Справочник | Лесоматериалы | Деревянное строительство
Вы здесь
Сращивание и сплачивание древесины
Сращивание широко применяется для получения длинных брусьев, при строительстве каркасов мебели, соединении плинтусов, изготовлении царг для крышек стола и т.п. Наибольшее распространение получило зубчатое соединение (как наиболее прочное), образующее большую площадь склеивания. Полуторцы деталей сращивают у плинтусов при обвязке панелей, т. е. у деталей, которые не испытывают значительной нагрузки. Прирезку осуществляют в разметочном ящике (стусле) под углом 45°, Более острый угол применяют при увеличенной нагрузке, особенно на изгиб.
Детали, испытывающие нагрузку на растяжение, сращивают открытым шипом «ласточкин хвост». Детали с опорой внизу, которые испытывают усилия, стремящиеся сместить их в разные стороны, сращивают на вставной круглый шип. При замене деталей в изделии применяют их дотачивание, которое выполняют способом сращивания или наращивания в зависимости от формы детали в сечении (рис. 2).
 |
| Рис. 1. Соединение древесины способом сращивания по длине : а — торцевое; б — на «ус»; в — зубчатое. |
 |
| Рис. 2. Дотачивание деталей по длине и высоте : а — в полдерева; б — косым прирубом; в — в прямой накладной замок; г — в косой накладной замок, д — в прямой натяжной замок; е — в косой натяжной замок; ж — впритык; з — впритык с потайным шипом; и — впритык с торцевым гребнем; к — впритык со вставным шипом (штырем); л — в полдерева с креплением болтами; м — в полдерева с креплением полосовым железом; н — в полдерева с креплением хомутами; о — с косым прирубом и креплением хомутами; п — впритык с накладками. |
 |
| Рис. 3. Соединение древесины способом сплачивания по ширине кромки: а — на гладкую фугу; б — в четверть; в — в прямоугольный паз и гребень по кромке; г — в трапецеидальный паз и гребень по кромке; д — в паз и рейку. |
Сплачивание применяют в тех случаях, когда необходимо соединить столярный материал по ширине кромки в щиты или блоки (рис. 3). Наиболее распространенным методом сплачивания является сплачивание на гладкую фугу. При этом кромки стыкуемых участков плотно прифуговывают по всей длине и сжимают на клею. Кроме этого простого способа, применяется также сплачивание на фугу и вставные круглые или плоские шипы. Сплачивание в четверть выполняют насухо, без клея, причем губка четверти, выходящей на нелицевую сторону, должна быть на 0,5 мм уже губки, выходящей на лицевую сторону. Сплачивание в паз и гребень выполняют на клею и без него. Сплачивание в паз на рейку при точной прифуговке стыкуемых участков и качественном склеивании является наиболее прочным и экономичным, так как для гребня материал отбирают из отходов древесины.
Pereosnastka.ru
Обработка дерева и металла
Сплачивание. При сплачивании увеличивают ширину изготовляемой детали путем соединения в одно целое отдельных досок или брусьев, называемых делянками. Пользуются сплачиванием для изготовления щитов (крышки табурета, стола, филенки).
Существует несколько различных видов сплачивания.
Сплачивание впритык прямыми кромками и в ножовку производится чисто профугованными кромками, которые по всей длине намазывают клеем и затем сжимают. Для проверки плотности фуги делянки следует наложить одну на другую отфугованными кромками, так, чтобы по фуге на нижней делянке получилась ступенька шириной в половину ширины кромки. При рассмотрении фуги с освещенной сверху стороны всякая неровность будет выступать в виде темной линии или штриха.
Сплачивать на фугу можно вставными плоскими и круглыми шипами. Диаметр круглых шипов должен быть не более половины толщины делянок, длина — в 3—4 раза больше толщины, а расстояние между шипами — 100— 150 мм. Толщина плоского шипа должна составлять 1/3 толщины делянок, длина— вдвое, а ширина — в 1—2 раза больше толщины.
При сплачивании в четверть в обеих соединяемых досках делают продольные боковые вырезы (четверти). Глубина и ширина четверти должны быть равны половине толщины делянок. Для более плотного сплачивания губку четверти, выходящую на обратную, тыльную сторону, иногда делают уже на 0,5 мм. Сплачивание, связанное с отборкой четвертей, вызывает излишний расход древесины.
