррозии металлов (сплавов), ослабляют механическую прочность соединения, нарушают электрические контакты. Например, нелегированная сталь несовместима с медью и медными сплавами, но совместима с алюминием, оловом, хромом, цинком; медь несовместима с алюминием и алюминиевыми сплавами, цинком, но совместима с оловом, никелем, хромом. С учётом этого свойства металлов крепёжные детали, используемые для соединения металлических изделий (в частности, винты, болты, заклёпки), следует подбирать из однородных или совместимых металлов.
Приёмы и инструменты, применяемые при работе с металлическими изделиями, пригодны и при работе с пластмассами. Например, широко распространённые и доступные пластмассы органическое стекло, гетинакс, текстолит, полистирол и др. можно пилить слесарной ножовкой или лобзиком, опиливать напильником, резать резаком, сверлить и т. д.; органическое стекло в нагретом состоянии можно гнуть, резать ножницами по металлу, придавать ему под давлением разнообразные формы. Кроме того, многие традиционно слесарные инструменты успешно применяют при обработке древесных материалов и изделий из древесины, а также из стекла, керамики и даже камня.
Основы слесарного дела. К основным слесарным операциям относятся: разметка заготовок и контрольно-измерительные операции в процессе изготовления изделий; технологические операции (обработка) рубка, разрезание, правка и гибка, опиливание, сверление, нарезание резьбы; сборочные операции клёпка, пайка, резьбовое соединение. Особое место занимают отделочные операции шлифование, полирование, окрашивание (см. Шлифование и полирование металлических изделий, Окрашивание металлических изделий).
Разметка нанесение на поверхность исходного материала или заготовки точек и линий (рисок), определяющих контуры детали или места́, подлежащие механической обработке. Прежде чем приступить к разметке, материал (заготовку) тщательно осматривают, проверяя, нет ли в нём раковин, трещин или других дефектов. Определяют возможность изготовления из него детали требуемых размеров и качества. Затем определяют базы для разметки, т. е. те линии или поверхности, от которых откладываются размеры для нанесения остальных линий разметки. Обычно при разметке за базу принимаются наружные обработанные кромки заготовки (рис. 1), оси симметрии и центровые линии, которые наносят в первую очередь. Определив базу, на поверхность заготовки в соответствии с чертежом наносят чертилкой по линейке или угольнику остальные линии разметки. Окружности и дуги проводят разметочным циркулем (или штангенциркулем); место установки опорной ножки накернивается (рис. 2). Затем на линии, по которой будет вестись обработка, наносятся лунки (керны), чтобы «закрепить» риски. Остриё кернера ставится точно на риску с лёгким наклоном от себя. Перед нанесением удара по бойку кернера он переводится в вертикальное положение. Для накернивания используются молотки небольших размеров, массой 100150 г. На прямых линиях керны ставятся реже, на кривых и ломаных чаще.
Кроме разметки по чертежу, применяют разметку по шаблону. Шаблоном называется приспособление, по которому изготавливают деталь или проверяют точность её обработки. Шаблоны делают из листового материала толщиной 1,52 мм. При разметке шаблон накладывают на размечаемую поверхность заготовки и по его контуру проводят чертилкой риски. Затем по рискам наносят керны. С помощью шаблона могут размечаться и центры будущих отверстий. Применение шаблонов значительно ускоряет и упрощает разметку.
Рубка удаление с заготовки слоя металла или разрубание её на части с помощью зубила и молотка. Рубкой с заготовки удаляют (срубают) неровности металла, снимают твёрдую корку окалины, острые кромки, вырубают пазы и канавки в теле заготовки, разрубают листовой металл на части. Рубят, как правило, зажав заготовку в тисках; листовой металл разрубают на плите или наковальне. Для рубки применяют молотки массой 400600 г. Рабочая поза при рубке (рис. 3) должна обеспечивать наибольшую устойчивость тела при ударе. Зубило устанавливают режущей кромкой на линию снятия стружки (линии среза) так, чтобы продольная ось зубила составляла угол 3035° с обрабатываемой поверхностью заготовки и угол 45° с продольной осью губок тисков (рис. 4). Удары наносят по центру бойка зубила. Тиски, используемые при рубке, должны быть как можно более прочными и массивными. По уровню губок тисков рубят листовой и полосовой металл, выше уровня (по рискам) широкие поверхности заготовок. Хрупкие металлы (например, бронзу) рубят от края к середине, чтобы избежать скалывания краёв заготовки. В конце рубки силу удара молотком по зубилу уменьшают. Разрубание листового металла зубилом на плите или наковальне ведут по разметке, зубило при этом устанавливается вертикально. При рубке зубило передвигают по линии разметки так, чтобы часть его лезвия оставалась в уже прорубленной канавке; этот приём обеспечивает ровность линии разреза.
