Как работает термопластавтомат
Пластиковые изделия пользуются спросом не только потому, что они делаются из легкого и практичного материала со стороны потребителя, а скорее по причине того, что предприятиям выгодно выпускать продукцию из этого материала, так как такой шаг существенно снижает затраты на производство.
Современные технологии позволяют создавать из пластмассы сложные конструкции практически любой формы.
При желании сырье можно повторно переработать с помощью специальных шредеров или измельчителей.
При этом детали изготавливаются с высочайшей точностью.
Именно поэтому пластик используется при конструировании компонентов для сложнейшей техники: самолетов, автомобилей, ракет и т. д.
Производство изделий из пластмассы
Наиболее эффективным способом для производства изделий из пластика является метод литья под давлением.
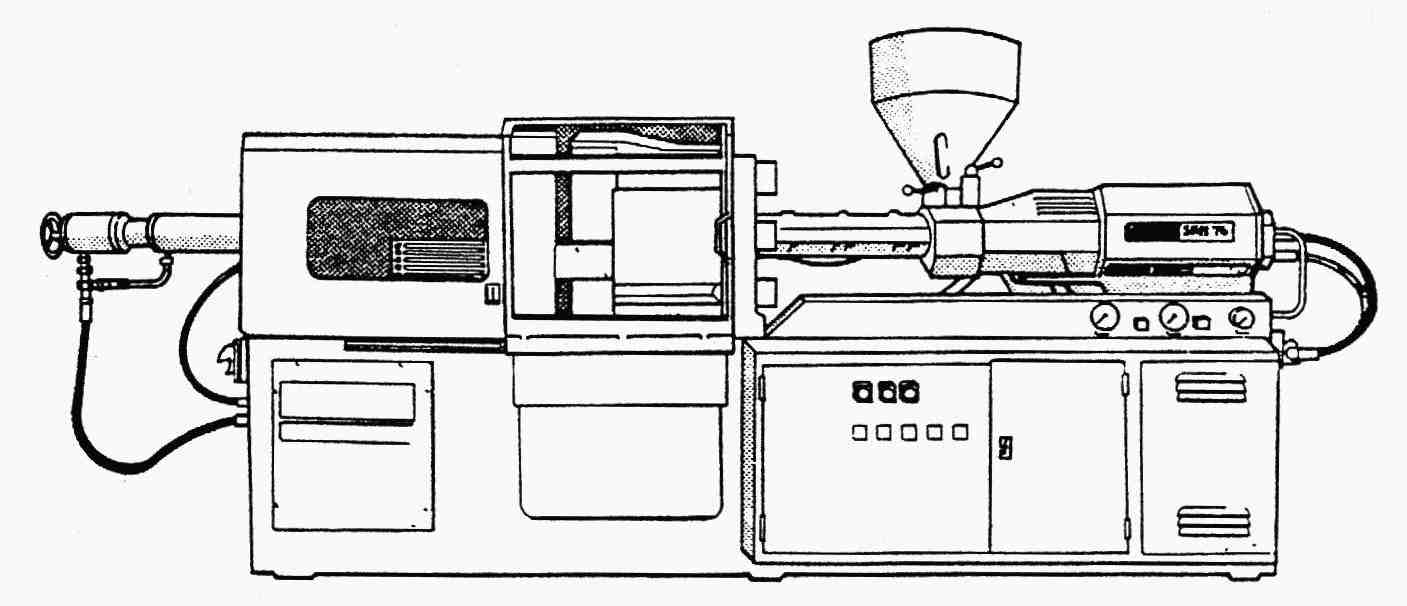
Литье осуществляется на специальных установках – термопластавтоматах (альтернативное название: инжекционные литьевые машины), о которых и пойдет речь в данной статье.
Процесс литья осуществляется следующим образом: сырье в виде гранул полимеров поступает в термопластавтомат, где нагревается до температуры плавления и впрыскивается в пресс-форму, пластмасса остывает, материал становится твердым, далее литьевая форма размыкается, выталкивая содержимое, так и получается готовое пластиковое изделие.
Устройство термопластавтомата

