СОЖ. Все о смазочно-охлаждающей жидкости

При обработке металлов резанием или пластическим деформированием происходит выделение большого количества теплоты. В результате нагревания рабочего инструмента и поверхности заготовки ухудшается качество обработки, повышается износ дорогостоящего инструмента и оснастки, изменяется структура поверхностных слоев металла заготовки. Это, в свою очередь приводит к снижению рабочих свойств и качеству конечных изделий.
Для предотвращения перечисленных проявлений и повышения качества обработки поверхности заготовки применяют специальные охлаждающие технические средства – СОТС.
По агрегатному состоянию СОТС делятся на газообразные, жидкие, твердые.
Наибольшее распространение получили жидкие СОТС – смазочно-охлаждающие жидкости (СОЖ).
Смазочно-охлаждающая жидкость (СОЖ) – специальная субстанция, используемая при работе станков по обработке металла. Каждый технологический процесс токарного или фрезерного станка сопровождается трением, которое может привести к деформации обрабатываемой детали, поломке дорогостоящего станка или его части, изменению механических свойств металла.

Состав СОЖ (СОТС)
Состав рецептуры большинства СОЖ для металлообработки примерно одинаков. В продуктах разных производителей и названий меняется лишь концентрация того или иного вещества или присадка, нужная конкретному процессу или металлу.
Эффективная СОЖ для станков включает в себя:
Смазки из натуральных или синтетических масел
Присадки, обладающие различными эксплуатационными свойствами
Вещества, препятствующие расслоению смазочно-охлаждающих жидкостей на фракции
Антикоррозионные и износоснижающие компоненты
Добавки, снижающие пенообразование и агрессивность по отношению к обрабатываемым металлам
Присадки в составе СОЖ для станков
Присадки – важная составляющая СОЖ для металлообработки. Имея совсем небольшую концентрацию, они позволяют значительно улучшить качество и эффективность работы с металлом.

Присадки различного назначения выполняют несколько важных функций:
Повышают стойкость металлов к коррозии
Противодействуют износу благодаря снижению износа рабочих поверхностей инструмента
не дают образовываться задирам на поверхности металлической заготовки в процессе обработки,
Предотвращают образование пены, снижающей качество СОЖ, и появление масляного тумана, который вредно действует на кожу и дыхательные органы рабочего персонала
Основные функции СОЖ
Смазочно-охлаждающие жидкости для металлорежущих станков выполняют следующие основные функции:
Охлаждение режущего инструмента, нагревающегося при работе, и увеличение его срока службы
Повышение качества обработки поверхности металла
Удаление с рабочих поверхностей пыли, грязи, металлической стружки и т. д.
Смазывание зоны трения для повышения ресурса резцов, снижения коэффициента трения и выделения теплоты
Повышение производительности станка за счет увеличения скорости, улучшения качества и точности обработки
Классификация СОЖ
К каждому технологическому процессу нужна СОЖ, свойства которой максимально будут отвечать специфике материала и характеристикам станка.
Обычно в металлообрабатывающем производстве используется несколько видов СОЖ для металлообработки:
Масляные СОЖ. Их основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах.
Водосмешиваемые СОЖ – в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т. д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками,
Минеральные СОЖ – производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали,
Синтетические и полусинтетические СОЖ – эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д.
Эмульсии СОЖ – составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики.
По способу приготовления или составления рабочей жидкости различают эмульсолы – готовые жидкости, в составе которых есть присадки, мешающие расслоению, – и концентраты СОЖ, смешиваемые с водой перед использованием для получения эмульсий СОЖ
По вязкости, температуре вспышки, кислотному числу и т.д. (масляные СОЖ)
Смазочно-охлаждающие жидкости для операций резания
Полуторапроцентный раствор кальцинированной соды в кипяченой воде (для чернового обтачивания)
Вода, тринатрийфосфат и тринит натрия – повышает антикоррозийную стойкость
Вода, эмульсол и сода – обеспечивает обтачивание высокого качества
Масло (индустриальное и льняное) и керосин – для высокоточной работы дорогостоящими резцами
Сульфофрезол и керосин – для глубокого сверления металла
Керосин – при работе с алюминием и его сплавами
Обработка металла давлением также требует применения СОЖ для металлообработки, но такие материалы должны обладать особыми свойствами. Металлообработка давлением характеризуется значительными усилиями и невысокой скоростью скольжения между деталью и инструментом, поэтому СОЖ должна быть достаточно вязкой, стойкой к расслоению при высоких температурах. Зачастую в составе таких жидкостей содержится тонкочешуйчатый графит, который минимизирует трение в зоне пластической деформации.
