Основные виды слесарных операций
Разметка.
Рабочее место слесаря.
Тема 25. Основы слесарного дела.
Вопросы:
1. Слесарные работы – это ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин.
Рабочим местом называют часть производственной площади со всем находящимся на ней оборудованием, инструментом и материалами, которые используются рабочим или бригадой рабочих для выполнения производственного задания.
Рабочее место должно занимать площадь, необходимую для рационального размещения на ней оборудования и свободного перемещения слесаря при работе. Расстояние от верстака и стеллажей до слесаря должно быть таким, чтобы он мог использовать преимущественно движение рук и по возможности избегал поворотов и нагибания корпуса. Рабочее место должно иметь хорошее индивидуальное освещение.
Слесарный верстак (рис.36) – основное оборудование рабочего места. Он представляет собой устойчивый металлический или деревянный стол, крышку (столешницу) которого изготовляют из досок толщиной 50. 60 мм твердых пород дерева и покрывают листовым железом. Наиболее удобны и распространены одноместные верстаки, так как на многоместных верстаках при одновременной работе нескольких человек качество выполнения точных работ снижается.
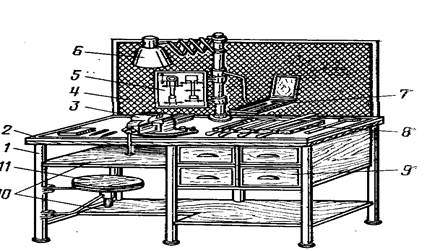
Рис. 36 Одноместный слесарный верстак:
1 – каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полки; 11 – сиденье
На верстаке располагают необходимые для выполнения задания инструменты. Чертежи ставят в планшет, а измерительные инструменты кладут на полочки.
Под столешницей верстака находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента и документации.
Для закрепления обрабатываемых деталей на верстаке устанавливают тиски. В зависимости от характера работы применяют параллельные, стуловые и ручные тиски. Наибольшее распространение получили параллельные поворотные и неповоротные тиски, у которых губки при разводе остаются параллельными. Поворотная часть тисков соединена с основанием центровым болтом, вокруг которого она может поворачиваться на любой угол и закрепляться в требуемом положении при помощи рукоятки. Для увеличения срока службы тисков к рабочим частям губок крепят стальные накладные губки. Стуловые тиски применяют редко, только для выполнения работ, связанных с ударной нагрузкой (при рубке, клёпке и др.). При обработке деталей небольших размеров используют ручные тиски.
Выбор высоты тисков по росту работающего и рациональное размещение инструмента на верстаке способствуют лучшему формированию навыков, повышению производительности труда и снижают утомляемость.
При выборе высоты установки тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. Инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держать справа, что берут левой — слева.
На верстаке устанавливается защитный экран из металлической сетки или прочного плексигласа для задержания кусков металла, отлетающих при рубке.
2. Разметка – операция нанесения на заготовку линий (рисок), определяющих (согласно чертежу) контуры детали и места, подлежащие обработке. Разметку применяют при индивидуальном и мелкосерийном производстве.
Разметку выполняют на разметочных плитах, отлитых из серого чугуна, подвергнутых старению и точно обработанных.
Линии (риски) при плоскостной разметке наносят чертилкой, при пространственной –чертилкой, закрепленной в хомутике рейсмаса. Чертилки изготовляют из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
Кернер предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготовляют его из сталей марок У7, У7А, У8 и У8А.
Разметочный циркуль служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
3. Основные виды слесарных операций.
Рубка– слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным – молоток.
Резка – это операция разделения металлов и других материалов на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой, ручными или рычажными ножницами.
Ручная ножовка состоит из стальной цельной или раздвижной рамки и ножовочного полотна, которое вставлено в прорези головок и закреплено штифтами. На хвостовике неподвижной головки закреплена рукоятка. Подвижная головка с винтом и барашковой гайкой служит для натяжения ножовочного полотна. Режущей частью ножовки является ножовочное полотно (узкая и тонкая пластина с зубьями на одном из ребер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18 и закаленное. Применяют ножовочные полотна длиной (расстояние между отверстиями) 250—300 мм. Зубья полотна разводят (отгибают) для того, чтобы ширина разреза была немного больше толщины полотна.
