Сплошной и не сплошной контроль качества




![]()
![]()
Сплошной контроль применяется в тех случаях, когда технологический процесс не обеспечивает достаточной стабильности заданных размеров и других параметров качества продукции; при неоднородности качества материалов или комплектующих изделий; после технологических операций, от которых в значительной мере зависят точность или другие качественные показатели изделия (например, после чистового шлифования направляющих станины прецизионного станка, после растачивания отверстий под подшипники в корпусе редуктора и т. п.) а также при проверке сложной или точной готовой продукции. Следует учесть, что сплошной контроль деталей на рабочем месте самим рабочим не всегда экономически оправдан, так как при этом рабочий будет на значительное время отвлекаться от своих основных обязанностей — непосредственного выполнения операции и наблюдения за ходом технологического процесса.
По-иному обстоит дело при использовании выборочного метода контроля. Здесь рабочий-оператор имеет возможность больше уделять внимания вопросу поддержания стабильности технологического процесса, обеспечивая, таким образом, бездефектную работу. При выборочном контроле особое значение имеет определение оптимальной выборки — количества проверяемых деталей из каждой партии.
При обычном выборочном контроле ее размер определяется на основании анализа ряда выборок из различных партий данного наименования детали без расчетного обоснования. Для более точного и обоснованного определения размера выборки (при котором учитывается точность проверяемого параметра, состояние оборудования и оснастки, квалификация рабочего и другие факторы, определяющие качество работы) применяется статистический метод контроля, при котором количество деталей из партии, подлежащих проверке, определяется расчетным путем. Статистический контроль применяется главным образом при проверке крупных партий деталей.
Однако необходимо иметь в виду, что выборочный метод контроля обработанных деталей может обеспечить достаточную информацию об их качестве лишь при хорошо налаженном и стабильном технологическом процессе. Вместе с тем данный метод является наиболее целесообразным при организации контроля на рабочих местах, внедрении бездефектной работы и личных клейм.
Необходимо при внедрении выборочного контроля создать все условия (нормальную работу станка, своевременную заточку инструмента, идентичные припуски и однородность качества материала заготовок и т. п.) для получения максимальной стабильности размеров и других качественных показателей обработанных деталей, иными словами, обеспечить все предпосылки для успешного применения метода выборочного контроля операторами на рабочих местах.
Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.).
Если несколько последовательных операций органически связаны между собой, то их проверку целесообразно осуществлять одновременно — групповым методом, сокращающим трудоемкость контроля.
2.3. Надежность системы контроля качества изделий
Система контроля – это совокупность средств контроля и исполнителей, взаимодействующих с объектом контроля по правилам, установленным соответствующей документацией (ГОСТ 16504 – 81). Функцией такой системы является обнаружение и правильная оценка каждого дефекта, измеряемый параметр которого X равен или превышает значение X0, установленное нормативно-технической документацией. В результате контроля в изделиях, признанных годными, не должно быть недопустимых дефектов (с параметрами X ≥ X0), но при этом должны быть забракованы только те изделия, в которых имеются недопустимые дефекты. Невыполнение системой контроля своей функции правильной оценки годности изделия называется отказом системы.

К отказам системы можно отнести неправильное причисление в годную партию изделий, содержащих недопустимые дефекты. Это так называемая недобраковка. Другим отказом системы является перебраковка, т.е. ложное забракование изделия.
Вероятность недобраковки обозначают F, а перебраковки – β. Эти вероятности часто используют для оценки работоспособности системы контроля, ее надежности, достоверности, эффективности.
Показатели надежности характеризуют способность продукции к сохранению работоспособности при соблюдении определенных условий эксплуатации и технического обслуживания. Одним из количественных показателей надежности является вероятность безотказной работы, которая для системы контроля выражается формулой
Последствия недобраковки и перебраковки различны, поэтому различны и критерии решения задач оптимизации системы контроля. Наиболее часто критерием оптимальной системы считается минимум среднего риска, оцениваемый функцией:
где с1 и с2 – стоимость перебраковки и недобраковки, р.
Для критерия «идеального наблюдателя» стоимости с1 и с2 считаются равными, тогда оптимальная система контроля обеспечивает и минимум среднего риска, и максимум вероятностного показателя надежности G, вычисленного по формуле (2.1).
