Смазочно-охлаждающие технологические среды: применение на металлорежущих станках
Смазочно-охлаждающие технологические среды (СОТС), применяемые при обработке резанием, подразделяются на жидкие, пластичные, газообразные и твёрдые. Жидкие СОТС принято называть СОЖ (смазочно-охлаждающие жидкости) — этот способ охлаждения зоны резания используют чаще других.
Применение СОЖ позволяет:
значительно снизить износ режущего инструмента;
улучшить качество обрабатываемой поверхности;
повысить производительность обработки.
СОЖ не только эффективно отводят тепло из зоны резания, но также удаляют стружку (в зависимости от давления подачи СОЖ). Более подробно о применении охлаждающих жидкостей читайте в статье «Системы подачи СОЖ под высоким давлением во фрезерном и токарном оборудовании».
Смазочно-охлаждающие жидкости: назначение и виды
Соотношение между смазывающими и охлаждающими свойствами СОЖ подбирают в зависимости от материала обрабатываемых заготовок и характера протекания процесса резания. Снижение трения определяется в первую очередь смазывающими свойствами масла, а эффективность охлаждения — количеством воды, образующим с маслом эмульсию или раствор.
Наибольшее применение находят следующие виды жидкостей:
масляные СОЖ на основе синтетических / полусинтетических / минеральных масел с добавлением присадок;
эмульсолы, представляющие собой смеси минеральных масел, эмульгаторов, противоизносных, противозадирных и других присадок;
синтетические СОЖ, получаемые на базе водорастворимых полимеров;
полужидкие и пластичные композиции.
Разнообразие материалов и инструментов обусловливает различные требования к СОЖ. Например, для обработки низколегированной стали, склонной к налипанию на токарный резец (в отличие от твердой хромоникелевой стали), используют охлаждающие жидкости с малым содержанием присадок.
В состав СОЖ в качестве компонентов и присадок входят органические соединения азота, серы, хлора и фосфора. При обработке в тяжёлых условиях (большие скорости, плохо обрабатываемый материал) следует добавлять присадки, растворимые в масле и содержащие хлор, фосфор и серу. Например, серу добавляют при больших нагрузках и средних скоростях (жидкость с серой непригодна при обработке меди, так как она вызывает почернение поверхности).
На практике от типа и качества применяемых СОТС зависят важнейшие производственные показатели. Правильно подобранная и качественная смазочно-охлаждающая жидкость значительно облегчает процесс резания и позволяет достичь:
более интенсивных режимов резания при неизменной стойкости инструмента (что благоприятно сказывается на времени обработки – машинном времени Тмаш);
увеличения стойкости инструмента при неизменных режимах резания.
Системы охлаждения
Система охлаждения станка в общем виде состоит из:
насоса (обычно центробежного);
направляющих и отводящих устройств.
Объём резервуара зависит от вида выполняемой операции. При обильном тепловыделении при резании (например, обдирочном, силовом шлифовании) количество подаваемой в единицу времени жидкости возрастает, поэтому резервуар должен быть больше.
Конструкция фильтров определяется требованиями к шероховатости обработанной поверхности. При необходимости помимо отстойника, магнитного сепаратора и других устройств грубой очистки на станках хонинговальных, полировальных, отделочного шлифования применяют центробежные, бумажные и другие устройства тонкой очистки.
На станках, работающих с применением СОЖ предусматривают защитные устройства, предотвращающие разбрызгивание жидкости из рабочей зоны и попадание её в механизмы.
Подача СОЖ в зону обработки может производиться следующими способами:
свободно падающей струёй;
напорной струёй через сопловые насадки;
в распылённом состоянии (струёй воздушно-жидкостной смеси).
Последний способ особенно успешно применяют в станках с ЧПУ при обработке быстрорежущими и твердосплавными инструментами металлов и сплавов точением, фрезерованием, сверлением, резьбонарезанием, развёртыванием, а также при обработке инструментами из сверхтвёрдых материалов.