Правка металла – операция, при которой устраняют неровности, вмятины, кривизну, коробление, волнистость и другие дефекты материалов, заготовок и деталей. Правка в большинстве случаев является подготовительной операцией. Рихтовка имеет то же назначение, что и правка, но дефекты исправляются у закаленных деталей.
Гибкушироко применяют для придания заготовкам определенной формы при изготовлении деталей. Для правки и гибки вручную применяют правильные плиты, рихтовальные бабки, наковальни, тиски, оправки, кувалды, молотки металлические и деревянные (киянки) и специальные приспособления.
Клепка – слесарная операция соединения двух или нескольких деталей заклепками. Заклепочные соединения относятся к неразъемным и применяются при изготовлении различных металлических конструкций.

Клепку выполняют в холодном или горячем (если диаметр заклепки более 10 мм) состоянии. Преимущество горячей клепки в том, что стержень лучше заполняет отверстия в соединяемых деталях, а при охлаждении заклепка лучше стягивает их. При клепке в горячем состоянии диаметр заклепки должен быть на 0,5. 1 мм меньше отверстия, а в холодном – на 0,1 мм.
Ручную клепку выполняют молотком, массу его выбирают в зависимости от диаметра заклепки, например, для заклепок диаметром 3. 3,5 мм необходим молоток массой 200 г.
Опиливание – слесарная операция, при которой с поверхности детали напильникам срезают слой металла для получения требуемой формы, размеров и шероховатости поверхности, для пригонки деталей при сборке и подготовке кромок под сварку.
Напильники представляют собой стальные (марки сталей У13, У13А; ШХ13 и 13Х) закаленные бруски различного профиля с насеченными на рабочих поверхностях зубьями. Зубья напильника, имеющие в сечении форму острозаточенного клина, срезают с обрабатываемой детали слои металла в виде стружки (опилок).
Шабрениемназывается операция соскабливания с поверхности детали тонких слоев металла режущим инструментом – шабером. Это окончательная обработка точных поверхностей (направляющих станин станков, контрольных плит, подшипников скольжения и др.) для обеспечения плотного сопряжения. Шаберы изготавливают из сталей У10 и У12А, режущие концы их закаливают без отпуска до твердости НRС 64. 66.
Притирка и доводка – операции обработки поверхностей особо мелкозернистыми абразивными материалами с помощью притиров.
Этими операциями добиваются получения не только требуемой формы, но и наивысшей точности (5. 6-й квалитеты), а также наименьшей шероховатости поверхности (до 0,05 мкм).
Слесарно-сборочные работы – это монтажные и демонтажные работы, выполняемые при сборке и ремонте машин. Разнообразные соединения деталей, выполняемые при оборке машин, делят на два основных вида: подвижные и неподвижные. При выполнении слесарно-сборочных работ применяют разнообразные инструменты и приспособления: гаечные ключи (простые, торцевые, раздвижные и др.), отвертки, выколотки, съемники, приспособления для напрессовки и выпрессовки.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Слесарные работы
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 08.05.2017 |
| Размер файла | 202,0 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
2. Плоскостная разметка
5. Отпиливание металла
7. Нарезание резьбы
10. Распиливание и припасовка
11. Притирка и доводка
12. Пайка, лужение, склеивание
13. Техника безопасности
Список использованной литературы
Слесарные работы, как правило, проводятся на завершающем этапе производственного цикла и предполагают выполнение необходимой обработки детали.
Виды слесарных работ.
• Слесари-сборщики собирают машины и механизмы
• Слесари-ремонтники осуществляют техническое обслуживание и ремонт машин и механизмов
• Слесари-инструментальщики обеспечивают производство инструментами и приспособлениями
• Слесари по монтажу приборов выполняют установку их на место, подвод различных видов энергии и т. д.
Слесарные работы различных видов объединяет единая технология выполнения операций, к которым относятся разметка, рубка, правка и гибка, резка, опиливание, сверление, зенкование и зенкерование, развертывание отверстий, нарезание резьбы, клёпка, шабрение, распиливание и припасовка, притирка и доводка, пайка, лужение склеивание.
На предприятиях или в мастерских, выпускающих разнородные изделия в небольших количествах (единичное производство), от слесарей требует универсальность. При необходимости он производит ремонт и монтаж станков, изготовляет приспособления.
На предприятиях серийного производства, где изготовляют однородные детали большими партиями, повышается точность механической обработки и соответственно уменьшается объём слесарных работ, но слесарь выполняет ручные работы, которые не могут быть выполнены машиной.