Разрезание в домашних условиях обычно осуществляется ручными слесарными ножницами или ножовкой по металлу. Ножницами режут стальные листы толщиной 0,51,0 мм и листы из цветных металлов толщиной до 1,5 мм. При разрезании ножницы держат одной рукой, охватывая рукоятки 4 пальцами и прижимая их к ладони (рис. 5); пятый мизинец или, реже, указательный располагается между рукоятками для их раздвигания на необходимый угол. Иногда при разрезании листового металла одну из рукояток зажимают в тисках. Удерживая лист свободной рукой (в рукавице), подают его между режущими кромками, направляя верхнее лезвие по середине разметочной линии.
Ручная слесарная ножовка применяется для разрезания сравнительно толстых листов металла, а также прутков и металлических профилей. Заготовку закрепляют в тисках так, чтобы место разреза было как можно ближе к губкам тисков (это исключает вибрации заготовки при разрезании). На месте разреза напильником намечают риску. Хватка слесарной ножовки показана на рисунке 6. Резать начинают с плоскости (слегка наклонив ножовку), а не с ребра, так как иначе могут выкрошиться зубья ножовочного полотна. Перемещая ножовку от себя (рабочий ход), делают нажим, при обратном (холостом) ходе ножовку ведут без нажима, чтобы полотно не затупилось. При разрезании тонких листов и медных трубок их закрепляют между деревянными брусками (рис. 7) и разрезают вместе с ними, при этом трубка не мнётся, а лист не вибрирует. Для выполнения длинных разрезов ножовочное полотно поворачивают на 90°.
Проволоку обычно разрезают (перекусывают) кусачками.
Правка и гибка. Правка устранение дефектов заготовок из листового, полосового, пруткового материала (например, вогнутостей, выпуклостей, волнистостей), а также дефектов деталей (например, изгибов, короблений). Металл правят как в холодном, так и в нагретом состояниях; выбор того или иного способа правки зависит от величины дефекта, его размеров, а также от материала заготовки (детали).
Ручная правка выполняется на стальной или чугунной плите. Правят специальными молотками с круглыми или радиусными либо с вставными из мягкого металла бойками; тонкий листовой металл правят деревянным молотком (киянкой). Незакалённый листовой металл толщиной до 0,3 мм можно править деревянным или металлическим бруском (гладилкой) с ровной и гладкой поверхностью.
Полосу, сильно изогнутую по ребру, кладут на плиту широкой плоскостью. Носком молотка наносят удары по вогнутой части для односторонней вытяжки (удлинения) мест изгиба (рис. 9). Полосы, имеющие скрученный изгиб, правят раскручиванием с помощью ручных тисков (рис. 10).
Металлические прутки также можно править на плите или наковальне (рис. 11). Если пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине. По мере выправления силу удара уменьшают, заканчивая правку лёгкими ударами с поворачиванием прутка вокруг оси.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх (рис. 12). Поддерживая лист одной рукой, другой наносят удары молотком в направлении от краёв листа к выпуклости. При этом ровная часть листа будет вытягиваться, а выпуклая выправляться. При правке закалённого листового металла деталь кладут выпуклостью вниз. Прижимая деталь к плите одной рукой, другой наносят несильные, но частые удары носком молотка по направлению от центра вогнутости к её краям, при этом вогнутые слои металла растягиваются и деталь выправляется.
Гибка по приёмам работы и характеру рабочего процесса аналогична правке. Ручную гибку выполняют в тисках с помощью слесарного молотка и различных приспособлений. Гибку тонкого листового металла производят киянкой. При использовании для гибки различных оправок их форма должна соответствовать форме профиля изготовляемой детали с учётом деформации металла (рис. 13).