Особые смазочно-охлаждающие материалы применяются также при работе с алюминием и его сплавами. Этот металл имеет свойство налипать на поверхности режущего инструмента, с которыми соприкасается. По этой причине СОЖ для алюминия должны обеспечивать высокое качество чистовой обработки заготовки. При работе с алюминием обычно используются эмульсии СОЖ на основе жирных кислот и вещества с этиленгликолем или глицерином.
Как правильно эксплуатировать СОЖ для станков
1. Определить рабочий металл и его особенности. Каждый металл или сплав имеет свои специфические особенности в обработке, что влечет за собой тщательный подбор СОЖ. Жидкость, подходящая для стали, будет неэффективна при работе с алюминием и т. д.
2. Выбрать концентрацию СОЖ. Низкая концентрация ухудшит производительность станка, а слишком высокая может навредить здоровью работников и привести к вспениванию жидкости. Необходимая концентрация достигается путем добавления в воду небольшими порциями концентрата СОЖ при тщательном перемешивании.
3. Следить за совместимостью смазки станка и СОЖ.
5. Использовать эмульсию СОЖ сразу же, в начале работы, не дожидаясь, пока резец нагреется.
6. Подавать СОЖ в места максимально высокой температуры – туда, где идет процесс образования стружки.
7. Не применять СОЖ для обработки хрупких металлов – мелкая крошка этих материалов, смешиваясь с СОЖ, забивается в узлы и агрегаты, тем самым портя дорогое оборудование.
Перед применением готовая жидкость или концентрат СОЖ тщательно перемешивается с водой, при этом необходимо концентрат СОЖ добавлять небольшими порциями в воду. Если добавлять в обратной последовательности – воду вливать в концентрат СОЖ, – то эмульсия может не получиться из-за расслоения жидкостей, образования крупных капель нерастворившегося концентрата.
Необходимо проанализировать состав (рецептура каждой СОЖ должна соответствовать ГОСТу), ввести присадки при необходимости и заправить в аппарат непрерывной подачи. Хранение возможно в специальных емкостях при установленных температуре и влажности. После работы эмульсию СОЖ нужно очищать от загрязнений, а жидкости, не подлежащие очистке, утилизируют по правилам производства.
На видео показаны некоторые требования к приготовлению эмульсии СОЖ из концентрата.
СОЖ (смазочно-охлаждающие жидкости) для токарных станков
Любой, даже начинающий специалист по обработке металлов знает, что, выполняя токарные работы на станке, необходимо обязательно использовать смазочно-охлаждающие жидкости (СОЖ). Применение таких технических жидкостей (их состав может варьироваться) позволяет решить одновременно несколько важных задач:

Применение СОЖ при токарной обработке
Виды используемых при токарной обработке СОЖ
Все виды СОЖ, применяемых для токарных работ на станке, подразделяются на две большие категории.
СОЖ на основе воды
Жидкости данной категории отличаются хорошими охлаждающими характеристиками, они поглощают тепло, активно образующееся в процессе токарной обработки, и отводят его из зоны резания.
СОЖ на основе масла
Такие жидкости значительно хуже отводят тепло из области обработки, но обеспечивают отличное смазывание поверхностей заготовки и инструмента.