Подачу СОЖ под давлением применяют с целью увеличить расход СОЖ через зону обработки и для вымывания стружки.
Условно, различают подачу СОЖ струёй под высоким давлением (не ниже 1,5 МПа) через сопла с выходными отверстиями диаметром до 0,8 мм и подачу СОЖ струёй под низким давлением (0,05–0,7 МПа) через сопла с отверстиями диаметром 2–5 мм. При подаче СОЖ струёй под высоким давлением требуется лучшая фильтрация и защита от разбрызгивания, чем при низком давлении. Эффективность применения СОЖ зависит от её расхода. Различные варианты подачи СОЖ показаны на рисунке.
Варианты подачи СОЖ в зону резания: а — охлаждение по кольцу; б — подача направляющей трубой; в — подача через оправку; г — подача через шпиндель и оправку; д — подача в виде тумана.
Струя воздушно-жидкостной смеси подаётся в зону фрезерования
Очистка СОЖ
Очистка СОЖ увеличивает её ресурс, повышает стойкость инструмента и улучшает качество обрабатываемой поверхности. Повышается также надёжность и работоспособность насосных агрегатов и узлов станка.
Применяют несколько способов очистки СОЖ:
с помощью фильтров;
гравитационный — с использованием отстойников;
центробежный — с применением гидроциклонов, центрифуг;
магнитный — с использованием сепараторов, патронов и других устройств.
Простейшими очистителями являются гравитационные баки-отстойники. Для повышения эффективности очистки в отстойниках используют магнитные патроны, которые притягивают мелкие металлические частицы и не позволяют им попасть в насосное оборудование. Следует отметить, что этот способ эффективен только для улавливания относительно крупных частиц, обладающих магнитными свойствами.
Также широко применяют магнитные сепараторы. Загрязнённая жидкость поступает в сепаратор, проходит между его корпусом и барабаном с магнитами, который вращается в направлении, обратном движению жидкости. Притянутые к барабану частицы снимаются с поверхности барабана скребком.
Магнитный сепаратор для очистки СОЖ от металлических включений
Для сепарации водных СОЖ применяют центробежные очистители (гидроциклоны), в которых разделение СОЖ и загрязнений происходит под действием центробежных сил.
Установка для центробежной очистки СОЖ
В процессе резания неизбежно происходит процесс преобразования механической энергии в тепло. При этом происходит нагрев заготовки, снимаемого материала и самого инструмента.
Выделяющееся при точении тепло распределяется следующим образом:
уходит в стружку 50–80%;
в обрабатываемую деталь 3–9%;
в окружающую среду около 1%.
Распределение тепла между различными элементами в процессе токарной обработки
При затуплении инструмента характер распределения тепла изменяется: резец и заготовка нагреваются сильнее. Как в стружке, так и в резце и в заготовке тепло распределяется неравномерно. В слоях стружки, расположенных ближе к передней поверхности резца, температура выше, чем в слоях, удаленных от неё. Температура обрабатываемой заготовки понижается по мере удаления рассматриваемой точки от поверхности резания, а наибольшая температура находится в месте контакта резца с заготовкой. Температура инструмента также различна в различных точках: самая высокая температура соответствует точке, лежащей в центре давления стружки на резец.
Давление СОЖ
Давление СОЖ играет очень важную роль в процессе обработки. Подавляющее большинство станков оснащаются базовой системой подачи СОЖ, которая позволяет обеспечить оптимальные температурные режимы при большинстве операций. Часто на станках имеется возможность установить систему подачи СОЖ с высоким давлением.
На практике использование подачи СОЖ под высоким давлением не всегда оправдано. Как видно на фотографиях ниже, принцип «чем больше – тем лучше» работает только до определённых значений давления, после которых эффективность дробления стружки почти не повышается. При давлении в 70 бар и в 300 бар результаты отличаются незначительно.