В домашних условиях нередко возникает необходимость в отрезках труб, изогнутых под различными углами. Гнут трубы с наполнителем (обычно сухой песок) или без него в зависимости от материала трубы, её диаметра и радиуса изгиба. Холодная гибка труб с наполнителем выполняется в следующей последовательности. Один конец трубы плотно закрывают деревянной пробкой. Через второй трубу наполняют сухим песком, слегка постукивая по трубе молотком, чтобы песок уплотнился. Затем второй конец трубы также забивают пробкой. Намечают мелом место изгиба и устанавливают трубу в приспособлении (рис. 14). Если труба сварная, то шов должен находиться сбоку изгиба. Берут трубу за длинный конец и осторожно сгибают на заданный угол. После проверки правильности полученного угла шаблоном или по образцу вынимают трубу из приспособления, выбивают пробки и высыпают песок.
Горячая гибка труб выполняется, как правило, с наполнителем. Трубу также заполняют песком и забивают с обоих концов пробками, но в пробках делают небольшие отверстия для выхода газов, образующихся при нагревании трубы. Нагревают место изгиба паяльной лампой или газовой горелкой до температуры 850900°C и сгибают в приспособлении до заданного угла. Длина нагреваемого участка при изгибе под углом 90° должна быть равна 6 диаметрам трубы, под углом 60° 4 диаметрам, под углом 45° 3 диаметрам. Закончив гибку, трубу охлаждают, выбивают пробки и освобождают от песка.
Опиливание снятие небольших слоев металла напильником. При опиливании заготовку закрепляют в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок тисков на 810 мм. Чтобы предохранить заготовку от вмятин при зажиме, на губки тисков надевают нагубники из мягкого металла, например алюминия. Работать лучше стоя вполоборота к тискам (рис. 15). Высота тисков должна быть такой, чтобы при наложении напильника рукой на губки тисков в локтевом сгибе образовывался прямой угол. Для работы напильник берут одной рукой за рукоятку, ладонь другой руки накладывают почти поперёк напильника на расстоянии 2030 мм от конца. Нажим на напильник необходимо координировать: при движении вперёд (рабочий ход) нажим постепенно увеличивают на рукоятку и одновременно уменьшают на носок (рис. 16); при движении назад (холостой ход) напильник двигают без нажима.
Различают опиливание черновое, при котором снимают значительный слой металла с помощью драчёвых (с крупной насечкой) напильников, и чистовое, позволяющее получить малую шероховатость и более точные размеры с помощью личных (с мелкой насечкой) напильников. При опиливании плоских поверхностей главное внимание уделяют сохранению плоскостности обрабатываемых поверхностей, стараясь не допускать «завалов» краёв заготовки. Основные способы опиливания плоских поверхностей получили своё название по характеру расположения штрихов или рисок, оставляемых напильником на поверхности заготовки: опиливание косыми, поперечными, перекрёстными, продольными, круговыми штрихами (рис. 17). Плоскостность опиленной поверхности проверяют поверочной (лекальной) линейкой на просвет; точность обработанных плоскостей, сопряжённых под прямым углом, угольником на просвет; параллельно обработанные плоскости штангенциркулем (рис. 18).
Выпуклые поверхности можно опиливать плоским напильником, используя приём «раскачивания» (рис. 19): при движении напильник как бы огибает поверхность по линии закругления. Вогнутые поверхности в зависимости от радиуса кривизны обрабатывают круглыми или полукруглыми напильниками, совершая сложные движения вперёд и в сторону с поворотом вокруг оси напильника. Контролируют качество опиливания криволинейных поверхностей по линиям предварительной разметки или специальными шаблонами.
Сверление образование сквозного или несквозного (глухого) цилиндрического отверстия в сплошном материале (металле, древесине, пластмассе, стекле, керамике). В домашних условиях сверление обычно выполняется ручным сверлильным инструментом буравом, коловоротом, механической или электрической дрелью при помощи сверла. Однако таким инструментом без специальных приспособлений невозможно просверлить точные отверстия (например, для штифтовых соединений), для этого следует приобрести настольный сверлильный станок.