Термопластавтомат состоит из множества сложных механизмов, поэтому мы рассмотрим только его основные части.
К основным узлам ТПА относятся:
Управление термопластавтоматом

Процессор со встроенным набором программ по заданным оператором параметрам в автоматическом режиме управляет всеми процессами.
Ниже представлен список его функций:

Доставим в любой регион России.
Производим качественные изделия из первичного сырья ведущих поставщиков мирового рынка пластмасс, также можем изготавливать изделия на основе Вашего сырья.
Если у Вас нет пресс-формы, Вы можете заказать ее у нас.
Литьевые формы компании «Автоп» стоят в 3-5 раз дешевле промышленных пресс-форм.
Производим изделия в любом количестве от 1 000 шт. до нескольких миллионов в месяц!
По вопросам сотрудничества обращайтесь по телефону: +7(8482)39-00-12
Что такое термопластавтомат

Пластики остаются одним из самых популярных материалов, используемых практически в любой сфере техники, быта, медицины. Основная причина распространенности — низкая стоимость термопластавтомата при возможности получать продукцию любой геометрической формы. Металл, дерево или стекло стоят существенно дороже, поэтому могут конкурировать с полимерными материалами только в узких нишах. Один из самых распространенных методов производства изделий из пластика — литье в формы под давлением с помощью инжекционно-литьевых машин, или термопластавтоматов. Использование подобного оборудования позволяет максимально автоматизировать процесс изготовления, получать высокоточные изделия при небольшой себестоимости.
Самые популярные станки






Принцип действия инжекционно-литьевой машины
В качестве сырья используется измельченный до мелких гранул полимер, загружаемый в материальный цилиндр. Смешивание гранул нескольких цветов позволяет получать на выходе продукцию, равномерно окрашенную в необходимый оттенок. Нагретое и расплавленное сырье подается в узел впрыскивания, представляющее собой цилиндр с червячным шнеком внутри, который перемещается в осевом направлении, впрыскивая под давлением жидкий термопласт в пресс-форму.
Внутренняя поверхность пресс-формы точно повторяет форму одного или нескольких готовых изделий, поэтому важно заполнить все полости внутри неё, чтобы избежать дефектов.
После того, как оснастка полностью заполнена пластиком, происходит его охлаждение, после чего пресс-форма размыкается, а готовые отливки извлекаются вручную или автоматически.
Затем происходит повторение цикла — смыкание пресс-формы, впрыскивание полимерного сырье, затвердевание и извлечение.
Цикличность процесса несколько снижает производительность по сравнению с непрерывной технологией, но позволяет быстро перенастроить оборудование под другую номенклатуру, с меньшими временными и финансовыми затратами. Фактически нужно только заменить пресс-форму и перенастроить характеристики рабочего цикла.
Использование ручного труда при использовании термопластавтоматов минимально, всеми операциями управляет автоматика, контролируя все процессы литья и количество материала в бункере.

Основные разновидности термопластавтоматов
Наибольшее распространение получили горизонтальные ТПА, в них шнек перемещается в горизонтальном направлении. Данная разновидность оборудования дает возможность получить наибольшую производительность с усилием смыкания в тысячи тонн. Техника универсальна и подходит для подавляющего большинства видов продукции для любых сфер применения. Особенностью этого класса является высокая электрическая мощность, большой вес и габаритные размеры, что устанавливает определенные требования к производственным помещениям.

Вертикальные ТПА отличаются небольшими габаритами и низким потреблением электроэнергии, а также меньшей производительностью. Эксплуатация таких машин оправдана при подготовке опытных партий, когда требуется отладить цикл литья, а не добиться максимальной производительности.
Наиболее распространенные виды полимеров
Термопластавтомат
Пластмасса является одним из самых распространенных материалов. Такую популярность можно объяснить дешевизной.
Трудно не встретить изделие из пластмассы. Из нее производят различные предметы. Кроме того, такое вещество достаточно легко обрабатывать. Термопластавтомат – это как раз машина, которая используется для этого.