Труд слесаря продолжает оставаться необходимым и на предприятиях массового производства, где однородная продукция выпускается в больших количествах и продолжительное время (год, два и более).
Рабочего высокой квалификации характеризуют культура труда, профессиональная этика, высокие производительность труда и качество продукции.
Культура и производительность труда.
Качество продукции. Культура труда рассматривается как умение и привычка рационально планировать, организовывать и контролировать свою работу. В сфере конкретной трудовой деятельности рабочего труда и профессиональной этики гуманными началами, как любовь к своему делу, верность профессиональному долгу и трудовым традициям рабочего класса нашей страны.
Одним из важных условий повышения производительности труда является устранение причин, ведущих к потере рабочего времени. Для этого требуется организованность и самодисциплина.
2. Плоскостная разметка
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке её можно повысить до сотых долей миллиметра.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; по приёмам она существенно отличается от плоскостной.
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Плиты больших размеров, например 6000 х 10 000 мм, изготовляют составными из двух или четырёх плит, которые скрепляются болтами и шпонками.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Плоскость разметочных плит проверяют с помощью точной поверочной линейки и щупа (или папиросной бумаги). Рабочие поверхности шабреных плит, предназначенных для точной разметки, проверяют на краску с помощью поверочной линейки. Число пятен в квадрате 25 х 25мм должно быть не менее 20.
Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого опорными подкладками, призмами и домкратами различных конструкций.
Подкладки служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин. Самыми простыми явлениями плоские опорные подкладки. Подкладки больших размеров выполняют пустотелыми цилиндрическими, призматическими, двутаврового сечения и др.
Клиновидные подкладки представляют собой два соединённых, точно обработанных стальных клина. Перемещение клина на одно деление равно 0,1 мм.
Домкраты применяют для установки громоздких и тяжёлых заготовок; они позволяют вырезать и регулировать положение размечаемых заготовок по высоте.
Роликовый домкрат даёт возможность не только регулировать положение заготовки по высоте, но и свободно поворачивать её в горизонтальной плоскости, что необходимо при разметке тяжёлых заготовок.
Выдвижные центры применяют для разметки цилиндрических деталей.
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12.
Чертилка с отогнутым концом представляет собой заострённый с двух сторон стальной стержень, один конец которого отогнут под углом 90 градусов. Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах.
Чертилка со вставной иглой выполнена по типу часовых отвёрток; в качестве вставной иглы могут быть использованы стальные закалённые и заточенные стержни.
Карманная чертилка выполнена в виде карандаша с убирающимся остриём. На рабочий наконечник напаян стержень из твёрдого сплава ВК6, заточенный на конус под углом 20 градусов.
Чертилки должны быть острозаточенными, чем острее чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки.
Обыкновенный кернер представляет собой стольной стержень длиной 100, 125 или 160мм и диаметром соответственно 8, 10 или 12мм; его боёк имеет сферическую поверхность под углом 50…60 градусов, при точной разметке затачивается под углом 30…45 градусов.
Применение специального кернера для накернивания малых отверстий и закруглений небольших радиусов заметно повышает качество разметки и производительность.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Штангенциркули. Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также для разметки больших диаметров.
Рейсмас. Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Для более точной разметки применяют рейсмас с микрометрическим винтом.
Перед разметкой необходимо выполнить следующее:
очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т. п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
Прямые риски наносят чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимают к линейке, которая должна плотно прилегать к детали. Риски проводят только один раз. Если риска нанесена некачественно её закрашивают, дают красителю высохнуть и проводят риску вновь.
Перпендикулярные риски (не в геометрических построениях) наносят с помощью угольника. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности разметочной плиты.
Параллельные риски наносят с помощью угольника, перемещая его на нужное расстояние.
Разметка углов и уклонов производится с помощью транспортировок, штангенциркулей, угломеров. При разметке транспортир устанавливают на заданный угол.
Ватерпас с градусной шкалой рационально применять при измерении уклонов с точностью до 0,0015 градусов и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
Накернивание разметочных линий. Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при ударе по нему молотком.
Центры кернеров должны располагаться точно на разметочных линиях чтобы после обработки на поверхности детали оставались половины кернов. Керны для сверления отверстий делают более глубокими, чем другие, чтобы сверло меньше уводило в сторону от разметочной точки.