Сверление металлов вручную применяют для получения отверстий сравнительно небольшого диаметра (до 10 мм), если не требуется высокое качество сверления. Предварительно на заготовке кернером намечают центр будущего отверстия, чтобы кончик (вершина) сверла не соскальзывал при заходе в металл. Размеченную заготовку надёжно зажимают в тисках либо крепят на плите или на верстаке. Закрепив сверло в патроне дрели, подводят кончик сверла к центру будущего отверстия так, чтобы ось сверла совпадала с осью отверстия; начинают сверлить на малых оборотах, с небольшим нажимом, плавно, без рывков, не допуская качания дрели (эта операция называется подачей сверла). Если при подаче сверла его кончик не увело в сторону, постепенно усиливают нажим на сверло и окончательно сверлят отверстие.
Для предохранения сверла от перегрева при сверлении стали, латуни, бронзы применяют смазочные масла, эмульсию или мыльную воду. Рессорную или другую закалённую сталь перед сверлением рекомендуется отпустить, а после сверления вновь закалить. Серый чугун и цинк сверлят без охлаждающих жидкостей, а для предохранения сверла от перегрева делают частые и продолжительные остановки. При сверлении листового металла необходимо предусмотреть деревянную подставку снизу, в которую войдёт выходящее из заготовки сверло. При сверлении сквозных отверстий по мере выхода сверла из заготовки нажим на сверло, а при возможности и частоту его вращения уменьшают. В случае заедания сверла в отверстии его вращают в обратную сторону, одновременно вытаскивая из отверстия. Устранив причину заедания, заканчивают сверление. При сверлении глубоких сквозных или глухих отверстий сверло следует периодически вынимать и очищать от стружки.
При сверлении древесины обычно никаких проблем не возникает. Единственная особенность: сквозные отверстия лучше сверлить с двух сторон, в противном случае можно повредить поверхность заготовки на выходе сверла из отверстия.
Пластмассы также легко поддаются сверлению, только надо помнить, что этот материал слабо отводит тепло, сверло может сильно разогреться. Поэтому, например, при сверлении термопластичных пластмасс (на основе полиэтилена, полистирола, поливинилхлорида и др.) необходимо внимательно следить за тем, чтобы сверло не перегревалось, что может привести к местному расплавлению пластмассы и заклиниванию сверла. При сверлении пластмасс, особенно гетинакса, на выходе сверла поверхностный слой материала может выкрошиться. Чтобы этого не случилось, рекомендуется вначале отверстие сверлить сверлом диаметром примерно вдвое меньшим требуемого, а затем это отверстие рассверлить другим сверлом диаметром на 0,10,5 мм меньшим требуемого с режущими кромками, заточенными под углом 6090°. Полученное отверстие с обеих сторон зенкуют и только после этого рассверливают сверлом нужного диаметра.
Стекло можно сверлить с помощью коловорота или ручной дрели обычным (предварительно хорошо закалённым), комбинированным (пригодным также для сверления камня, керамической плитки), плоским (заточенным лопаточкой) или алмазным сверлом, в качестве сверла используют также хорошо заточенный трёхгранный напильник, твердосплавное колесико от стеклореза (закреплённое на оси-заклёпке в прорези стержня или трубки) и т. п. Сверлят через плотно прижатую к стеклу металлическую накладку (кондуктор) толщиной 45 мм с отверстием, равным диаметру сверла; вращают сверло медленно, при несильном нажатии. Режущая кромка сверла должна регулярно охлаждаться, например, керосином, уксусом, силикатным клеем, водой.
Отверстия в кафельной плитке сверлят победитовым сверлом с помощью ручной дрели на малых оборотах и с небольшим нажимом. Предварительно в месте сверления отбивают глазурь, постукивая по ней острым закалённым предметом. Можно сверлить и обычным сверлом по металлу, но в этом случае по ходу сверления требуется периодическая подточка сверла.
Нарезание резьбы. Приёмы нарезания резьбы и особенно применяемый при этом режущий инструмент во многом зависят от вида и профиля резьбы. Резьба представляет собой чередующиеся выступы и впадины постоянного сечения, расположенные по винтовой линии на наружной (наружная резьба) или внутренней (внутренняя резьба) цилиндрической или конической поверхности. Основные элементы резьбы (рис. 20): шаг резьбы, наружный и внутренний диаметры. В зависимости от формы поперечного сечения выступов различают резьбу треугольную, трапецеидальную, полукруглую и др. Большинство резьбовых соединений имеет треугольную резьбу. По действующим в России стандартам треугольную резьбу подразделяют на метрическую (угол при вершине профиля α = 60°) и трубную (α = 55). Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим значение наружного диаметра (в мм), например: М6, М20; в обозначение резьбы с мелким шагом добавляют число, выражающее значение шага (в мм), например: М6×0,6, М20×1,5. Трубная резьба имеет примерно такой же профиль, как и метрическая; исходным её размером является не наружный диаметр резьбы, а диаметр отверстия трубы, на наружной поверхности которой нарезана резьба; пример обозначения: труба 3 /4 (цифры внутренний диаметр трубы в дюймах; 1 дюйм = 25,4 мм).