В качестве параметра функции R обычно выбирают уровень браковки X0. Расчет и эксперимент показывают, что функция R(X0) при прочих равных условиях имеет четкий минимум, который используют для установления браковочного уровня, в равной мере устраивающего поставщика (он заинтересован в минимуме перебраковки), и заказчика (он заинтересован в минимуме недобраковки).
При контроле особо ответственных изделий, последствия выхода из строя которых несоизмеримы ни с какими затратами на перебраковку, выбирают другой критерий решения задачи опти мизации системы контроля. Например, в судостроении для ответственных изделий принят критерий достижения заданного уровня надежности, оцениваемый показателем G0 = 1 − F (вероятность отсутствия недобраковки).
Одним из путей повышения надежности НМК является уменьшение погрешностей оценки параметра X. Другим путем является временное (на момент контроля) снижение границ допуска, т.е. фиксация более мелких дефектов с последующим дополнительным анализом брака. При акустическом и токовихревом методах контроля это выражается в повышении поисковой чувствительности, но при контроле изделий на уровне X ≤ X0 возрастает перебраковка. Для ее уменьшения повторно проверяют забракованную партию или дополнительно оценивают зафиксированные дефекты.
Таким образом, удается добиться достаточно высокого уровня показателя надежности G0 = 0,997 при незначительном (до 5%) увеличении дополнительных затрат, связанных с повышением надежности системы контроля.
2.4. Сравнение разрушающих и неразрушающих методов контроля
Ниже приводятся перечни преимуществ и недостатков неразрушающих и разрушающих методов контроля. Перечень был впервые составлен
Что такое сплошной контроль
Система обеспечения точности геометрических параметров в строительстве
System for ensuring the accuracy of geometrical parameters in construction. Control of accuracy
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по делам строительства от 12 апреля 1979 г. N 55 дата введения установлена 01.01.80
ИЗДАНИЕ (апрель 2003 г.) с Изменением N 1, утвержденным в мае 1984 г. (ИУС 9-84).
Настоящий стандарт распространяется на строительство зданий и сооружений, изготовление элементов для них (конструкций, изделий, деталей) и устанавливает основные правила и методы контроля точности геометрических параметров.
Правила контроля точности геометрических параметров конкретных видов конструкций зданий и сооружений и их элементов, а также выполняемых работ назначают на основе настоящего стандарта в соответствующих стандартах или в других нормативно-технических, а также технологических документах.
Применяемые в стандарте термины по статистическому контролю соответствуют приведенным в ГОСТ 15895-77*.
Стандарт соответствует СТ СЭВ 4234-83 (см. приложение 1а).
(Измененная редакция, Изм. N 1).
1.1. Контроль точности геометрических параметров является обязательной составной частью контроля качества и производится посредством сопоставления действительных значений параметров или характеристик точности с установленными.
1.2. В процессе производства на предприятиях и в строительных организациях следует выполнять входной, операционный и приемочный контроль точности.
1.3. Контроль точности должен обеспечивать:
определение с заданной вероятностью соответствия точности геометрических параметров требованиям нормативно-технической, технологической и проектной документации на объекты контроля;
получение необходимой информации для оценки и регулирования точности технологических процессов.
(Измененная редакция, Изм. N 1).
1.4. Контролю точности подлежат:
геометрические параметры элементов и параметры, определяющие положение ориентиров разбивочных осей и ориентиров для установки элементов, а также положение элементов в конструкциях (номенклатура допусков указанных параметров приведена в ГОСТ 21779-82 и ГОСТ 21780-83);
геометрические параметры технологического оборудования, форм и оснастки, оказывающие влияние на точность изготовления элементов и их установки в конструкциях и указанные в соответствующих технологических документах.
1.5. Правила контроля точности устанавливают в зависимости от характера объекта контроля и контролируемых параметров, объемов производства и стабильности технологических процессов с учетом стоимости и требуемой надежности контроля.
1.6. В стандартах и других нормативно-технических документах, устанавливающих правила контроля, должны быть определены:
применяемый метод контроля;
план контроля и порядок его проведения;
средства контроля, правила выполнения и требования к точности измерений;
метод оценки результатов контроля.
1.4-1.6. (Измененная редакция, Изм. N 1).