Разметочные молотки. Для разметочных работ используют оригинальный молоток В.М. Гаврилов. Особенность его состоит в том, что в уширенной части головки молотка имеется круглое сквозное отверстие, в которое на резиновых амортизационных кольцах вставлена четырёхкратная линза.
Молоток В.Н. Дубровина может одновременно использоваться в качестве лупы, линейки и пенала для кернера, чертилки и т.п.
Молоток удобен в работе, повышает производительность труда, так как избавляет слесаря от необходимости перехватывать рукой молоток и лупу для нанесения удара, повышает культуру производства.
Способы разметки. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Разметка по образцу отличается тем, что не требуется изготовление шаблона. При этом учитывают износ.
Разметка по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точную разметку выполняют по тем же правилам, что и обычную, но применяют более точные измерительные и разметочные инструменты.
Дефекты. Наиболее частыми дефектами при разметке являются следующие:
несоответствие размеров размеченной заготовки данным чертежа в следствии невнимательности разметчика или неточности разметочного инструмента;
неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
небрежная установка заготовки на плите в результате выверки плиты.
Безопасность труда. При разметочных работах необходимо соблюдать следующие правила безопасности труда:
установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
заготовки (детали) и приспособления надёжно устанавливать не на краю плиты, а ближе к середине;
перед установкой заготовок (деталей) проверить плиту на устойчивость;
следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободными;
проверять надёжность крепления молотка на рукоятке;
Режущие инструменты. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ).
Зубило изготовляют длинной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0,3…0,5 закаливают и отпускают. Степень закаливания зубила можно определить старым напильником, которым проводят по закалённой части.
Проверка угла заточки инструмента. После заточки зубила или крейцмейселя с режущих кромок снимают заусеницы. Угол заострения проверяют шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35 градусов.
Слесарные молотки с круглым бойком изготовляют из шести номеров:
№ 1 (200 г) применяют в разметке и правке;
№ 5 (800 г) и № 6 (1000 г) применяют редко.
Слесарные молотки с квадратным буйком изготовляют восьми номеров:
№ 7 (800 г) и № 8 (1000 г) применяют редко. Для тяжёлых работ применяют молотки массой 4…16 кг, называемые кувалдами.
Безопасность труда. При ручной рубки металлов следует выполнять следующие правила безопасности:
Рукоятка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин;
При рубке зубилом и крейцмейселем необходимо пользоваться защитными очками;
При рубке твёрдого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток.
Правка и рихтовка металла (холодным способом)
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и тоже назначение, но отличаются приёмами выполнения и применяемыми инструментами и приспособлениями.
Правильные плиту изготавливают массивными из стали или чугуна размером 400 х 400; 750 х 1000; 1000 х 1500;1500 х 2000; 2000 х 2000; 1500 х 3000мм.
Рихтовальные бабки используются для правки (рихтовки) закалённых деталей; изготавливают их из стали и закаливают.
Для правки применяют молотки с круглым гладким полированным бойком.
Для правки закалённых деталей (рихтовки) применяют молотки с радиусным бойком; корпус молотка выполняют из стали У10; масса молотка равна 400…500 г.
Молотки со вставными бойками из мягких металлов применяются при правке деталей с окончательно обработанной поверхностью.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Кривизну деталей проверяют на глаз или по зазору между плитой и деталью.
При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх и наносят удары молотком.
Правка листового металла более сложна, чем предыдущие операции.
При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучеине края, по которому наносят один ряд ударов молотком в пределах, указанных зачернёнными кружками. Затем наносят удары по второму краю.
После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01…0,05мм.
В зависимости от характера рихтовки применяют молотки с закалённым бойком или специальные рихтовальные молотки с закруглённой стороной бойка.
Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках. Прямолинейность проверяют на глаз или по просвету между прутком и плитой.
Правку валов (диаметром до 30мм) выполняют на ручных прессах с применением призмы.
В основном на предприятиях применяют машинную правку на правильных вальцах, прессах и специальных приспособлениях.
Гибочные вальцы бывают ручными и приводными. На ручных и приводных трёхвалковых гибочных вальцах правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины.
Листогибочная трёхвалковая машина имеет расположенные один над другим валки, которые регулируются в зависимости от толщины заготовки удаляясь друг от друга или сближаясь. Заготовку устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками до полного устранения выпучин и вмятин.
Правка валов и угловой стали на винтовых прессах применяется в тех случаях, когда правка молотком не обеспечивает должного результата.
Сварные соединения имеющие коробления подвергаются холодной правке.