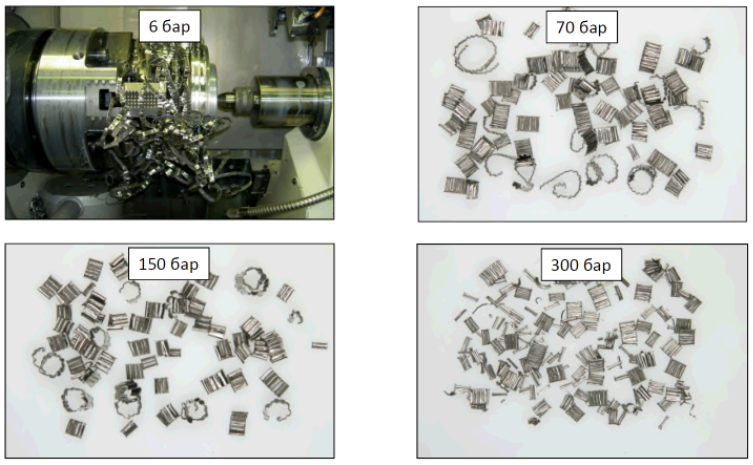
Для дробления стружки увеличение давления СОЖ выше 70 бар нецелесообразно
Система высокого давления
Система высокого давления СОЖ должна обладать следующими свойствами:
интерфейс между станком и оборудованием высокого давления должен быть максимально простым, в идеале следует реализовать принцип «подключи и работай»;
автоматически регулируемый объём экономит расход благодаря более длительному сроку службы насоса, большему сроку службы охлаждающей жидкости, уменьшенному напору и экономии энергии;
бак — это, прежде всего, дополнительный резервуар с охлаждающей жидкостью, который дает дополнительные преимущества агрегату. Помимо лучшего контроля температуры и пенообразования, он может иногда заменять агрегат охлаждения и снижать затраты на дополнительную энергию, обслуживание и т. д.
Наиболее распространённой для станочного оборудования является водосмешиваемая СОЖ. Возможность изменять концентрацию состава делает её применение гибким. Обычно водосмешиваемые СОЖ с концентрациями вплоть до 30% применяются без особых проблем. Однако они могут возникнуть при превышении критической концентрации (особенно в случае обычных эмульсий).
В жёсткой воде кальциевые мыла могут образовываться при гораздо меньшей концентрации, что способно привести к серьёзным нарушениям в ходе механической обработки. В значительной степени риск возникновения проблем зависит от конкретного состава СОЖ.
Нижний предел концентрации часто определяют по антикоррозионным свойствам. Следует иметь в виду, что концентрации менее 1,5% с трудом поддаются измерению в процессе работы. Как правило, для грубой механической обработки металла применяют СОЖ в концентрациях от 2 до 5%, чаще 4%. В особых случаях, например, при сверлении глубоких отверстий, зенковании или при проведении особо трудных механических операций возможно применение значительно более высоких концентраций. Централизованные циркуляционные системы, снабжающие несколько разных режущих операций СОЖ, часто нуждаются в компромиссном выборе концентраций. В таких случаях 4%-ная концентрация обеспечивает успешную обработку.
Концентрацию эмульсий часто определяют по DIN 51 368 (IP 137) путём измерения количества компонентов водосмешиваемых СОЖ кислотным расщеплением. В этом методе эмульсию расщепляют с помощью соляной кислоты в специальной измерительной колбе при температуре 95°С. Объём выделенной масляной фазы, умноженный на специфический для продукта поправочный коэффициент равен концентрации эмульсии. Поправочный коэффициент обратно пропорционален доле концентрата, которая может быть выделена в данных условиях. В случае обычных эмульсий (с содержанием минерального масла 60–70%) количество выделенной масляной фазы приблизительно соответствует концентрации. По мере снижения содержания минерального масла в водосмешиваемой СОЖ поправочный коэффициент увеличивается, а точность определения снижается.
Очень важно поддерживать концентрацию СОЖ в допустимых пределах, так как даже незначительное отклонение от нормы может снизить стойкость инструмента или вызвать коррозию элементов станка.