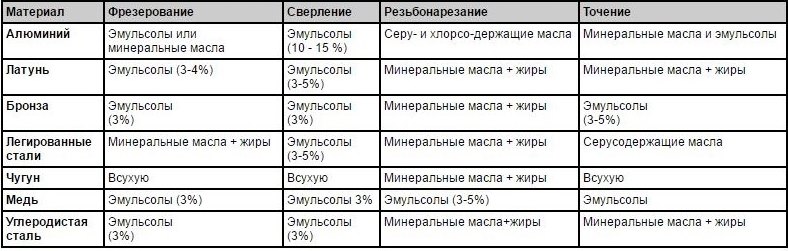
Рекомендации по выбору СОЖ для конкретных операций и материалов (нажмите для увеличения)
Среди наиболее распространенных СОЖ, которые используются при обработке металла на токарных станках, можно отметить следующие.
Варианты применения СОЖ для токарных станков
Особенности применения смазочно-охлаждающих жидкостей
Чтобы использование СОЖ было эффективным, следует учитывать несколько несложных правил. Расход такой жидкости (вне зависимости от того, эмульсия это или водный раствор) должен быть не меньше 10–15 л/мин.
Очень важно направлять поток СОЖ в то место, в котором образуется максимальное количества тепла. Таким местом при выполнении токарной обработки является участок, на котором стружка отделяется от обрабатываемой детали.
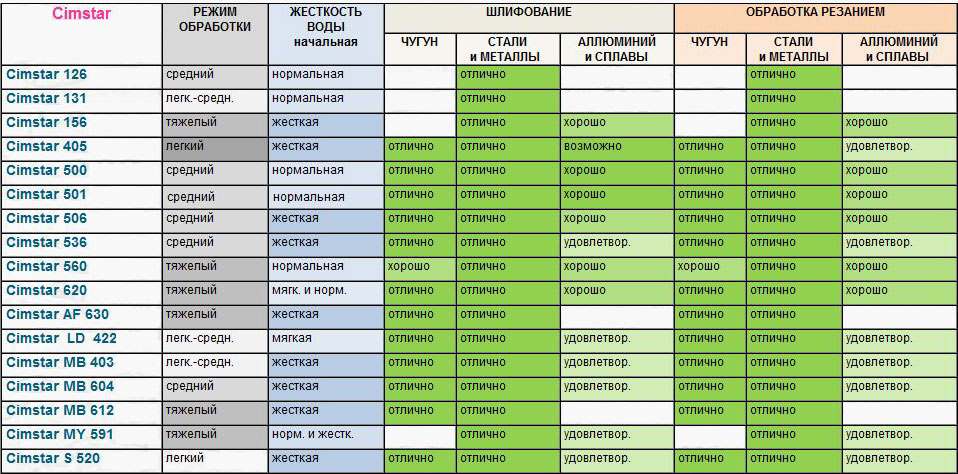
Результаты испытаний полусинтетических водорастворимых СОЖ Cimstar (нажмите для увеличения)
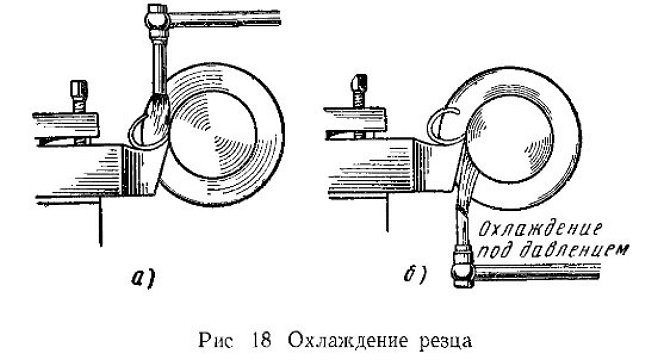
С самого первого момента выполнения токарной обработки на станке режущий инструмент начинает активно нагреваться, поэтому подавать СОЖ следует сразу, а не спустя некоторое время. В противном случае при резком охлаждении сильно нагретого токарного резца в нем могут образоваться трещины.