1.7. На предприятиях и в строительных организациях следует разрабатывать стандарты предприятия, карты и ведомости контроля и другие технологические документы на процессы и операции контроля, определяющие для конкретных объектов контроля размещение постов контроля по технологическому процессу, исполнителей, объем и содержание работ по контролю, методики и схемы измерений, правила сбора, обработки и использования информации о результатах контроля.
1.8. Нормативно-технические и технологические документы, устанавливающие правила контроля точности, должны проходить метрологическую экспертизу в соответствии с требованиями стандартов Государственной системы обеспечения единства измерений.
2. НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ
2.2. Сплошной контроль следует назначать:
при небольших объемах производства, когда выборочный контроль неосуществим;
при нестабильном характере производства, в том числе в период наладки технологических процессов;
при повышенных требованиях к обеспечению заданной точности, связанных с необходимостью применения выборок большого объема.
2.3. Выборочный контроль следует назначать при налаженном стабильном производстве, когда обеспечена статистическая однородность технологического процесса.
2.4. При выборочном методе преимущественно следует применять контроль по альтернативному признаку.
Контроль по количественному признаку применяют для наиболее ответственных параметров, когда их количество невелико и имеется необходимость в дальнейшей отработке процесса, а также, если по условиям производства целесообразно сократить объем выборок по сравнению с контролем по альтернативному признаку. Этот метод применим, когда контролируемые параметры независимы друг от друга и имеют нормальное распределение.
2.5. Инспекционный контроль следует проводить с применением методов, установленных в соответствующих нормативно-технических документах для приемочного контроля.
2.6. Виды, методы и объекты контроля по стадиям производства приведены в приложении 1.
3. СПЛОШНОЙ КОНТРОЛЬ
3.1. При сплошном контроле точность данного геометрического параметра проверяют в каждом объекте контроля (единице продукции).
3.2. Контроль проводят по мере завершения соответствующих технологических операций или выпуска готового изделия, либо после формирования партий продукции или выполнения определенного объема строительно-монтажных работ.
3.3. Контрольными нормативами при сплошном контроле являются верхнее и нижнее предельные отклонения от номинальных размеров или от номинального положения ориентира, точки прямой или плоскости, определяющие требования к точности контролируемого параметра.
В отдельных случаях контрольными нормативами могут быть наибольший или наименьший предельные размеры.
3.5. Объект контроля считают годным по данному контролируемому параметру, если соблюдено одно из следующих условий:
 ; (1)
; (1)
 . (2)
. (2)
3.6. В целях сокращения трудоемкости контроля, проверка соблюдения условий (1) и (2) может производиться без определения количественных значений и с помощью предельных калибров или шаблонов.
3.3-3.6. (Измененная редакция, Изм. N 1).
4. ВЫБОРОЧНЫЙ КОНТРОЛЬ
4.1. При выборочном контроле точность данного геометрического параметра проверяют по установленному плану контроля в выборке, состоящей из определенного количества объектов контроля (единиц продукции) в общем объеме партии (в потоке) продукции или в объеме выполненных работ.
Возможность применения эффективного выборочного контроля устанавливают на основе результатов статистического анализа точности по ГОСТ 23615-79.
4.2. Для контроля формируют случайные выборки в соответствии с требованиями ГОСТ 18321-73.
При контроле точности разбивочных работ и установки элементов выборку составляют из определенного количества закрепленных в натуре ориентиров или установленных элементов из их общего числа, входящего в принимаемый за партию объем строительно-монтажных работ.
Может быть принят одноступенчатый или двухступенчатый способ контроля, которые равнозначны по получаемой оценке.
При этом планы контроля устанавливают в соответствии с приложением 2 в зависимости от условий производства и приемочного уровня дефектности, принятого для данного контролируемого параметра с учетом приложения 3.
В обоснованных случаях допускается применение других планов контроля по ГОСТ 18242-72*.
* На территории Российской Федерации действует ГОСТ Р 50779.71-99 (здесь и далее).
(Измененная редакция, Изм. N 1).
4.4. При контроле по альтернативному признаку определяют количество дефектных объектов контроля (единиц продукции) в выборке путем ее сплошного контроля в соответствии с разд.3.
(Измененная редакция, Изм. N 1).