Корректно подобранные смазочно-охлаждающие технологические среды (СОТС) позволяют получить реальную финансовую экономию. Консультацию по подбору СОТС можно получить у специалистов Центра инженерно-технологической поддержки портала СТАНКОТЕКА.
СОЖ особенности применения для ЧПУ станков

СОЖ является одним из важнейших факторов влияющих на обработку в ЧПУ станках. Она влияет буквально на все аспекты обработки, начиная от охлаждения и заканчивая смазкой и антикоррозийным веществом вашего станка. По правде говоря, охлаждение — наименее важная роль охлаждающей жидкости в ЧПУ.
Вот отличное видео от дистрибьюторов HAAS, в котором очень доходчиво рассказывается о важности СОЖ и всех тонкостях применения. Я же в этой статье попытаюсь дополнить его, и разобрать наиболее критичные моменты.
Роль охлаждающей жидкости для ЧПУ в обработке
1. Удаление стружки. Распыление смазочно-охлаждающей жидкости на срез помогает удалить стружку с пути фрезы. Удаление стружки сводит к минимуму повторное нарезание стружки. Это означает, что фреза или резак будет удалять меньше стружки, а также что старая стружка не разлетается и не ударяются о стенки реза. Повторное нарезание стружки намного ухудшает качество поверхности и затупляет инструменты. В худшем случае резак, вставленный в паз или отверстие, может забиться стружкой и сильно нагреться или даже сломаться.
2. Смазка: некоторые материалы, такие как алюминий или некоторые стали достаточно вязкие. У них есть некоторое химическое сродство с фрезой и будут пытаться привариться к резцу. Смазка делает инструмент скользким, поэтому стружка меньше прилипает и приваривается.
Я не зря поставил охлаждение в последнюю очередь. Хотя это не маловажно, охлаждение, вероятно, наименее важная роль охлаждающей жидкости для ЧПУ!
Заменить охлаждающую струю туманом
Если у вас нет полноценного кожуха машины, охлаждающая жидкость будет грязной и практически непригодной для использования. К счастью, охлаждение — наименее важная вещь в охлаждающей жидкости для ЧПУ. Если мы сможем управлять очисткой от стружки и смазкой, мы сможем обойтись без СОЖ для многих областей применения. Сильный поток сжатого воздуха справится с удалением стружки. Добавление смазки к воздушной струе, чтобы создать туман, позаботится о смазке.
Вот охладитель тумана установленный на небольшом станке с ЧПУ Tormach:

Но есть материалы, в которых без СОЖ не обойтись. Два примера — нержавеющая сталь и титан. Без полноценного охлаждения с этими материалами работать практически не возможно.
Давайте подробнее рассмотрим каждую из этих трех важнейших функций СОЖ для обработки.
Очистка от стружки: приоритет охлаждающей жидкости для ЧПУ №1
Очистка стружки — безусловно, самая важная функция. Я содрогаюсь каждый раз, когда вижу рез, на котором скапливается стружка. Стружка очень серьезно сказываются на жизни вашего режущего инструмента и даже могут привести к поломке.
У вас гораздо больше шансов столкнуться с наростом кромки, когда стружка приваривается к фрезе. Обычно это происходит если фрезе приходится резать одни и те же стружки снова и снова. Если в вашей операции обработки не удаляется вся стружка, вы можете израсходовать весь доступный зазор канавок, имеющийся у фрезы. Уже отрезанная стружка должна конкурировать с недавно отрезанной стружкой, что может привести к поломке фрезы. По крайней мере, это означает, что вы не можете резать так быстро.
Если в вашей машине нет охлаждающей жидкости, создайте воздушный поток или туман, чтобы удалить стружку. Станьте параноиком из-за того, что вокруг слишком много опилок.
Подумайте об одной вещи: большинство производителей инструментов рекомендуют отключать охлаждающую жидкость, когда поверхностная скорость превысит определенное значение, и вы увеличите срок службы инструмента. Если бы все дело в тепле, этого не должно было быть, так как чем больше скорость на поверхности, тем больше тепла.