Вручную с помощью деревянных и стальных молотков на плитах, наковальнях и т. д. Холодную правку выполняют особенно осторожно.
Безопасность труда. При правке и рихтовке металлов необходимо выполнять следующие требования безопасности: работать только исправным инструментом (правильно насаженные молотки, отсутствие трещин на рукоятках и отколов на молотках); для предохранения рук от ударов и вибраций металла работать в рукавицах: заготовку на плите или наковальне удерживать прочно.
Профили с большим радиусом гибки получают на трёхроликовых станках в несколько переходов.
Четырёхроликовый станок состоит из станины, двух ведущих роликов, подающих заготовку, и двух нажимных роликов. Такие станки применяются для гибки профильного проката по дуге окружности или спирали.
Трубы гнут ручным и механизированным способами, в горячем и холодном состоянии, с наполнителями и без них. Способ гибки зависит от диаметра и материала трубы, значения угла изгиба.
Гибка труб в горячем состоянии применяется при диаметре более 100мм.
При горячей гибке с наполнителем трубу отжигают, размечают, один конец закрывают деревянной или металлической пробкой.
Диаметры пробок (заглушек) зависят от внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твёрдой древесины; выполняют их в виде конусной пробки длиной, равной 1,5…2 диаметрам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла.
Гибка труб в холодном состоянии выполняется с помощью различных приспособлений. Простейшими приспособлениями для гибки труб диаметром 10…15 мм является плита с отверстиями, в которой в соответствующих местах устанавливают штыри, служащие упорами при гибке.
Трубы небольших диаметров (40мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправой. Трубы диаметром до 20мм изгибают в приспособлении которое крепится к верстаку с помощью ступицы и плиты.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью, расплавленным стеарином (парафином) или свинцом в расплавленном состоянии.
Латунные трубы, подлежащие гибке в холодном состоянии, предварительно отжигают при 600…700 градусов и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминевые трубы перед гибкой отжигают при 350…400 градусов и охлаждают на воздухе.
Гибку труб в кольцо производят на трёхроликовом гибочном станке.
Широко используют новые способы гибки труб. Гибка с растяжением заготовки заключается в том, что заготовку подвергают совместному действию растягивающих (превышающих предел текучести металла) и изгибающих усилий. Такой способ применяют при изготовлении труб для самолётов, автомашин, морских судов и др.
Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой).
Процесс развальцовки состоит в том, что на конец трубы надевают фланец с выточенными в его отверстии канавки, затем в трубу вставляют вальцовку с роликами и вращают. Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах.
Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как результат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов.
При гибке труб следует соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы; учитывать, что вытягивания внешней стенки трубы происходит легче, чем посадка внутренней стенки;
трубу гнуть плавно, без рывков;
Безопасность труда. При гибке необходимо выполнять следующие требования безопасности: заготовку закреплять в тисках или других приспособлениях прочно; работать только на исправном оборудовании; Перед началом работы на гибочных станках ознакомиться с инструкцией; работу выполнять осторожно, чтобы не повредить пальцы рук; работать в рукавицах и застёгнутых халатах.
Напильники. Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
Напильники. Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготавливают из стали У10А, У13А, ШХ15, 13Х, после насекания подвергают термической обработке.
Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов с незначительным сопротивленим резанию, а также неметаллических материалов. Одинарная насечка наносится под углом 25 градусов к оси напильника.
Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твёрдых материалов с большим сопротивлением резанию.
Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами.
Напильники с дуговой насечкой применяют при обработке мягких металлов.
Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначены для общеслесарных работ. По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5;
первый класс с насечкой № 0 и 1 (n = 4…12), называют драчёвыми;
второй класс с насечкой № 2 и 3 (n = 13…24) называют личными;
третий, четвёртый и пятый класс с насечкой № 4 и 5 (n =24…28), называют бархатными.
Напильники делятся следующие типы:
Плоские, квадратные, трёхгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченными и нарезанными зубьями.
Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4 и 5 длиной соответственно 100…250мм и 100… 315мм.
Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80, 120 и 160мм.
Алмазные надфили применяют для обработки твёрдосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твёрдосплавного инструмента. При обработке надфилями получают поверхности с шероховатостью Ra 0,32…0,16.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. В зависимости от профиля рашпили бывают тупоносые и остроносые, а также круглые и полукруглые с насечкой № 1 и 2 длиной 250…350мм.
Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности.
Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями.
Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем.
Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности:
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щёткой; строго запрещается сбрасывать стружку обнажёнными руками, сдувать её или удалять сжатым воздухом;
при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов.
Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающей жидкостью.
Заточку выполняют в защитных очках (если на станке нет прозрачного экрана).
Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки.
Для улучшения условий работы свёрл применяют специальные виды заточки труднообрабатываемых сплавов и пластмасс
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Свёрла для обработки магниевых сплавов имеют большие передние углы; малые углы при вершине (24…90 градусов); большие задние углы (15 градусов). Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65…70 градусов), угол наклона винтовых канавок (35…45 градусов), задний угол равен 8…10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору. Сверление пластмасс выполняется только остронаточенными резцами.
Безопасность труда. При работе на сверлильном станке необходимо соблюдать следующие требования безопасности:
правильно установить, надёжно закрепить заготовку на столе станка и не удерживать их руками в процессе обработки;
не оставлять ключа в сверлильном станке после смены режущего инструмента;
пуск станка производить только при твёрдой уверенности в безопасности работы;
не браться за вращающийся режущий инструмент и шпиндель;
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
для удаления сверлильного патрона, сверла или переходной втулки из шпинделя пользоваться специальным ключом либо клином;
не передавать и не принимать каких-либо предметов через работающий станок;
не работать на станке в рукавицах;
не опираться на станок во время его работы.
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
При зенкеровании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией
Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должен составлять 0,05 диаметра (до 0,1мм).
Инструмент для зенкования. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
Зенковки бывают; цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика; коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов; державка с зенковкой и вращающимся ограничителем позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками; ценковки в виде насадных головок, имеют торцевые зубья, используют их для обработки бобышенк под шайбы, упорные кольца и гайки. Крепление зенковок и ценковок не отличается от крепления свёрл.
Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
Развёртки подразделяются на несколько видов:
ручные цилиндрические развёртки;
машинные развёртки с коническим и цилиндрическим хвостиком;
машинные насадные развёртки и со вставными ножами;
машинные развёртки с квадратной головкой;
машинные развёртки, оснащённые пластинками из твёрдого сплава;
раздвижные (регулируемые) машинные развёртки.
Ручное развёртывание. Приступая к развёртыванию, прежде всего следует:
выбрать соответствующую развёртку, затем убедиться, что на режущих кромках нет выкрошившихся зубьев или забоин;
осторожно установить в отверстие развёртку и проверить её положение по угольнику 90 градусов; убедившись в перпендикулярности оси, в отверстие вставляют конец развёртки так, чтобы её ось совпала с осью отверстия; вращение осуществляют только в одном направлении, так как при вращении в обратном направлении может искрошиться лезвие.
Для последовательности обработки отверстия диаметром 30мм в стальной детали по 6…7-му квалитету:
Дефекты. Основные дефекты при развёртывании, причины их возникновения и способы их устранения.
Безопасность труда. При развёртывании отверстий необходимо выполнять те же требования безопасности, что и при сверлении.
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Б) прямоугольная резьба имеет прямоугольный (квадратный) профиль. Трудна в изготовлении, непрочна и применяется редко.
В) трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 градусам. Применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты, домкраты, прессы и т.д.)
Г) упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30 градусам. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль.
Д) круглая резьба имеет профиль, образованный двумя дугами, сопряжёнными с небольшими прямолинейными участками, и углом, равным 30 градусам. В машиностроении эта резьба применяется редко, её применяют в соединениях подвергающихся сильному износу (арматура пожарного трубопровода, вагонные стяжки, крюки грузоподъёмных машин и т.д.).
Резьба может быть левая и правая, по числу ниток резьбы разделяют на одноходовые и многоходовые.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55 градусов (резьба Витворта) или 60 градусов (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах (1″=25,4мм). Шаг выражается числом ниток (витков) на длине одного дюйма с диаметрами от 3/16 до 4″ и числом ниток на 1″, равным 24…3.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров и имеет закруглённые вершины.
Стандартизованы трубные резьбы диаметрами от 1/8 до 6″ с числом ниток на одном дюйме от 28 до 11.
Общие сведения. Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики (рис. I, II, III).
Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина.
Режущими кромками называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки стыкованными поверхности рабочей части.
Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла. Эти канавки служат для образования режущих кромок и размещения стружки при нарезании резьбы.