Совсем недавно стали использовать передовой метод охлаждения, подразумевающий подачу тонкой струи СОЖ со стороны задней поверхности резца. Особую эффективность такой способ охлаждения демонстрирует в том случае, когда на токарном станке инструментом из быстрорежущих сплавов требуется обработать заготовку из труднообрабатываемых материалов.
Следует иметь в виду, что СОЖ не применяют при токарной обработке материалов, отличающихся высокой хрупкостью (чугун, бронза и др.), при которой формируется мелкая стружка. Такая стружка, смешиваясь со смазочно-охлаждающей жидкостью, может забивать элементы суппорта, каретки и направляющие станины, что приводит не только к их преждевременному износу, но и выходу из строя.
СОЖ особенности применения для ЧПУ станков

СОЖ является одним из важнейших факторов влияющих на обработку в ЧПУ станках. Она влияет буквально на все аспекты обработки, начиная от охлаждения и заканчивая смазкой и антикоррозийным веществом вашего станка. По правде говоря, охлаждение — наименее важная роль охлаждающей жидкости в ЧПУ.
Вот отличное видео от дистрибьюторов HAAS, в котором очень доходчиво рассказывается о важности СОЖ и всех тонкостях применения. Я же в этой статье попытаюсь дополнить его, и разобрать наиболее критичные моменты.
Роль охлаждающей жидкости для ЧПУ в обработке
1. Удаление стружки. Распыление смазочно-охлаждающей жидкости на срез помогает удалить стружку с пути фрезы. Удаление стружки сводит к минимуму повторное нарезание стружки. Это означает, что фреза или резак будет удалять меньше стружки, а также что старая стружка не разлетается и не ударяются о стенки реза. Повторное нарезание стружки намного ухудшает качество поверхности и затупляет инструменты. В худшем случае резак, вставленный в паз или отверстие, может забиться стружкой и сильно нагреться или даже сломаться.
2. Смазка: некоторые материалы, такие как алюминий или некоторые стали достаточно вязкие. У них есть некоторое химическое сродство с фрезой и будут пытаться привариться к резцу. Смазка делает инструмент скользким, поэтому стружка меньше прилипает и приваривается.
Я не зря поставил охлаждение в последнюю очередь. Хотя это не маловажно, охлаждение, вероятно, наименее важная роль охлаждающей жидкости для ЧПУ!
Заменить охлаждающую струю туманом
Если у вас нет полноценного кожуха машины, охлаждающая жидкость будет грязной и практически непригодной для использования. К счастью, охлаждение — наименее важная вещь в охлаждающей жидкости для ЧПУ. Если мы сможем управлять очисткой от стружки и смазкой, мы сможем обойтись без СОЖ для многих областей применения. Сильный поток сжатого воздуха справится с удалением стружки. Добавление смазки к воздушной струе, чтобы создать туман, позаботится о смазке.
Вот охладитель тумана установленный на небольшом станке с ЧПУ Tormach:

Но есть материалы, в которых без СОЖ не обойтись. Два примера — нержавеющая сталь и титан. Без полноценного охлаждения с этими материалами работать практически не возможно.
Давайте подробнее рассмотрим каждую из этих трех важнейших функций СОЖ для обработки.
Очистка от стружки: приоритет охлаждающей жидкости для ЧПУ №1
Очистка стружки — безусловно, самая важная функция. Я содрогаюсь каждый раз, когда вижу рез, на котором скапливается стружка. Стружка очень серьезно сказываются на жизни вашего режущего инструмента и даже могут привести к поломке.
У вас гораздо больше шансов столкнуться с наростом кромки, когда стружка приваривается к фрезе. Обычно это происходит если фрезе приходится резать одни и те же стружки снова и снова. Если в вашей операции обработки не удаляется вся стружка, вы можете израсходовать весь доступный зазор канавок, имеющийся у фрезы. Уже отрезанная стружка должна конкурировать с недавно отрезанной стружкой, что может привести к поломке фрезы. По крайней мере, это означает, что вы не можете резать так быстро.
Если в вашей машине нет охлаждающей жидкости, создайте воздушный поток или туман, чтобы удалить стружку. Станьте параноиком из-за того, что вокруг слишком много опилок.