Смазка : Приоритет СОЖ №2 для ЧПУ
Охлаждение : Приоритет СОЖ № 3 для ЧПУ
Температура инструмента является самым большим фактором, влияющим на срок службы инструмента. Немного тепла — это хорошо, так как он размягчает рабочий материал, облегчая резку. Много тепла — это плохо. Инструмент размягчается, что означает, что он изнашивается, тускнеет, а сила резания резко возрастает. От этого становится жарче, и вскоре у вас возникает порочный круг. Обратите внимание, что допустимое количество тепла зависит от материала инструмента и покрытия. Твердосплав выдерживает гораздо более высокие температуры, чем HSS.
Некоторым покрытиям, таким как TiAlN, для правильного выполнения своей работы требуются более высокие температуры. Преимущества TiAlN даже не проявляются, пока не будет достаточно тепла, чтобы «активировать» его. Поэтому TiAlN часто используется без СОЖ для ЧПУ. Фактически, отключение охлаждающей жидкости для ЧПУ часто может увеличить срок службы инструмента при правильных условиях, поскольку это позволяет избежать шокового охлаждения. Что такое шоковое охлаждение? Твердосплав образует микротрещины под воздействием термических ударов неравномерного нагрева и охлаждения. Представьте себе, что стекло, нагретое кипятком, погружается в ледяную воду. Он треснет. Такое «шоковое охлаждение» может повлиять на срок службы инструмента в высокопроизводительных задачах.
| СОЖ для ЧПУ | Удельная теплоемкость охлаждающей жидкости | Сталь А (закаленная)Снижение температуры% | Сталь Б (отожженная)Снижение температуры% |
| Воздуха | 0,25 | ||
| Комбинированное масло высокой вязкости | 0,489 | 3.9 | 4,7 |
| Комбинированное масло низкой вязкости | 0,556 | 6 | 6 |
| Водный раствор смачивающего средства | 0,872 | 14,8 | 8,4 |
| Водный раствор «соды», 4% | 0,923 | — | 13 |
| Воды | 1,00 | 19 | 15 |
Эффективность различных СОЖ для ЧПУ при отводе тепла соответствует удельной теплоемкости.
Следует обратить внимание, на то, что воздух примерно на 1/4 хуже воды отводит тепло. На самом деле это не так плохо, как кажется, поскольку вода переносит в 25 раз больше тепла, чем воздух. Причина разницы в том, что охлаждающая жидкость не везде обеспечивает эффективный контакт. Охлаждающие жидкости для ЧПУ на масляной основе примерно вдвое эффективнее, чем охлаждающие жидкости на водной основе. Помимо этого и соображений здоровья неудивительно, что многие производства перешли на водорастворимые охлаждающие жидкости — они лучше охлаждаются.
С другой стороны, масло лучше смазывает, и все еще есть некоторые области применения, в которых машинисты могут предпочесть масло водорастворимым СОЖ. И последнее об охлаждающих жидкостях. При превышении определенной критической поверхностной скорости все они начинают работать примерно одинаково. Чем быстрее вы едете, тем меньше у них охлаждающего эффекта. На более высоких скоростях большой поток охлаждающей жидкости не успевает пробиться во все укромные уголки и трещины. Охлаждение становится все менее и менее постоянным. Это также способствует эффектам ударного охлаждения, которые затрудняют работу СОЖ с ЧПУ на сроках службы твердосплава при превышении определенных скоростей.
Кстати, на форумах постоянно спрашивают, какую охлаждающую жидкость любят и используют. Мы провели серьезное исследование, по результатам которого было составлено руководство для покупателей по охлаждающим жидкостям для ЧПУ.