Правила контроля по количественному признаку назначают в соответствии с ГОСТ 20736-75*.
* На территории Российской Федерации действует ГОСТ Р 50779.74-99 (здесь и далее).
4.7. Отклонение при выборочном контроле партии могут быть предъявлены для сплошного контроля.
Сплошной и не сплошной контроль качества
Сплошной контроль применяется в тех случаях, когда технологический процесс не обеспечивает достаточной стабильности заданных размеров и других параметров качества продукции; при неоднородности качества материалов или комплектующих изделий; после технологических операций, от которых в значительной мере зависят точность или другие качественные показатели изделия (например, после чистового шлифования направляющих станины прецизионного станка, после растачивания отверстий под подшипники в корпусе редуктора и т. п.) а также при проверке сложной или точной готовой продукции. Следует учесть, что сплошной контроль деталей на рабочем месте самим рабочим не всегда экономически оправдан, так как при этом рабочий будет на значительное время отвлекаться от своих основных обязанностей — непосредственного выполнения операции и наблюдения за ходом технологического процесса.
По-иному обстоит дело при использовании выборочного метода контроля. Здесь рабочий-оператор имеет возможность больше уделять внимания вопросу поддержания стабильности технологического процесса, обеспечивая, таким образом, бездефектную работу. При выборочном контроле особое значение имеет определение оптимальной выборки — количества проверяемых деталей из каждой партии.
При обычном выборочном контроле ее размер определяется на основании анализа ряда выборок из различных партий данного наименования детали без расчетного обоснования. Для более точного и обоснованного определения размера выборки (при котором учитывается точность проверяемого параметра, состояние оборудования и оснастки, квалификация рабочего и другие факторы, определяющие качество работы) применяется статистический метод контроля, при котором количество деталей из партии, подлежащих проверке, определяется расчетным путем. Статистический контроль применяется главным образом при проверке крупных партий деталей.
Однако необходимо иметь в виду, что выборочный метод контроля обработанных деталей может обеспечить достаточную информацию об их качестве лишь при хорошо налаженном и стабильном технологическом процессе. Вместе с тем данный метод является наиболее целесообразным при организации контроля на рабочих местах, внедрении бездефектной работы и личных клейм.
Необходимо при внедрении выборочного контроля создать все условия (нормальную работу станка, своевременную заточку инструмента, идентичные припуски и однородность качества материала заготовок и т. п.) для получения максимальной стабильности размеров и других качественных показателей обработанных деталей, иными словами, обеспечить все предпосылки для успешного применения метода выборочного контроля операторами на рабочих местах.
Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.).
Если несколько последовательных операций органически связаны между собой, то их проверку целесообразно осуществлять одновременно — групповым методом, сокращающим трудоемкость контроля.
2.3. Надежность системы контроля качества изделий
Система контроля – это совокупность средств контроля и исполнителей, взаимодействующих с объектом контроля по правилам, установленным соответствующей документацией (ГОСТ 16504 – 81). Функцией такой системы является обнаружение и правильная оценка каждого дефекта, измеряемый параметр которого X равен или превышает значение X0, установленное нормативно-технической документацией. В результате контроля в изделиях, признанных годными, не должно быть недопустимых дефектов (с параметрами X ≥ X0), но при этом должны быть забракованы только те изделия, в которых имеются недопустимые дефекты. Невыполнение системой контроля своей функции правильной оценки годности изделия называется отказом системы.
К отказам системы можно отнести неправильное причисление в годную партию изделий, содержащих недопустимые дефекты. Это так называемая недобраковка. Другим отказом системы является перебраковка, т.е. ложное забракование изделия.
Вероятность недобраковки обозначают F, а перебраковки – β. Эти вероятности часто используют для оценки работоспособности системы контроля, ее надежности, достоверности, эффективности.
Показатели надежности характеризуют способность продукции к сохранению работоспособности при соблюдении определенных условий эксплуатации и технического обслуживания. Одним из количественных показателей надежности является вероятность безотказной работы, которая для системы контроля выражается формулой
Последствия недобраковки и перебраковки различны, поэтому различны и критерии решения задач оптимизации системы контроля. Наиболее часто критерием оптимальной системы считается минимум среднего риска, оцениваемый функцией:
где с1 и с2 – стоимость перебраковки и недобраковки, р.