Сплачивание во фриз выступом в виде карниза производится так же, как и в четверть.
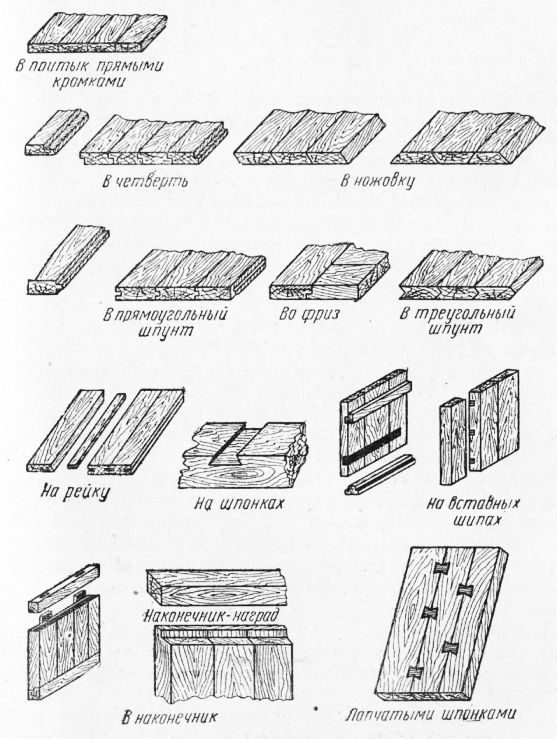
Рис. 1. Виды сплачивания
При сплачивании в прямоугольный шпунт в кромке одной доски выбирают посередине вдоль кромки паз шириной в 1/3 толщины доски, а в кромке другой доски — выступ (гребень), по размерам немного меньший размера паза. Гребень одной доски входит в паз другой доски.
При сплачивании в треугольный шпунт паз и гребень делают не прямоугольными, а треугольными. На одной кромке выбирают паз шириной и глубиной не более 1/3 толщины делянки, на другой делают соответствующих размеров гребень. Ребра гребня слегка заоваливают, так как прямой гребень плохо входит в шпунт.
Сплачивание в шпунт и гребень также вызывает излишний расход древесины.
В целях экономии деревесины во всех кромках делают только пазы, а гребень заменяют вставной рейкой, которая одной половиной входит в один паз, а другой половиной — в другой. Такое соединение называется сплачиванием на рейку. Ширина шпунта и толщина рейки должны быть равны Vs толщины сплачиваемых досок.
При всех способах щиты сплачивают из делянок шириной не более 100 мм, так как широкие делянки больше коробятся. Сплачиваемые делянки следует располагать годичными слоями в разные стороны, чтобы они находились под углом друг к другу, а склеиваемые кромки по возможности были или заболонными или ядровыми.
Для уменьшения коробления щиты сплачивают на шпонках, в наконечник или обвязывают рамкой.
Когда щиты сплачивают на шпонках, то в собранном щите на его обратной стороне выбирают поперек досок пазы глубиной в 1/з толщины доски. Пазы имеют в поперечном сечении форму трапеции, по длине они несколько суживаются к одному концу. В пазы заколачивают шпонки (бруски) без клея или с клеем, нанесенным на один конец шпонки.
Выбирая пазы для шпонок вручную, сначала делают на нужную глубину пропилы, а затем грунтубелем или стамеской от узкого конца пропила к широкому выбирают древесину.
Пазы выбирают и на фрезерных станках концевой фрезой за два прохода в шаблоне, имеющем смещение на угол скоса шпонки.
Иногда для лучшего сплачивания досок пазы располагают узкими сторонами в разные стороны. Шпонки должны несколько ьыступать над поверхностью либо быть заподлицо со сплачиваемым щитом.
При сплачивании в наконечник (или в наград) на торцах щита нарезают гребень, а в насадочном бруске, называемом наградой или наконечником, вырезают паз (шпунт). Толщина гребня должна быть равна 1/3 толщины щита. Иногда вместо гребня делают шипы.