Подумайте об одной вещи: большинство производителей инструментов рекомендуют отключать охлаждающую жидкость, когда поверхностная скорость превысит определенное значение, и вы увеличите срок службы инструмента. Если бы все дело в тепле, этого не должно было быть, так как чем больше скорость на поверхности, тем больше тепла.
Смазка : Приоритет СОЖ №2 для ЧПУ
Охлаждение : Приоритет СОЖ № 3 для ЧПУ
Температура инструмента является самым большим фактором, влияющим на срок службы инструмента. Немного тепла — это хорошо, так как он размягчает рабочий материал, облегчая резку. Много тепла — это плохо. Инструмент размягчается, что означает, что он изнашивается, тускнеет, а сила резания резко возрастает. От этого становится жарче, и вскоре у вас возникает порочный круг. Обратите внимание, что допустимое количество тепла зависит от материала инструмента и покрытия. Твердосплав выдерживает гораздо более высокие температуры, чем HSS.
Некоторым покрытиям, таким как TiAlN, для правильного выполнения своей работы требуются более высокие температуры. Преимущества TiAlN даже не проявляются, пока не будет достаточно тепла, чтобы «активировать» его. Поэтому TiAlN часто используется без СОЖ для ЧПУ. Фактически, отключение охлаждающей жидкости для ЧПУ часто может увеличить срок службы инструмента при правильных условиях, поскольку это позволяет избежать шокового охлаждения. Что такое шоковое охлаждение? Твердосплав образует микротрещины под воздействием термических ударов неравномерного нагрева и охлаждения. Представьте себе, что стекло, нагретое кипятком, погружается в ледяную воду. Он треснет. Такое «шоковое охлаждение» может повлиять на срок службы инструмента в высокопроизводительных задачах.
| СОЖ для ЧПУ | Удельная теплоемкость охлаждающей жидкости | Сталь А (закаленная)Снижение температуры% | Сталь Б (отожженная)Снижение температуры% |
| Воздуха | 0,25 | ||
| Комбинированное масло высокой вязкости | 0,489 | 3.9 | 4,7 |
| Комбинированное масло низкой вязкости | 0,556 | 6 | 6 |
| Водный раствор смачивающего средства | 0,872 | 14,8 | 8,4 |
| Водный раствор «соды», 4% | 0,923 | — | 13 |
| Воды | 1,00 | 19 | 15 |
Эффективность различных СОЖ для ЧПУ при отводе тепла соответствует удельной теплоемкости.
Следует обратить внимание, на то, что воздух примерно на 1/4 хуже воды отводит тепло. На самом деле это не так плохо, как кажется, поскольку вода переносит в 25 раз больше тепла, чем воздух. Причина разницы в том, что охлаждающая жидкость не везде обеспечивает эффективный контакт. Охлаждающие жидкости для ЧПУ на масляной основе примерно вдвое эффективнее, чем охлаждающие жидкости на водной основе. Помимо этого и соображений здоровья неудивительно, что многие производства перешли на водорастворимые охлаждающие жидкости — они лучше охлаждаются.
С другой стороны, масло лучше смазывает, и все еще есть некоторые области применения, в которых машинисты могут предпочесть масло водорастворимым СОЖ. И последнее об охлаждающих жидкостях. При превышении определенной критической поверхностной скорости все они начинают работать примерно одинаково. Чем быстрее вы едете, тем меньше у них охлаждающего эффекта. На более высоких скоростях большой поток охлаждающей жидкости не успевает пробиться во все укромные уголки и трещины. Охлаждение становится все менее и менее постоянным. Это также способствует эффектам ударного охлаждения, которые затрудняют работу СОЖ с ЧПУ на сроках службы твердосплава при превышении определенных скоростей.
Кстати, на форумах постоянно спрашивают, какую охлаждающую жидкость любят и используют. Мы провели серьезное исследование, по результатам которого было составлено руководство для покупателей по охлаждающим жидкостям для ЧПУ.