Для критерия «идеального наблюдателя» стоимости с1 и с2 считаются равными, тогда оптимальная система контроля обеспечивает и минимум среднего риска, и максимум вероятностного показателя надежности G, вычисленного по формуле (2.1).
В качестве параметра функции R обычно выбирают уровень браковки X0. Расчет и эксперимент показывают, что функция R(X0) при прочих равных условиях имеет четкий минимум, который используют для установления браковочного уровня, в равной мере устраивающего поставщика (он заинтересован в минимуме перебраковки), и заказчика (он заинтересован в минимуме недобраковки).
При контроле особо ответственных изделий, последствия выхода из строя которых несоизмеримы ни с какими затратами на перебраковку, выбирают другой критерий решения задачи опти мизации системы контроля. Например, в судостроении для ответственных изделий принят критерий достижения заданного уровня надежности, оцениваемый показателем G0 = 1 − F (вероятность отсутствия недобраковки).
Одним из путей повышения надежности НМК является уменьшение погрешностей оценки параметра X. Другим путем является временное (на момент контроля) снижение границ допуска, т.е. фиксация более мелких дефектов с последующим дополнительным анализом брака. При акустическом и токовихревом методах контроля это выражается в повышении поисковой чувствительности, но при контроле изделий на уровне X ≤ X0 возрастает перебраковка. Для ее уменьшения повторно проверяют забракованную партию или дополнительно оценивают зафиксированные дефекты.
Таким образом, удается добиться достаточно высокого уровня показателя надежности G0 = 0,997 при незначительном (до 5%) увеличении дополнительных затрат, связанных с повышением надежности системы контроля.
2.4. Сравнение разрушающих и неразрушающих методов контроля
Ниже приводятся перечни преимуществ и недостатков неразрушающих и разрушающих методов контроля. Перечень был впервые составлен
Что такое сплошной контроль
Контроль сплошной
Контроль качества продукции должен быть организован так, чтобы принималась большая часть изделий, удовлетворяющих по всем качественным признакам требованиям нормативно-технической документации (НТД), то есть стандартам и техническим условиям. В то же время с высокой вероятностью должна быть забракована вся продукция, не удовлетворяющая указанным требованиям, хотя бы по одному признаку. Достичь этого можно, применяя сплошной или выборочный контроль. В наиболее ответственных случаях не должно быть пропущено ни одной дефектной единицы продукции. Тогда применяют 100 процентный контроль. Но пропуск негодной продукции при этом не исключен. При сплошном контроле, когда необходимо проверять большое число изделий, у контролеров быстро наступает усталость, притупляется восприятие, ослабевает внимание и увеличивается количество ошибок в измерениях. При выборочном контроле объем работы резко уменьшается, контролер может более спокойно, сосредоточенно и ответственно провести контрольную операцию. Важны и экономические соображения в пользу выборочного контроля. Сплошной контроль продукции трудоемок и численность контролеров для его осуществления может достигать 20-50 % численности персонала фирмы. В ряде случаев при разрушающем контроле он принципиально не может быть сплошным, так как станет при этом экономически бессмысленным. (Например, проверка прочности кирпичей на сжатие) [5]. [c.174]
Аудиторская организация может проверить точность отражения в бухгалтерском учете сальдо и операций по счетам или проверить средства системы контроля сплошным образом, если число элементов проверяемой совокупности настолько мало, что применение статистических методов не является правомерным, либо если применение аудиторской выборки является менее эффективным, чем проведение сплошной проверки. [c.259]