Требования к охлаждающей жидкости в зависимости от материала
При использовании охлаждающей жидкости необходимо учитывать два фактора. Первый — это тенденция засорения канавок отведения стружки у фрезы. Предотвращение приваривания стружки к резцу посредством смазки. Второй — способность материала заготовки поглощать и передавать тепло. Некоторые материалы не очень хорошо передают тепло, например, титан. Эти материалы часто больше зависят от СОЖ для охлаждения, чтобы компенсировать неспособность материала переносить тепло. Кроме того, заготовке сложнее остыть без изменения размера из-за чрезмерного нагрева. Титан еще больше усугубляет проблему, производя относительно небольшие опилки. Если материал, который вы режете, плохо передает тепло по сравнению с алюминием (который является отличным проводником тепла), сталью (достойным проводником) или другими распространенными материалами, убедитесь, что у вас есть хорошая настройка охлаждающей жидкости. СОЖ также может уменьшить наклеп для таких материалов как нержавеющая сталь.
Подачи и скорости с различными вариантами СОЖ для ЧПУ
Вы можете удивиться, узнав, что очень немногие рекомендуют разные подачи и скорости для тумана по сравнению со струей. Причина в том что независимо от того, что вы делаете с охлаждающей жидкостью, вы должны убедиться, что стружка должным образом отводится.
Базовая роль охлаждающей жидкости: очистка от стружки!
Базовая роль любой потенциальной системы охлаждения для ЧПУ — очистка от стружки. Повторное нарезание стружки вредно для фрезы и поверхности детали, и этого следует избегать. Поэтому давайте начнем с предположения, что все, что вы делаете должно быть направленно на очищение от стружки. Например, ручные машинисты часто используют щетки для стружки, чтобы периодически удалять ее. Это слишком громоздко и неэффективно для ЧПУ, но в этом смысле щетка для стружки является формой «СОЖ».
На ступеньку выше можно было бы облить область из пневматического пистолета. Возможно, вы даже настроить непрерывный поток воздуха из какого-нибудь сопла. Или, может быть, вы используете фрезерный станок с ЧПУ, и у вас есть вакуумная система, всасывающая все опилки настолько быстро, насколько они появляются. Теперь мы переходим к реальной базовой линии охлаждающей жидкости для ЧПУ. Базовый уровень не дает никаких преимуществ, скорее, это минимально приемлемый уровень охлаждающей жидкости, который может использоваться и надежен для работы с ЧПУ.
Еще одна вещь, необходимая для базовой системы охлаждения с ЧПУ, — это возможность смазывать резак и материал, если это необходимо. Определенные материалы, такие как алюминий, требуют смазки, иначе они будут привариваться к резцу, и вскоре после этого наступит беда — сломанные резцы, шарообразный алюминий, прилипший к резцу, и поврежденная деталь. Очевидно, что избегание этого должно быть частью нашей базовой подготовки.
Люди могут стоять, время от времени брызгать из баллончика WD-40, но этого недостаточно, если вы планируете резать большую часть любого материала, требующего смазки. Есть некоторые покрытия режущего инструмента, которые устраняют необходимость в смазке, но имейте в виду, что покрытие изнашивается, и выход из строя будет внезапным, если не будет достаточной толщены для продолжения работы.
Струя против тумана: какой вариант охлаждающей жидкости для ЧПУ лучше?
Для многих это может стать неожиданностью, но разница почти полностью зависит от того, какой из них лучше очистит опилки. Проведем простой мысленный эксперимент. Предположим, у вас есть простая система охлаждающей жидкости с низкой производительностью. Он выпускает медленную струйку охлаждающей жидкости для ЧПУ. Представьте, что ваша машина прорезает глубокий карман или прорезь со струей охлаждающей жидкости. Карман заполнен смазочно-охлаждающей жидкостью. Нет сомнений в том, что резак в нее погружен. Но очищаются ли фишки? Одним словом, «Нет!» Они лежат в этом бассейном, и бассейн почти защищает их от удаления.