Оборудование является одним из самых востребованных. Чтобы правильно подобрать машину для литья пластмасс, требуется разобраться, как работает термопластавтомат, изучить его разновидности, производительность для литья ПВХ и другие технические характеристики.
Что представляет собой термопластавтомат
Для изготовления пластмассовых изделий в более половины случаев применяют технологию литья под давлением. Процессы регламентируются стандартами ГОСТ. Благодаря этому продукция будет высокого качества.
Впервые о литьевых машинах (литьевыми машинами их еще тогда не называли) начали говорить в 19 столетии. Именно тогда и создали первый механизм для переработки полимерных материалов, который стал прототипом для всех следующих моделей (смотреть подробнее bole и другие примеры). При этом каждое новое поколение такого оборудование кардинально отличалось от предыдущего по технологии производства пластмасс.
Термопластавтомат – это технологическое оборудование, которое осуществляет отлив пластмассового изделий в определенные формы. Устройство является автоматизированным, так что практически не понадобится ручной труд. Такое оборудование обладает множество достоинств:
На таком оборудовании получают емкости, тары, упаковки, игрушки, канцелярскую продукцию, детали для транспортных средств, фурнитуру для мебели, окон, разнообразные строительные и отделочные материалы, а также игрушки. Для пластических масс пресс-формы выбирают определенной конфигурации.
В последние годы конструкции термопластавтоматов не менялись. Обновляются только отдельные узлы. Например, это касается системы смыкания, предмундштуковой зоны, промышленных чиллеров (устройства для быстрого охлаждения пластика), дробилки.
Основные виды термопластавтоматов
Конструкции термопластавтоматов объединяют в типоразмеры в зависимости от 2 главных показателей – усилие запирания формы (происходит посредством прессового блока) и объем впрыскиваемого сырья (выражается в количестве расплава для подачи в форму).
Кроме того, выделяют такие классификации оборудования в зависимости от особенностей конструкции:
Последние модели применяются для производства больших изделий, когда трудно извлекать их из пресс-формы для литья.
Выделяют 2 разновидности подобных угловых машин:
1. Устройства с горизонтально расположенным пластикатором и вертикальным отверстием для формы.
2. Машины с горизонтальным разъемом для формы и вертикальным инжекционным узлом.

Типовые характеристики и особенности
К главным техническим характеристикам термопластавтоматов относится следующее:
Запирающее усилие – это параметр, который является одним из самых главных. Его обязательно записывают при маркировки оборудования. Хотя в некоторых случаях производители предпочитают завышать показатель. Обычно так делают в Южной Корее и Китае.
Под параметром понимают усилие, которое выполняет станок для того, чтобы закрыть формы для литья. Такой показатель определяют посредством измерения давления во время задержки закрытой формы, в которой остывает жидкий полимер.
Если запирающий механизм не будет работать должным образом, то форма раскроется, а деталь деформируется. Усилие термопластавтомата должно быть больше либо равно давлению, которое есть в заполненной емкости.
Еще один важный технический показатель для станка – объем впрыска. Он указывает на количество полимерной массы, которая поступает в форму за 1 рабочий цикл. В России выпускается оборудование с показателем от 8 до 8000 куб. см. Как правило, производители делают машины с несколькими типоразмерами изделий, так что и объемы впрыска будут отличаться.
Следующие важные показатели для термопластавтомата – ход движения плиты и дистанция между ними. От таких параметров и их размеров зависит, какая должна быть максимальная высота формы для литья и размеры будущего изделия.
Перспективы применения в бизнесе
Самое востребованное оборудование для малого и среднего бизнеса – это термопластавтоматы горизонтального типа с конструкцией, которой не требуется большая площадь для установки. Они должны быть высокопроизводительными, работать с различными типами сырья, удобными и простыми в эксплуатации и обслуживании
Главные определяющие параметры для такого оборудования – объем впрыска вещества и технические характеристики смыкающего узла для форм.
Такая категория машин востребована в производстве мелких партий различных пластиковых изделий штучного типа.
Постепенно в большинстве отраслей все больше уделяют внимания замене дорогостоящих металлических деталей на дешевые варианты из полимеров. Такая тенденция ведет к хорошей почве для приобретения автоматических механизмов для литья пластика.
А благодаря современным контролирующим и регулирующим системам понадобится минимальное количество работников. Т.е. и накладные расходы во время запуска своей линии производства будут невысокими.
Начиная работу с оборудованием по переработке пластика, рекомендуется обращать внимание на безопасность. Процесс производства предполагает стадию выдерживания под давлением, что может быть опасным для работников, если есть неисправности в техническом оборудовании. Поэтому требуется обязательно выполнять все правила эксплуатации машин, причем и когда достают готовые изделия. Они могут быть еще очень горячими.
Пока устройство функционирует, в некоторых его зонах еще находится вещество в расплавленном виде. Если поломаются узлы, что приведет к выдавливанию такой массы из оборудования, то может быть ЧП на заводе. Поэтому нужно всегда проверять машины на неисправности, а также следовать инструкциям.