Как осуществлять контроль продукции Обычно используются два метода при сортировке продукции на продукцию удовлетворительного и неудовлетворительного качества. Первый — метод сплошного контроля, второй — метод выборочного контроля. Сплошной, или 100%-ный, контроль требует, чтобы каждый образец произведенной продукции был проверен. Все дефектные детали бракуются, а годные принимаются. Хотя теоретически сплошной контроль должен сводиться к браковке дефектных деталей и к принятию деталей, не имеющих дефектов, квалификация контролеров и условия выполнения этого вида контроля не всегда удовлетворяют необходимым требованиям. Следовательно, такой метод контроля является не только дорогим и требующим больших затрат времени, но может привести к неправильным результатам, когда годная продукция будет забракована, а негодная принята. [c.16]
Классификация хозяйственных операций на типичные и нетипичные, производимая аудитором в зависимости от особенностей функционирования предприятия, периодичности повторения операций, их объемов, сложности организации учета и контроля. Эта классификация используется для определения состава аудиторских процедур и метода контроля (сплошной или выборочный). [c.91]
Контроль и испытания должны осуществляться на минимальном уровне, необходимом для управления выпуском продукции. Важно, чтобы регистрировался минимум информации, необходимой для обеспечения существующего уровня качества и для ведения контрольных карт. Форма и тип информации будут зависеть от принятых процедур, которые устанавливают вид контроля — сплошной или выборочный. В некоторых случаях собираемая информация определяется требованиями потребителя и является предметом переговоров с ним. [c.142]
Аудиторская организация может проверить верность отражения в бухгалтерском учете сальдо и операций по счетам или проверить средства системы контроля сплошным образом, если число элементов проверяемой совокупности настолько мало, что применение статистических методов не является правомерным, либо если применение аудиторской выборки является менее эффективным, чем проведение сплошной проверки. В сегодняшних условиях необходимо признать, что в большинстве случаев, когда не представляется возможным или кажется нецелесообразным проверять все 100% генеральной совокупности, аудиторы применяют нестатистический метод отбора, при котором выбор элементов, подлежащих проверке, производится основываясь на профессиональных суждениях аудитора. Размер выборки должен находиться в зависимости от величины существенности. Чем ниже ее величина, тем больше необходимый размер выборки. [c.217]
КОНТРОЛЬ СПЛОШНОЙ — контроль, проводимый на основе исследования и анализа совокупности в целом. [c.305]
Виды контроля условий и охраны труда на предприятии многообразны. Контроль может быть выборочным, сплошным, аттестационным, плановым, внеплановым и т. д. [c.282]
По полноте охвата сплошной и выборочный. При сплошном контроле качество каждой единицы продукции проверяется с одинаковой полнотой. Если продукция измеряется не в дискретных, а в непрерывных измерителях, то контролируется обычно партия или определенный объем этой продукции, например заправка, загрузка. Выборочный контроль — контроль проб, взятых из партии или потока продукции. Под выборкой понимается определенное количество продукции, взятой из исследуемой совокупности. [c.122]