Требования к охлаждающей жидкости в зависимости от материала
При использовании охлаждающей жидкости необходимо учитывать два фактора. Первый — это тенденция засорения канавок отведения стружки у фрезы. Предотвращение приваривания стружки к резцу посредством смазки. Второй — способность материала заготовки поглощать и передавать тепло. Некоторые материалы не очень хорошо передают тепло, например, титан. Эти материалы часто больше зависят от СОЖ для охлаждения, чтобы компенсировать неспособность материала переносить тепло. Кроме того, заготовке сложнее остыть без изменения размера из-за чрезмерного нагрева. Титан еще больше усугубляет проблему, производя относительно небольшие опилки. Если материал, который вы режете, плохо передает тепло по сравнению с алюминием (который является отличным проводником тепла), сталью (достойным проводником) или другими распространенными материалами, убедитесь, что у вас есть хорошая настройка охлаждающей жидкости. СОЖ также может уменьшить наклеп для таких материалов как нержавеющая сталь.
Подачи и скорости с различными вариантами СОЖ для ЧПУ
Вы можете удивиться, узнав, что очень немногие рекомендуют разные подачи и скорости для тумана по сравнению со струей. Причина в том что независимо от того, что вы делаете с охлаждающей жидкостью, вы должны убедиться, что стружка должным образом отводится.
Базовая роль охлаждающей жидкости: очистка от стружки!
Базовая роль любой потенциальной системы охлаждения для ЧПУ — очистка от стружки. Повторное нарезание стружки вредно для фрезы и поверхности детали, и этого следует избегать. Поэтому давайте начнем с предположения, что все, что вы делаете должно быть направленно на очищение от стружки. Например, ручные машинисты часто используют щетки для стружки, чтобы периодически удалять ее. Это слишком громоздко и неэффективно для ЧПУ, но в этом смысле щетка для стружки является формой «СОЖ».
На ступеньку выше можно было бы облить область из пневматического пистолета. Возможно, вы даже настроить непрерывный поток воздуха из какого-нибудь сопла. Или, может быть, вы используете фрезерный станок с ЧПУ, и у вас есть вакуумная система, всасывающая все опилки настолько быстро, насколько они появляются. Теперь мы переходим к реальной базовой линии охлаждающей жидкости для ЧПУ. Базовый уровень не дает никаких преимуществ, скорее, это минимально приемлемый уровень охлаждающей жидкости, который может использоваться и надежен для работы с ЧПУ.
Еще одна вещь, необходимая для базовой системы охлаждения с ЧПУ, — это возможность смазывать резак и материал, если это необходимо. Определенные материалы, такие как алюминий, требуют смазки, иначе они будут привариваться к резцу, и вскоре после этого наступит беда — сломанные резцы, шарообразный алюминий, прилипший к резцу, и поврежденная деталь. Очевидно, что избегание этого должно быть частью нашей базовой подготовки.
Люди могут стоять, время от времени брызгать из баллончика WD-40, но этого недостаточно, если вы планируете резать большую часть любого материала, требующего смазки. Есть некоторые покрытия режущего инструмента, которые устраняют необходимость в смазке, но имейте в виду, что покрытие изнашивается, и выход из строя будет внезапным, если не будет достаточной толщены для продолжения работы.
Струя против тумана: какой вариант охлаждающей жидкости для ЧПУ лучше?
Для многих это может стать неожиданностью, но разница почти полностью зависит от того, какой из них лучше очистит опилки. Проведем простой мысленный эксперимент. Предположим, у вас есть простая система охлаждающей жидкости с низкой производительностью. Он выпускает медленную струйку охлаждающей жидкости для ЧПУ. Представьте, что ваша машина прорезает глубокий карман или прорезь со струей охлаждающей жидкости. Карман заполнен смазочно-охлаждающей жидкостью. Нет сомнений в том, что резак в нее погружен. Но очищаются ли фишки? Одним словом, «Нет!» Они лежат в этом бассейном, и бассейн почти защищает их от удаления.