Раз уж мы заговорили о тумане, есть два типа систем, которые производят аэрозоль охлаждающей жидкости:
Первый способ используют больше охлаждающей жидкости, чем нужно, и наполняют воздух в цехе туманом — это не то, чем можно дышать весь день. Существует альтернатива под названием Fog Buster, которая фокусируется на перемещении более крупных капель без создания аэрозольного тумана:
Выпуская большее количество более крупных капель, Fogbuster гарантирует, что они не разлетятся по всему вашему цеху — в основном они попадают на заготовку, на которую она направлена. Лучше для вас и так же хорошо для обработки. Они стоят немного дороже, но для премиальной системы Mist они точно того стоят.
Как мы можем убедиться, что наша система охлаждения струей достаточно эффективная?
Ответ состоит из двух частей. Во-первых, нам нужно убедиться, что мы можем оказать достаточное давление в системе, чтобы убедиться, что опилки удалены. Зачастую вы почти не видите, что происходит, потому что вокруг так много охлаждающей жидкости для ЧПУ. Во-вторых, нам нужно убедиться, что охлаждающая жидкость правильно направлена, чтобы очистить стружку. Это может быть немного сложнее. Разные инструменты бывают разной длины. Детали перемещаются по мере продвижения работы. Обычно мы стремимся либо к нижней части разреза, либо к верхней части материала, если сопло не может «видеть» нижнюю часть разреза.
К настоящему времени вы, вероятно, понимаете, что есть еще одна причина не отдавать приоритет струе СОЖ. При затоплении, трудно правильно определить, действительно ли система очищает стружку. Операторы предполагают, что да, но большинство не обращает на это должного внимания. Очень важно, как будет направлена охлаждающая жидкость.
Рецепт производительности: направление охлаждающей жидкости
Куда вы направите охлаждающую жидкость, имеет огромное значение значение, будь то очистка от стружки, охлаждение или смазка. Но сколько механиков тратят время на то, чтобы направлять СОЖ после каждой смены инструмента?
У разных инструментов разная длина. Различные операции обработки также могут изменить наилучшее направление охлаждающей жидкости. Регулировка сопла охлаждающей жидкости снижает производительность. Избегайте этого, используя несколько форсунок, настроенных на разную высоту.
Рецепт производительности: охлаждающая жидкость через шпиндель и охлаждающая жидкость под высоким давлением
Программируемые форсунки охлаждающей жидкости великолепны, но они не могут гарантировать, что охлаждающая жидкость каждый раз попадает в оптимальное место. Во-первых, некоторые места просто недоступны. Рассмотрим дно глубокой ямы, которую вы пытаетесь просверлить. Направить туда сопло невозможно — оно ниже поверхности материала и доступа нет. Или есть?
Охлаждающая жидкость через шпиндель получает доступ, подавая охлаждающую жидкость через ваш шпиндель, как следует из названия, и оттуда она может выходить через проходы внутри инструмента. Вы действительно можете встроить насадку в нижнюю часть сверла, например:
Подача СОЖ через инструмент гарантирует, что охлаждающая жидкость для ЧПУ попадет именно в нужное место, чтобы добиться максимальных результатов. Кстати, существуют станки, в которых СОЖ проходит через инструмент, а не через шпиндель, но принцип тот же самый.
Благодаря охлаждающей жидкости через шпиндель производительность может быть значительно увеличена. Допускаются даже более высокие нагрузки, отверстия могут быть более глубокими, а ступенчатое сверление можно практически исключить за счет улучшенного удаления стружки.
Если у вас есть охлаждающая жидкость через шпиндель, то вы на уже вершине. Но чтобы пойти дальше, вам понадобится система охлаждения под высоким давлением.
СОЖ под высоким давлением
Используя охлаждающую жидкость через шпиндель, вы убедитесь, что охлаждающая жидкость для ЧПУ доставляется именно в нужное место, где она принесет наибольшую пользу. Следующее преимущество заключается в резком увеличении давления и объема охлаждающей жидкости, подаваемой в эту зону. Конечно, это улучшает отвод стружки и, следовательно, снижает потребность в сверлении внахлест, но охлаждающая жидкость под высоким давлением — это то место, где охлаждающая способность «охлаждающей жидкости» действительно проявляется.