Наконечники насаживают на гребни заподлицо с пластью переклейного щита. Сплачивать щиты с наконечниками можно для тех изделий, которые будут находиться в более или менее постоянных влажно-температурных условиях. При значительных изменениях влажности делянки щита с наконечниками будут усыхать поперек волокон во много раз больше, чем наконечники вдоль волокон, и тогда в щите образуются трещины. Для предупреждения этого следует наконечники приклеивать только посередине их длины или наколачивать их на гребень и шипы без клея. Щиты с такого рода соединениями применяют для крышек столов, чертежных досок.
Чтобы уменьшить коробление щитов, их обвязывают рамкой с пазами или фальцами. Для этого щит вставляют в рамку без клея, так как при усыхании щита клей способствует образованию трещин. На случай разбухания щита между его кромками и дном паза или фальца оставляют зазор до 2 мм. Чтобы устранить подвижность щита в рамке, в зазор вставляют прокладки из резины. Иногда щит с торцов прикрепляют к рамке шпильками, чтобы при усыхании сдвиг его частей был одинаковым с обеих сторон.
Рамка с фальцами более удобна, чем с пазами. Вставленный в фальцы щит закрепляют раскладкой. Это дает возможность при смене щита или его ремонте не разбирать рамку.
Сращивание. Сращивание — это торцовое соединение, применяемое для увеличения длины изготовляемых деревянных деталей.
Детали, не испытывающие нагрузки, например плинтусы, сращивают полуторцами, в косой стык. Это делается косой прирезкой под углом 45°. Для точности прирезки рекомендуется пользоваться стуслом.
Детали, несущие нагрузку, сращивают на более острую косую прирезку — косой ус с гребнем по всей длине уса или с небольшими потемками с обоих концов соединения. Такое соединение очень прочное, особенно при сращивании криволинейных деталей в местах изгиба, например царги гнутого стула.
Детали, испытывающие поперечное сжатие, сращивают прямой накладкой вполдерева (соединение с прямым стыком) и крепят двумя нагелями. Для большей прочности накладки вполдерева делают с косым стыком, а для предупреждения смешения торцы обрабатывают под углом.
Прочные соединения при сращивании дают клиновый замок, простой накладной замок и усовое соединение.
В деталях, требующих повышенной прочности, длина усово-го соединения должна быть не менее восьмикратной толщины.
Более прочное сращивание получается при помощи шипов. Наибольшее распространение получило сращивание клиновидным или зубчатым шипом. При этом виде сращивания образуется большая площадь для склеивания полуторцов, обеспечивается прочное соединение и более экономное использование древесины. Клиновидное соединение может выполняться как по ширине детали, так и по ее толщине.
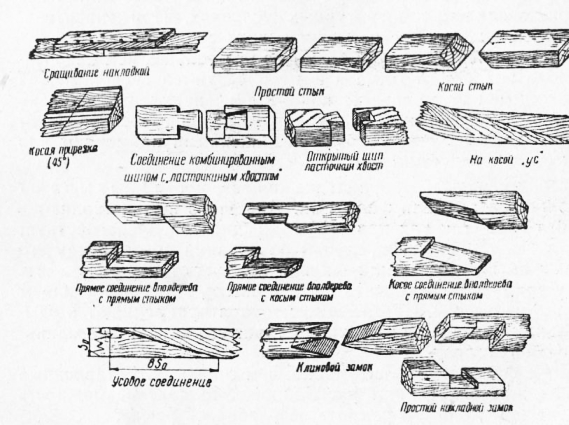
Рис. 2. Сращивание накладкой, в стык и врубками
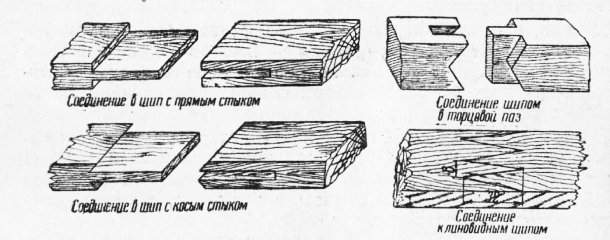
Рис. 3. Сращивание шипами
Детали, испытывающие растяжение, сращивают открытым шипом «ласточкин хвост», но это сращивание требует снизу опоры. Сращивание вполдерева и на комбинированный шип с ласточкиным хвостом опоры снизу не требует.
Шип «ласточкин хвост» можно зарезать вручную и на станках. При машинной обработке шип и проушины получаются закругленными и для сращивания не применяются.
Сращивание цельным шипом может быть в шип с прямым стыком, с косым стыком, а также двойным шипом. Размеры и форма цельного шипа зависят от размеров и формы поперечного сечения сращиваемой детали. Более прочное сращивание получается прямым шипом с заплечиками в торцовый na:i.
Наращивание. Это способ соединения в длину по вертикали, при котором один элемент служит продолжением другого.
При наращивании используют квадратный или прямоугольный цельный шип, а также круглый вставной. Круглый шип делают толщиной, равной половине диаметра круглой детали или половине ширины более узкой его пласти прямоугольного сечения.
Виды сращивания древесины, технологический процесс и оборудование
Сращивание древесины по длине все чаще применяют для изготовления крупных деталей из дерева. Это позволяет значительно экономить сырьё. Помимо экономии материалов, такой способ позволяет также улучшить потребительские качества древесины – она меньше подвержена деформациям. Использование высококачественного клея дает возможность склеивания кусочков дерева без видимых швов, что создает иллюзию цельного бруса или доски.
Технологические особенности сращивания
Соединение деталей по длине называют сращиванием. Выбирают способ сращивания доски в зависимости от того, где будут применяться изготовленные из нее детали. Например, при изготовлении плинтуса, который не несет на себе никакой нагрузки, доску сращивают на ус: торцы соединяемых досок обрезаются под углом 45 градусов и соединяются внахлест с помощью клея. Существует несколько способов сращивания:

а — ступенчатое; б — на ус с затуплением; в — ступенчатое с выступом; г — ступенчатое на ус с затуплением; д — ступенчатое с выступом и клиньями; е — ступенчатое на ус с затуплением и клиньями; ж — впритык.
Для изделий, которые будут испытывать серьезные нагрузки при эксплуатации, применяют сращивание на шип (клиновидный или зубчатый). При этом за счет увеличения площади склеиваемых деталей соединение получает повышенную прочность, экономично используется дерево.
Все дефекты на коротких обрезках сращиваемых досок удаляются – так получают черновые заготовки для сращивания. Далее их соединяют в ламели нужной длины, используя соединение на микро-шип. Нарезка микро-шипов производится с помощью специальных фрез на шипорезных агрегатах. В результате получают соединение, обладающее способность к самозаклиниванию под действием пресса с сохранением полученного эффекта. Процесс подвергается контролю по ГОСТ 6449, 1 – 82 «Изделия из древесины и древесных материалов. Поля допусков для линейных размеров и посадки».

Автоматическая линия сращивания OptiCut 200
С помощью технологии продольного сращивания из второсортного сырья получают заготовки нужной длины и высокого качества. Для продольного сращивания применяют автоматические или полуавтоматические линии, самые известные из них следующие: Dimter, Paul, Irion, Reinhardt, Grecon, Ledinek. При этом необходимо соблюдать следующие требования:

Сращивание заготовок радиального распила

Сращивание заготовок радиального и тангетального распила
Основные виды дефектов
Качественное соединение обеспечивает сращенной ламели прочность исходного дерева и не должно быть сильно заметным. При нарушении технологии или невнимательности оператора, в готовой продукции, полученной с линии сращивания, могут присутствовать следующие дефекты:
Все сращенные заготовки должны вылежаться в течение двух-трех дней, чтобы используемый клей успел полимеризоваться и приобрести рабочие качества. После выдержки заготовки подвергают чистовой обработке и получают из него полностью готовую для применения продукцию. Ассортимент готовой продукции может включать в себя окрашенные половые рейки, наличники, плинтуса, клееный брус или клеёные щиты.
Использование автоматических и полуавтоматических линий сращивания позволяет найти применение несортовой или неразмерной древесине и значительно расширить ассортимент выпускаемой продукции.
Выбор схемы сращивания в зависимости от нагрузки на готовое изделие
 Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Для изделий, рассчитанных на растягивающие нагрузки, применяют соединения накладной замок (зубчатый или простой). Для его выполнения на соединяемых заготовках вырезают углубления и выступы. Схема зубчатого накладного замка позволяет достичь высокой прочности соединения, которая выдерживает сжимающие, растягивающие и боковые нагрузки.
Соединение «двойной сковородень» — прямая накладка с шипом, называемым ласточкин хвост. Показывает высокую прочность при разных нагрузках – боковых смещениях, растяжении и сжатии.
Схема соединения «сдвижной замок» в виде накладки со скошенным упором способна придать прочность изделию, подвергающемуся растяжению и поперечным нагрузкам.
Существует схема, при которой добиваются повышенной жесткости конструкции накладных замков, вбивая дополнительные клинья между выступами. Называют такие замки натяжными. Делают их либо разъемными, либо склеивают. Разъемные натяжные замки следует проолифить или покрасить, что поможет защитить замок от влаги.
Выбор сырья для получения клееных пиломатериалов
Качество конечной продукции напрямую связано с качеством сырья. Несмотря на то, что клееная древесина подразумевает использование несортовых отходов, для большего выхода качественной продукции все-таки существуют критерии отбора к сырью. Склеить можно и опилки, но тогда это будет совсем другая продукция. Поскольку нашей задачей является получение качественных пиломатериалов, то с целью снижения себестоимости при выборе сырья надо придерживаться определенных норм:
Правильная технология сращивания включает в себя весь цикл производства. Имеет значение все, начиная от правильно отведенных мест под сырье и полуфабрикатов до количества и качества изготовленной продукции и процента отходов.
Технологические циклы процессов сращивания древесины
Весь цикл включает в себя следующие этапы:
Пиломатериал после сортировки и сушки до влажности 8-16% поступает в цех для производства сращенной древесины. Существует поставка в пакетах древесины с прокладками и без таковых. При поставке пакетов с прокладками, возникает необходимость введения дополнительной операции – снятие древесины с прокладок. В конкретном случае все зависит от выбранной технологии.
Следующий этап – черновая обработка. Необходима для выравнивания поверхностей со всех сторон. Основная задача – убрать неровности, возникшие в процессе сушки пиломатериала от коробления. После проведения черновой обработки допускаются мелкие дефекты в виде недостаточно качественной простружки. Далее убираем те дефекты, которые повлияют на качество конечного изделия. Получаем новую, готовую к дальнейшей обработке ламель.
В зависимости от того, какой вид продукции предполагается получить на выходе, технолог дает указание на характер дефектов, которые должны быть вырезаны из заготовок, либо отсортированы на получение более дешевых материалов. Так, клееная древесина под покраску может содержать большее количество дефектов, чем высококачественный клееный брус или щит:

Допустимые дефекты древесины для производства клееного бруса под покраску
Торцовка ламелей происходит в автоматическом или полуавтоматическом режиме. Автоматический режим предполагает раскрой деталей по заданной программе. При работе в полуавтоматическом режиме, задача оператора станка распределить в какой карман направить ту или иную ламель для торцевания.
Для того чтобы использовать древесину по максимуму, ламели с дефектами склеивают по технологии – одна сторона готовой продукции (лицевая) не должна содержать дефектов, а все дефекты должны оказаться на изнаночной стороне изделия. Для этого важно не ошибиться при компоновке сращиваемого материала. Также поступают при наличии обзола. Укладывают ламели так, чтобы все детали с обзолом оказались на одном из торцов готового изделия.
В цеху для каждого сорта ламелей должно быть специально отведенное место складирования.
Все полученные ламели складываются по сортам на поддоны и подписываются. Такой подход позволяет четко отслеживать процесс производства. Сращивание ламелей производится только после накопления объемов, достаточных для работы смены. В иных случаях это нерационально, так как требует много лишних операций по перестановке оборудования и сырья.
В производстве клееного бруса неизбежно возникают потери при нарезке шипов для соединения и при обрезке сращенных ламелей в готовый размер. Гораздо выгоднее изготавливать продукцию большей длины, поскольку при этом значительно сокращается количество отходов.
Наращивание и сращивание при рубке деревянных домов и бань

Наращивание — подразумевается удлинение методом соединения вертикальных частей деревянной конструкции, сращиванием соответственно считается соединение горизонтальных элементов.
При строительстве деревянного дома наращивание используется чаще всего при монтаже стоек, стропил, а сращивание – балок, перил.