Раз уж мы заговорили о тумане, есть два типа систем, которые производят аэрозоль охлаждающей жидкости:
Первый способ используют больше охлаждающей жидкости, чем нужно, и наполняют воздух в цехе туманом — это не то, чем можно дышать весь день. Существует альтернатива под названием Fog Buster, которая фокусируется на перемещении более крупных капель без создания аэрозольного тумана:
Выпуская большее количество более крупных капель, Fogbuster гарантирует, что они не разлетятся по всему вашему цеху — в основном они попадают на заготовку, на которую она направлена. Лучше для вас и так же хорошо для обработки. Они стоят немного дороже, но для премиальной системы Mist они точно того стоят.
Как мы можем убедиться, что наша система охлаждения струей достаточно эффективная?
Ответ состоит из двух частей. Во-первых, нам нужно убедиться, что мы можем оказать достаточное давление в системе, чтобы убедиться, что опилки удалены. Зачастую вы почти не видите, что происходит, потому что вокруг так много охлаждающей жидкости для ЧПУ. Во-вторых, нам нужно убедиться, что охлаждающая жидкость правильно направлена, чтобы очистить стружку. Это может быть немного сложнее. Разные инструменты бывают разной длины. Детали перемещаются по мере продвижения работы. Обычно мы стремимся либо к нижней части разреза, либо к верхней части материала, если сопло не может «видеть» нижнюю часть разреза.
К настоящему времени вы, вероятно, понимаете, что есть еще одна причина не отдавать приоритет струе СОЖ. При затоплении, трудно правильно определить, действительно ли система очищает стружку. Операторы предполагают, что да, но большинство не обращает на это должного внимания. Очень важно, как будет направлена охлаждающая жидкость.
Рецепт производительности: направление охлаждающей жидкости
Куда вы направите охлаждающую жидкость, имеет огромное значение значение, будь то очистка от стружки, охлаждение или смазка. Но сколько механиков тратят время на то, чтобы направлять СОЖ после каждой смены инструмента?
У разных инструментов разная длина. Различные операции обработки также могут изменить наилучшее направление охлаждающей жидкости. Регулировка сопла охлаждающей жидкости снижает производительность. Избегайте этого, используя несколько форсунок, настроенных на разную высоту.
Рецепт производительности: охлаждающая жидкость через шпиндель и охлаждающая жидкость под высоким давлением
Программируемые форсунки охлаждающей жидкости великолепны, но они не могут гарантировать, что охлаждающая жидкость каждый раз попадает в оптимальное место. Во-первых, некоторые места просто недоступны. Рассмотрим дно глубокой ямы, которую вы пытаетесь просверлить. Направить туда сопло невозможно — оно ниже поверхности материала и доступа нет. Или есть?
Охлаждающая жидкость через шпиндель получает доступ, подавая охлаждающую жидкость через ваш шпиндель, как следует из названия, и оттуда она может выходить через проходы внутри инструмента. Вы действительно можете встроить насадку в нижнюю часть сверла, например:
Подача СОЖ через инструмент гарантирует, что охлаждающая жидкость для ЧПУ попадет именно в нужное место, чтобы добиться максимальных результатов. Кстати, существуют станки, в которых СОЖ проходит через инструмент, а не через шпиндель, но принцип тот же самый.
Благодаря охлаждающей жидкости через шпиндель производительность может быть значительно увеличена. Допускаются даже более высокие нагрузки, отверстия могут быть более глубокими, а ступенчатое сверление можно практически исключить за счет улучшенного удаления стружки.
Если у вас есть охлаждающая жидкость через шпиндель, то вы на уже вершине. Но чтобы пойти дальше, вам понадобится система охлаждения под высоким давлением.
СОЖ под высоким давлением
Используя охлаждающую жидкость через шпиндель, вы убедитесь, что охлаждающая жидкость для ЧПУ доставляется именно в нужное место, где она принесет наибольшую пользу. Следующее преимущество заключается в резком увеличении давления и объема охлаждающей жидкости, подаваемой в эту зону. Конечно, это улучшает отвод стружки и, следовательно, снижает потребность в сверлении внахлест, но охлаждающая жидкость под высоким давлением — это то место, где охлаждающая способность «охлаждающей жидкости» действительно проявляется.