Мировые производители аппаратов
Активно занимаются выпуском термопластавтоматов предприятия Китая, Гонконга, Южной Коре, Тайваня. Более дорогая техника выпускается компаниями Италии и Германии. При этом она отличается высочайшим качеством. Кроме того, популярными являются модели из Америки, Японии.
Среди китайского оборудования известна марка Хайтиан. Среди немецких производителей пользуются популярностью Демаг, Батенфильд и Арбург. Самый известный южнокорейский производитель – компания LG.
Среди итальянских моделей популярны БМБ и Бирани. Что касается канадской торговой марки, то самая известная Хаски, а у американцев – Ферроматик. В Украине известны модели Хмельницкий, в Беларусии – Атлант, в России – Крассмаш.
Более подробно о компании (о нас, офис, продукция) можно изучить на официальном сайте. Стоимость термопластавтоматов зависит не только от страны-производителя, но и функциональных особенностей, технических характеристик.
Критерии и советы по выбору
Выбирая оборудование, лучше всего не приобретать дешевые и бывшие в употреблении машины, которые имеют не ясную комплектацию и происхождение. Это объясняется тем, что, несмотря на низкие цены, будут еще и значительные дополнительные расходы на их настраивание, доработку.
Но и продукцию от известных производителей тоже не всегда стоит покупать, если эти модели считаются самыми дорогими. Часто стоимость просто завышена, из-за чего возрастет период окупаемости проекта.
Обязательно нужно учитывать репутацию компании-производителя. Если выйдут из строя какие-либо узлы, либо требуется наладка оборудования, то нужна будет поддержка от фирмы.
Выбирая машины, требуется обращать внимание на гарантийные обязательства, отзывы о компании, время присутствия на рынке в стране. Кроме того, огромную роль играет металл для оборудования.
Как работают термопластавтоматы

Изделия из полимерного сырья широко распространены, благодаря низкой стоимости, высокой технологичности производства, возможности вторичной переработки.
Для многих видов бизнеса будет выгодно организовать производство продукции из пластика собственными силами, а не закупать их на стороне.
В организации линии по производству изделий из термопластов нет ничего сложного – достаточно приобрести термопластавтомат (один или несколько).






Как устроен ТПА
Термопластавтоматы – это инжекционные литьевые машины, в которых сырье из определенного вида пластмасс нагревается, приводится в жидкое агрегатное состояние, потом под давлением подается в пресс-форму.
Внутренние контуры пресс-формы точно повторяют форму будущего изделия, поэтому полная заливка оснастки полимером означает получение геометрически точных деталей.

Все узлы и агрегаты машины крепятся на стальной раме, от её прочности и жесткости во многом зависит качество получаемой продукции.
Если производитель термопластавтомата экономил сталь, то возникающее напряжение при смыкании пресс-формы гарантированно приведет к перекосу оснастки и появлению брака.
Основные узлы инжекционно-литьевой машины
Гранулы полимерного сырья нагреваются одновременно за счет нагревательных элементов, установленных на материальном цилиндре, так и за счет тепла, выделяющегося при трении гранул пластика при вращении шнека.