Проблема с охлаждением жидкости в том, что она может быть неравномерной. Одна капля попадает в инструмент здесь, другая попадает на заготовку там, третья отскакивает от стружки, и консистенции недостаточно. В результате туман и потоки воздуха почти так же хорошо охлаждают. Исключение составляют такие материалы, как титан, которые плохо проводят тепло. Для таких работ незаменима охлаждающая жидкость. Но алюминий, например, очень хорошо проводит тепло. Трудно отличить струю от тумана, если у вас действительно не работает отличная струевая система.
Есть еще одна проблема с охлаждающими жидкостями. Это называется «шоковое охлаждение». Если не будет достаточно охлаждающей жидкости, чтобы предотвратить настоящий нагрев карбида, происходит то, что случайные капли охлаждают твердосплав. В один момент становится очень-очень жарко, в следующий момент падает большая капля (всплеск, шипение!), И она резко охлаждается до низкой температуры. Это приводит к микротрещинам фрезы, которые могут значительно снизить прочность инструмента. Всегда уточняйте у производителя инструмента, особенно в случае высокопроизводительных вставных инструментов, есть ли точка, в которой необходимо отключить подачу СОЖ и использовать струю чистого воздуха для продления срока службы инструмента.
Альтернативой может служить охлаждающая жидкость высокого давления. Используя очень высокое давление, а также большие объемы, система предназначена для подачи такого количества охлаждающей жидкости, что почти все тепло будет отведено, прежде чем оно сможет накопиться. На практике это означает более высокие скорости резания, большее количество об / мин на шпинделе, более высокую скорость съема материала и более длительный срок службы инструмента. Например, предположим, что вам нужно просверлить тысячи отверстий в каком-то материале, для чего требуются твердосплавные сверла.
Горизонтальные фрезерные и токарные станки обладают гравитацией, способствующей удалению стружки
Не упускайте из виду преимущества гравитации для обработки. На вертикальных фрезах гравитация затрудняет извлечение стружки из глубоких отверстий. На токарных и горизонтальных фрезерных станках это упрощается благодаря силе тяжести. Отчасти заставляет задуматься, почему ни у кого нет станка, который режет снизу. Вам понадобится довольно сумасшедший оператор, чтобы он мог бросить заготовку на стол, а затем перевернуть ее для резки. «Слишком далеко», — подумал я, но потом обнаружил, что такие машины действительно существуют. Они называются «токарные станки с перевернутым шпинделем» и представляют собой мощную альтернативу токарным станкам с подачей прутка.
Вот ссылка на статью о них в MMSOnline.
Экзотический рецепт: алкоголь в качестве охлаждающей жидкости
Он идеально подходит для высокоскоростной микрообработки цветных металлов и некоторых пластмасс из-за вязкости, меньшей, чем у воды, что позволяет этанолу быстро покрывать и охлаждать большую площадь поверхности быстро движущихся деталей. Низкая температура испарения этанола делает его эффективным охлаждающим и смазывающим раствором. Поскольку этанол просто испаряется, утилизация, переработка и связанные с ними расходы остались в прошлом. Кроме того, охлаждающие жидкости на основе этанола не оставляют следов на обрабатываемых деталях, что делает дорогостоящие вторичные операции, такие как обезжиривание, устаревшими — максимизируя производительность, повышая эффективность и, в конечном итоге, улучшая чистую прибыль производителя. Главное не дышать испарениями спирта, в противном случае очень легко спиться…
Заключение
Для многих высокопроизводительных задач машинисты могут сосредоточиться на очистке от стружки и смазке и игнорировать проблемы с охлаждением. При скорости вращения поверхности выше определенной многие производители инструмента рекомендуют отключать СОЖ и использовать струю воздуха (возможно, с туманом для смазки) для удаления стружки. Материалы, которые плохо переносят тепло, как титан, в любом случае потребуют охлаждающей жидкости.