Проблема с охлаждением жидкости в том, что она может быть неравномерной. Одна капля попадает в инструмент здесь, другая попадает на заготовку там, третья отскакивает от стружки, и консистенции недостаточно. В результате туман и потоки воздуха почти так же хорошо охлаждают. Исключение составляют такие материалы, как титан, которые плохо проводят тепло. Для таких работ незаменима охлаждающая жидкость. Но алюминий, например, очень хорошо проводит тепло. Трудно отличить струю от тумана, если у вас действительно не работает отличная струевая система.
Есть еще одна проблема с охлаждающими жидкостями. Это называется «шоковое охлаждение». Если не будет достаточно охлаждающей жидкости, чтобы предотвратить настоящий нагрев карбида, происходит то, что случайные капли охлаждают твердосплав. В один момент становится очень-очень жарко, в следующий момент падает большая капля (всплеск, шипение!), И она резко охлаждается до низкой температуры. Это приводит к микротрещинам фрезы, которые могут значительно снизить прочность инструмента. Всегда уточняйте у производителя инструмента, особенно в случае высокопроизводительных вставных инструментов, есть ли точка, в которой необходимо отключить подачу СОЖ и использовать струю чистого воздуха для продления срока службы инструмента.
Альтернативой может служить охлаждающая жидкость высокого давления. Используя очень высокое давление, а также большие объемы, система предназначена для подачи такого количества охлаждающей жидкости, что почти все тепло будет отведено, прежде чем оно сможет накопиться. На практике это означает более высокие скорости резания, большее количество об / мин на шпинделе, более высокую скорость съема материала и более длительный срок службы инструмента. Например, предположим, что вам нужно просверлить тысячи отверстий в каком-то материале, для чего требуются твердосплавные сверла.
Горизонтальные фрезерные и токарные станки обладают гравитацией, способствующей удалению стружки
Не упускайте из виду преимущества гравитации для обработки. На вертикальных фрезах гравитация затрудняет извлечение стружки из глубоких отверстий. На токарных и горизонтальных фрезерных станках это упрощается благодаря силе тяжести. Отчасти заставляет задуматься, почему ни у кого нет станка, который режет снизу. Вам понадобится довольно сумасшедший оператор, чтобы он мог бросить заготовку на стол, а затем перевернуть ее для резки. «Слишком далеко», — подумал я, но потом обнаружил, что такие машины действительно существуют. Они называются «токарные станки с перевернутым шпинделем» и представляют собой мощную альтернативу токарным станкам с подачей прутка.
Вот ссылка на статью о них в MMSOnline.
Экзотический рецепт: алкоголь в качестве охлаждающей жидкости
Он идеально подходит для высокоскоростной микрообработки цветных металлов и некоторых пластмасс из-за вязкости, меньшей, чем у воды, что позволяет этанолу быстро покрывать и охлаждать большую площадь поверхности быстро движущихся деталей. Низкая температура испарения этанола делает его эффективным охлаждающим и смазывающим раствором. Поскольку этанол просто испаряется, утилизация, переработка и связанные с ними расходы остались в прошлом. Кроме того, охлаждающие жидкости на основе этанола не оставляют следов на обрабатываемых деталях, что делает дорогостоящие вторичные операции, такие как обезжиривание, устаревшими — максимизируя производительность, повышая эффективность и, в конечном итоге, улучшая чистую прибыль производителя. Главное не дышать испарениями спирта, в противном случае очень легко спиться…
Заключение
Для многих высокопроизводительных задач машинисты могут сосредоточиться на очистке от стружки и смазке и игнорировать проблемы с охлаждением. При скорости вращения поверхности выше определенной многие производители инструмента рекомендуют отключать СОЖ и использовать струю воздуха (возможно, с туманом для смазки) для удаления стружки. Материалы, которые плохо переносят тепло, как титан, в любом случае потребуют охлаждающей жидкости.