Эти задачи решаются в процессе оперативной работы складов, включающей ряд самостоятельных функций, к выполнению которых предъявляются определенные требования. При приемке материальных ценностей фактическое их количество и качество должны быть проверены и сопоставлены с данными сопроводительных документов.В зависимости от рода грузов количественная проверка проводится сплошным или выборочным методом. Качественную проверку осуществляет отдел технического контроля в соответствии с принятым общим порядком. Забракованные грузы временно остаются на хранении на складе. [c.335]
Контроль может быть сплошной и выборочный при первом контролируют всю вырабатываемую продукцию, втором — часть продукции в определенные промежутки времени. Сплошной контроль трудоемок, усложняет и замедляет производственный процесс. [c.60]
На нефтеперерабатывающих и нефтехимических предприятиях для идентификации качества сырья и продукции проводят сплошной контроль определенных партий (резервуаров). Выборочный контроль осуществляют периодически, отбирая пробы через определенные промежутки времени и обработки их в лабораториях. По результатам анализов в технологический режим вносят те или иные изменения, чтобы вырабатывать продукцию в соответствии с межцеховыми нормами. [c.60]
К учетным источникам информации относится бухгалтер скип учет и отчетность, а также выборочные учетные данные. Такое деление учетной информации зависит от назначения и целей анализа, особенностей анализируемого объекта. Основным источником информации являются бухгалтерский учет и отчетность. С помощью бухгалтерского учета системно на основании документов отражаются все происходящие на предприятии хозяйственные операции. Это позволяет наиболее полно отразить и обоснованно обобщить хозяйственные средства и источники их обеспечения по местам нахождения и направлениям использования, а также сгруппировать учетные данные с таким расчетом, чтобы можно было осуществить контроль за сохранностью социалистической собственности, выявить, измерить, оценит ) и отразить с помощью бухгалтерских записей появившиеся по объектам отклонения по месту их возникновения. С помощью методов сплошного и непрерывного наблюдения, систематизации хозяйственных операций по направлениям достигается объективная количественная и стоимостная характеристика многообразных хозяйственных операций, которые учитываются строго па основании документов, являющихся, так же как и бухгалтерская отчетность, источником анализа. [c.31]
Объем контроля определяется исходя из назначения продукции, существующих методов контроля (их точности, сложности, доступности), степени новизны продукции. Контроль может быть по объему сплошным, выборочным, эпизодическим (инспекционным). [c.93]
Решение о принятии или забраковке партии в целом определяется числом дефектных изделий в выборке. Когда это число больше заданного, партия бракуется. Принятые партии принимаются контролером и направляются на склад или на дальнейшую обработку. Забракованные партии подвергаются сплошной разбраковке для изъятия дефектных изделий или. (при материаловедческом, приемочном контроле) возвращаются поставщику. [c.95]
Применяя метод непрерывной выборки, необходимо соблюдать некоторые меры предосторожности. При низком уровне качества в ходе производственного процесса метод непрерывной выборки обязывает переходить к сплошному контролю. Высокий уровень качества необходимо поддерживать в ходе производственного процесса. При методе непрерывной выборки есть риск ошибочно пропустить дефектные изделия, особенно если средний уровень качества в ходе процесса подвержен резким колебаниям, нестабилен. Этот риск присущ всем видам выборочного контроля, но особенно данному методу. [c.96]
Сплошной контроль ведется, пока подряд не будет принято 225 изделий. Когда в 225 изделиях не будет обнаружено ни одного дефектного изделия, от сплошного контроля переходят к выборочному, при котором проверяют лишь одно изделие из 10. С этой целью из каждой группы в 10 только что выработанных изделий отбирают одно изделие, придерживаясь принципа случайного отбора. [c.96]
Проверка одного изделия из 10 продолжается до момента обнаружения дефектного изделия. После этого вновь переходят к сплошному контролю, который длится до тех пор, пока снова не будет принято подряд 225 изделий, [c.96]
В бухгалтерском учете основанием для счетных записей служат надлежаще оформленные документы. Ни одна операция не может быть отражена в бухгалтерском учете без составления документа установленной формы, в противоположность статистике, в которой может применяться и устный опрос. Сплошное документирование хозяйственных операций является важным средством контроля за правильностью и законностью совершаемых операций, за сохранностью социалистической собственности. Без своевременной, полной и доброкачественной документации невозможна правильная постановка бухгалтерского учета, невозможно осуществление его контрольных функций, особенно по обеспечению сохранности социалистической собственности. [c.12]
Бухгалтерский учет есть балансовое обобщение в денежной оценке кругооборота хозяйственных средств в процессе расширенного социалистического воспроизводства для контроля за его развитием путем непрерывной сплошной и документально оформленной регистрации способом двойной записи. [c.13]
В бухгалтерском учете основанием для счетных записей служат надлежаще оформленные документы. Ни одна операция не может быть отражена в бухгалтерском учете без составления документа установленной формы, в противоположность статистике, в которой может применяться и устный опрос. Сплошное документирование хозяйственных операций— важное средство контроля за правильностью и законностью совершаемых операций, за сохранностью социалистической собственности. Без своевременной, полной и доброкачественной документации невозможна правильная постановка бухгалтерского учета, невозможно осуществление его контрольных функций, особенно по обеспечению сохранности собственности хозяйственного органа. Четвертая, наиболее характерная, особенность метода бухгалтерского учета состоит в применении системы счетов текущего учета для отражения на них хозяйственных операций методом двойной записи. В бухгалтерском учете для каждой качественно однородной группы хозяйственных средств и процессов открывается (заводится) специ-ю [c.10]
По охвату объектов контроля различают сплошной и выборочный контроль. При первом подвергаются проверке все контролируемые объекты, при второй — только некоторая часть их. Выборочный контроль неизбежен, когда контрольные операции связаны с уничтожением объекта контроля. [c.107]
В зависимости от степени охвата контролируемой партии продукции контроль может быть сплошным и выборочным [7.С.137]. [c.173]
При сплошном контроле решение о качестве партии принимается по результатам проверки каждой единицы товара. [c.173]
Все забракованные партии подлежат сплошному контролю. [c.175]
Пусть в партии N единиц продукции, из которых D являются дефектными. Уровень дефектности q = —. При сплошном контроле можно установить [c.177]
| Рис. 7.1. Идеальная оперативная характеристика при сплошном контроле по правилу q | 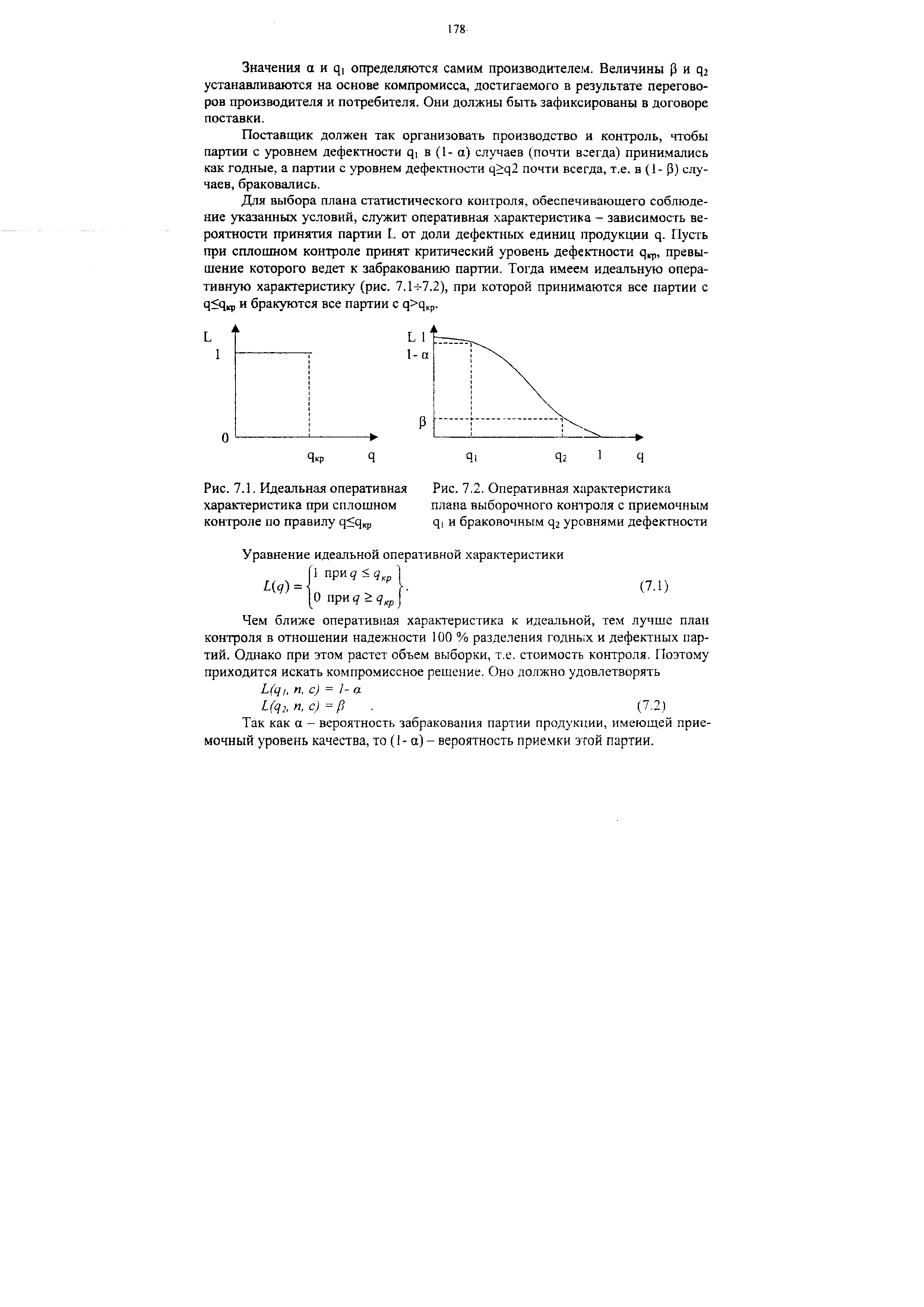 » » |
Провести сплошной контроль оставшейся части партии (если х > с). [c.181]