Используемая технологическая оснастка
Качество получаемых на ТПА изделий критически зависит от используемой пресс-формы. Жесткость оснастки и шероховатость внутренней поверхности напрямую влияют на риск появления дефектов на поверхности получаемых отливок. Также важен химический состав используемого для производства ПФ сплава – использование дешевых сплавов стали или алюминия приводят к сокращению её жизненного цикла, увеличивая расходы на подготовку производства.
В зависимости от характеристик используемого сырья, геометрической формы отливаемых деталей, используются либо холодноканальные, либо горячеканальные ПФ. В ряде случаев важно подогревать литниковую систему, поддерживая пластик в жидком состоянии. Это уменьшает процент отходов, обеспечивает лучшую проливаемость пресс-формы.
Термопластавтомат. Выбор ТПА по параметрам
Введение.
На рынке также представлены производители ТПА стран СНГ, такие как Хмельницкий (Украина), Атлант (Белоруссия, читать подробно на форуме), Крассмаш (Россия). Продажей термопласт автоматов на российском рынке занимаются как официальные представители фирм-производителей, так и другие компании. Последние в большей степени занимают нишу секонд-хенд (б/у ТПА). Так до сих пор можно найти предложения о покупке и продаже ТПА Куаси (Kuasy) или Формопласт (Formoplast), выпускавшихся соответственно в социалистической ГДР и Польше. Те же компании, как правило, занимаются и ремонтом подержанных ТПА.