Резьбу в отверстиях (внутреннюю) нарезают специальным режущим инструментом метчиком. Для нарезания резьбы вручную применяют комплекты ручных метчиков, состоящие обычно из 3 или 2 метчиков. В комплект из 3 метчиков входят черновой, получистовой (средний) и чистовой метчики. Первым и вторым метчиками нарезают резьбу предварительно, а третьим придают ей окончательный размер и форму. В комплект из двух метчиков входят черновой и чистовой метчики. Метчики закрепляют в специальном приспособлении для нарезания резьбы воротке.
При нарезании внутренней резьбы метчиком диаметр отверстия должен быть несколько меньше наружного диаметра резьбы, так как при нарезании резьбы материал частично выдавливается в направлении оси отверстия.
Резьба на стержне (наружная) вручную нарезается с помощью плашек круглых (цельных или разрезных) либо призматических. Круглые плашки закрепляют в специальном приспособлении плашкодержателе, призматические в клуппе. При нарезании наружной резьбы плашкой диаметр стержня такой же, как и диаметр отверстия, при нарезании внутренней резьбы метчиком должен быть несколько меньше наружного диаметра резьбы.
Таблица 1 Диаметры отверстий и стержней под метрическую резьбу
| Резьба | Диаметр отверстия, мм | Диаметр стержня, мм |
| МЗ | 2,5 | 2,9 |
| М3,5 | 2,9 | 3,4 |
| М4 | 3,3 | 3,9 |
| М5 | 4,2 | 4,9 |
| М6 | 5,0 | 5,9 |
| М8 | 6,7 | 7,9 |
| М10 | 8,4 | 9,9 |
| М12 | 10,1 | 11,9 |
В качестве примера в таблице 1 указаны диаметры отверстий и стержней для нарезания метрической резьбы (для стали и латуни).
Для нарезания внутренней резьбы деталь с предварительно просверлённым в ней отверстием закрепляют в тисках так, чтобы ось отверстия была строго вертикальна. В отверстие вставляют заборную часть чернового метчика и проверяют его положение по угольнику. Чтобы резьба получилась чистой (а не рваной, грязной), режущую часть метчика и поверхность отверстия смазывают смазочно-охлаждающей жидкостью (например, для стали обычно используют машинное масло). Надев на хвостовик метчика подходящий вороток, проворачивают метчик до врезания на несколько витков в металл. Затем, взяв вороток двумя руками (рис. 21), начинают медленно и попеременно его вращать (11,5 оборота по часовой стрелке, 0,5 оборота против и т. д.). Делается это для того, чтобы ломалась образующаяся стружка и тем самым облегчался процесс резания. Закончив нарезание черновым метчиком, его вывёртывают из отверстия, на его место ставят средний, а затем чистовой метчики и повторяют те же операции до полного нарезания резьбы. В процессе резания, как и при установке метчика, регулярно контролируют угольником положение метчика по отношению к поверхности детали. Деталь с нарезанной резьбой освобождают от смазочно-охлаждающей жидкости и стружки, тщательно протирают и затем проверяют резьбу на качество, для чего в отверстие ввёртывают эталонный винт или резьбовой калибр-пробку.
При нарезании наружной резьбы плашкой стержень вертикально закрепляют в тисках, напильником снимают на его конце фаску, на конце стержня устанавливают плашку с плашкодержателем таким образом, чтобы маркировка на плашке была внизу, а плоскость плашки перпендикулярна оси стержня. Затем правой рукой слегка нажимают на плашкодержатель, а левой поворачивают его (рис. 22) до надёжного врезания плашки в металл. Смазав стержень и плашку соответствующей смазочно-охлаждающей жидкостью, медленным попеременным вращением (как и при нарезании внутренней резьбы метчиком) продолжают нарезание резьбы до тех пор, пока не «прогонят» плашку по требуемой длине стержня. Завершив нарезку, плашку свёртывают со стержня и очищают плашку и стержень от смазочно-охлаждающей жидкости и стружки, после чего нарезанную резьбу проверяют эталонной гайкой.
Клёпка образование неразъёмных соединений при помощи заклёпок. В домашних условиях применяют, как правило, холодную клёпку (без нагрева заклёпки) с использованием заклёпок диаметром до 8 мм. Инструменты для ручной клёпки натяжка, обжимка, поддержка (рис. 23).
Перед клёпкой соединяемые поверхности детали очищают от грязи, окалины, ржавчины, после чего правкой или опиливанием добиваются плотного прилегания их друг к другу. Диаметр отверстия под заклёпку должен быть на 0,10,2 мм больше диаметра стержня заклёпки; чтобы легче было вставить заклёпку в отверстие, её концу придают слегка коническую форму. Сверление обычно выполняют в 2 приёма: сначала сверлят пробное отверстие меньшего диаметра, а затем его рассверливают до диаметра стержня заклёпки. Снимают фаску на кромке отверстия, а для потайных головок отверстие зенкуют конической зенковкой.
В зависимости от того, свободен ли доступ к замыкающей и к закладной головкам заклёпки либо доступ к замыкающей головке невозможен, различают 2 метода клёпки: прямой (или открытый) и обратный (или закрытый). При прямом методе удары молотком наносят по стержню заклёпки со стороны вновь образуемой (замыкающей) головки. Последовательность операций: вводят в отверстие снизу стержень заклёпки (рис. 24, а ); ставят под закладную головку массивную поддержку, а сверху на стержень натяжку и ударами молотка по вершине натяжки осаживают стержень вдоль оси (рис. 24, б ); равномерными ударами молотка, направленными под углом к торцевой части стержня, предварительно формуют замыкающую головку (рис. 24, в ), удары наносят так, чтобы замыкающая головка равномерно перекрывала отверстие; на предварительно сформированную замыкающую головку устанавливают обжимку и ударами молотка (при упоре в поддержку) окончательно формуют замыкающую головку (рис. 24, г ).
При обратном методе удары молотком наносят по закладной головке. Для этого стержень заклёпки вводят в отверстие сверху (рис. 25), а поддержку ставят под стержень. Для предварительного формования замыкающей головки используют плоскую поддержку, для окончательного, например полукруглой головки, поддержку с полукруглым углублением. Ударяя молотком через обжимку по закладной головке, формуют с помощью поддержки замыкающую головку. Качество клёпки обратным методом несколько ниже, чем прямым.
Нередко клёпку деталей (особенно из кожи, картона, пластмассы) выполняют с применением пустотелых заклёпок (пистонов). Наиболее простой способ такого соединения: закладывают заклёпку в отверстие на поддержке с небольшим коническим выступом (под закладную головку) и раздают края заклёпки ударами молотка по кернеру (рис. 26, а ). Часто, чтобы не повредить поверхность детали краями пустотелой заклёпки, при соединении нескольких листов под головки заклёпки подкладывают металлические шайбы (рис. 26, б ).
Пайка (паяние) процесс получения неразъёмного соединения металлов, сплавов и изделий из них путём заполнения зазора между ними расплавленным припоем. Температура плавления припоя выбирается существенно ниже температуры плавления соединяемых деталей. Поэтому при пайке эти детали только нагреваются, но не размягчаются. Припой же при нагревании плавится и сплавляется с нагретыми, хорошо зачищенными поверхностями деталей (изделий).
Наиболее распространённый паяльный инструмент электропаяльник (рис. 27). Выпускаются бытовые электропаяльники различной мощности от 25 до 100 Вт, с обычным (за несколько минут) или форсированным (за несколько секунд) подогревом наконечника.
В домашних условиях паяют главным образом предметы хозяйственного обихода из стали, меди и медных сплавов (бронзы, латуни) с использованием мягких (с низкой температурой плавления) оловянно-свинцовых припоев марки ПОС (табл. 2).
Таблица 2 Химический состав и температура плавления некоторых мягких припоев марки ПОС
| Марки припоев | Химический состав*, % | Температура плавления, °C | |
| олово | сурьма | ||
| ПОС90 | 8990 | 0,15 | 222 |
| ПОС40 | 3940 | 1,52,0 | 235 |
| ПОСЗО | 2930 | 1,52,0 | 256 |
| ПОС18 | 1718 | 2,02,5 | 277 |
*Остальное составляет свинец.
Припой ПОС90 применяют для паяния внутренних швов пищевой посуды (электрочайники, кастрюли и т. п.), так как в нём невысокое (около 10%) содержание ядовитого компонента свинца; ПОС40 для паяния латуни, стали, медных проводов; ПОСЗО для паяния латуни, меди, стали, цинковых и оцинкованных листов, белой жести, выводов электроприборов и др.; ПОС18 (заменитель припоя ПОС40) для паяния свинца, стали, латуни, меди, оцинкованного железа. Мягкие припои выпускаются в виде чушек, прутков, проволоки, ленты, порошков и т. д., а также в виде паст (паяльные пасты).
Места для пайки должны быть полностью и тщательно очищены от грязи, ржавчины, смазки, лака, масла и т. п., поскольку только зачищенный до блеска металл способен воспринимать припой. Очистку выполняют механически (шабрением или шлифованием) или химически (травлением тетрахлористым углеродом). Поверхности должны быть гладкими, без царапин и вмятин. Чтобы предохранить зачищенные поверхности соединяемых деталей от окисления, перед пайкой используют паяльный флюс. В обиходе флюсом обычно служат канифоль и её 3040%-ный раствор в этиловом (винном) спирте, насыщенный раствор цинка в соляной кислоте, нашатырь (при пайке радиотехнических деталей его лучше не применять).
Перед пайкой, особенно внахлёстку, места соединения на каждой из деталей рекомендуется тщательно пролудить покрыть тонким слоем припоя. На лужёную поверхность припой ложится лучше. На места будущей пайки после очистки наносят тонкий слой флюса. Если используют паяльную пасту, содержащую флюс, то дополнительно наносить флюс не требуется. Нагретым, хорошо залужённым паяльником набирают припой, переносят его на место пайки и распределяют ровным слоем. Для больших поверхностей эту процедуру повторяют несколько раз или поступают по-другому: мелкие кусочки припоя равномерно раскладывают по месту соединения, а затем расплавляют (рекомендуется поверхность и паяльник периодически обрабатывать флюсом). Для оцинкованных листов предварительного лужения не требуется.
Соединяемые детали устанавливают в удобное для пайки положение и фиксируют с помощью зажимного инструмента тисков, клещей, струбцин и т. п. Место пайки равномерно прогревают паяльником до рабочей температуры (примерно равной температуре плавления припоя). При этом надо следить за степенью нагрева жала паяльника: перегретое жало плохо удерживает припой, если же соединяемые поверхности были прогреты паяльником недостаточно, то спай будет ненадёжным. По достижении рабочей температуры, когда весь флюс расплавится, припой в расплавленном виде наносят жалом паяльника на зазор. Вследствие явления капиллярности расплавленный припой проникает в зазор и при охлаждении затвердевает, в результате чего получается достаточно прочное соединение. Зажимы следует ослаблять только тогда, когда остынет припой. Спайку охлаждают на воздухе или погрузив в холодную воду. По окончании пайки остатки флюса (особенно кислотного) необходимо тщательно удалить, так как они могут вызвать коррозию металлов. Лишний припой за пределами паяльного шва при необходимости удаляют напильником или шабером.
Резьбовое соединение наиболее распространённый вид разъёмных соединений. Выполняется с помощью крепёжных деталей болтов с гайками (болтовое соединение) либо винтов (винтовое соединение). В первом случае в соединяемых деталях сверлят соосные сквозные отверстия под болт (чаще всего с зазором, чтобы болт свободно проходил в просверлённое отверстие); соединение осуществляется затяжкой гайки. Во втором случае в одной из деталей сверлят сквозное отверстие, через которое свободно проходит винт, а в другой глухое (несквозное) отверстие, в котором нарезают резьбу; соединение осуществляется ввёртыванием винта в эту резьбу. Для резьбового соединения можно использовать также так называемую шпильку стержень с резьбой на обоих концах. Один конец стержня ввёртывается в одну из деталей (как и при винтовом соединении), а другой св