Для того, чтобы удачно осуществить наращивание впритык, следует первоначально срезать торец каждой из используемых деталей. В центре всех торцов просверливается небольшое отверстие, в которое вводится штырь. Его длина должна на 0,2-0,3 см уступать глубине проделанных отверстий. При этом штырь должен крепко держаться в них. Далее элементы надежно соединяются, насаживаясь на штырь благодаря ударам кувалды.
Наращивание может осуществляться и путем применения накладок и болтов. Очень важно уделить внимание размеру накладок – их длина должна в 4 раза превышать диаметр торцов обрабатываемых бревен. Ширина накладок должна являть собой 2/3 от диаметра. Как правило, накладки делаются из досок. Они врубаются по обе стороны материала напротив друг друга, но глубина вруба не превышает 1/5 от общего диаметра бревна. Для того, чтобы придать конструкции прочность, применяются болты. Специалисты считают, что применять данный метод наращивания возможно под любым углом. Намного важнее — тщательно опилить каждый из концов.
Если вы решили использовать прямое соединение, необходимо доподлинно установить, где находятся центры торцов; используя циркуль, определить их диаметры и под прямым углом по отношению к торцам провести линии, идущие по боковым граням бревен от их конца. Бревно рекомендуется распиливать лишь на 50% диаметра. Перед нанесением накладки материал старательно очищается от лишней древесины. После завершения подготовительных работ можно соединить бревна. Если же вы используете косое соединение, нужно точно также определить центры у торцов, очертить диаметры, но разделить их на 3 идентичные в плане размеров части, а затем очистить и стесать места скрепления от древесины.
Еще один популярный метод — сращивание прямым замком. Используется он для того, чтобы в будущем детали могли применяться на растяжение. При использовании данного метода следует добиться того, чтобы концы обрабатываемых деталей имели идентичные сечения, а торцы были аккуратно запилены. Перед тем, как вырубить замок, следует измерить размер высоты торца и разделить его на 5 равных частей, а далее — провести между ними 4 черты. От торца должны отходить две линии, длина которых составляет 25 или 50% от высоты бруска. На вершине бруска и по его бокам проводятся две риски, которые помогут осуществить два пропила. Далее вторая линия на торце соединяется с первой риской, а третья линия — со второй. Ориентируясь на риски, делается пропил, достигающий 3-й линии. Начинается сколка торца, которая достигает второй линии. Застрявшие древесные остатки аккуратно убираются. Далее точно такой же обработке подвергается второй брусок. Обе части замка очищаются от остатков отделочных работ, после чего бруски соединяются между собой.
Также может использоваться сращивание прямым замком с натяжным клином. Данный метод дает крепкое прилегание всех элементов. Для его изготовления используется только твердая дорогостоящая древесина. Рабочий процесс похож на описанный выше, но при данном варианте в их центре следует оставить свободное место, которое далее будет забито клиньями.
Для осуществления сращивания бревен косым замком первым делом необходимо его вычертить. Чтобы это сделать, нужно опилить края всех используемых бревен, определить центры торцов, очертить диаметры и поделить на 6 одинаковых частей, пронумеровав их все. Для начала следует обратить внимание на деления под номером 1 и 5. Используя их, нужно провести через торец линии, которые получат условные обозначения 3-3 и 4-4. Проводятся они под прямым углом по отношению к диаметру. Далее на расстоянии 2,5 диаметров от торца вокруг всей окружности бревна проводится линия, параллельная торцу и несколько линий, которые будут параллельны осевой линии бревна. Они получат наименования 3-3, 1-5 и 3-6. Сбоку бревна проводятся отрезки 4-5-4 и 6-2-6. Конец, размеченный этими условными обозначениями, тщательно обрабатывается, в результате чего на нем возникает новая плоскость, расположенная на линии 4-5-4. На отесанной поверхности проводится линия, задача которой — соединить центр отрезка 4-4 с точкой 5. Эта линия разбивается на 2 равные части новой линией 7-7, проведенной под прямым углом к первой. Следующий пропильный надрез делается на уровне линии 4-5-4. Для того, чтобы не ошибиться с глубиной пропила, следует ориентироваться на точку 8. После очистки поверхности от древесины между чертами 7-5-7, вы получите еще одну плоскость 6-6-8. Для того, чтобы успешно завершить работу, ее также необходимо очистить. Противоположный конец бревен подготавливается аналогичным образом, после чего они соединяются между собой.