Отдельной прослойкой на рынке (к счастью небольшой) является самодельные термопластавтоматы, которые изготовители называют часто нестандартными именами, например мини-ТПА, домашний термопластавтомат, настольный, гаражный ТПА или автомат термопласт. Такое «оборудование» неэффективно, а часто бывает просто опасно при использовании. Мы не ремондуем пытаться изготовить термопластавтомат своими руками.
Основными параметрами, которые оказывают наиболее сильное влияние на конструкцию и технико-экономические характеристики машин и которые необходимы для разработки универсальной и специальной конструкций машины литья под давленим, являются: объем впрыска за цикл (объем отливки), объемная скорость впрыска (время впрыска), давление литья, площадь литья, усилия запирания и раскрытия формы, ход подвижной плиты, максимальное расстояние между плитами, жесткость, быстроходность, пластикационная способность и диапазон температур инжекционного цилиндра.
Основные характеристики современных термопластавтоматов
1. Усилие запирания формы.
2. Объем впрыска ТПА
Для отечественных литьевых машин в 20 веке был принят коэффициент, равный 2. Машины имели следующие номинальные объемы впрыска за цикл: 8, 16, 32, 63, 125, 500, 1000, 2000, 4000, 8000 куб см. Большинство ТПА в СССР выпускались на Хмельницком либо на Одесском заводах (настоящая территория Украины). В настоящее время нет какого либо жесткого стандарта на величины объема впрыска ТПА. Особую сумятицу в этот вопрос вносят многочисленные азиатские производители термопластавтоматов.
3. Расстояние между плитами и ход подвижной плиты.
Расстояние между плитами можно регулировать в достаточно широких пределах, которые выбираются производителем литьевых машин. Как правило, на современных ТПА, максимально возможная величина высоты прессформы больше минимальной высоты примерно в 2,5 раза. При оптимальных значениях расстояний между плитами ТПА снижается масса формы, облегчается ее эксплуатация, отпадает необходимость в использовании специальных дополнительных плит в формах и т. д.
Ход подвижной плиты и максимальное расстояние между плитами связаны между собой; от их значения в определенной степени зависит конструкция термопластавтомата. Например, ход влияет на длину рычагов и условия их работы в гидромеханических конструкциях механизма смыкания и запирания ТПА; от хода плиты зависят длина гидроцилиндра, размеры некоторых вспомогательных механизмов. Для регулирования расстояния между плитами можно использовать различные механизмы. Выбор конструкции этих механизмов зависит от этого расстояния и от предпочтений производителей термопластавтоматов и их ноу-хау.
4. Расстояние между колоннами.
Конструкции узлов смыкания литьевых машин отличаются по числу и расположению колонн. На машинах с небольшим объемом впрыска за цикл прессовые узлы иногда имеют две колонны, расположенные по горизонтали или по диагонали. Установка литьевых форм и обслуживание машины в этом случае облегчаются. Однако, как правило, узлы смыкания современных ТПА имеют четыре колонны.
На современных машинах с номинальным объемом впрыска до 1000 см3 соотношение между площадью литья и площадью плиты между колоннами (рабочей площадью) составляет в среднем 30-60 %. Отношение полезной площади (площади литья) к общей площади плит колеблется от 12 до 25 %.
5. Объемная скорость впрыска
1) для заполнения литниковой системы (при наличии такой системы) и полости формы требовались сравнительно небольшое давление литья (для этого скорость впрыска не должна быть, с одной стороны, слишком большой, чтобы при заполнении не возникали большие напряжения сдвига и, следовательно, большие потери давления, и, с другой стороны, слишком малой, чтобы при заполнении не образовался большой охлажденный слой полимера и значительно понизилась температура текущего расплава, так как в противном случае возникают большие потери давления), причем форма должна заполняться с постоянной объемной скоростью течения;
2) формировалась структура полимерного материала изделий, обеспечивающая удовлетворительные показатели качества;
3) не произошла существенная механодеструкция полимера.
Для изготовления тонкостенных изделий (толщиной 0,2—1 мм) требуются высокие скорости впрыска. Такая машина литья под давлением может быть снабжена специальными аккумуляторами впрыска, обычно азотными. Регулирование объемной скорости впрыска осуществляется при помощи современных систем автоматики изменением расхода рабочей жидкости в гидросистеме ТПА (при применении гидравлических термопластавтоматов).
На технико-экономические показатели машины и, особенно, на ее технические возможности существенно влияет конструкция привода узла впрыска. Однако, конструкция привода узла впрыска зависит от заданной объемной скорости впрыска. Объемная скорость впрыска – один из важных факторов, определяющих энергоемкость машины.
6. Давление литья.
Давление, необходимое для заполнения формы, зависит от времени впрыска. Высокие давления впрыска требуются при литье тонкостенных изделий из полимеров большой вязкости. Однако давление выдержки (при выдержке полимера в форме под внешним давлением), при котором получают изделия хорошего качества, как правило намного меньше давления литья. Для основных крупнотоннажных полимеров оно равно примерно 25—50 МПа.
Параметром машины служит максимальное давление (давление литья), необходимое для заполнения формы, а не для последующей выдержки под давлением, хотя бывают исключения. На современных машинах давление литья равно 60—200 МПа.
Существенные различия в давлениях литья на современных литьевых машинах определяются многообразием используемых конструкций форм и различием в свойствах перерабатываемых полимеров. Для переработки большинства полимеров на термопластавтоматах с предварительной пластикацией достаточным является давление до 100 МПа, для переработки высоковязких полимеров в тонкостенные детали, а также для формования реактопластов как правило необходимо давление 120—200 МПа.
7. Площадь литья
Увеличение площади литья повышает универсальность термопластавтомата, но ухудшает его экономические показатели.Площадь литья определяет размеры плит, которые оказывают заметное влияние на массу машины.
Формы закрепляют на плитах с помощью резьбовых отверстий или продольных пазов, различным образом расположенных на плитах. Пазы являются устаревшим элементом конструкции, широко использовавшимся на ТПА марки КуаСи (ГДР). Они, как правило, создают большие удобства для закрепления форм и, кроме того, уменьшают размеры плит. Однако при наличии пазов увеличивается толщина плит приблизительно на 40—50 мм и повышается их масса, особенно на крупных машинах. Поэтому в настоящее время для крепления форм к плитам ТПА применяют резьбовые соединения. Расположение крепежных отверстий, пазов и размеры центрирующих отверстий машины литья под давлением должны быть такими, чтобы была возможность перестановки форм на различные машины. Расположение колонн определяет способ установки форм и возможность более полного использования площади плит.
8. Пластикационная способность
Под производительностью литьевых машин понимают количество полимера, переработанного в изделия за единицу времени. На производительность влияют длительность цикла литья, эффективный фонд времени работы машины и объем впрыска за цикл.
9. Быстроходность
, как выбрать изготовителя прессформы для литья пластмасс
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий



